
Сегодня для организации системы водоснабжения используются трубы из полипропилена или пластика. Такие изделия характеризуются увеличенным сроком службы — до 50 лет. Технология монтажа трубопровода из полипропилена основана на термическом воздействии способом напайки изделия. Процесс пайки полипропиленовой трубы требует определённой подготовки, наличия специальных инструментов и соблюдения точных правил.Качественное соединение обеспечит прочную герметизацию и высокий рабочий ресурс системы.
Способы сварки полипропиленовых труб
Стыковое соединение
Пайка трубопроводных элементов большого диаметра от 60 мм и с толщиной стенок не менее 4 мм производится методом стыкового соединения. Нагретое круговое сечение трубы должно быть одинаковой и равномерной температуры. Поверхности стыка прогревают дисковым сварочным аппаратом и специальными насадками. Важным параметром насадки является покрытие тефлоном для предотвращения прилипания полиуретана во время стыковки. При достижении необходимого значения нагрева оба элемента соединяются под давлением и удерживаются до полного остывания.
- высокое качество соединения;
- работа в промышленности и ЖКХ;
- пайка только инструментом и насадкой.
- контроль равномерной температуры по всей окружности;
- несовместимость с тонкими трубами малых размеров.
Раструбная сварка
Самый распространённый способ спайки труб из полипропилена. Предназначен для использования в быту, на промышленных объектах и при ремонтных работах. Процесс раструбной пайки производится при помощи полипропиленовых фитингов. Сварочный инструмент одновременно нагревает трубу и внутреннюю часть фитинга. После прогрева соединяемые изделия фиксируются руками.
- универсальное применение метода;
- стандартное сварочное оборудование.
- необходимость наличия фитингов.
Муфтовая сварка труб
Не менее надежный, но реже неиспользуемый метод сварки полипропиленовых труб. В электросварной муфте с двух сторон фиксируются соединяемые изделия. Пропускаемый ток обеспечивает нагрев и размягчение внутренней поверхности детали. Под давлением сжатия образуется прочное прилегание корпуса и спаивание труб. После остывания поверхность муфты плотно фиксируется на материале, образуя целостность конструкции.
- высочайшее качество соединения;
- отсутствие необходимости дополнительной центровки трубы;
- отсутствие заусенцев и внутреннего грата.
- высокая стоимость аппарата и фитингов;
- контроль за неподвижностью детали до остывания.
Параметры пайки
На качество пайки труб из полипропилена влияют внешние условия и индивидуальные особенности материалов. Для достижения эффективного итогового результата необходимо учитывать специфику следующих факторов:
-
Внешние условия. Температура окружающего воздуха, ветер, излишняя влажность — важные критерии, влияющие на продолжительность разогрева трубы. При работе на улице при температуре до + 10–15°C остывание полипропилена произойдёт достаточно быстро. При дополнительной высокой влажности и осадках — практически моментально. Недостаточный нагрев станет причиной непрочного шва плохого качества. В таком случае перед началом пайки обязателен предварительный нагрев.
-
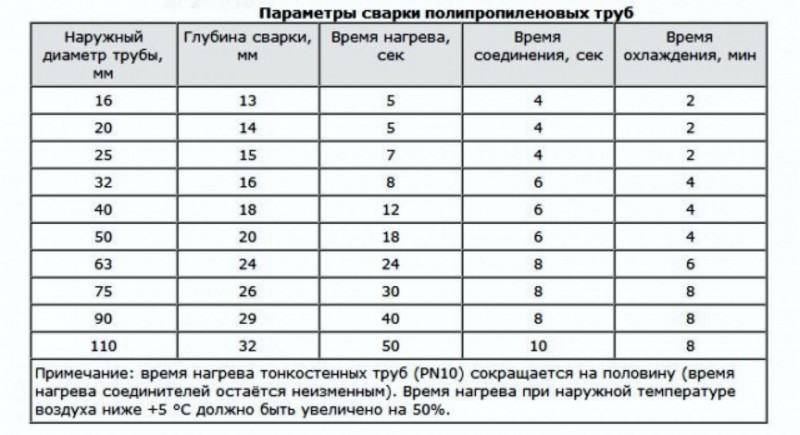
Размеры изделия. Между диаметром обрабатываемых элементов и временем прогрева существует прямая связь. Труба из полипропилена начинает плавиться при температуре +120–140°C. Пайка производится при воздействии +240–270°C. Определить точное значение для монтажа возможно только с учётом измерения диаметра. Зависимость размера полипропиленовой трубы от продолжительности нагрева представлена в таблице ниже. Показатель сварочного пояса — это длина прогреваемой части материалов от края вдоль оси.

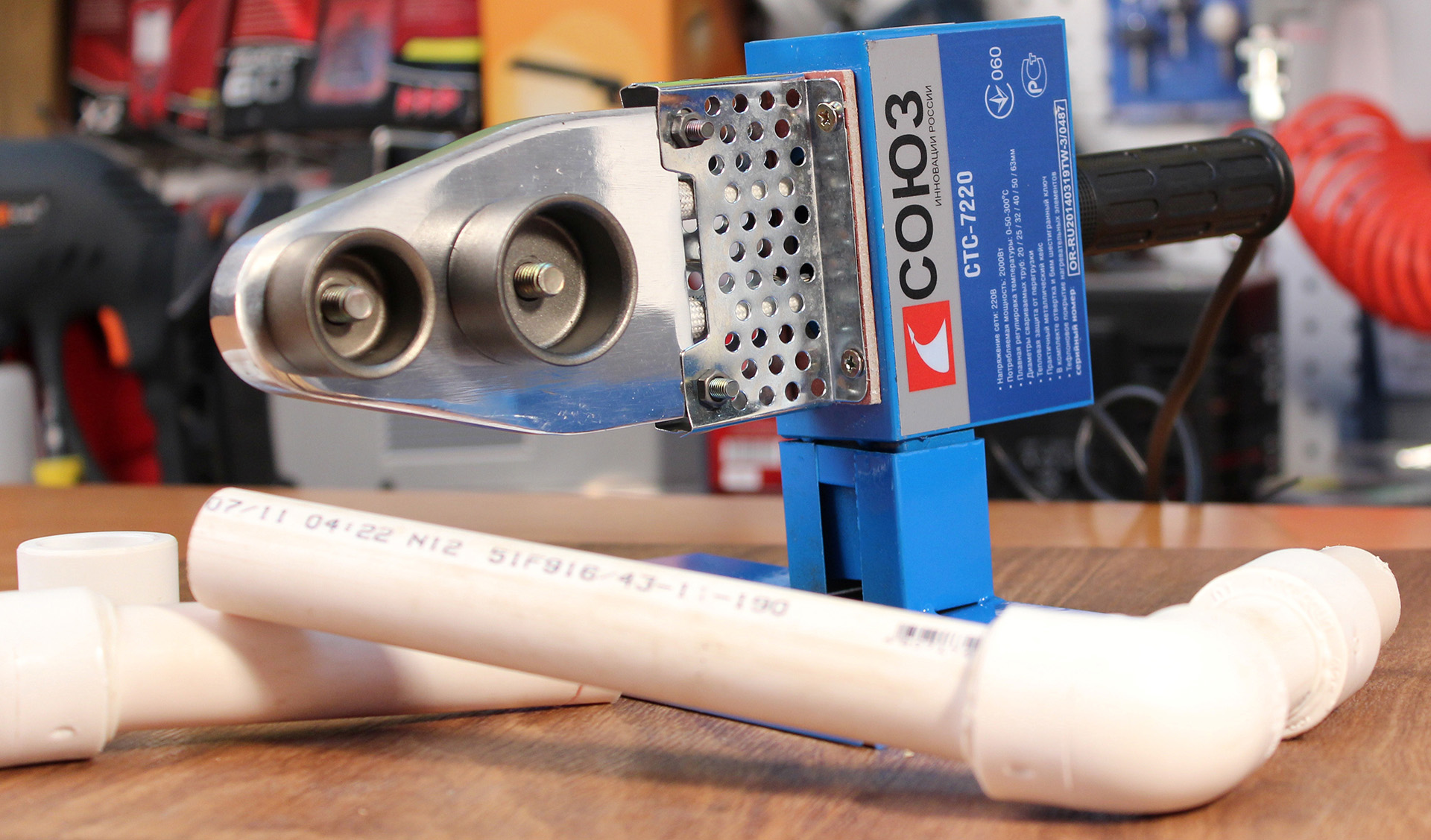
Паяльник для полипропиленовых труб
Пайка полипропиленовых труб своими руками или при обращении к мастеру производится специальным оборудованием — паяльником для труб. Самый популярный паяльник работает по принципу раструбной стыковки. Такой аппарат способен легко и быстро соединить полипропилен при установке систем водопровода или отопления. Основные элементы конструкции раструбного паяльника:
-
опорное основание;
-
корпус со стойкой;
-
рукоятка;
-
приспособление для нагрева;
-
насадки и нагревательная пластина.
Насадки с тефлоновым покрытием обеспечивают температурное воздействие и прогрев двух сторон детали. После этого полипропиленовые трубы соединяются под усилием и остывают. Набор насадок приобретается исходя из необходимых диаметров.
Технические параметры
Различные модели паяльников отличаются характеристиками, поддерживаемыми функциями и совместимостью с определёнными задачами. Для правильной пайки полипропиленовой трубы требуется ознакомиться с основными техническими особенностями оборудования.
-
Мощность. По величине потребляемой мощности различают маломощные приборы до 1 кВт с одним нагревательным элементом и профессиональные паяльники до 2 кВт с двумя ТЭНами. Первые предназначены для установки разводки полипропиленовых труб в стандартном жилом или небольшом коммерческом помещении. При работе в коммунальной сфере, промышленности и на крупных строительных объектах используется профессиональный инструмент.
-
Размер соединяемой детали. Для соединения крупных заготовок необходим аппарат с поддержкой оснастки до 110 мм. Для применения в быту с трубами размером до 40 мм подойдет стандартный маломощный прибор.
-
Температура нагрева. Средняя температура сварки полипропилена — 260°C. Паяльник для пайки полипропиленовой трубы должен поддерживать эту величину. Зачастую потребуется соединение и более легкоплавких деталей. Возможность универсальной эксплуатации обеспечит поддерживаемый температурный диапазон от 50 до 300°C.
Инструмент может оснащаться индикаторами запуска и наличия напряжения, встроенным термостатом, ЖК-дисплеем, регулятором времени нагрева и другими опциями в зависимости от комплектации и модели. Паяльник подбирается исходя из требований задачи и характеристик изделий.
Популярные модели
Победа ПТ-1500
Аппарат ПОБЕДА ПТ-1500 предназначен для обработки пластиковых труб и фитингов, подходит для работы с заготовками диаметром от 20 до 32 мм. Для работы требуется подключение к стандартной однофазной сети с напряжением 220 В, а мощность привода составляет 1,5 кВт.
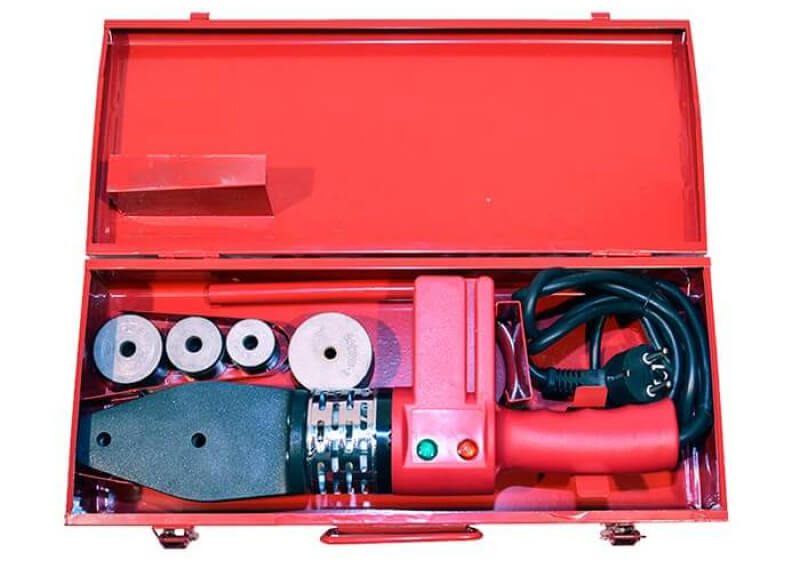
Конструкция паяльника компактная, что облегчает хранение и транспортировку. В комплекте предусмотрены насадки и прочный металлический кейс для удобства переноски и защиты инструмента.
- снабжён мечевидным нагревателем;
- тефлоновое покрытие нагревательных элементов исключает налипание расплавленных рабочих материалов;
- возможность плавной регулировки температуры;
- наличие индикаторов подключения к сети и контроля температуры.
- короткий сетевой кабель.
PATRIOT PW 100 The One
Аппарат для раструбной сварки PATRIOT PW 100 The One используется для обработки пластиковых труб диаметром 20, 25 и 32 мм. Питание от стандартной однофазной сети с напряжением 220 В. Устройство оснащено регулятором температуры, позволяющим настраивать рабочий диапазон от 0 до 300 градусов Цельсия. Компактный размер паяльника упрощает его хранение и транспортировку. В комплекте предусмотрены насадки и металлический кейс для удобного хранения и переноски инструмента.
- невысокая стоимость;
- качество работы на высоком уровне;
- вес не достигает килограмма, поэтому работать с ним комфортно;
- удобно носить с собой и хранить — много места паяльник не займет.
- тонкий металл подставки.
СТАВР АСПТ- 900М
Аппарат для сварки пластиковых труб СТАВР АСПТ-900М предназначен для использования в бытовых условиях, на производстве, а также при ремонте и строительстве. Обеспечивает надежное соединение полимерных труб раструбным методом.
Конструкция паяльника включает устойчивую подставку для удобного хранения и фиксации. Насадки имеют тефлоновое покрытие, которое повышает износостойкость и продлевает срок службы. Управление осуществляется с помощью удобного регулятора. Инструмент имеет регулировку температуры в диапазоне от 50 до 300°C, оснащен световыми индикаторами для контроля процессов.
- сварка труб различного диаметра из большинства видов полимерных материалов;
- специальное покрытие насадок, обеспечивающее долгий срок службы;
- специальная подставка для установки прибора во время перерыва в работе;
- индикаторы подключения к сети и контроля температуры;
- в кейсе с набором аксессуаров.
- необходимо следить за нагревом.
Пайка полипропиленовых труб — основные этапы
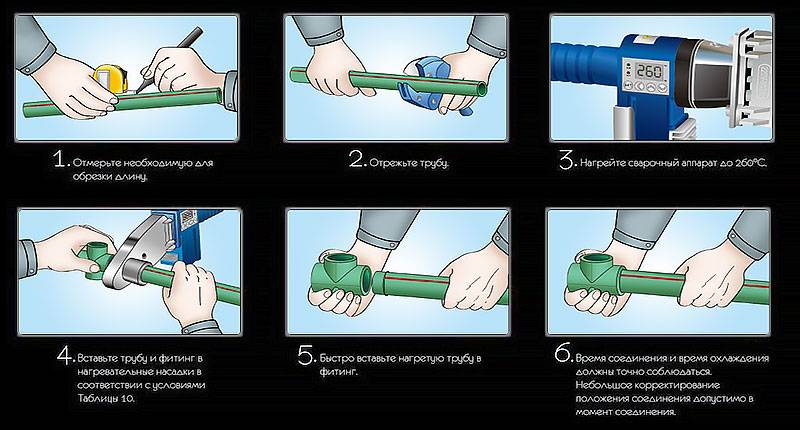
Получить качественное соединение без брака своими руками поможет следование основным правилам и инструкциям. Рассмотрим порядок проведения раструбной спайки полипропиленовой трубы:
-
Инструмент для пайки устанавливается на ровной твёрдой поверхности в горизонтальном или другом положении.
-
Необходимо осмотреть и проверить трубу на наличие трещин, заусенцев и неровностей, а при наличии исправить или зачистить.
-
Паяльник подключается к электросети при помощи кабеля и удлинителя с сечением не менее 1,5 мм.
-
Для разрезания заготовки под прямым углом требуются специальные ножницы.
-
Подготовка свариваемой поверхности заключается в обезжиривании и удаление загрязнений.
-
Шейвером зачищаются наружный слой полипропилена и прослойка из алюминия с последующим обозначением отметок длины сварочного пояса.
-
После проверки соответствующие насадки устанавливаются на сварочный аппарат.
-
Обрабатываемая труба размещается на гильзе, фитинг — на дорне.
-
Проверяется работоспособность паяльника и производится запуск нагрева с ожиданием согласно возможности аппарата.
-
При достижении температуры около 260°C изделия быстро соединяются в местах прогрева с усилием без поворота до остывания.
Ошибки монтажа
Пайка полипропиленовых труб без опыта и знания технологий может привести к неправильному соединению и недостаточной прочности шва. Основные ошибки случаются при нарушении техники и легко предотвращаются, учитывая следующие правила:
-
Поверхность обрабатываемой трубы должна быть сухой и чистой. Загрязнения, влага и ржавчина понизят герметизацию шва при спайке.
-
Стыковка труб производится с сохранением точной соосности. При сдвиге появляется риск деформации и образуются заусенцы.
-
Для наилучшей совместимости и диффузии необходимо приобретать оснастку одного бренда с одинаковым составом. Используемые материалы разных производителей могут отличаться по совместимости и вызвать дальнейшие неблагоприятные последствия.
-
Покупайте и используйте только проверенные сварочные паяльники. Агрегат должен поддерживать необходимый диапазон и равномерность температуры. Наличие тефлонового покрытия на фитингах предотвратит прилипание. Для удобства работы важно оснащение электронными индикаторами, процессором и дисплеем.
-
При перегреве внутренняя поверхность труб может заполниться расплавленными излишками полипропилена. В такой ситуации системы водопровода и отопления не смогут правильно функционировать. Нагревайте трубы в соответствии с точными расчётами продолжительности и мощности.
Выводы
Полипропилен является экономичным и высокопрочным материалом. Изготавливается из полимеризации этилена и пропилена. Особый состав и характеристики позволяют выдерживать жидкости до +90°C и давление до 2,5 бар. Такие материалы получили большую популярность при производстве труб для отопительных и водопроводных систем. В процессе монтажа трубопровода возникает потребность резки и соединения элементов. Понять, как паять полипропиленовые трубы правильно, поможет только опыт и рабочая практика. Выделим основные тезисы сварочного процесса полипропиленовых изделий:
-
Спайка полипропиленовых труб производится стыковым, раструбным или муфтовым методом. Наиболее популярный способ соединения — раструбный. Для соединения изделий диаметром свыше 60 мм применяется стыковой.
-
Условия окружающей среды влияют на состояние трубы при нагреве. При низкой температуре и высокой влажности плавление происходит медленнее, а остывание значительно быстрее. В таких случаях необходим предварительный прогрев заготовки перед работой.
-
Продолжительность нагрева также зависит от диаметра изделия. Трубу меньшего размера следует прогревать быстрее, чем более крупную. Средняя температура пайки — +240–270°C. Точное значение определяется с учётом диаметра. Для измерения величины сварочного пояса необходим карандаш для разметки и рулетка.
-
Подбирайте сварочный пальник исходя из задач и потребностей. Пайка в труднодоступных местах производится только аппаратом с небольшими габаритами. Для предотвращения прилипания к трубам важно наличие тефлонового покрытия у насадки. Монтаж разводки в быту потребует мощность пальника около 1 кВт, для коммерции и крупных объектов необходим запас до 2 кВт. Дополнительные функции и дисплей облегчат и увеличат комфорт эксплуатации.
-
Спаять полипропиленовые трубы возможно и без большого опыта, зная особенности материала и основные приемы сварки. В первую очередь требуется начертить схему монтажа системы водопровода или отопления. Далее подобрать рабочий инструмент и способ спайки в зависимости от параметров труб. Следование технологии спайки и табличным размерным значениям для работы с полипропиленом помогут добиться необходимого результата.
Паяльники для полипропиленовых труб используются для монтажа трубопроводов горячего и холодного водоснабжения, контуров отопления. Этот электроинструмент подключается к стандартной розетке на 220 В. Как работать с паяльником для полипропиленовых труб и какие параметры учесть при выборе этого оборудования — в этой статье.
Как работает паяльник для полипропиленовых труб
Основной рабочий элемент прибора — электрический нагревательный элемент. В некоторых моделях их может быть два с независимым включением. Это удобно при проведении работ при низких температурах. Также два нагревательных элемента нагревают рабочую поверхность паяльника быстрее, чем один.

Тепло передается массивному металлическому «утюгу», на котором устанавливаются пара или две пары насадок. Они закрепляются сквозным винтом. Две пары насадок позволяют одновременно работать с двумя разными диаметрами трубы. Например, при прокладке водопровода внутри квартиры. Магистральный участок выполняется более толстой трубой, внутренняя проводка — тонкой. Некоторые модели имеют возможность работы с диаметром до 110 мм.
Насадка для сварочного аппарата имеет важное значение для качества сварки труб. Для легкого отделения нагретой трубы производитель использует тефлоновое покрытие. Профессиональные мастера приобретают дорогие модели от европейских производителей и используют их на недорогих китайских или российских паяльниках. Срок службы насадок может оказаться выше, чем у самого аппарата.
Большинство моделей сварочных аппаратов для пластиковых труб имеют съемную подставку. Такая конструкция применена для большей компактности. В собраном виде инструмент помещается в кейс для переноски. В нем также есть место для запасных насадок.
Элементы управления паяльником:
-
Тумблер/тумблеры включения нагревательных элементов. Комплектуются лампами или светодиодами для индикации состояния.
-
Выбор температуры нагрева. Может выполняться в виде поворотной ручки или кнопок с цифровым дисплеем.
-
Поворотная ручка таймера или выбор времени с помощью кнопок. Эта опция есть на дорогих моделях. Бюджетные не имеют таймера, время приходится отсчитывать самостоятельно. Опытные мастера используют для этого будильники с секундной стрелкой, которая при движении издает четкий звонкий звук.
В ходе работы с инструментом и его переноски легко сбить настройку. Особенно, если температура устанавливается поворотной ручкой. Опытные мастера фиксируют ее в нужном положении с помощью скотча. Выглядит такая конструкция не слишком презентабельно, но эффективно защищает от нарушения настройки.
Как сварить полипропиленовые трубы паяльником
Длина собственного кабеля сварочных аппаратов обычно составляет 1,5-2 метра, а в бюджетных версиях — 1,2 метра. Поэтому для удобной работы рекомендуется использовать удлинитель с выключателем и лампочкой индикации. Это позволяет быстро определить, что питание подано. Паяльник устанавливается на ножки вдали от приборов отопления, подключается к сети или удлинителю.
Ручкой или кнопками выставляется температура нагрева. Некоторые модели позволяют разогревать насадки до температуры выше 300 °С. Но для работы с обычными полипропиленовыми трубами достаточно 260 °C. Эксперты рекомендуют придерживаться значения, указанного производителем свариваемого типа трубы. Отклонение более ±5 °C может привести к неравномерному нагреву заготовки и нарушению параметров шва.
В аппарате установлен термостат, автоматически отключающий нагрев при достижении заданной температуры. Так определяется момент готовности к работе. Для достижения равномерного прогрева «утюга» профессионалы рекомендуют подождать еще 10 минут.
Спаиваемые заготовки: труба и фитинг закрепляются на насадках. При этом труба вставляется во внутреннее отверстие. Фитинг насаживается на насадку. Прикладывать чрезмерное усилие не рекомендуется. Если правильность установки фитинга можно контролировать визуально, то труба уходит в отверстие насадки.
Если при этом к ней приложены излишнее давление, на кромке может образоваться наплыв, затрудняющий пайку и снижающий пропускную способность трубопровода. Мастера рекомендуют нанести на конец трубы пометку на расстоянии 14-22 мм, в зависимости от диаметра. Для удобства можно использовать параметр «Глубина сварки» из этой таблицы.
|
Диаметр трубы, мм |
Глубина сварки, мм |
Время |
||
|
Нагрева, сек |
Стыковки, сек |
Остывания, мин |
||
|
16 |
13 |
5 |
4 |
3 |
|
20 |
14 |
5 |
4 |
3 |
|
25 |
16 |
7 |
4 |
3 |
|
32 |
20 |
8 |
4 |
4 |
|
40 |
21 |
12 |
6 |
4 |
|
50 |
22,5 |
18 |
6 |
5 |
|
63 |
24 |
24 |
6 |
6 |
Время нагрева также зависит от рабочего диаметра трубы и может определяться по этой же таблице. После этого обе заготовки снимают с насадок, стыкуют и выжидают несколько секунд. Можно ориентироваться на параметр «Время стыковки» в таблице выше. Перемещать или поворачивать заготовки в этот период нельзя. Это отрицательно скажется на качестве и надежности шва.
Если трубу и фитинг нужно соединить под определенным углом, на них предварительно наносится риска. Перед стыковкой визуально определяется, что метки совпали.
Продолжение работы возможно только после прохождения времени остывания. Параметр также зависит от рабочего диаметра соединяемых заготовок. Качество шва иногда можно определить визуально. В ходе работы не должно возникать наплывов, сужающих проходное отверстие трубопровода.
На долговечность шва влияет качество обработки кромок трубы на месте среза и равномерность прогрева заготовок перед соединением. Поэтому проводить работы при отрицательной температуре воздуха не рекомендуется. Концы заготовок должны быть очищены от загрязнений перед сваркой.
Автор статьи: техник-технолог Чулков Вячеслав Александрович
Сварка пластиковых труб — важный процесс, позволяющий создать прочное и герметичное соединение трубопроводов. В этой статье мы рассмотрим пошаговую инструкцию по использованию аппарата для сварки пластиковых труб, чтобы работа была выполнена качественно и безопасно. Внимательно соблюдая рекомендации, можно обеспечить долговечность и надежность всей трубопроводной системы.
1. Подготовка к работе
Шаг 1. Выбор типа аппарата
Сначала убедитесь, что выбранный сварочный аппарат подходит для ваших труб и типа соединения. Для пластиковых труб (ПНД, ПП, ПВХ) обычно применяют следующие типы аппаратов:
- Стыковые аппараты: подходят для труб большого диаметра.
- Раструбные аппараты: применяются для труб малого и среднего диаметра.
- Электромуфтовые аппараты: эффективны в сложных монтажных условиях, таких как работа в ограниченном пространстве.
Шаг 2. Подготовка рабочего места
Убедитесь, что место, где будет происходить сварка, чистое и достаточно просторное для безопасного выполнения работ. Подготовьте все необходимые инструменты: рулетку, маркер, труборез, очищающие салфетки или растворитель для обезжиривания поверхности труб.
Шаг 3. Подготовка аппарата
Перед использованием сварочного аппарата важно провести его проверку:
- Осмотрите аппарат на наличие повреждений, убедитесь в целостности нагревательных элементов и соединительных кабелей.
- Подключите аппарат к электросети и включите его, установив необходимую температуру нагрева согласно инструкциям производителя (обычно для пластиковых труб температура варьируется в пределах 200-260 °C).
2. Подготовка труб к сварке
Шаг 4. Обрезка и очистка труб
Используйте труборез для того, чтобы обрезать концы труб под прямым углом. Ровный срез — залог качественного соединения. После обрезки удалите с поверхности труб загрязнения и пыль с помощью обезжиривающих салфеток. Особое внимание уделите торцам труб, которые будут подвергаться нагреву и соединению.
Шаг 5. Калибровка и фаска
Для раструбной сварки рекомендуется откалибровать трубы и снять фаску, чтобы предотвратить образование заусенцев и обеспечить легкое вхождение в муфту. Это особенно важно для труб из полипропилена (ПП), чтобы избежать повреждений при сварке.
3. Процесс сварки
Шаг 6. Установка насадок
Для раструбных и электромуфтовых аппаратов выберите насадки, соответствующие диаметру труб, и закрепите их на нагревательном элементе. Для стыковой сварки используйте зажимы для центрирования труб.
Шаг 7. Нагрев труб
Разогрейте аппарат до установленной температуры. После достижения нужного уровня нагрева поместите концы труб в насадки:
- При раструбной сварке труба и муфта нагреваются одновременно. Держите их в нагревателе в течение определенного времени (в соответствии с диаметром труб), после чего быстро извлеките и соедините, вставляя трубу в муфту.
- Для стыковой сварки нагревательная плита контактирует с торцами труб до их размягчения. После нагрева плита убирается, а трубы сжимаются под давлением до образования ровного шва.
- При электромуфтовой сварке наденьте электромуфту на место соединения труб и подсоедините ее к аппарату. Нагревательные элементы муфты плавят поверхность труб и соединяют их, создавая прочный шов.
Шаг 8. Соединение и фиксация
После нагрева труб или электромуфты аккуратно соедините их, удерживая в фиксированном положении до полного остывания. Важно не двигать трубы в процессе фиксации, чтобы избежать деформации и нарушения герметичности шва.
4. Охлаждение и проверка соединения
Шаг 9. Охлаждение
После соединения дайте сварному шву остыть естественным образом. Время охлаждения зависит от диаметра и толщины труб и может занимать от нескольких минут до получаса. Не рекомендуется использовать воду или другие средства для ускорения охлаждения, так как это может повредить шов.
Шаг 10. Проверка качества
Осмотрите сварной шов: он должен быть ровным и гладким, без видимых дефектов, трещин или неровностей. Для контроля качества можно провести механические испытания, такие как проверка на герметичность под давлением или ультразвуковой контроль (особенно для ответственных систем, например, газопроводов).
Рекомендации по безопасности
- Всегда работайте в защитных перчатках и используйте специальные очки для предотвращения ожогов и попадания расплавленного материала в глаза.
- Работайте в хорошо проветриваемом помещении или на открытом воздухе, так как при сварке могут выделяться пары расплавленного полиэтилена или полипропилена.
- Следите за тем, чтобы сварочный аппарат был установлен на устойчивой поверхности и находился в исправном состоянии.
Заключение
Сварка пластиковых труб — процесс, требующий внимания к деталям и соблюдения техники безопасности. Правильная подготовка труб, настройка аппарата и соблюдение времени нагрева и охлаждения — залог качественного и герметичного соединения. Следуя данной инструкции, вы сможете выполнить сварку труб профессионально, обеспечив надежность и долговечность вашей трубопроводной системы.
Сварка полипропиленовых труб своими руками: правила пайки для начинающих
Монтаж пластиковых труб можно выполнить своими руками с помощью простого сварочного оборудования для раструбной диффузной сварки. Рассказываем, как.
Полипропиленовые трубы широко используются в настоящее время для прокладки водопроводов и трубопроводов систем отопления в частных домах.
При нагреве ППР-труб и фитингов на раструбах сварочного аппарата происходит локальная деполимеризация полипропилена, а при тугом совмещении поверхностей свариваемых труб и их остывании происходит взаимная диффузия материала и реполимеризация. Таким образом, при соблюдении всех тонкостей сварочной технологии свариваемые поверхности труб и фитингов становятся одним целым.
Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.
Какие полипропиленовые трубы выбрать?
Для эксплуатации в простых системах водоснабжения в городских условиях можно выбирать ППР-трубы любых производителей. Для холодного водоснабжения используются неармированные трубы, а для горячего водоснабжения ― армированные стекловолокном или фольгой трубы (при нагреве на 10 °C армированные полипропиленовые трубы удлиняются всего на 0,3 мм на каждый погонный метр, а неармированные трубы удлиняются на 1,5 мм).
Также дорогие ППР-трубы имеют армирование из стекловолокна, которое не способствует расслаиванию стенок труб при дефектах сварки, как в трубах с армированием металлической фольгой. Более дорогие ППР-трубы легко отличить по меньшей толщине стенок труб и лучшей эластичности, особенно при охлаждении. Такие трубы лучше противостоят случайному замерзанию в них воды ― растягиваясь без нарушения целостности.
Как правильно паять полипропиленовые трубы своими руками
- ППР-трубы и фитинги должны приобрести температуру помещения, где они будут эксплуатироваться. Нельзя сразу сваривать трубы, принесённые с холода или нагретые солнцем.
- На сварочный аппарат устанавливаются раструбы нужного размера, на регуляторе выставляется температура 260°C. Для быстрого нагрева нужно включить две клавиши. При достижении рабочей температуры лампочки сбоку гаснут. Вторую клавишу после этого отключают.
- Трубы и фитинги подготавливаются к сварке: трубы обрезаются в размер, срезы торцуются, отмечается глубина сварки и свариваемая поверхность обеспыливается и обезжиривается.
- При достижении рабочей температуры на сварочном аппарате свариваемые части надвигаются на насадки-раструбы без вращения. Как только труба и фитинг стали надвигаться на раструбы ― начинается отсчет 7 секунд (для 25-мм трубы): 21, 22, …27. Трубу вдвигают до отметки маркером или карандашом (насадки позволяют вдвинуть труб чуть глубже требуемого значения). Затем разнимаем трубу и фитинг. Время нагрева труб разных диаметров приведено в справочной таблице ниже.
- Быстро и без вращения соединяем трубу и фитинг. Не вдвигайте элементы слишком сильно, иначе внутри образуется валик, сужающий просвет трубы.
- Сварка завершена. Готовому соединению нужно дать время «набрать прочность» — остыть в течение двух минут (для трубы ∅ 25 мм).
| Диаметры полипропиленовых труб, мм | Ширина сварочного пояса, мм | Время нагрева трубы, сек | Время соединения труб и фитингов, сек | Время остывания сварного соединения, мин |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
Чтобы лучше понять, как соединять полипропиленовые трубы в домашних условиях, посмотрите это видео.
Статья была опубликована в журнале «Сам себе мастер» №11-12 (2017 г.). Подписаться на печатную версию издания.
Узнайте подробнее, как правильно паять полипропиленовые трубы, а также какой ошибки можно допустить при сварке.
Полифузная или раструбная сварка – это метод монтажа пластиковых труб в системе отопления и водоснабжения. При таком способе сборки трубопровода возникает однородный стык, который даже прочнее чем сама труба.
В этом материале расскажем, какой специальный инструмент потребуется для пайки трубопровода из полипропилена. А также подробно опишем последовательность выполнения работ.
Внимание! Инструкции, приведенные в данной статье, и представленные видео не гарантируют правильность самостоятельного монтажа ППР-труб. За счет того, что пайка ПП труб производится вручную, на её качество влияет человеческий фактор и опыт монтажника. Для качественной сварки, рекомендуем обращаться к высококвалифицированным специалистам.
Что нужно для пайки трубопровода из полипропилена?
При проведении монтажа труб из полипропилена необходимо убедиться, что внутренний диаметр муфт и фитингов соответствует внешнему сечению труб с необходимым допуском. Сварку труб и фитингов диаметром до 40-50 мм можно запросто производить вручную.
Для монтажа трубопровода необходимы следующие инструменты:
- Сварочный аппарат для пайки, оборудованный сварочными насадками подходящего размера.
- Труборез для ПП труб (например, ножницы или резак).
- Торцеватель.
- Рулетка и маркер.
Инструкция по сварке полипропиленовых труб:
-
Устанавливаем температуру нагрева.
При помощи регулятора устанавливаем температуру нагрева на сварочном аппарате и включаем устройство в сеть. Оптимальная температура пайки составляет 240-260°С. После отключения контрольных индикаторов приступаем к пайке.
-
Отрезаем полипропиленовую трубу необходимой длины.
Перед сваркой проверьте, правильно ли работают труборезы для полипропиленовых труб. Всегда используются острые ножницы и резаки высокого качества.
Отрезаем полипропиленовую трубу необходимой длины. При помощи торцевателя удаляем средний фольгированный слой на глубину 1-2 мм. Перед пайкой рекомендуем очистить и обезжирить торцы трубы и фитинг.
-
Обозначаем глубину вставки.
Глубина вставки трубы в соединительного элемента зависит от диаметра трубопровода (см. таблицу). На трубе обозначаем ее маркером.
D трубы [мм]
Глубина вставки [мм]
16
13
20
14
25
15
-
Нагреваем соединительные элементы.
Надеваем подготовленную трубу на сварочную насадку паяльника и необходимый ПП фитинг вставляем в ответную часть аппарата. Делаем это одновременно.
Обращаем ваше внимание! Не соединяйте фитинг и трубу без предварительного нагрева, иначе сварка получится некачественной.
-
Ждем определенное время сварки.
Ждем определенное количество секунд, необходимые для нагрева трубы и соединяющего элемента. В зависимости от диаметра трубы и толщины стенок время нагрева может быть разным (смотрите таблицу).
При нагревании детали не поворачиваем. Точкой отсчета является тот момент, когда свариваемые элементы были полностью надеты на насадку.
-
Выполняем пайку
Снимаем свариваемые детали со сварочного аппарата и выполняем пайку, медленно и равномерно вставляя нагретый конец трубы в разогретый фитинг. В течение 5 секунд можно подкорректировать положение соединяемых деталей.
Категорически запрещается поворачивать детали по кругу при их стыковке.
-
Проверка выполненных работ.
Ждем, пока соединение не остынет, зафиксировав элементы на несколько секунд. Визуально проверяем герметичность шва.
-
Пайка полипропиленовой трубы окончена.

Следуя всем правилам и параметрам, вы получите прочный и однородный сварной шов. Полная нагрузка на шов может быть произведена после его полного охлаждения. Как правило, для этого потребуется 1 час.
Ошибки, допускаемые при пайке ПП-трубопровода

Даже в случае четкого следования всем инструкциям по монтажу полипропиленового трубопровода, с легкостью можно допустить ошибки. Вот самые распространенные из них:
- Поверхность соединяемых труб и фитингов загрязнена или мокрая.
- Перегрев или недостаточный нагрев соединяемых частей.
- Неправильная стыковка элементов.
- Превышено время соединения после разогрева фитингов.
- Элементы разных производителей, некачественные материалы.
- Чрезмерные усилия при соединении или наоборот недостаточное (труба вставлена не до упора).
Итог
Метод пайки «на горячую» позволяет обеспечить герметичность соединения трубопровода. При этом данный способ монтажа можно выполнить своими руками. Главное, соблюдать необходимые правила пайки полипропиленовых труб.
А какой тип трубопровода проведен в вашем доме? Выполняли вы его монтаж самостоятельно или прибегали к помощи специалистов? Делитесь своим опытом и рекомендациями в комментариях.