
AXES PARAMETERS -01-
-AXES- -X —
120 AXIS TYPE 3
121 OPERATING MODE 41
122 ENCODER RESOLUTION 500.000
123 POSITIONING TOLERANCE 0.10
124 ADVANCED STOP 0.00
125 OVERRUN DISTANCE 0.00
126 SLOW SPEED DISTANCE 0.50
127 SP/SN TIME 0.050
128 ACCELERATION TIME 0.500
129 DECELERATION TIME 1.000
AXES PARAMETERS -02-
-AXES- -X —
130 POSITIONING SPEED 120.00
131 FINAL APPROACH SPEED 0.50
132 INDEXING SPEED 50.00
133 MANUAL SLOW SPEED 20.00
134 MANUAL HIGH SPEED 50.00
135 PRESET VOLTAGE 0.000
136 MAXIMUM VOLTAGE 8.000
137 MINIMUM VOLTAGE 0.000
138 OFFSET VOLTAGE 0.000
139 CLOSED LOOP TOLERANCE _._
AXES PARAMETERS -03-
-AXES- -X —
140 MAX. FOLLOWING ERROR __.__
141 SURVEILLANCE TIME __.___
142 PROPORTIONAL GAIN 60
143 INTEGRAL GAIN 5
144 DIFFERENTIAL GAIN 0
145 INDEX MODE _._
146 INDEX POSITION 840.13
147 MINIMUM LIMIT 5.00
148 MAXIMUM LIMIT 800.00
Вот пример параметров для оси Х ЧПУ DNC60 Листогиб
Система управления Cybelec DNC 600S используется на гибочных прессах для управления процессами гибки металла. Вот основные сведения о интерфейсе и функциях системы.
1. Знакомство с интерфейсом:
Экран управления
Экран системы Cybelec DNC 600S — это центральная часть интерфейса оператора. Он отображает информацию об:
- Положении осей: X (задний упор), Y (гибочная балка) и других (если машина поддерживает дополнительные оси, например Z, R).
- Текущей программе гибки: список последовательностей операций.
- Состоянии пресса: ошибки, предупреждения, режимы работы (ручной, полуавтоматический, автоматический).
- Параметрах гибки: угол гибки, усилие, ход пуансона.
- Графической информации: схематичное представление деталей, если это поддерживается.
Элементы на экране разделены на области:
- Информация об оси: показывает текущее и заданное положение осей.
- Программирование: область для ввода/редактирования данных программы.
- Состояние машины: диагностическая информация и сообщения об ошибках.
Основные кнопки и их функции
На панели управления присутствуют кнопки и регуляторы для взаимодействия с системой:
-
Кнопки режима работы:
- Manual (ручной): позволяет оператору вручную управлять перемещением осей.
- Auto (автоматический): выполнение запрограммированной последовательности операций.
- Teach (обучение): запись последовательностей гибки в режиме реального времени.
-
Кнопки навигации и ввода:
- Стрелки (вверх/вниз, влево/вправо): перемещение по меню и параметрам.
- Enter: подтверждение выбора или ввода данных.
- Clear (Сброс): удаление введенных данных или возврат к предыдущему шагу.
-
Функциональные клавиши (F1–F5):
- Используются для вызова различных функций, отображаемых на экране.
-
Кнопки управления осями:
- +/- для осей: ручное перемещение осей X, Y и других.
- Ход (Stroke): настройка рабочего хода.
-
Кнопка запуска цикла:
- Cycle Start: начало выполнения цикла гибки.
- Cycle Stop: остановка программы.
-
Экстренная остановка:
- Кнопка аварийного отключения (E-STOP), которая мгновенно отключает пресс для предотвращения аварий.
-
Регуляторы:
- Используются для тонкой настройки параметров, таких как усилие или положение осей.
Советы по работе с интерфейсом:
- Перед началом работы всегда проверяйте текущие параметры осей и активный режим.
- Всегда читайте сообщения и предупреждения на экране — они помогут избежать ошибок.
- При программировании гибки сохраняйте последовательности шагов, чтобы можно было вернуться к настройкам в случае сбоя.
Если вам нужны дополнительные сведения или примеры программирования, дайте знать!

DNC 600S
User Guide
CYBELEC SA Tel. ++ 41 24 447 02 00
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH — 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
CH — 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
SWITZERLAND
V-DOC-60PS-EN
V-DOC-600PS-EN
Information in this document is subject to change without notice, and does not represent
a commitment on the part of CYBELEC SA.
The software described in this document is furnished under a licence or nondisclosure agreement. The
software may be used or copied only in accordance with the terms of the agreement. It is against the law
to copy the software on any medium except as specifically allowed in the licence or nondisclosure
agreement.
Copyright CYBELEC SA. 1991
All rights reserved.
Important:
This notice explains normal and standard programming operations for the numerical control.
In view of the fact that numerical controls can be equipped with configurable functions by the press
manufacturer for his own specific purposes, please refer to the manufacturer-supplied complementary
instructions regarding the programming of these functions.
Autocad
CYBELEC
Ethernet
IBM
is a registered trade mark of Autodesk Inc..
is a registered trademark of CYBELEC SA.
is a registered trade mark of Xerox Corporation.
, PC/AT , PC Network , Token Ring Network
are registered trade marks of the International Business Machines Corporation.
MS-DOS
MS-Windows
Novell Netware
Windows NT
is a registered trade mark of Microsoft Corporation.
is a registered trade mark of Microsoft Corporation.
is a registered trade mark of Novell, Incorporated.
is a registered trade mark of Microsoft Corporation.

SAFETY AND MAINTENANCE INSTRUCTIONS
The operator must be trained for working with the
machine on which the numerical control is installed.
Improper use of the numerical control can cause
heavy damage on equipment and/or injuries to
people.
Modification of machine parameters can cause
important material damage or lead to irregular
product quality.
The rear panel may only be removed by a qualified
technician (danger of electrocution).
Do not expose the numerical control to excessive
humidity so as to avoid any risk of electrocution and
any deterioration of the equipment.
Make sure the numerical control is disconnected
from the mains power before carrying out any
cleaning. Do not use liquids based on alcohol or
ammoniac.
In case of malfunction of the numerical control, call a
technician.
Do not expose the numerical control to direct sun
rays or any other heat source.
Do not place the numerical control in the
neighbourhood of magnetic equipment such as
transformers, motors or devices which generate
interference (welding machines, etc.)
Replace fan filters at regular intervals so as to avoid
overheating.
SAFETY AND MAINTENANCE INSTRUCTIONS PAGE I

This page has been left blank intentionally.
PAGE II USER GUIDE DNC 60 PS
LICENCE AGREEMENT FOR CYBELEC
SOFTWARE
GENERAL COPYRIGHT
The CYBELEC software is protected by Copyright, and all the copying rights are reserved.
The CYBELEC software may only be installed and used in authorized equipments (PC or DNC).
The user manuals are also covered by copyright, and all rights to use and to copy are reserved.
This document may not, in whole or in part, be copied, photocopied, reproduced, translated or reduced
without prior consent, in writing, from CYBELEC.
SPECIAL DISKETTE COPYRIGHT
The legal users of this software product are authorized only to copy the contents of the diskette into the
memory of the computer to run the program, and to make one backup copy of the original diskette for
safety purposes in case of loss of the original program.
Unauthorized copying, duplicating, selling or otherwise distributing this product is a violation of the law.
SPECIAL EPROM COPYRIGHT
The CYBELEC DNC and CNC units in which the original software made by CYBELEC has been
replaced by a copy not made by CYBELEC, and without written authorization of CYBELEC, will
immediately lose their warranty.
WARRANTY
CYBELEC does not warrant that its software products will function properly in every computer and
programming environment.
The limitations of use of a software product and its technical specifications are decided by CYBELEC
only; CYBELEC solely is entitled to decide upon conformity and performance of a given software.
The CYBELEC software does not compensate for incompatibilities in operating system revisions or
versions.
Running the CYBELEC software under various revisions or versions, or switching between different
versions or revisions may result in loss or alteration of data.
LICENSE AGREEMENT PAGE III
SOFTWARE UPDATE SERVICE
Purchase of the CYBELEC software entitles the user, during one year, to delivery of software updates of
the «correction» type.
During the use of a revised or corrected version of the software it may occur that data (program,
parameters, etc.) is lost, or that the equipment or its connections need to be modified; these effects are not
always foreseeable and do not engage CYBELEC’s responsibility.
TERMINATION
This agreement shall automatically terminate upon any act of bankruptcy by or against licensee, upon any
assignment for the benefit of creditors of the licensee, upon any attachment execution of judgement or
process against licensee or its assets that substantially inhibits its ability to do business, or upon
dissolution of licensee.
CYBELEC has the right to terminate this agreement immediately, should the licensee violate the
aforementioned conditions.
Within 30 days of termination of this agreement for any reason, licen see shall at his option, either:
return to CYBELEC or authorized dealer all existent copies of such software and related materials, or
furnish to CYBELEC evidence satisfactory that the original and all copies of the software, in whole
and in any form, have been destroyed.
LIMITATION OF LIABILITY
The foregoing warranty is instead of all other warranties, expressed or implied.
Licensee further agrees that CYBELEC shall not be liable for any lost profits, lost savings, loss of use, or
other incidental or consequential damages arising from the use or inability to use the software, or fo r any
claim or demand against licensee by any other party.
In no event shall CYBELEC be liable for consequential damages, even if CYBELEC has been advised of
the possibility of such damages.
CYBELEC does not warrant that the functions contained in the software will meet the licensee’s
requirement or that the operation of the software will be totally error free.
Should the software prove defective, the licensee (and not CYBELEC or an authorized dealer or
representative) will assume the entire cost of all necessary service, repair or correction.
CYBELEC warrants the diskettes, EPROMS or other magnetic support or cassettes on which the
programs are supplied to be free of defects in material and workmanship under normal use for a period of
90 days from the date of shipment to the licensee as evidenced by a copy of the packing slip.
PAGE IV LICENCE AGREEMENT
LIMITATION OF REMEDIES
CYBELEC’s entire liability and the licensee’s exclusive remedy shall be as follows:
The replacement of any diskettes or EPROMS or magnetic support media or cassettes not meeting
CYBELEC’s limited warranty and which materials are returned to CYBELEC or an authorized
CYBELEC representative with a copy of the packing slip, or
If CYBELEC or its representative is unable to deliver replacement diskettes, magnetic support media,
EPROM or cassettes which are free of defects in materials or workmanship, the licensee may terminate
this agreement under the terms and conditions herein mentioned, and the purchaser’s money will be
refunded.
GENERAL
The licensee acknowledges that he has read this agreement, understands it and agrees to be bound by its
terms and conditions.
The licensee agrees to hold CYBELEC harmless on all liability associated with licensee’s breach of this
agreement including, but not limited to, all reasonable attorney’s fees and court costs, if any.
This licence agreement shall be governed by Swiss law; place of jurisdiction is Lausanne, Switzerland.
MAINTENANCE
CYBELEC will provide one year of software maintenance. The extent of maintenance, and response
time for furnishing same, shall be at the sole discretion of CYBELEC. Maintenance shall normally
include correction of errors in code, correction of errors in supporting documentation, update versions of
the covered software which may be released by CYBELEC during the maintenance period.
In no event shall CYBELEC be obliged to provide technical support in attempting to resolve problems or
difficulties resulting from licensee’s modification of the licensed software; any such modification by
licensee is entirely at licensee’s own risk.
LICENSE AGREEMENT PAGE V

This page has been left blank intentionally.
PAGE VI LICENCE AGREEMENT

02.06.2008 V. 1.0
CONTENTS
SAFETY AND MAINTENANCE INSTRUCTIONS…………………………………………………………………I
LICENCE AGREEMENT FOR CYBELEC SOFTWARE…………………………………………………………III
Safety, Copyright & License agreement……………………………………………………………………3
HOW TO…………………………………………………………………………………………………………………………5
Use Easy Bend (Very Basic Bends)…………………………………………………………………………5
Program a Simple Product……………………………………………………………………………………..5
Program a Product using the Graphic Display…………………………………………………………..5
EASY BEND PAGE…………………………………………………………………………………………………………..6
CREATING A PRODUCT ………………………………………………………………………………………………….8
Using the Sequence Page………………………………………………………………………………………8
Programming with the Sequence Page…………………………………………………………………….12
PRODUCT MANAGEMENT……………………………………………………………………………………………….18
Product List…………………………………………………………………………………………………………..18
APPENDIX A: CONVENTIONS………………………………………………………………………………………….22
Typographical Conventions…………………………………………………………………………………….22
Abbreviations / Glossary ………………………………………………………………………………………..22
APPENDIX B: USER INTERFACE……………………………………………………………………………………..24
Using the Screen…………………………………………………………………………………………………..24
Using the Keyboard……………………………………………………………………………………………….24
APPENDIX C: MAIN MENU……………………………………………………………………………………………….30
Main Menu Options……………………………………………………………………………………………….31
APPENDIX D: WORKING MODES……………………………………………………………………………………..32
Adjustment Mode ………………………………………………………………………………………………….32
Sensitive Mode……………………………………………………………………………………………………..33
Automatic Mode ……………………………………………………………………………………………………33
APPENDIX E: TOOL PROGRAMMING……………………………………………………………………………….34
Programming Punches / Dies …………………………………………………………………………………34
APPENDIX F: PROGRAMMING WITH L-ALPHA …………………………………………………………………38
Programming Using the L-alpha Page……………………………………………………………………..39
L-alpha Method …………………………………………………………………………………………………….43
Defining the Bending Order…………………………………………………………………………………….46
N600S_EN.DOC CONTENTS PAGE 1

APPENDIX G: MISCELLANEAOUS ………………………………………………………………………………….. 55
INITIALIZATION Page………………………………………………………………………………………….. 55
Tool Reference…………………………………………………………………………………………………….57
Pinch Point………………………………………………………………………………………………………….. 60
Gauge Axes…………………………………………………………………………………………………………61
Programming the Axes Datum ……………………………………………………………………………….65
Calibration……………………………………………………………………………………………………………66
Ideal Curve ………………………………………………………………………………………………………….67
Cycle without Bend………………………………………………………………………………………………. 70
Punching……………………………………………………………………………………………………………..70
Bottoming……………………………………………………………………………………………………………. 71
Angle Correction………………………………………………………………………………………………….. 71
Alphanumerical Characters…………………………………………………………………………………… 73
Messages / Errors ……………………………………………………………………………………………….. 73
Interactive Messages……………………………………………………………………………………………. 74
APPENDIX H: TRANSFER ………………………………………………………………………………………………. 78
Testsing the Serial Ports ………………………………………………………………………………………. 79
CYBACK……………………………………………………………………………………………………………..80
APPENDIX I: PRINTING THE CURRENT SCREEN…………………………………………………………….82
HyperTerminal……………………………………………………………………………………………………..83
APPENDIX J: PROTECTING THE ACCESS LEVELS………………………………………………………….90
General Information……………………………………………………………………………………………… 90
Users …………………………………………………………………………………………………………………. 91
Password Protected Access………………………………………………………………………………….. 92
Accessing Levels Higher than 3……………………………………………………………………………..93
Changing a Password ………………………………………………………………………………………….. 94
Managing Access Levels with an External Key
MAINTENANCE ………………………………………………………………………………………………………………96
LCD Screen…………………………………………………………………………………………………………96
In case of failure …………………………………………………………………………………………………..97
Internal Backup…………………………………………………………………………………………………….98
Internal restore of PMs and tools…………………………………………………………………………….100
ACCESSORIES………………………………………………………………………………………………………………. 102
INDEX……………………………………………………………………………………………………………………………. 104
………………………………………………………….95
PAGE 2 CONTENTS

SAFETY, COPYRIGHT & LICENSE AGREEMENT
Please consult the safety instructions, copyright and license agreement on the
first pages of the manual.
ABOUT THIS MANUAL
This manual is designed to help the user to familiarize with the numerical
control DNC 600S and to use it with a maximum of efficiency.
To reach a maximum of comfort and productivity of the numerical control, it
is recommended to read attentively the whole manual.
A table of contents and a well organized index enable you to find rapidly the
searched subject.
Note: In this User Guide it is assumed that the DNC has an
operational configuration (i.e. machine parameters and tools
are programmed).
This manual is evolutive. You, the user, can help us to give you better
assistance. If you have any comments on this document, please write us to:
CYBELEC S.A.
Dpt Communication
Rue des Uttins 27
CH-1401 Yverdon-les-Bains
Fax ++ 41 24 447 02 01
E-mail: info
@cybelec.ch
FOREWORD PAGE 3

This page has been left blank intentionally.
PAGE 4 USER GUIDE DNC 600S
HOW TO…
USE EASY BEND (VERY BASIC BENDS)
Go to page 6,.EASY BEND Page.
PROGRAM A SIMPLE PRODUCT
Go to page 12, Programming with the Sequence Page.
PROGRAM A PRODUCT USING THE GRAPHIC
DISPLAY
Go to page 38, Appendix F: Programming with L-Alpha.
TIPS
Press this key to navigate through the main fields of the page from the top
down.
Press this key to navigate through all fields of the page from the bottom up.
Keeping this key pressed will navigate from field to field using the au torepeat feature of the key (3X per second).
The navigation feature of both these keys can be activated or de-activated in
the USER PREFERENCES page from the main menu.
+ Press this key combination to go to the top left field.
or
or
HOW TO… PAGE 5
Pressing on either of these keys while the cursor is on the P field will toggle
the display between a white and a black background.
Pressing on either of these keys while the cursor is on the P field will adjust
the contrast.
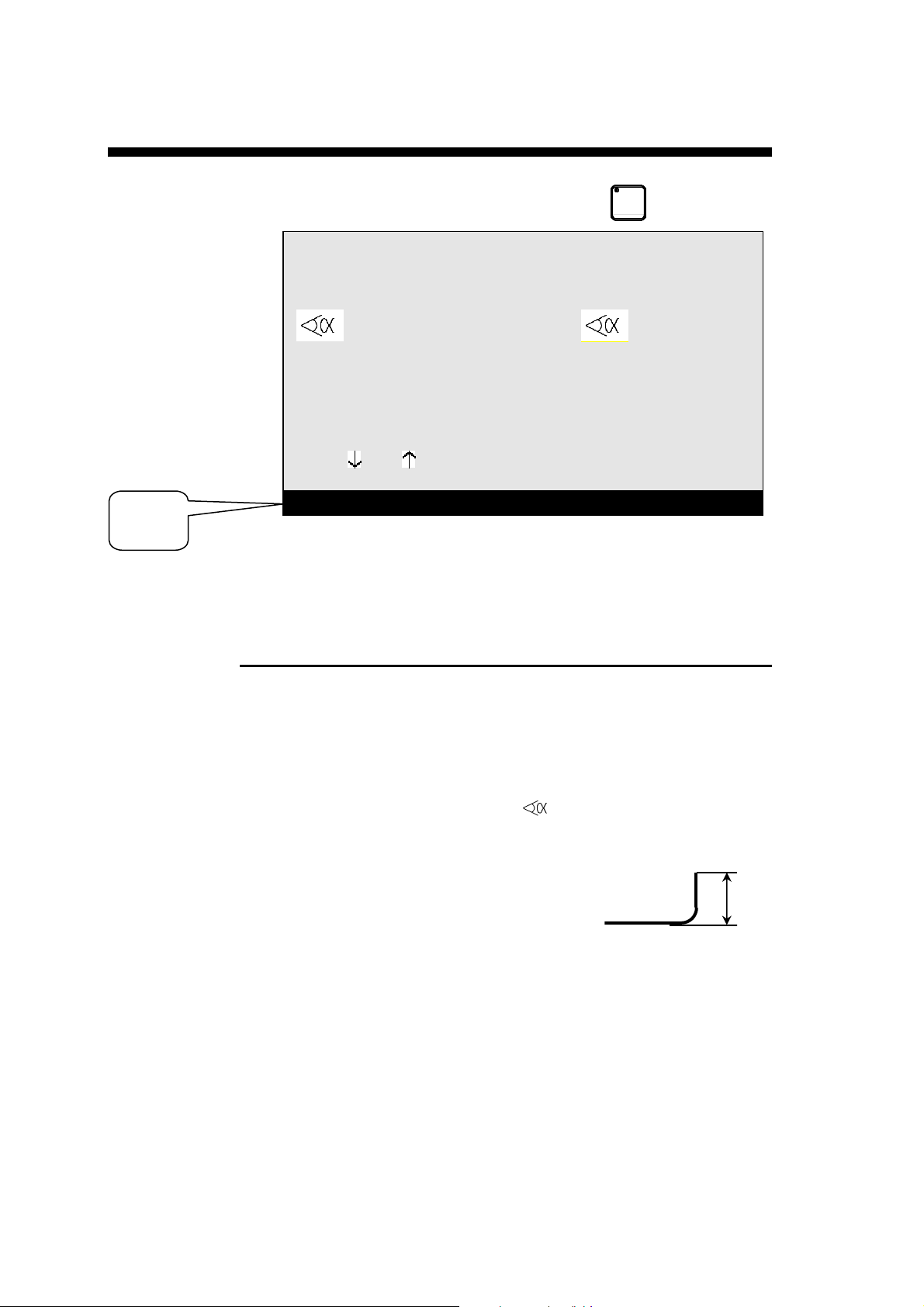
EASY BEND PAGE
Online
Help
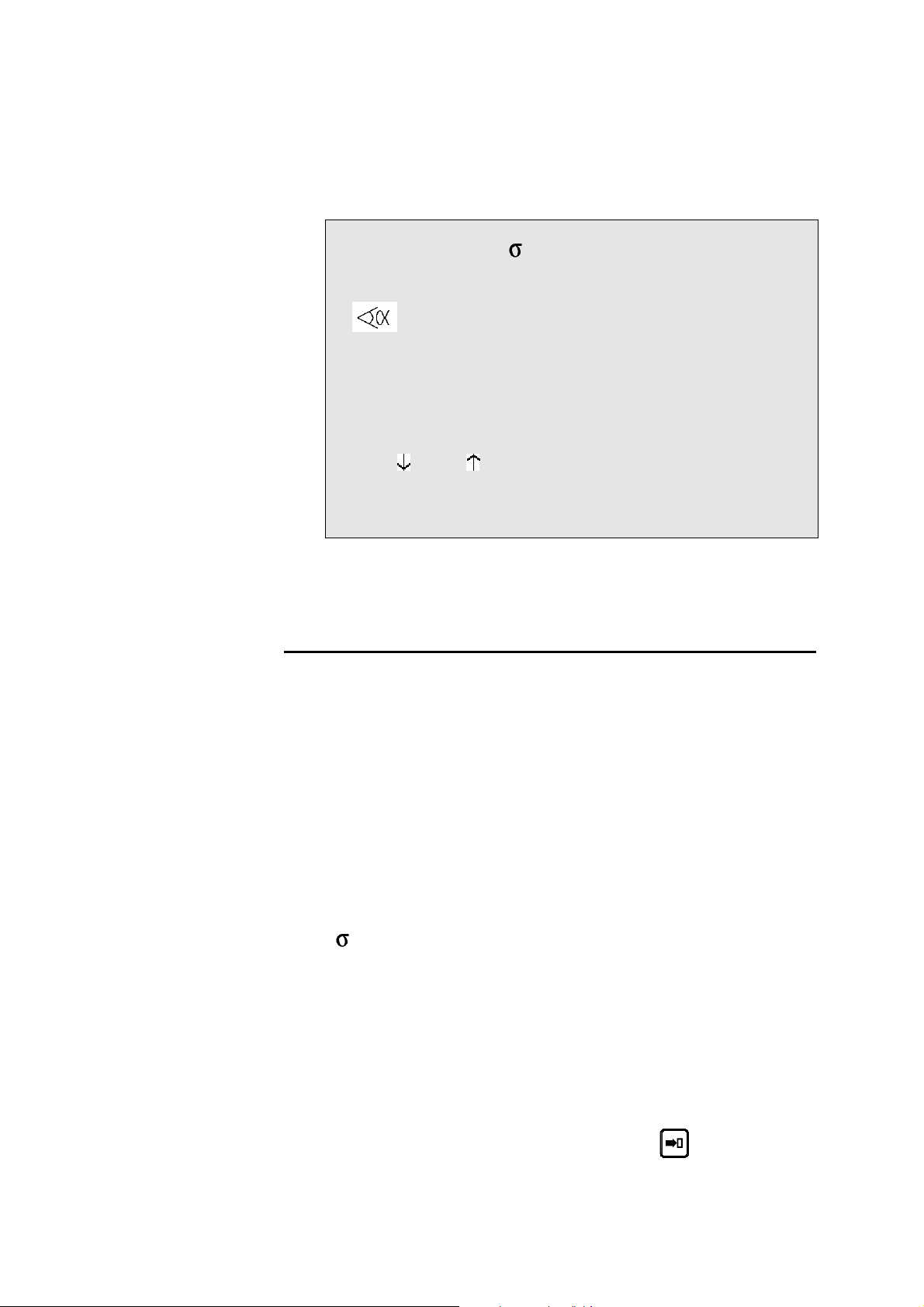
The EASY BEND page is accessible by hitting the
key twice.
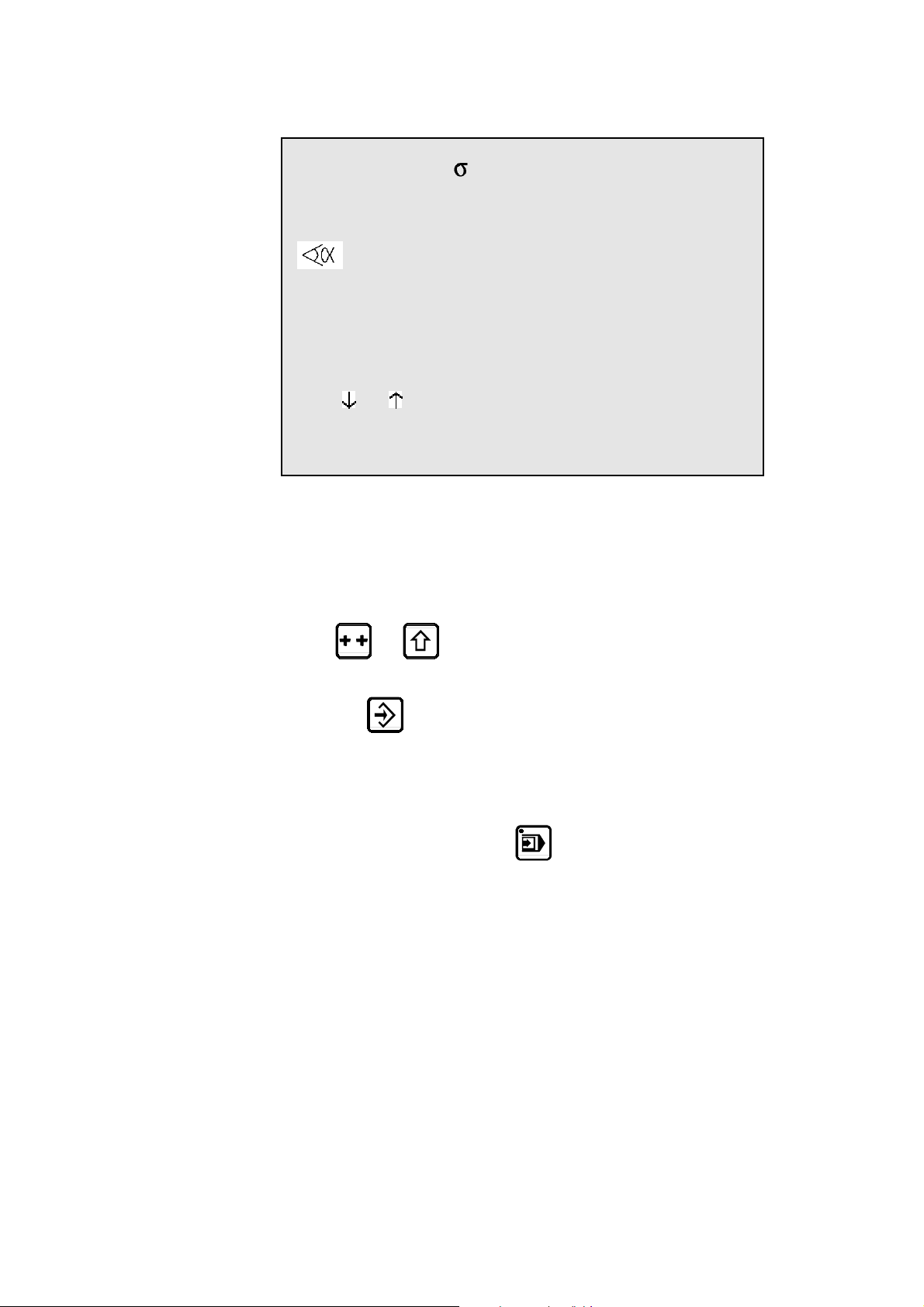
Easy Bend
Th: 2.00 σ 45.00 Kg/mm2 Ac_Al_In_
p/d 1/1 CR __/ri 2.78
—MEM— —POS— —COR—
90.0° mes __._°
Y1 293.11 350.92
Y2 293.11 351.05
L 136.0
X1 133.9 51.8
Lp 5000 Fp 78
Rx ___ Start Ext _
Vy __% __% ΔTp _._s
PCV ___
Material thickness
This page makes it possible to quickly programme a bend, and/or briefly stop
production to perform a single bend without modifying or losing data in the
production programme.
PROGRAMMING A BEND
.
Enter the thickness and the tools if they differ from the product in the
course of production.
To speed up programming, the p/m fields as well as the material are
taken over from sequence 1 of the product currently in hand. The
modification of these data does not affect the programme that is running.
Enter the angle of the bend in the
Enter the height
the X gauge will be calculated automatically.
or
directly enter the distance at which the X
gauge is to be positioned.
Enter the length of the bend.
The system automatically calculates the pressure and bending.
Possibly also enter,
o how long the pressure is to be maintained (if not
o the retraction of the gauge,
o the reduction in bending speed,
o slow lifting, etc.
L of the wing (external measurement) and the position of
programmed, the default is = 0.5 s),
field
L
PAGE 6 USER GUIDE DNC 600S
Press the START button or the pedal and the axes will position to the
desired values. The numerical command will automatically go into semiautomatic mode.
Actuate the pedal to bend.
When the beam returns, the DNC switches to programming mode.
You can now enter new data or actuate the pedal for a new bend.
Hit the
key to return to production mode.
FIELD OVERVIEW
See Field Overview, page 9.
EASY BEND PAGE PAGE 7
CREATING A PRODUCT
This paragraph explains how to programme a product as well as the method
for correcting and recording it.
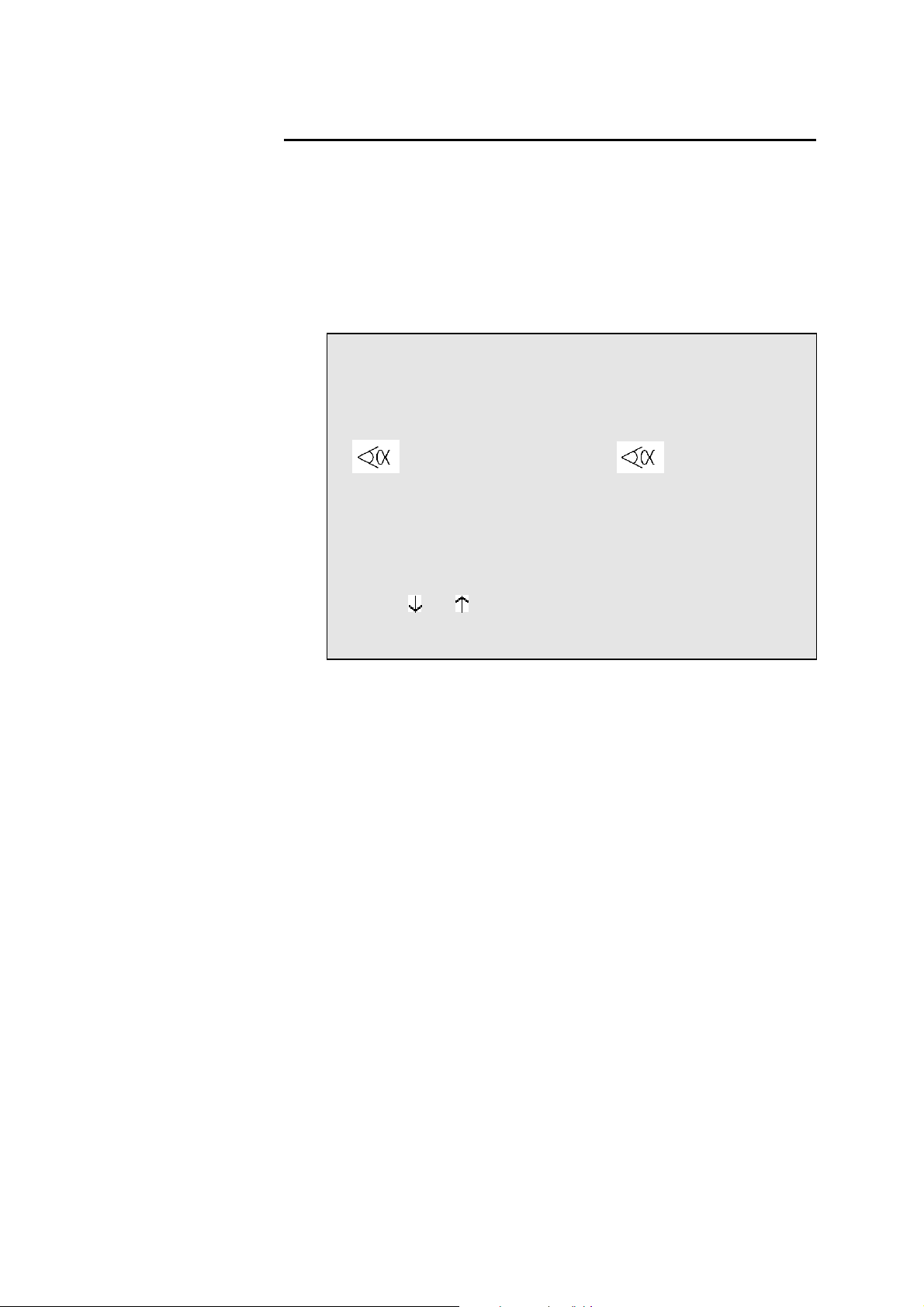
USING THE SEQUENCE PAGE
This page displays all the bending informations for the current sequence.
That is the requested position of the Y and X (R, etc.) axes, the pressure, the
gauge retraction, the crowning, the dwell time, etc.
Important This page displays the result of the calculations made when programming a
product in the L-alpha page with definition of the bending order.
The operator can modify these values if necessary (especially the retraction,
the dwell time, the top dead center).
However he must avoid to directly modify the Y and X values calculated by
the DNC.
Hint An operator can directly program a product in this page, without «passing»
through the L-alpha page and definition of the bending order.
This simplifies the manipulations a great deal, since all the informations
required for the bending are on this page.
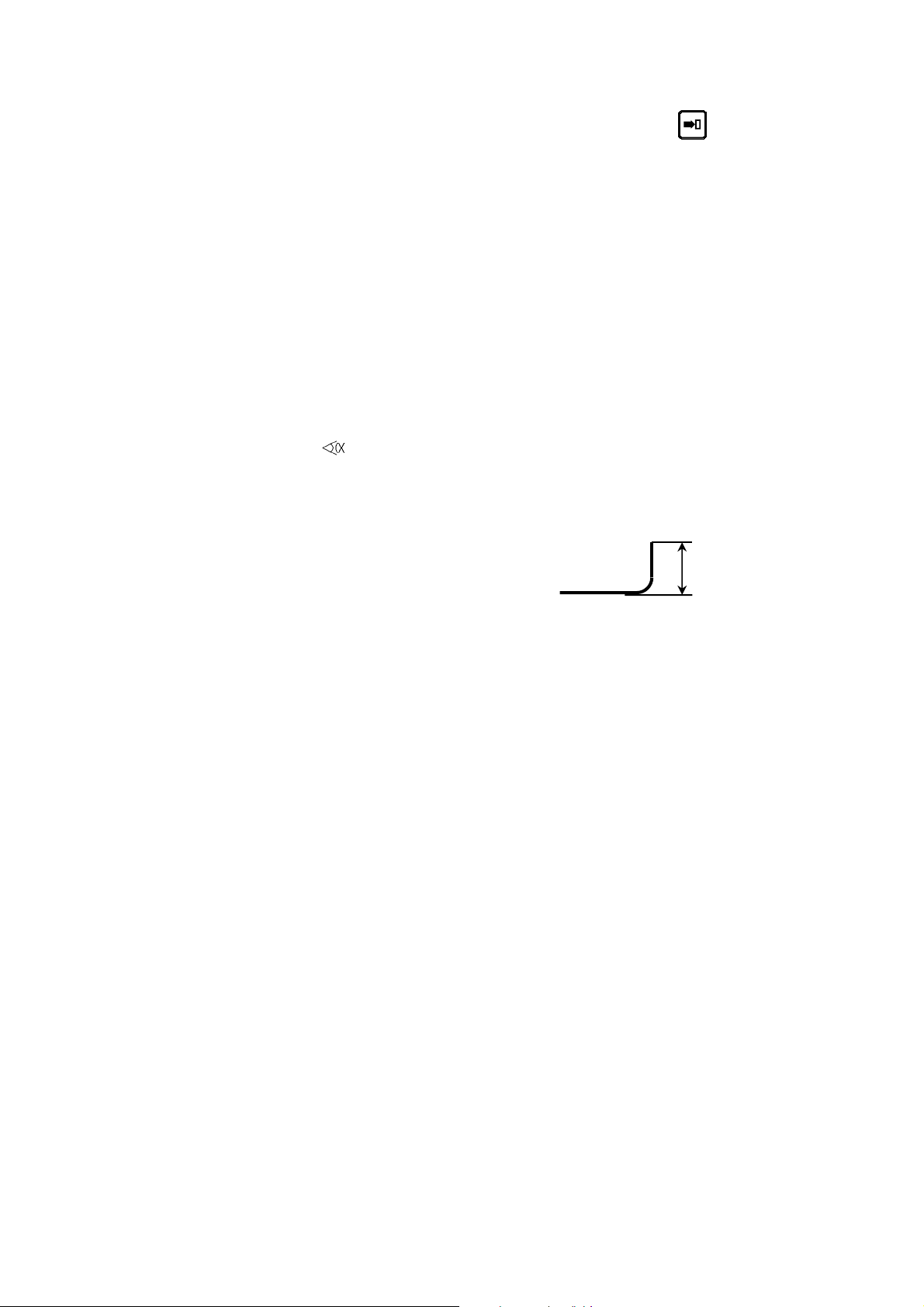
To reach the sequence page, press the
Pressing once will display the page in large characters, pressing twice
will display all dimensions and functions of the current sequence in small
characters.
Pressing the key 3 times
characters, with a graphic of the part underneath.
This page is displayed during the powering-on of the DNC.
To change from one sequence to another, press the
In order to add a new sequence with the same content as the last sequence at
the end of the program, press
displays.
will display the main sequence data in large
, then 1 when the warning message
key.
or
key.
In order to insert after the current sequence a sequence with the same content
as the current one, press
The
another.
The
can be deactivated in the user preferences.
PAGE 8 USER GUIDE DNC 600S
key is used to move the cursor from one significant field to
key is used to move the cursor across all the fields. This function
when the cursor is on the N field.
If a product is removed, the data contained in the tool fields, the thickness
field and the material information fields continue to be displayed. This saves
the operator from having to reprogramme unchanged data.
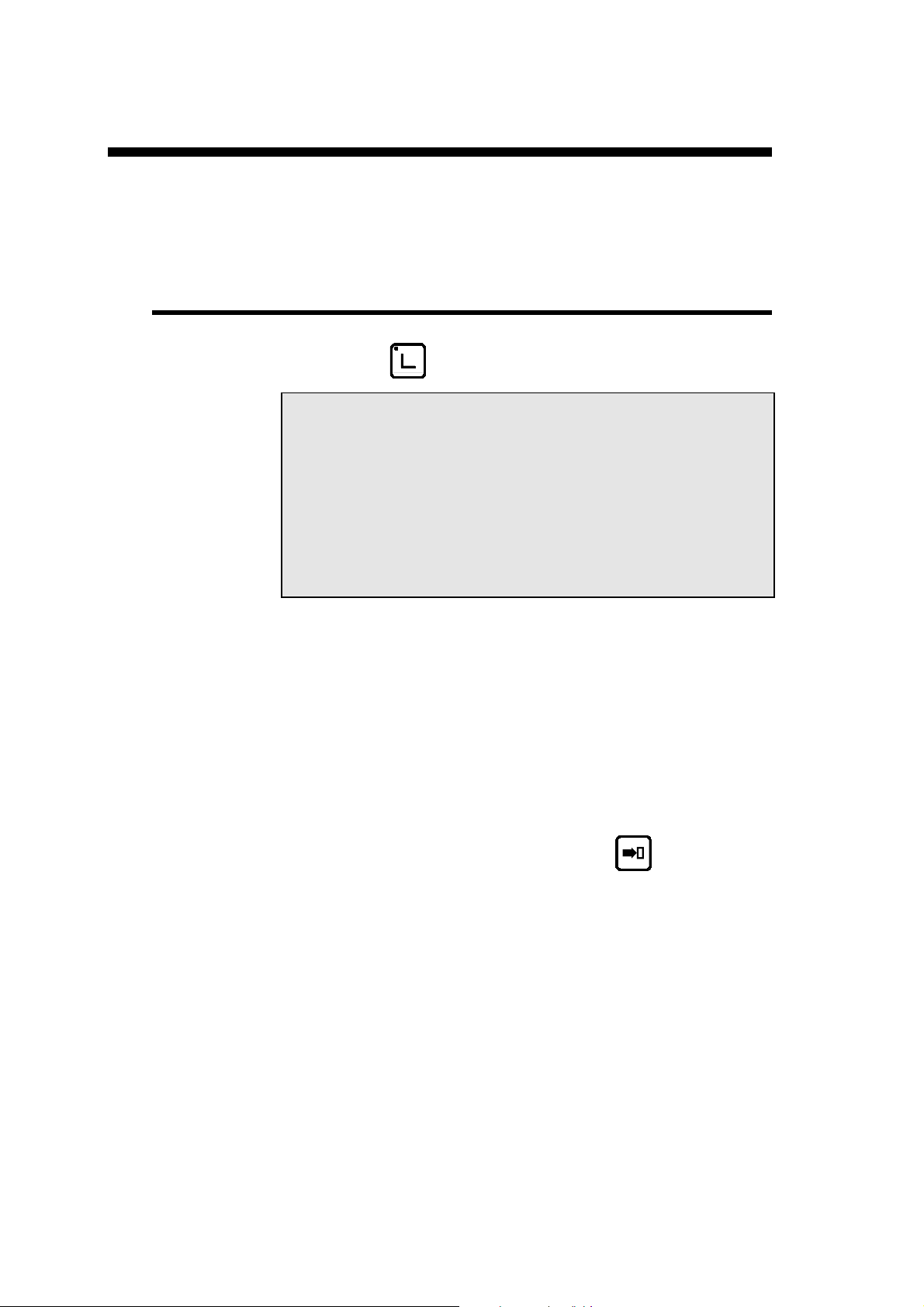
P 1 N 1 CY __
Th: 2.00 45.00 Kg/mm²
p/d 1/ 1 CR __/ri 2.78
—MEM— —POS— —COR—
90.0°
Y1 293.11 350.92 ____.__
Y2 293.11 351.05 ____.__
X 1 133.91 51.85 ____.__
Q ____ ____
Lmat 5000 TON 78
Rx _ ___ Ext start _
Vy __% __% ΔT _._s
TDC ___ SP ___
F1:___ F2:___ F3:___ F4:__ F5:__ Cr: 41
FIELD OVERVIEW
P
P+
N
CY
Th
Number of the product in the work memory.
Number of the following product when there is
a sequence of programmes.
Bending order (sequence) number to be made
and the total number of bends for the product.
Number of sequence repetitions.
(programmed 0, the sequence is jumped)
Material thickness.
The Greek symbol «Sigma» indicates the
tensile and rupture strength.
This field, as well as those showing the type of
material, can be hidden (see the
page in the machine parameters).
If this field is hidden, the default value is
45 kg/mm
the ad hoc field in the machine parameters.
2
, but other values can be defined in
preferences
steel
p/d
CREATING A PRODUCT PAGE 9
Number of the punch/die pair associated with
the bend to be made.
In the P or D field press
of tools.
to display the list
CR/ri
—MEM—
—POS—
—COR—
The
, Y1, Y2, etc. fields are dependant on the axes programmed in
the numerical control.
L
Select the tool in the list then press
again
to return.
Number of bends requested when working
with step bending (min. 4), and internal
bending radius.
This column contains either the values
calculated by the system when simulating, or
the values programmed by the operator.
This column indicates the real axes’ positions.
This column contains all the sequence and
product corrections introduced on the
CORRECTION page.
Height of the wing after bending. The DNC
will automatically calculate the position of the
back gauge of axis X.
L
Q Quantity of products to be produced. The Q
field is displayed only if the parameter in the
PREFERENCES page is activated.
Lmat
TON
Rx
Bending length.
Bending force.
Back gauge retraction. The operator indicates
in mm the retraction distance. If nothing is
programmed, the beam doesn’t stop at the PP.
No retraction.
If value 0 is introduced, the beam stops at the
PP, then executes immediately the bend
without carrying out a retraction.
The field between the Rx and the retraction
value serves to define the retraction mode.
_ = the beam stops at the PP and waits till the
retraction is made, in order to carry out the
bend.
1 = the beam stops at the PP, then continues
immediately, at the same time as the
retraction is carrying out.
Ext start
If nothing is programmed in this field, the axes
start automatically from the BDC, from the PP
or from the TDC, depending on the choice
made in the machine parameters.
PAGE 10 USER GUIDE DNC 600S
If 1 is programmed, the start will be made as a
function of the configuration made by the
constructor.
— In most of the configurations, it will be
sufficient to give a down command. At this
command, the axes take position, then a
second down command has to be given, in
order to move the beam.
— In other configurations, the provided start
button must be pressed.
— When the message TOL ZONE appears,
that means that a down command has been
given and that the axes are not positionned
in the current sequence. Give a start with
the provided button or on the front panel of
the DNC.
Vy
Vy
ΔT
TDC
SP
F1: — F5:, Cr
These fields can also be re-programmed by the user.
However, certain fields are related, that is modifying one provokes a
modification of the other.
Beam bending speed.
Programmed at 0, the speed is 1 mm/s.
Programmed at 9, the speed is 10 mm/s.
(If the machine is capable of reaching this
speed)
Rising speed from BDC to PP.
Programmable from 0 (slow) to 9 (fast).
Allows to vary the speed at which the beam
rises to the PP. (Function depending on the
machine’s hydraulics).
Dwell time.
Distance from top dead center.
Distance from the beam speed changing point.
(Switch Point).
Value of the auxiliary functions F1 to F5 and
crowning.
CREATING A PRODUCT PAGE 11
PROGRAMMING WITH THE SEQUENCE PAGE
In this guide, it is considered that the DNC is configured so as to be
operational (i.e. machine and tool parameters programmed).
The operator has 2 methods available for programming.
The fastest
Direct programming (or programming in the sequence page)
Direct programming is the faster method for an experienced operator,
because all the programming of the product is done on the same page. This
makes it possible to programme the positions of the axes directly, and it
calculates the depth of bending according to the angle entered.
With calculation of the flat pattern
The L-Alpha method.
The L-alpha method makes it possible to enter a profile to bend with the
external dimensions and angle of each face. The DNC will calculate the
developed length:
After having programmed the sequence of bends, the DNC will calculate the
position of the gauges.
Explanation of this method in
page 38.
Appendix F: Programming with L-Alpha on
DIRECT PROGRAMMING
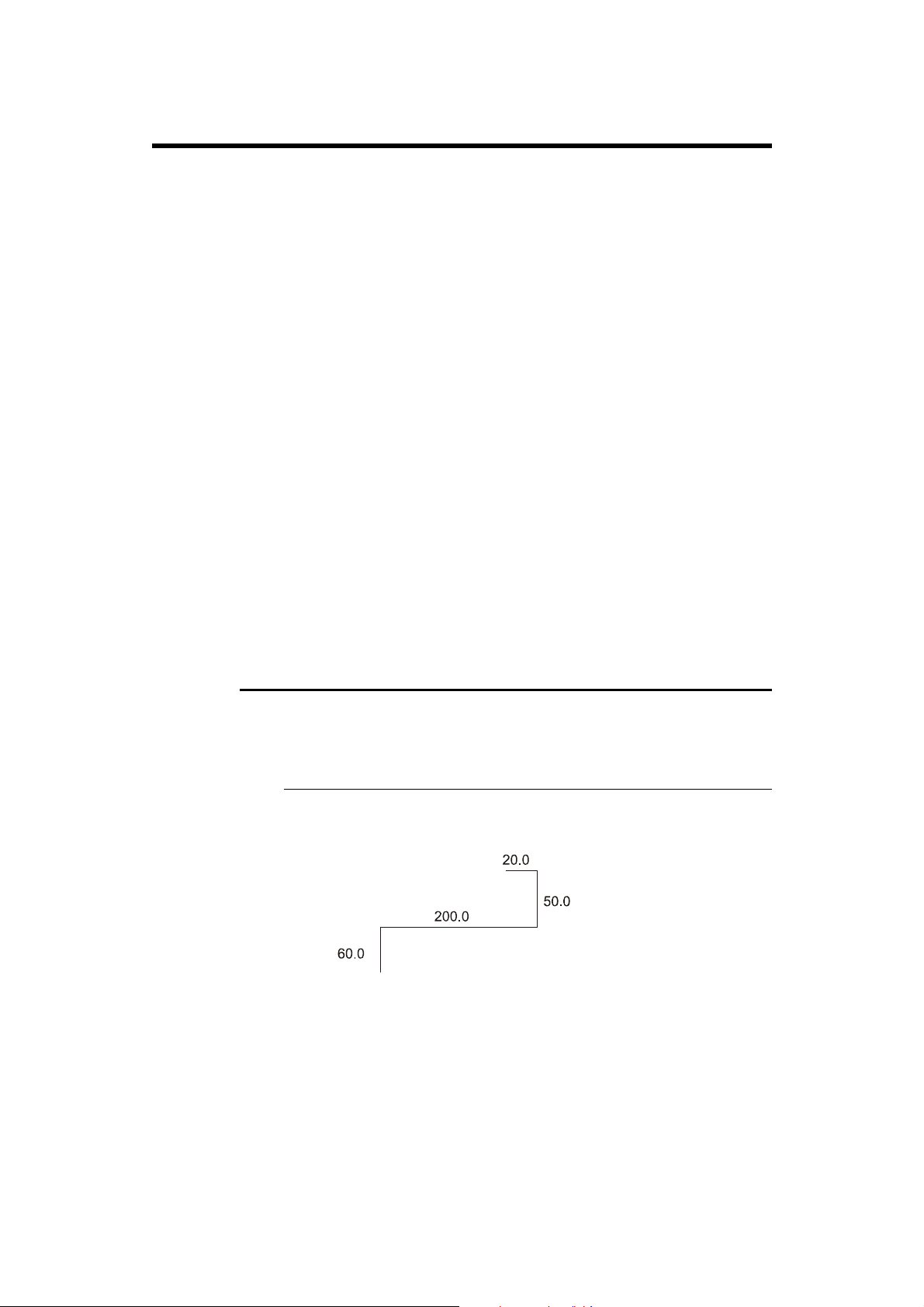
Programming Example
The following product is to be realized:
The bending order is the following:
Th: 2.0 mm
Lmat: 1000 mm
PAGE 12 USER GUIDE DNC 600S
Bend 1 on FACE 1 and LEG 0
Bend 2 on FACE 3 and LEG 4
Bend 3 on FACE 2 and LEG 3
Clear the memory Call the sequence page with the
Clear the work memory.
In the event of the removal of a product, the data contained in the Tools
fields, the Thickness field and the Material Information fields remain (if
displayed). This avoids the operator having to reprogramme unchanged data.
Place the cursor in the N field (reminder:
cursor on the top of the page).
key.
+ to position the
CREATING A PRODUCT PAGE 13
P 125 N 99 CY __
Th: __.__ __.__ Kg/mm²
p/d _/_ CR __/ri __.__
—MEM— —POS— —COR- __._°
Y1 ___.__ 350.92 ___.__
Introduce 99 and press the key.
1st sequence Introduce the thickness, the sigma, the tools as below:
To select a tool, enter the tool number or press
is in the P or M field to display the tool list.
Select the tool in the list and press
sequence page.
again to go back to the
when the cursor
P 0 N 1 CY __
Th: 2.00 σ 37.00 Kg/mm²
p/d 1/1 CR __/ri __.__
Program 90 in the field.
By leaving the field, the system calculates the Y1 and Y2 axes’ values.
Introduce 58.0 in the X field (stop position for this first bend).
Introduce the bending length 1000.
The system calculates the pressure and the crowning automatically.
If necessary, introduce the dwell time (by default non-programmed =
0.5 s), the gauge retraction, the bending speed reduction, the slow
raising, etc.
Press
sequence 2.
The message COPIED is displayed, the N field passes on 2.
The LED of the key remains lighted, indicating that you are on the
last sequence.
and then 1, in order to copy this first sequence in
PAGE 14 USER GUIDE DNC 600S
2nd sequence The following screen is displayed:
Note: The values Y1, Y2, Fb and Cr will vary, for they are
calculated as a function of the programmed tools. The values
POS Y1, Y2 and X will also be different, for they display the
real position of the axes.
P 0 N 2 CY __
Th: 2.00 37.00 Kg/mm²
p/d 1/ 1 CR __/ri __.__
—MEM— —POS— —COR—
90.0°
Y1 229.90 350.92 ____.__
Y2 229.90 351.05 ____.__
L ___.__
X 58.00 51.85 ____.__
Lmat 1000 TON 19
Rx ___ Ext start _
Vy _ _ ΔT _._s
TDC ___ SP ___
F1:___ F2:___ F3:___ F4:__ F5:__ Cr: 41
Modify the values which are different for this sequence, in this case enter
20.0 in the L field or 18 in the X field.
P 0 N 2 CY __
Th: 2.00 37.00 Kg/mm²
p/d 1/ 1 CR __/ri __.__
—MEM— —POS— —COR—
90.0°
Y1 229.90 350.92 ____.__
Y2 229.90 351.05 ____.__
L 20.0
X 18.00 51.85 ____.__
Lmat 1000 TON 19
Rx ___ Ext start _
Vy _ _ ΔT _._s
TDC ___ SP ___
F1:___ F2:___ F3:___ F4:__ F5:__ Cr: 41
Press the sequence forwards key , in order to copy this second
sequence in sequence 3.
The message COPIED is displayed, the N field passes on 3.
The LED of the key remains lighted, indicating that you are on the
last sequence.
CREATING A PRODUCT PAGE 15
3rd sequence The following screen is displayed:
P 0 N 3 CY __
Th: 2.00 37.00 Kg/mm²
p/d 1/ 1 CR __/ri __.__
—MEM— —POS— —COR—
90.0°
Y1 229.90 350.92 ____.__
Y2 229.90 351.05 ____.__
L 20.00
X 18.00 51.85 ____.__
Lmat 1000 TON 19
Rx ___ Ext start _
Vy _ _ ΔT _._s
TDC ___ SP ___
F1:___ F2:___ F3:___ F4:__ F5:__ Cr: 41
Modify the values which are different for this sequence, in this case
enter 50.0 in the L field (X is automatically calculated) or the value 48
in the X field.
The programming of the product is terminated.
If you wish to save:
Place the cursor on the P field.
(
and to position the cursor on the top of the page.)
Introduce the number you wish to give to this product.
Press
for saving this product).
The product will be saved in the internal memory with the number
which you have given it.
It will, however, remain present in the work memory.
Pass to semi-automatic mode
Call the sequence 1.
Execute the first bend.
(if the system replies EXISTS, choose another number
.
PAGE 16 USER GUIDE DNC 600S
CORRECTIONS
It can happen that the angle bent is slightly greater or less than the angle
programmed.
The operator has then the possibility to introduce the real value of the angle
bent. The DNC will correct the Y1 and Y2 axis values accordingly.
The corrections can be entered into two different pages:
Page corrections (see explanation on page 71).
Sequence page.
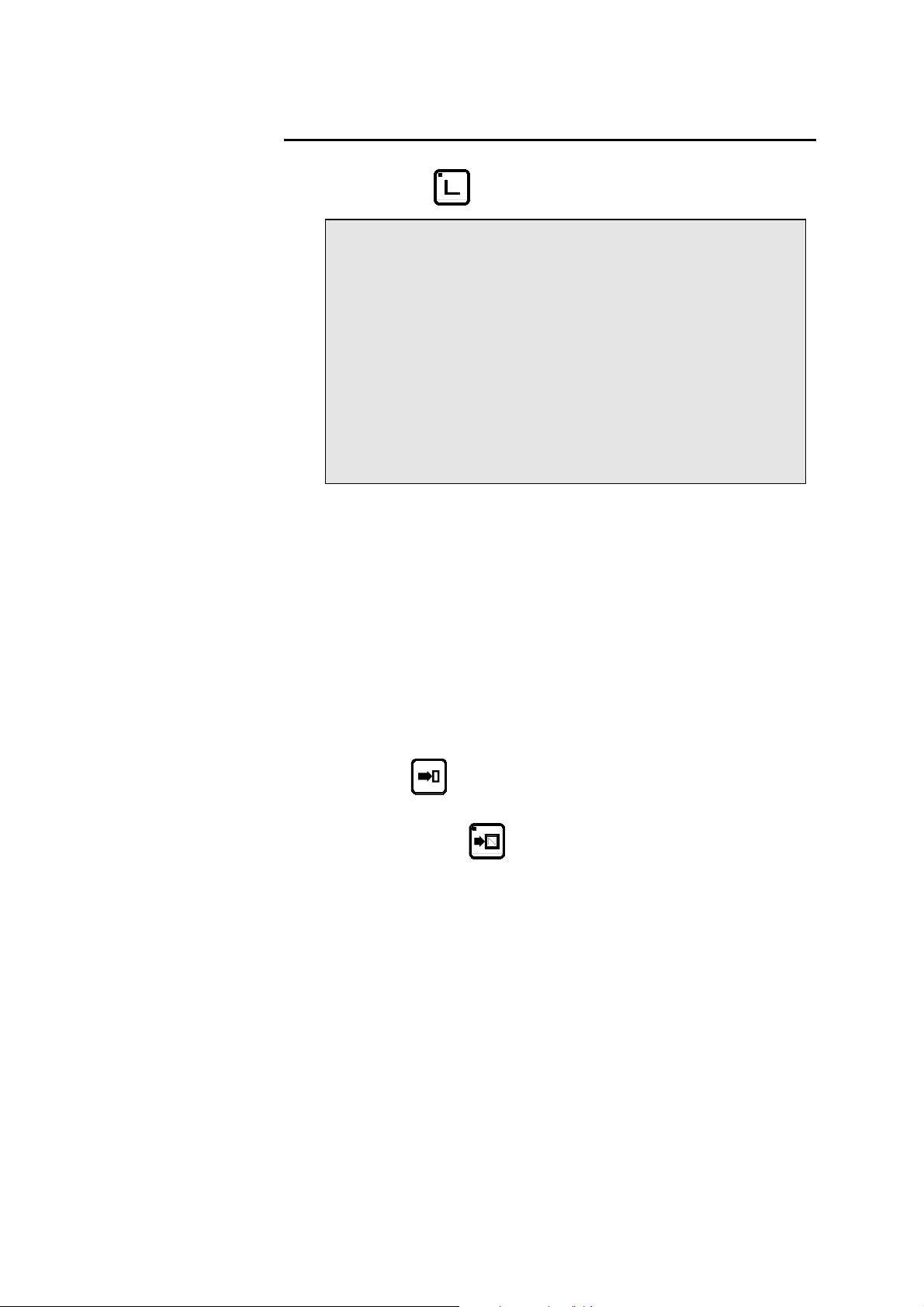
P 0 P+__ N 1 / 4 CY __
Th: 2.00 σ 37.00 Kg/mm2
p/d 1/1 CR __/ri __.__
—MEM— —POS— —COR—
90.0° mes 91.20
Y1 229.60 350.92 ____.__
Y2 229.60 351.05 ____.__
L 60.00
X 58.00 51.85 ____.__
Lp 1000 Fp 19 TON
Rx ___ Start ext _
Vy _ _ ΔTp _._s
PMH ___ PCV ___
F1:___ F2:___ F3:___ F4:__ F5:__ Bo: 41
The following working method is recommended:
Programme or call the product.
Switch to semi-automatic mode.
Execute first bend.
Measure the result.
Switch to programming mode.
Enter the measured angle into the COR field (see above). The DNC
automatically calculates the corrections to be made to Y1 and Y2.
If necessary, make the corrections to the gauge axes.
Bend a second product on the first bend to check the corrections.
Move to the following sequence and then proceed in the same way for
all subsequent sequences.
When all the bends are correct, switch to automatic mode and proceed
normally.
The correction entered above is applied only to the current sequence. Every
other sequence must be corrected individually.
Product-by-product correction is possible in the CORRECTION page (see
explanation on page 71).
CREATING A PRODUCT PAGE 17
PRODUCT MANAGEMENT
This chapter indicates how to manage the products (programs) stored in the
numerical control.
PRODUCT LIST
Press the key.
ACTUAL PIECE NEW_P
CODE 623-42.15
SEQUENCES PROGRAMMED 42
AVAILABLE 306
-LIST OF PRODUCTS IN MEMORY 1 2 11 222 997 ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
The upper part of the screen displays the number of the product currently in
the work memory as well as the number of the drawing of that product.
Note: The drawing number is optional. It may be activated in the User Preference
page.
The DNC also displays the number of sequences programmed, as well as the
number of sequences still available in the internal memory.
Then are displayed, in ascending order, the numbers of all the products
stored in the internal memory.
The NEW_P field enables the operator to create a new product directly,
starting from this page.
Position the cursor on NEW_P and press the
key.
PAGE 18 USER GUIDE DNC 600S
SEARCHING FOR A PRODUCT BY CRITERIA
Press the key again.
ACTUAL PIECE 28 New_P
— CRITERIA - CODE
p/d __/__
Th __.__
Lmat _____
DevL ____.__
— LIST OF PRODUCTS IN MEMORY- P CODE p/d Th
___ __/__ ___.__
___ __/__ ___.__
___ __/__ ___.__
___ __/__ ___.__
This page allows to display a list of searched products according to one or
more criteria like the code number, the thickness, the bending length and/or
the unfolded length.
Under the heading —CRITERIA— are displayed the different criteria
according to which it is possible to search for a product.
These criteria can be combined, that is it is possible, for example, to ask for
the list of all the products stored using a specific tool pair and having a
particular material thickness.
The products meeting the defined selection criteria are displayed on the
second half of the screen.
To make a search by criteria, proceed as follows:
Introduce one or more selection criteria in the fields provided.
Press
If the list contains 7 or more products, the following page or pages can be
displayed by pressing
.
.
PRODUCT MANAGEMENT PAGE 19
CALLING A PRODUCT
This operation searchs a product in the internal memory and place it into the
work me mory.
Calling a product is possible from all pages on which the cursor can be
placed on the P or CODE field.
Caution: The called product «erases» the product already in the work
memory. Pay attention to save, if necessary, the current product
before calling another product.
Introduce the product number in the P field or the code number in the
CODE field.
Leave the cursor on the field which has been programmed just now.
Press
The product requested is then copied into the work memory (the
original of this product is, of course, conserved in the internal
memory).
.
SAVING A PRODUCT
This operation is used to permanently save a product located in the work
memory.
Saving a product is possible from all pages on which the cursor can be placed
on the P field.
It should be noted that after saving the product remains present in the work
memory.
To save a product proceed as follows:
If you wish to give a drawing number or name to the product, fill in
the CODE field. This operation is optional.
Enter the number of the product in the P field.
Leave the cursor in the P field.
Press the
If the system displays the message EXISTS, choose another number.
If you wish to save a product under a number which already exists (e.g. after
modifying a product), the product bearing that number must first be deleted
in the internal memory.
NB: Caution, the N° 998 and 999 are reserved for special functions.
998 for the temporary storage of the work memory contents during PC
<-> DNC transfer.
999 for total deletion of the internal memory (see page 21).
PAGE 20 USER GUIDE DNC 600S
key.
DELETING A PRODUCT
Call the list of products page.
Place the cursor on the P field and introduce the number of the
product to be deleted.
Press
It should be noted that this action has no effect on the internal memory.
.
DELETING ALL PRODUCTS
Caution This operation deletes the totality of the products stored in the internal
memory without the possibility to cancel this command.
Call the list of products page.
Introduce the value
Press
.
999 in the P field.
PRODUCT MANAGEMENT PAGE 21
Loading…

Удобная панель управления с буквенно-цифровым отображением, для удобства ввода данных имеет удобные большие кнопки. DNC 600 может контролировать до 4 сервомоторов (осей). Перенос данных с ПК на гибочный пресс может производиться через прямое кабельное соединение.
Заказать
Паспорт станка
Все CNC контроллеры CYBELEC сопровождаются программным обеспечением CYBACK, PC 1200 2D или PC 1200 3D, в котором содержится библиотека чертежей прессов и инструмента, с помощью которой можно подготавливать любые программы. С их помощью определяется оптимальная последовательность гибочных операций, процесс гибки моделируется на графическом дисплее. Программное обеспечение CYBELEC это великолепный инструмент для подготовки работы, применение которого не приводит ни к каким производственным потерям и помогает решить все проблемы, связанные с гибочными операциями.
Содержание
- Гибочный пресс гидравлический ACL серии WE67K
- Finn-Power
- Гибочный пресс серии Е
- Гибочный пресс H Brake
- FBe FastBend
- Express Bender EBe
- Express Bender EB
- BCe Bending Center
- Durma
- Тандем
- WE67K
- WE67Y
- Техническое описание контроллера Cybelec DNC 60 PS
- Системы управления листогибочными прессами CYBELEC
- Оцените статью:
- Download Now!
- Download Now!
- ГИДРАВЛИЧЕСКИЕ ЛИСТОГИБОЧНЫЕ ПРЕССЫ СЕРИИ PBAM
- Полное описание
- Почему стоит покупать оборудование у нас?
- Задать вопрос менеджеру
Гибочный пресс гидравлический ACL серии WE67K
Finn-Power
Гибочный пресс серии Е
Гибочный пресс H Brake
FBe FastBend
Express Bender EBe
Express Bender EB
BCe Bending Center
Durma
Тандем
WE67K
WE67Y
Стандартное исполнение пресса гибочного гидравлического серии W67K с CNC контроллером Cybelec DNC 600:
- Оси контролируемые контроллером Y1, Y2, X, Z, R
- Расстояние между блоками задних упоров регулируется в ручную
- Электрогидравлический контроль параллельности и хода верхней балки
- Три штанги передней поддержки
- Устройство обратной связи «упор-ЧПУ»
- Компенсация прогиба контролируется ЧПУ, с обратной связью через потенциометр
- Зажим инструмента по типу EURO
- Комплект инструмента по типу EURO
- Задний упор с электромеханическим приводом
- Панель управления Cybelec DNC 600
- Выносная педаль управления с кнопкой аварийного останова
- Гидравлическое масло в системе
- Руководство по эксплуатации и сервису.
Конфигурация гибочного пресса:
- Двухосевой контроллер
- Клапан пропорционального усилия Hoerbiger
- Устройство обратной связи «упор-ЧПУ»
- Синхронизация контролируется торсионом
- Контроллер Cybelec DNC 600 (ЧПУ)
- Электрические компоненты Schnider и Siemens
- Сервомотор на заднем упоре
- Фронтальная поддержка листа
- Компенсация прогиба контролируется ЧПУ, с обратной связью через потенциометр
- Один комплект пуансон-матриц.
Панель управления:
- Ось Х: задний упор программируемый с дискретностью 0,1мм
- Оси Y1, Y2: программируемый ход пуансона с дискретностью 0,01мм
- Максимальная память: 200 программ, 400 шагов
- Программируемая скорость пуансона
- Программируемое верхнее положение пуансона.
Дополнительное оборудование:
- Система регулировки заднего упора по осям Х1, Х2, R1, R2, Z1, Z2.
- Контроллер Cybelec DNC 880, ModEva (интерфейс на русском языке)
- Поддержка режима «Тандем».
Техническое описание контроллера Cybelec DNC 60 PS
Пресса усилием от 1250 до 1650 тонн изготавливаются по заказу.
Технические характеристики прессов гибочных гидравлических серии W67K с CNC контроллером Cybelec DNC 600. Таблица 1.
Источник
Системы управления листогибочными прессами CYBELEC
CYBELEC CybTouch 8 PS
- 3 оси: Y1, Y2, X
- 4-я ось (опция)
- ЖК touch screen 7”, разрешение 800х480
- Управление Сервоприводом и АС-приводом
- Автоматический расчет угла гибки
- Автоматический расчет усилия гибки
- 2D программирование (опция)
- Расчет развертки (опция)
- Антипрогиб (бомбирование)
- Библиотека инструментов: матрицы и пуансоны
- 8 INPUT / 13 OUTPUT
- Таблица материалов
- Offline программное обеспечение PС-ModEva
- 1 порт USB
CYBELEC CybTouch 12 PS
- 4 оси: Y1, Y2, X и R
- ЖК touch screen 12”, разрешение 800х600
- Управление Сервоприводом и АС-приводом
- Автоматический расчет угла гибки
- Автоматический расчет усилия гибки
- Автоматический расчет последовательности гибки (опция)
- 2D программирование
- Расчет развертки
- Антипрогиб (бомбирование)
- Библиотека инструментов: матрицы и пуансоны
- 8 INPUT / 13 OUTPUT
- Таблица материалов
- Offline программное обеспечение PC-ModEva
- 1 порт USB
CYBELEC ModEva PAC
- 4 или 7 осей: Y1, Y2, X1, X2 , R, Z1 и Z2
- ЖК touch screen 15”, разрешение 1024х768
- Управление Сервоприводом и АС-приводом
- Автоматический расчет угла гибки
- Автоматический расчет усилия гибки
- Автоматический расчет последовательности гибки
- 2D программирование
- Расчет развертки
- Антипрогиб (бомбирование)
- Библиотека инструментов: матрицы и пуансоны
- 16 INPUT / 16 OUTPUT
- Таблица материалов
- Offline программное обеспечение PC-ModEva
- 3 порта USB
- 1 порт VGA
- 1 порт RJ45 LAN
CYBELEC MODEVA 15T
- 18 осей: Y1, Y2, X1, X2 , R1, R2, Z1 и Z2 и другие
- ЖК touch screen 15”, разрешение 1024х768
- Управление Сервоприводом и АС-приводом
- Автоматический расчет угла гибки
- Автоматический расчет усилия гибки
- Автоматический расчет последовательности гибки
- 2D программирование
- 3D программирование (опция)
- Расчет развертки
- Антипрогиб (бомбирование)
- Библиотека инструментов: матрицы и пуансоны
- 32 INPUT / 32 OUTPUT
- Таблица материалов
- Offline программное обеспечение PC-ModEva
- 3 порта USB
- 1 порт VGA
- 1 порт RJ45 LAN
CYBELEC ModEva 19T
- 18 осей: Y1, Y2, X1, X2 , R1, R2, Z1 и Z2 и другие
- ЖК touch screen 19”, разрешение 1366х768
- Управление Сервоприводом и АС-приводом
- Автоматический расчет угла гибки
- Автоматический расчет усилия гибки
- Автоматический расчет последовательности гибки
- 2D программирование
- 3D программирование (опция)
- Расчет развертки
- Антипрогиб (бомбирование)
- Библиотека инструментов: матрицы и пуансоны
- 32 INPUT / 32 OUTPUT
- Таблица материалов
- Offline программное обеспечение PC-ModEva
- 3 порта USB
- 1 порт VGA
- 1 порт RJ45 LAN
Оцените статью:
Системы управления листогибочными прессами CYBELEC
Источник
Download Now!
eBook includes PDF, ePub and Kindle version
In order to read or download Disegnare Con La Parte Destra Del Cervello Book Mediafile Free File Sharing ebook, you need to create a FREE account.
Download Now!
eBook includes PDF, ePub and Kindle version
We have made it easy for you to find a PDF Ebooks without any digging. And by having access to our ebooks online or by storing it on your computer, you have convenient answers with Cybelec Dnc 880s User Manual . To get started finding Cybelec Dnc 880s User Manual , you are right to find our website which has a comprehensive collection of manuals listed.
Our library is the biggest of these that have literally hundreds of thousands of different products represented.
Finally I get this ebook, thanks for all these Cybelec Dnc 880s User Manual I can get now!
cooool I am so happy xD
I did not think that this would work, my best friend showed me this website, and it does! I get my most wanted eBook
wtf this great ebook for free?!
My friends are so mad that they do not know how I have all the high quality ebook which they do not!
It’s very easy to get quality ebooks 😉
so many fake sites. this is the first one which worked! Many thanks
wtffff i do not understand this!
Just select your click then download button, and complete an offer to start downloading the ebook. If there is a survey it only takes 5 minutes, try any survey which works for you.
lol it did not even take me 5 minutes at all! XD
Источник
ГИДРАВЛИЧЕСКИЕ ЛИСТОГИБОЧНЫЕ ПРЕССЫ СЕРИИ PBAM
Поставщик: МЕТАЛСТАН
Краткое описание: Вертикально-гибочный пресс со стандартным инструментом в комплекте предназначен для обработки листового металла. Усилие: 35-300 тонн, Рабочие длины станков: 1250-3100 мм. Мощность двигателя: 4-22 кВт, Вес: 3500-18000 кг.
Краткие характеристики: Усилие: 35-300 тонн, Рабочие длины станков: 1250-3100 мм. Мощность двигателя: 4-22 кВт, Вес: 3500-18000 кг.
Полное описание
Прессы серии PBAМ, оснащенные современными электронными и гидравлическими устройствами, обеспечивают высокоточную и скоростную гибку листового металла. Силовые гидроцилиндры работают независимо друг от друга и имеют электронную синхронизацию. Синхронизация работы гидроцилиндров обеспечивается электромагнитными клапанами, контролируемые системой ЧПУ. Простота конструкции и вместе с тем высокие показатели рабочих параметров делают пресса этой серии высокоэффективными в производстве серийных и мелкосерийных изделий сложной конфигурации. При этом пресса серии PBAМ являются наиболее доступными среди линейки прессов с ЧПУ. Прессы серии PBAМ могут комплектоваться системой компенсации прогиба рабочего стола (бомбированием) — электромеханической или с ручным приводом. Системы ЧПУ Cybelec DNC-60 или DNC-600S позволяют программировать перемещение задних упоров в осях X и R (вперёд-назад и вверх-вниз). Два линейных кодирующих устройства перемещения верхней траверсы установлены таким образом, что деформации рамы пресса не влияют на точность его работы, которая составляет 0,01 мм.
КРАТКОЕ ОПИСАНИЕ И ОСНОВНЫЕ ОСОБЕННОСТИ
l Рама изготовлена из специальной стали и собрана в коробчатую конструкцию что позволяет обеспечивать высокую жесткость с хорошими показателями точности станка при высокой скорости работы;
l Электро-гидравлическая система, состоящая из мотор-помпы производства Германии и электромагнитных клапанов, полностью контролируемых системой ЧПУ, а так же наличие оптических линеек Heidenhain по оси Y1 и Y2 позволяют достигать полной синхронности работы гидроцилиндров с точностью позиционирования ползуна 0,01 мм;
l Система компенсации прогиба рабочего стола, для обеспечения постоянной величины ввода пуансона в матрицу по всей длине гибки, что обеспечивает выполнение заданных параметров сгибания;
l На прессе установлен задний упор с комплектом упорных блоков, перемещение которого обеспечивается за счет высокоточных ШВП и двигателя переменного тока, контролируемых системой ЧПУ;
l Пресс оснащен удобной в эксплуатации и многофункциональной системой ЧПУ, производство Швейцария, оборудованная мощным и интуитивно понятным графическим интерфейсом, идеальное сочетание простоты и технологической мощности. Система ЧПУ – автоматически вычисляет и оптимизирует работу пресса, показывая на графическом дисплее последовательность гибки, выводя на дисплей для оператора каждый шаг работы и сообщает о возможных ошибках, которые может совершить оператор;
l Простое использование интерфейса, предполагает быструю и простою переналадку на новый производственный процесс. Все что должен знать оператор – это основные характеристики материала (длина, толщина, вид материала), необходимый профиль изгиба и инструмент которым пользуется;
l Обеспечивает автоматические циклы гибки листового материала;
l Позволяет использовать систему быстрой смены инструмента;
l Обеспечен современной системой защиты рабочей зоны.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ

СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ ГИБОЧНОГО ПРЕССА
Гидравлическая система: Rexroth, (Германия), полное управление с ЧПУ всеми электро-гидравлическими системами,включая блок клапанов давления, блок клапанов синхронизации, блок клапанов подачи, масляной насос SUMITOMO, (Япония). Электронно — оптические линейки положения ползуна Heidenhain (Германия) с точностью до 0,01мм (ось Y1+Y2)
Устройство ЧПУ: Cybelec DNC60 (Швейцария), управление 3-мя осями (Y1+Y2+X)
Программное обеспечение РС 1200
Перемещение по оси X 500 мм, скорость 300 мм/сек; перемещение выполняется с помощью ШВП по линейным направляющим от привода серводвигателя; два упора можно вручную отвести влево или вправо вдоль по направляющим
Задний упор имеет два упорных блока, регулируемых по высоте и расстоянию между ними
Система крепления инструмента AMADA—PROMECAM
Станок оснащен многоручейковой матрицей и пуансоном на всю длину пресса.
Система крепления инструмента механическая, AMADA—PROMECAM
Две передние поддерживающие опоры
Боковое защитное ограждение с двух сторон и заднее защитное ограждение
Выносная педаль управления с кнопкой аварийной остановки
Инструкция по эксплуатации и обслуживанию станка
Набор инструмента для обслуживания
Шестигранник для установки инструмента
Станок окрашен полиуретановой краской
CE исполнение
Гарантия 2 года
ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ
Две передние поддерживающие опоры с перемещением по линейны направляющим
Механическая система бомбирования
Автоматическое управление осью R (200мм)
Дополнительный задний упор (ось Z)
Увеличение хода заднего упора по оси Х
Система защиты по стандарту СЕ
Специальный инструмент, (4-х, 1-на ручейковая матрица)
Быстросменный зажим инструмента
Устройство охлаждение гидравлики (Demostic, Hydac)
Устройство контроля постоянной температуры масла Demostic
Программное обеспечение для контроллера Cybelec ( PC 1200)

Примеры получаемых гибов

Cybelec DNC60 (Швейцария)
Cybelec 600S (Швейцария)
— Дисплей LCD 130х75мм
— Управление до 4 осей
— Прямое программирование процесса гиба
— Водонепроницаемя и грязеустойчивая клавиатура
— Возможность быстрой коррекции.
— Хранение и вызов программ
— Диалоговая программа имеет несколько языков
— 2D моделированием процессов гибки
— Дисплей LCD 130х75мм
— Управление до 4 осей
— Водонепроницаемя и грязеустойчивая клавиатура
— Возможность быстрой коррекции.
— Хранение и вызов программ
— Диалоговая программа имеет несколько языков
Delem DA56(Нидерланды)
Delem DA53 (Нидерланды)
— 2D моделированием процессов гибки
— Дисплей LCD 10,4′
— Управление до 4 осей
— Програмирование всех параметров на одной странице
— Библиотека инструментов
— Дополнительный контороль за осью Х
— Автоматическая настройка рабочих скоростей
— Хранение и вызов программ
— Диалоговая программа имеет несколько языков
— 2D моделированием процессов гибки
— Дисплей LCD 10,4′
— Управление до 4 +1осей
— Програмирование всех параметров на одной странице
— Библиотека инструментов
— Дополнительный контороль за осью Х
— Автоматическая настройка рабочих скоростей
— Хранение и вызов программ
— Диалоговая программа имеет несколько языков
Почему стоит покупать оборудование у нас?
- Мы работаем с большинством известных на рынке производителей оборудования. А значит можем помочь подобрать оптимальный по соотношению цена/качество станок для решения именно ваших проблем, не навязывая какого-то конкретного производителя, которому отдаем предпочтение. Нам можно доверять — довольные клиенты для нас важнее довольных поставщиков.
- Оплата после доставки. Мы понимаем, что в нынешних условиях покупка нового оборудования — сложный в финансовом плане шаг, поэтому готовы пойти навстречу своим клиентам: при заказе станка вы можете оплатить только доставку, а остальную сумму перечислите по факту доставки.
- Собственный демонстрационный зал. В нашем демо-зале вы можете увидеть наиболее популярные модели продаваемого оборудования, посмотреть их «вживую» — это поможет вам сделать правильный выбор и не ошибиться.
Задать вопрос менеджеру
Мы работаем с брендами
- О компании
- Представительства
- Каталог станков и оборудования
- Новости
- Сервис
- Контакты
- Статьи
- г. Казань, ул. Авангардная, 80/1
- +7 (843) 216-47-58
- +7 (919) 687-12-32
Все цены приведены как справочная информация и ни при каких условиях не являются публичной офертой, определяемой положениями статьи 437 Гражданского кодекса РФ, и могут быть изменены в любое время без предупреждения. Технические характеристики товара могут отличаться, уточняйте технические характеристики товара на момент покупки и оплаты. Соглашение об обработке персональных данных
Все поля необходимы для заполнения
Нажимая на кнопку, вы даете согласие на обработку своих персональных данных.
Соглашение об обработке персональных данных
Источник