
- Назад
- 1
- 2
- 3
- Вперёд
- Страница 2 из 3
Рекомендованные сообщения
Anatoli
1
- Автор
-
- Рассказать
Мы наверно о разных податчиках толкуем)

Ссылка на сообщение
Поделиться на других сайтах
andre_77
74
-
- Рассказать
Видимо по такому принципу податчик работает.
Только тут без упора заготовку выдвигает и нет проблемы выбросить остаток прутка.
Изменено пользователем andre_77
Ссылка на сообщение
Поделиться на других сайтах
Николай Е.
0
-
- Рассказать
Спасибо! Вопрос с ошибкой Е12 решился выставлением упора. Возникла новая проблема: В режиме MDI при разжатии кулачков (М24) загрузчик выдвигает шток до прутка, пруток упирается в упор, при зажатии (М25) шток отъезжает.
Податчик ждет следующее разжатие. При запуске программы в режиме avto происходит стоп станка и появляется сообщение 2065 «остановлено барфидером» В битах стойки ограничения на работу с барфидером сняты.
Куда копать? Может причина в неправильном подключении разъема? Может у кого-нибудь есть схема подключения?
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
1 141
-
- Рассказать
Копать нужно в ладдере, смотреть кто генерит ошибку 2065
Барфидер принимает от станка сигнал AUTO и по нему сам работает в авто.
Возможно этот сигнал не завели.
Ссылка на сообщение
Поделиться на других сайтах
Николай Е.
0
-
- Рассказать
Спасибо! С ошибкой 2065 разобрался. Причина — неправильное расположение контактов..
Теперь загрузчик работает в автоматическом режиме со станком (Biglia B545M), но на кадре M25 (зажим кулачков) станок замирает.
Ошибку не выдает. Загрузчик в этот момент подал пруток и отъехал — отработал свою часть.
Через 2-3 минуты появляется сообщение об ошибке 1017 «M-code not complete»
Расшифровывается в мануале как превышение времени ожидания отклика от какого либо реле.
Пытался методом тыка подать сигнал на станок через разъем, реакции никакой… значит сигнала от загрузчика станок в этот момент не ждет…
Как понять откуда должен прийти сигнал для продолжения работы УП
Есть ли у кого мануал на загрузчик FEDEK DH 65 S2? Все ссылки, где бы я не искал, удалены по требованию правообладателя.
Он очень сильно облегчит мне жизнь.
Ссылка на сообщение
Поделиться на других сайтах
Ustyugov1223
6
-
- Рассказать
У нас вроде такой стоит, завтра посмотрю мануал на него.
Ссылка на сообщение
Поделиться на других сайтах
Ustyugov1223
6
-
- Рассказать
Мануал на английском языке в текстовом ввиде. В цифровом тоже есть но на DH-65. Я так понимаю Вам надо только раздел програмирования, могу отсканировать. Напиши электронку, туда скину.
Ссылка на сообщение
Поделиться на других сайтах
Николай Е.
0
-
- Рассказать
eg.nikolaj1990@yandex.ru Да нужно программирование и, если можно, электрическую схему подключения. Заранее спасибо!
Ссылка на сообщение
Поделиться на других сайтах
bfi
104
-
- Рассказать
-
1
Ссылка на сообщение
Поделиться на других сайтах
zemlyak
6
-
- Рассказать
В 14.11.2018 в 21:05, Anatoli сказал:
Да, он (податчик) вроде пытается это сделать, но станок то это место не подготовил — программа обработки начинается занова, перед цангой стоит упор, податчик остаток вытолкнуть не может,станок НЕ в курсе). начинает новую обработку, причём странно как то, только патрон открылся, сразуже начинается вращение патрона, с частотой 100об/мин. И обработка начинается всё с этой частотой.
Я думал, если бы после отключения БДТ на станке, запускалась программа смены прутка, станок место для выталкивания остатка оставил, податчик остаток вытолкнул, начал загружать другой пруток. По этой же программе подрезается конец нового прутка, и запускается первоначальная программа обработки детали, как то так, или я где то заблуждаюсь)?
После подхода упора вызывается программа смены прутка,
М98 Р8888, примерно такая:
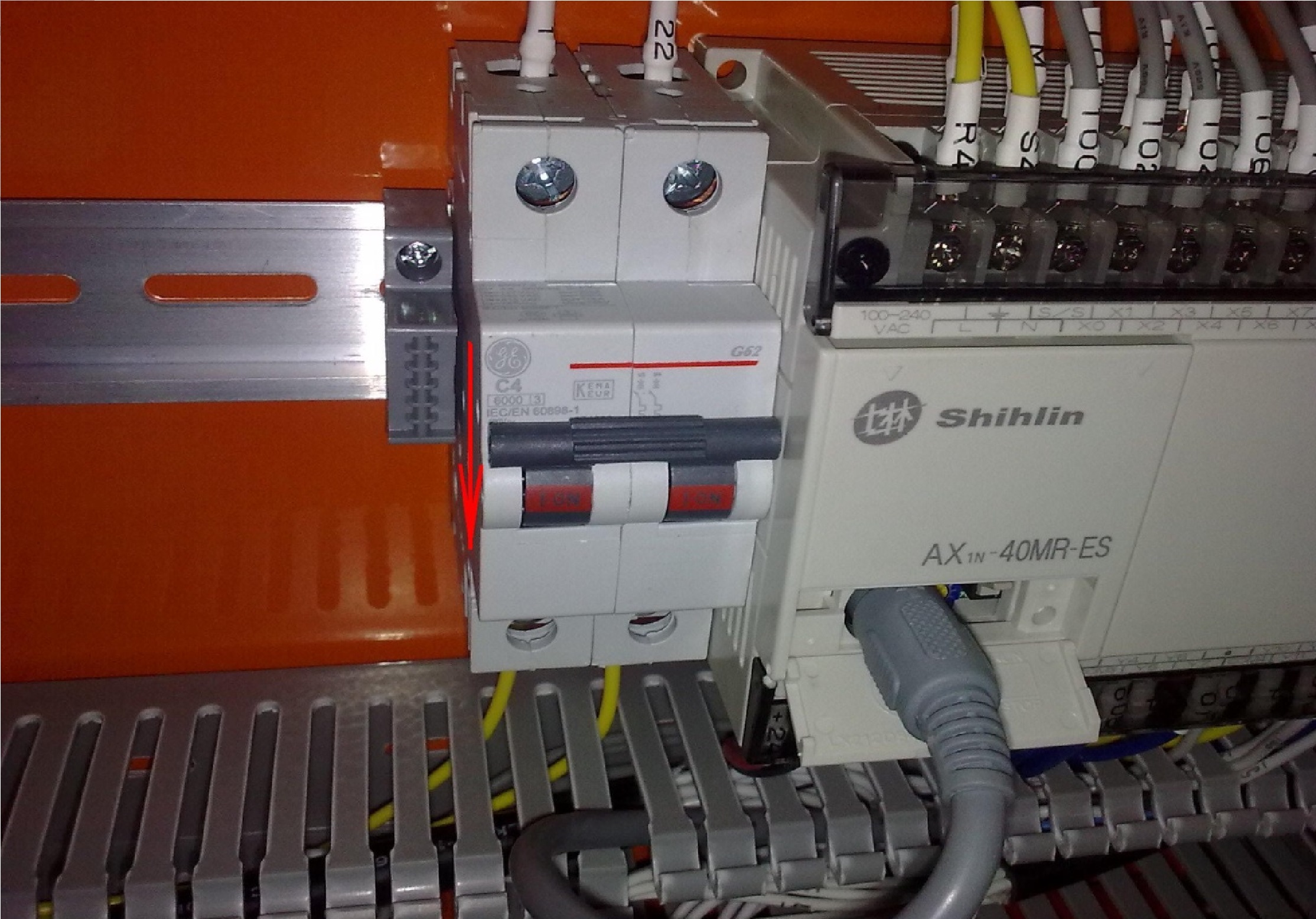
O8888(8888M0) ; Программа используется, если барфидер генерирует сигнал «Cycle Start» на станок.
Если сигнал не заведён, замените М0 выдержками времени, подберите экспериментально.
M10; Разжим патрона
/2 GOTO1; Этот блок не читается без команды BDT с барфидера
GOTO2;
N1;
G0 U150. W10.; Отход упора
G4 X5.;
M0;
G0 U-150.; Возврат упора
W-10.;
N2;
M0;
M11; Зажим патрона
G4 X.5;
M99;
Изменено пользователем zemlyak
Главное- деталь правильно зажать. Проточить- легко.
Ссылка на сообщение
Поделиться на других сайтах
Anatoli
1
- Автор
-
- Рассказать
Приветствую вас, вот программа у меня примерно такая же, только коды разжима/ зажима м34/35 , так вот, дело в том , что сигнал BDT с барфидера на станок не проходит, перехода на программу смены прутка не происходит, а как происходит переход здесь с программы обработки на эту программу, что такое сигнал «Cycle Start»?
Ссылка на сообщение
Поделиться на других сайтах
Anatoli
1
- Автор
-
- Рассказать
Не нашёл кнопки «исправить».)
Понял , что у вас принцип программы немного другой, я выхожу на программу смены прутка , только в случае появления «BDT», а в вашей происходит вход в эту программу постоянно, правильно?
Ссылка на сообщение
Поделиться на других сайтах
Ustyugov1223
6
-
- Рассказать
А вот у нас такая прога.
-
1
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
1 141
-
- Рассказать
В 14.11.2018 в 22:10, Anatoli сказал:
Мы наверно о разных податчиках толкуем)
Наверно
Ссылка на сообщение
Поделиться на других сайтах
- 4 месяца спустя…
Andrew13
0
-
- Рассказать
Добрый день. Могли бы вы отправить мануал на мою почту? Заранее благодарен. Почта: Ches89@outlook.com
Ссылка на сообщение
Поделиться на других сайтах
- 3 года спустя…
SergeiB
0
-
- Рассказать
Здравствуйте помогите настроить барфидер Fedec DH65 S2 для Poly Gim на Митсубиси. Проблема в том что не могу настроить смену прутка, приходится подавать пруток в ручную. В режиме одного прутка работает нормально, готов предоставить любую информацию.
Ссылка на сообщение
Поделиться на других сайтах
boomeeeer
311
-
- Рассказать
2 часа назад, SergeiB сказал:
Проблема в том что не могу настроить смену прутка
В прошлом месяце цеплял такой барфидер к DMG, пруток менялся без каких либо подводных камней. Как конкретно ведёт себя барфидер при достижении конца прутка и что именно не получается?
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
1 141
-
- Рассказать
У меня тоже кое что осталось после подключения барфидера к станку NOMURA с Mitsubishi
Барфидером управляет программа 5555
И вот образец программы изготовления детали из которой эта 5555 вызывается



5555
O8016
Ссылка на сообщение
Поделиться на других сайтах
SergeiB
0
-
- Рассказать
Можно небольшие комменты: по параметру #1011 в программе 5555. Просто у меня сейчас используется в моей программе параметр #1000. И еще у вас для изготовления детали по программе О8016 вот такой для вызова барфидера
M17
M98P5555
G0Z-0.2
M18
G0X60.
G0Z0.
M21
M99
$2
G28U0W0
G50X0.
G113M223
M217
!L1
G114.1H1D2R0.
G0Z250.(PODHO_NA_PEREHVAT
Z255.(POZICIAI_PEREHVATA
M237(OBDUV_VKL)
M218(ZANGA_ZAKR)
G4U0.5
M242(SINHRON_VKL)
!L2
!L3
M240(SINHRON_VIKL)
G28W0.
G113(OTMENA_SIHR_SHPIND)
!L4
G28W0
G0X#634
M222
M217
M237
G4U2.
M223
G28U0W0
M99
Почему-то он стоит в конце программы, я может что-то не понимаю но вроде он в начале должен стоять. Прилагаю свои образцы программы
N1(BARFEED)
G28W0.
G28U0.
G4X1.
T1212
G0X0.
Z0.
M34
IF[#1000EQ1]GOTO2
G4X1.
M35
G4X1.
GOTO3
N2
M98P1003
N3
G43.1
T0101
S1=1000M3
G0X50.
Z2.
G1X40.F0.1
G0X50.
M5
M1
M99
%
и вот в программе в начале такой код стоит
O0005(3V8 51.8.012_1-JUN-2022 23:23:36)
(G54 Z25.)
N1
/M15
T0202G0X0.Y-12.
Z0.2
M34
G4X2.
/M98P1000
M35
G4X2.
Z20.
Вот по моим кодам барфидер адекватно работает на подачу прутка, но как только пруток заканчивается, посылается барфидером сигнал BDT, но станок не реагирует и продололжает обработку в прежнем цикле. И получается что барфидер начинается пыжиться менять пруток, а станок начинает работать по воздуху и потом вылазит ошибка вот картинка на ошибку https://disk.yandex.ru/i/X0Dv_3MoM5amfQ
Ссылка на сообщение
Поделиться на других сайтах
- 5 месяцев спустя…
Денис42
0
-
- Рассказать
Добрый день.
подскажите пожалуйста, может кто то уже сталкивался: барфидер Fedek не переходит в авто режим, все условия выполнены, двери закрыты и т.д.
Стойка Митсубиши, параметр 6409 bit1=1, вроде всё норм. Но не работает!Приехало 4 станка, 2 работают а 2 нет.
Ссылка на сообщение
Поделиться на других сайтах
- Назад
- 1
- 2
- 3
- Вперёд
- Страница 2 из 3
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Автоподатчик прутка Fedek DH65L (барфидер) предназначен для автоматизации токарных станков с ЧПУ. Податчик автоматически подает прутки в зону обработки по программе ЧПУ станка.
Особенности барфидера
- Возможность выполнять ввод рабочих параметров легко и быстро без модификации рабочей программы;
- длина отработанного материала задаётся оператором;
- малая величина припуска, заданная оператором, определяет минимальный объем отходов обработки;
- возможность ввода величины обратного хода;
- входы/выходы системы совместимы с любыми системами ЧПУ токарных станков;
- самостоятельное выявление неисправностей работы системы и вывод соответствующего сообщения на ЖК-дисплей;
- активация работы механизма и ввод параметров настройки выполняются при помощи пульта дистанционного управления;
- величина припуска определяется системой автоматически.
- Высокая рабочая скорость. Данный механизм не ограничивает скорость вращения шпинделя токарного станка.
- Входы/выходы системы совместимы с любыми системами ЧПУ токарных станков;
- Легкость запуска системы. Нет необходимости производить какое — либо специальное обслуживание механизма.
- Наличие пульта дистанционного управления обеспечивает максимальное удобство при работе и настройке системы.
- возможность выполнять черновую обработку прутков;
- нет необходимости вводить дополнительные параметры для правки прутка;
- для экономии обрабатываемого материала, можно задать величину припуска;
- возможность ввода величины обратного хода;
- автоматическое выявление неисправностей работы системы и несоответствующей величины подачи с последующим выводом аварийного сообщения на ЖК-дисплей;
- ввод и смена диаметра прутка осуществляется в течение 1 минуты;
- возможность обработки квадратных и шестигранных деталей;
- быстрая загрузка обрабатываемого прутка.
| Модель | Fedek DH65 | Fedek DH65L |
|---|---|---|
| Диаметр прутка (мм) | 5-65 | 5-65 |
| Максимальная длина прутка (мм) | 1250 | 1550 |
| Максимальный ход шпинделя (мм) | 1200 | 1500 |
| Вместимость обрабатываемых деталей (O мм х шт) | 65 х 10 | 65 х 10 |
| Высота шпинделя (мм) | 850-1250 | 850-1250 |
| Вес DH65L (кг) | 250 | 280 |
| Подача воздуха (кг/см2) | 6 | 6 |
| Энергоподача (Вольт х Ампер х Гц) | 220/380 х 0,4 х 50/60 | 220/380 х 0,4 х 50/60 |
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о DH65L:
Отзывов пока нет, но ваш может быть первым.
Барфидер — это базовая модель специального устройство автоматической подачи прутковой заготовки ( небольшого диаметра) в зону резания токарных станков с ЧПУ. Как правило приобретается дополнительно с целью повышения производительности токарных операций в серийном производстве. Сокращает такт выпуска деталей, увеличивает интервалы между наладкой оборудования. В барфидере пруток толкается до упора с помощью подающей цанги и толкателя.
Такая опция необходима в таких производствах как, автомобилестроение, приборостроение, авиационной, а также ракетно-космической и оборонной.
Преимущества и выгоды:
- Устройство работает с прутками диаметром от 5 до 65 мм и длиной до 1550 мм. Оно легко перенастраивается на прутки других диаметров и профилей, включая шестигранные и круглые.
- Пруткоподатчик оснащен V-образной загрузкой, что упрощает загрузку и наладку.
- Серия DH имеет датчик, который определяет сечение прутка и подает сигнал о неподходящей заготовке по качеству и размеру.
- Управление барфидером осуществляется через обычный PLC контроллер, что позволяет его подключить к большинству существующих систем ЧПУ токарного оборудования.
- Компактные размеры позволяют устанавливать устройство практически в любых производственных помещениях.
- Благодаря линейным направляющим подача прутка осуществляется высокоточно.
- Оператор может точно определить остаток и положение прутка во время подачи и пополнить барфидер новой заготовкой — есть специальная LED индикация.
- Работа как с калиброванным / не калиброванным прутком не затормозит ваше производство.
- Электрическая система управления соответствует стандартам СЕ.
Для удобства наладки устройство оснащено пультом дистанционного управления.
Заинтересовал барфидер модели DH65(L) FEDEK? Специалисты ТЕХНО-СБ ответят на все возникшие вопросы, уточнят необходимые детали и подготовят для вас технико-коммерческое предложение.
Характеристики
|
Модель |
DH65/65L S2 |
|
Пропускная способность |
|
|---|---|
|
Объем загрузки, мм |
5 мм х 114 шт. |
|
Модель, М |
1.2, 1.5 |
|
Диаметр, мм |
5 — 65 |
|
Общая длина, мм |
1660, 1968 |
|
Общая ширина, мм |
1126 |
|
Макс длина прутка, мм |
1210, 1510 |
|
Вес устройства, кг |
298, 328 |
|
Давление воздуха, кг/см2 |
5-7 |
|
Источник питания |
220В \ 3ф |
|
Высота шпинделя |
850-1250 |
|
Тип шпинделя |
Фиксированная |
Уважаемые клиенты!
Мы рады предоставить вам информацию о наших гарантийных условиях на поставляемое оборудование Техно-СБ. Гарантийный срок нашего товара составляет 12 месяцев с момента отгрузки. Мы также предоставляем гарантию на основные узлы товара в течение 12 месяцев или до наработки не более 5000 часов, в зависимости от того, что наступит ранее, но не более 14 месяцев с момента подписания вами установочного акта и транспортной накладной.
Гарантия не распространяется на определенные узлы, включая расходные материалы, инструменты для обслуживания, устройства съемных носителей информации и детали, поврежденные в результате злоупотребления или неправильного использования.
Мы гарантируем удаление выявленных недостатков товара в течение гарантийного срока и производство замены или ремонта товара при обнаружении гарантийного случая, продлевая гарантийный срок соответственно. Пожалуйста, убедитесь в соблюдении условий сохранности и правильной эксплуатации товара, чтобы избежать снятия товара с гарантии.
С уважением,
Компания Техно-СБ
ОПЛАТА
ТЕХНО-СБ предлагает безналичную оплату с НДС по счёту на всё поставляемое оборудование.
1. Юридические лица, потребуется карточка организации с указанием:
- Название фирмы;
- ИНН / КПП;
- Юридический адрес;
- Почтовый адрес;
- Контактная информация.
- Банковские реквизиты.
Карточку организации можно прислать удобным для Вас способом. После получения необходимых данных Вам будет направлен счет на оплату и договор.
2. Оплата для физических лиц:
- ФИО плательщика;
- Паспортные данные.
После получения необходимых данных Вам будет направлен счет на оплату и договор.
ДОСТАВКА
- Бесплатная доставка от 1-го рабочего дня до терминала ТК Деловые линии г.Пермь.
- Расчёт и выбор ТК с оптимальным сроком и лучшей стоимостью доставки по РФ.
Как сделать заказ станка в ТЕХНО-СБ
ПОРЯДОК ПОКУПКИ
-
Выбор оборудования
Вы вместе с нашим специалистом выбираете оборудование и обсуждаете комплектацию станка. -
Заключение договора
Согласовываем комплектацию станка и рассчитываем конечную стоимость оборудования. -
Оплата
Если вы покупаете оборудование со склада, то вносите 100% оплату. Если берёте «под заказ», то вносите аванс 50%, а остаток после поступления станка на склад. -
Трёхэтапная проверка качества
Оборудование проходит 3-х этапную проверку качества, сначала на заводе изготовителя в Китае, потом при поступлении на склад в России, и, наконец, перед отгрузкой в транспортную компанию. -
Доставка или самовывоз
Доставляем все в любую точку России. Гарантируем лучшую стоимость доставки по всей РФ. -
ПНР и сервис
В процессе проведения пусконаладочных работ, оборудование распаковывается, устанавливается, проверяется работоспособность станка.
Приобретение оборудования с ЧПУ на условиях лизинга является довольно популярным решением для бизнеса, особенно если требуется финансирование сложно структурированных проектов.
Это дает возможность оптимизировать ресурсы предприятия и направить их на первостепенные нужды.
Условия лизинга
- Стоимость оборудования от 300 тыс рублей
- Первоначальный взнос от 5%
- Срок договора от 12 до 60 месяцев
- Обеспечение сделки
Предмет лизинга
- Графики платежей на выбор лизингополучателя
- Пакет документов Минимальный
Преимущества лизинга
- Оборотные средства остаются на предприятии.
- Лизинговые платежи относятся на себестоимость, уменьшая налогооблагаемую базу по налогу на прибыль.
- Зачитывается НДС.
- Получение одобрения по лизингу обычно проще, чем по кредиту.
- Гибкие графики лизинговых платежей.
Команда ТЕХНО-СБ сотрудничает с федеральными и региональными лизинговыми компаниями.
Мы готовы помочь вам получить расчёты и выбрать из них лучшее для финансирования сделки.
Для получения расчётов на оборудование сделайте запрос специалистам команды ТЕХНО-СБ
Тип работ: Пусконаладочные работы
Оборудование: Барфидер DH65LS2
1. Подключение питания к Барфидеру.
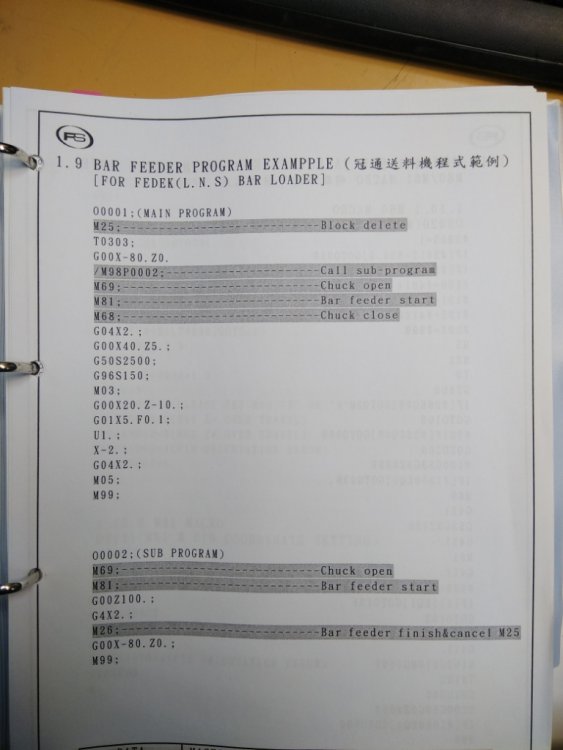
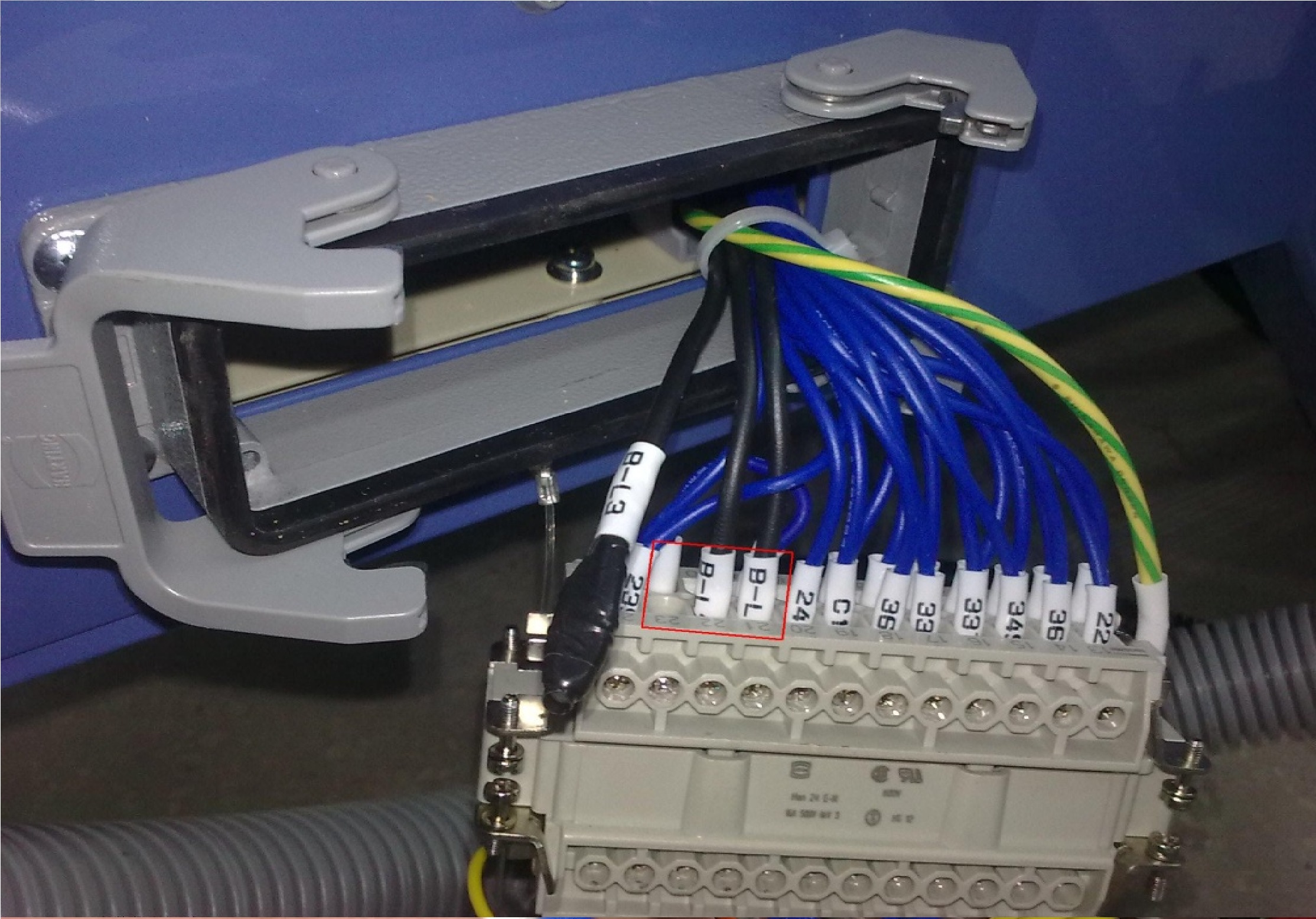
Из станка на выход к Барфидеру подается переменное 3-х фазное силовое напряжение 220 В. Барфидеру требуется переменное 2-х фазное 220 В. Для проверки соединения и соответствия проводов по электросхеме раскрываем поочередно корпуса вилки Барфидера и розетки станка
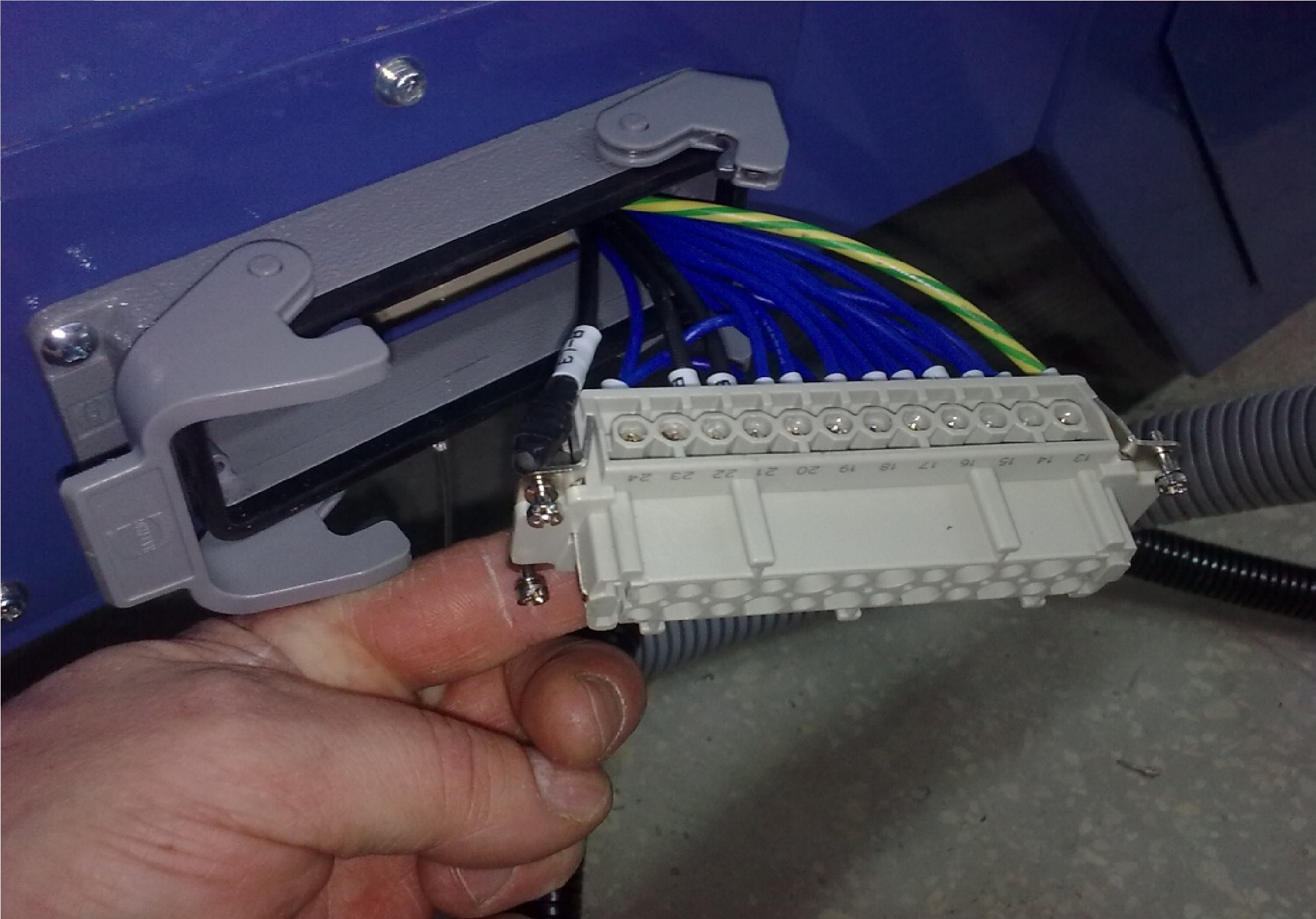

На вилке Барфидера находим провода 21 и 22, тестером прозваниваем цепь до входа трансформатора Барфидера S1 и R1. Берем розетку станка, находим силовые выходные 3 фазы (B-L1, B-L2,B-L3) 220 В под номерами 21, 22, 23, оставляем 21 и 22, вынимаем из 23-го B-L3 и хорошо изолируем. Напряжение с 21 и 22 будет питанием Барфидера
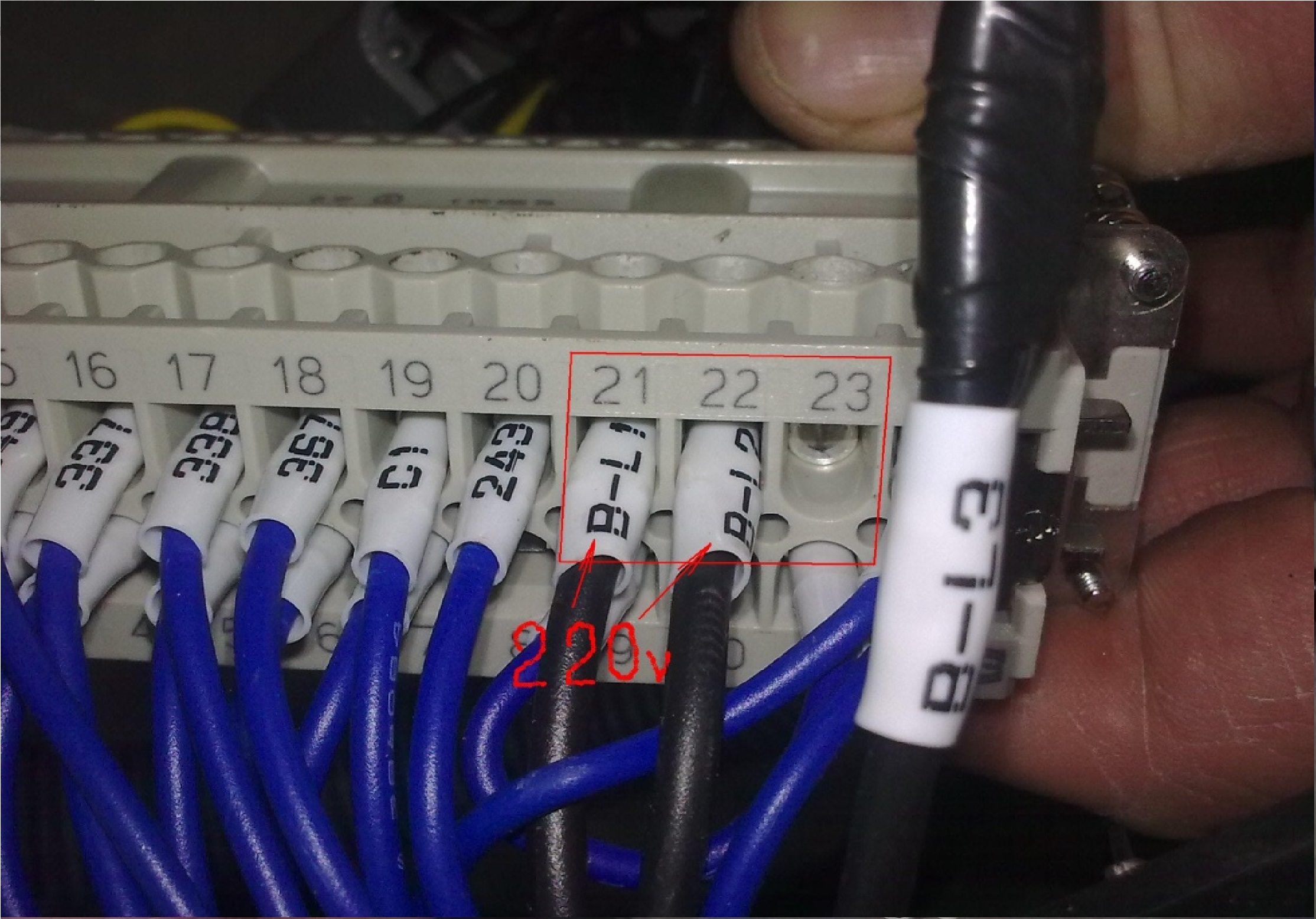
Перед подачей напряжения переводим рубильник Барфидера в «OFF», выключаем автомат в электрошкафу.
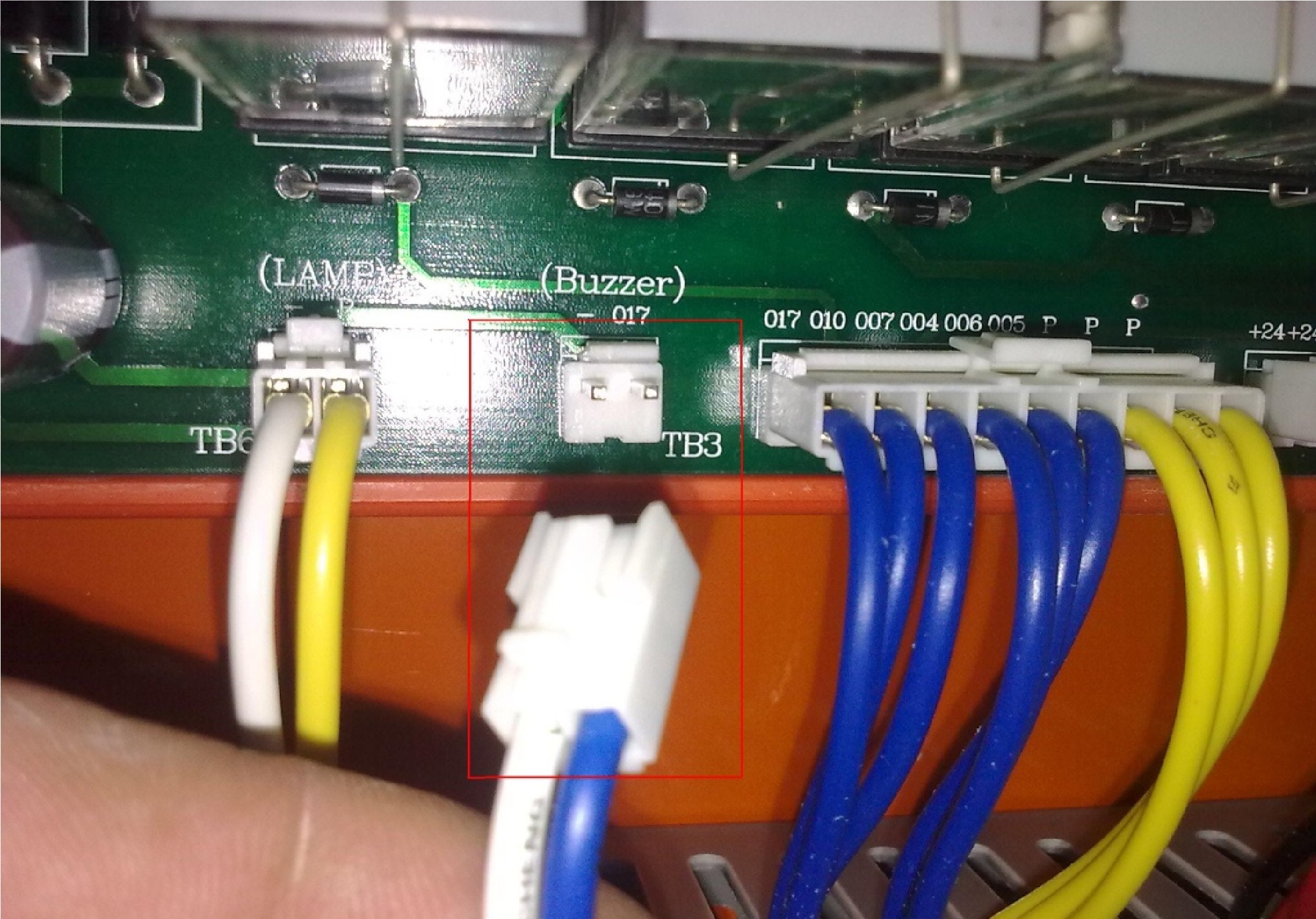
Вынимаем фишку из разъемной платы электрошкафа Барфидера, отключая звуковой зуммер на время ПНР.
Соединяем розетку станка с розеткой Барфидера, не собирая их корпуса.
Включаем станок и проверяем тестером напряжение на входах R и S рубильника Барфидера, не включая его в положение «ON». Переменное напряжение должно соответствовать значению 220 V.

Если напряжение соответствует номиналу включаем рубильник станка, затем включаем автомат в электрошкафу.
2. Проверка стопово-аварийной совместимости станок-податчик.
Необходимо добиться выключения станка аварийной кнопкой Барфидера, и прямо наоборот выключения Барфидера аварийной кнопкой станка. На разъеме ТВ15 пара 19 и 20 (С1 и 243 в станке) отвечает за «стоп» в станок из податчика, 22 и 5 (362 и 332 в станке) отвечает за «стоп» в податчик из станка. Для работы станка без податчика в клемнике электрошкафа станка между С1 и 243 стоит перемычка. После нужно изменить значение Lader для корректной работы Alarm. Если они не соответствуют в Х15.4 «—-I I—— «. ВНИМАНИЕ! Верхний нормально открытый вход активен —-I/I—-«
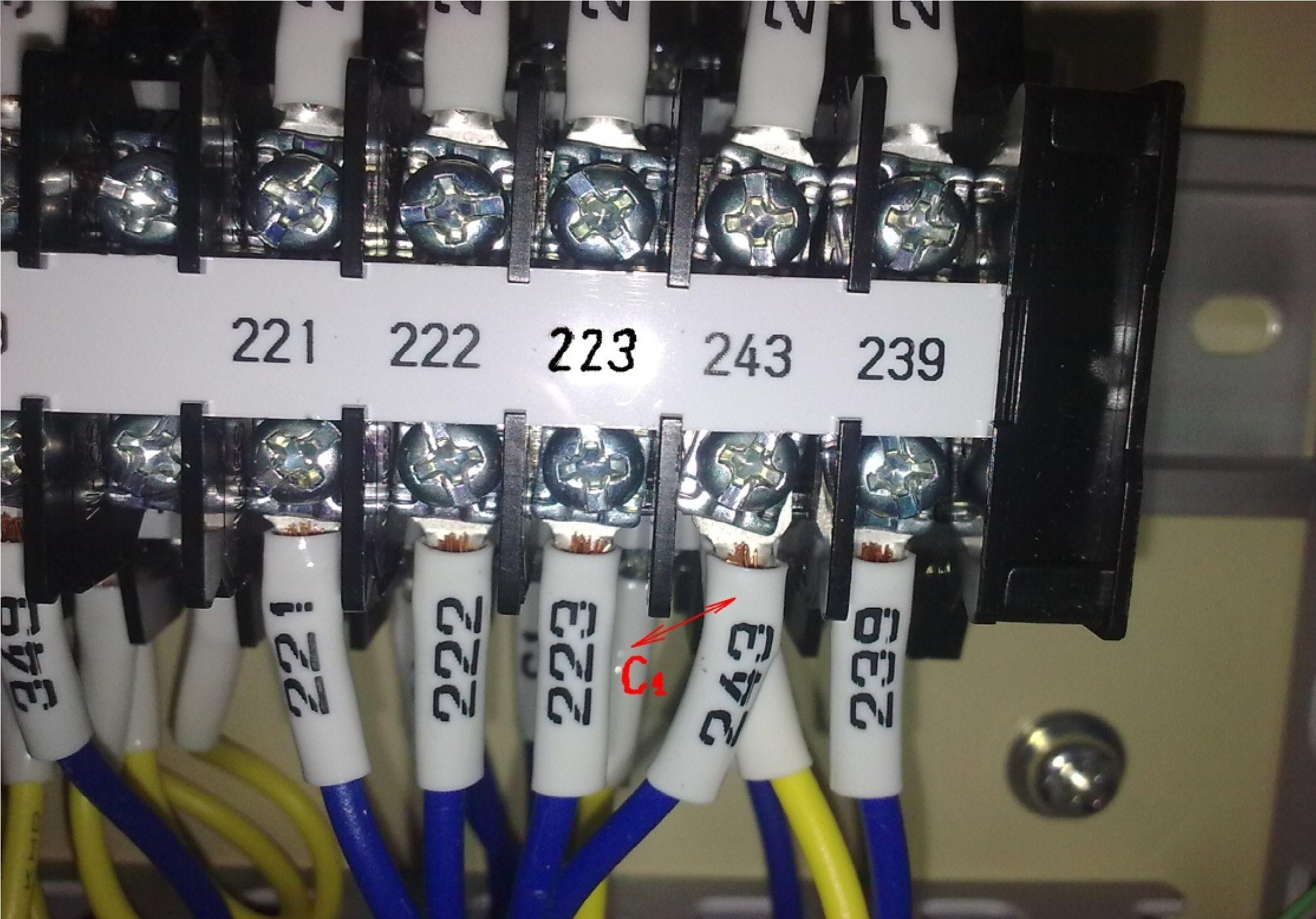
При подключении Барфидера перемычку 243-С1 необходимо убрать. С1- +24V.

3. Проверяем правильность прохождения сигналов из Барфидера в станок:
- «ALARM» — когда проблема в Барфидера (в Барфидере на ТВ18 13 провод)( в станке Х15.0 )
- «BAR END» — когда толкатель достигает положения конца прутка. (в Барфидере на ТВ18 4 провод) (в станке Х15.1)
- «START» — Барфидер оповещает станок что он начал дальнейшую работу. Подтверждение М-команды (в Барфидере на ТВ18 6 провод)( в станке Х15.5 и Х15.2)
В Барфидере на разъеме ТВ18 из выхода 12(+24 В) ставим поочередно перемычку на 13-тый, 4-тый и 6-й провода. И смотрим в MDI→SYSTEM→PMC→PMCDGN→STATUS соответственно поочередно на сигнал I в Х15.0, Х15.1, Х15.5 и Х15.2 (проходят одновременно).
4. Проверяем правильность работы:
- «СHUCK OPEN»(раскрытие кулачков) М71- разжать трех кулачковый патрон(т.к.п.), М72- зажать т.к.п.. При включении этих команд на выносном пульте б.ф. в подтверждение должен загореться или погаснуть красный светодиод «open»
- «M-Code» — (выполнение команд податчиком). запускаем М81 и на выносном пульте б.ф. в подтверждение должен загореться или красный светодиод «M-Code».
Замена всех названий в программе одного имени:
EDIT → ►→ CHENGE→ OLD ADRESS → K 30.6 → INPUT → X 9.4 → INPUT → ALT ALL →
YES (24) → ◄ → UPDATE → YES → ◄ → K 30.5 → X 9.5
- Описание
- Характеристики
- Доставка
-
Назначение:
Предназначен для автоматической подачи прутка в зону резания токарного обрабатывающего центра.
Барфидер IRONMAC IBF-65L S2 совместим с любыми стойками ЧПУ
Область применения:
Автоподатчик прутка (барфидер) предназначен для автоматизации производства на токарных обрабатывающих центрах с ЧПУ, за счет уменьшения времени установочной операции.
Барфидер IRONMAC IBF-65L S2 может работать с некалиброванным прутком до 65 мм
Схема обработки:
Конструктивные особенности:
- Некалиброванный пруток до 65 мм
- Пульт дистанционного управления
- Улучшенный контроллер
Габаритные размеры:

-
Партнеры доставки
КАМИ организует доставку оборудования, инструмента и запчастей по всей России и СНГ с помощью транспортных компаний:
Физ. лицам / ИП Юр. лицам / Лизинг От клиента Самовывоз Через ТК Паспорт РФ (оригинал) На имя ФЛ / ИП На имя получателя Если другим ФЛ: нотариальная доверенность (оригинал) Доверенность на подписание ТОРГ-12 и Акта приема-передачи
НотариальнаяДоверенность: Типовая межотраслевая форма № М-2 Печать организации, Приказ о назначении на должность, либо выписка из ЕГРЮЛ.
Если получатель
гендиректорОт компании ТОРГ-12: 2 экземпляра
(1 — клиенту, 1 — бухгалтерии)
4 экз.Счет-фактура 1 экз. 2 экз. 2 экз. Товарная накладная 2 экз. 4 экз. CMR Акт выполненных работ 2 экз. Накл. на перемещение Самовывоз со склада
Адрес:
г. Ступино, ул. Транспортная, вл. 22/2Режим работы:
Пн — Сб: с 9:00 до 18:00Телефон:
+7 (495) 781-55-11Для посещения
требуется паспорт
-
В избранное
В избранном -
Распечатать КП
Запущенные станки
Оставить отзыв
Стать партнером
Заявка на покупку товара
С вами свяжется специалист и уточнит все детали
Заявка на рассчет лизинга
С вами свяжется специалист и уточнит все детали