
Сварка тонкого металла – непростая задача, так как получить ровный и качественный шов, без деформации и прожогов здесь гораздо сложнее, чем с толстостенными заготовками. В быту для соединения тонких металлов часто применяют универсальные сварочные инверторы, но специалисты допускают использование для этого полуавтоматических аппаратов. С помощью сварочника MIG/MAG можно соединять листы толщиной от 0,6 мм.

Плюсы и минусы сварочных полуавтоматов
В полуавтоматических сварочных аппаратах в качестве электрода служит проволока, которая подается автоматически, а горелкой управляет оператор. Защитить металл от воздуха помогает специальный газ, поступающий в горелку из баллона.
Пользоваться полуавтоматом несложно и возможность получить хороший шов есть даже у начинающего сварщика. Ввиду автоматической подачи электрода отсутствует необходимость в его замене, что повышает производительность данного вида сварки по сравнению с ручной дуговой в 3 – 4 раза. Это особенно важно на производственных площадках с большим объемом работы. Шов при работе с полуавтоматом получается ровным и с минимальным количеством шлака.
К недостаткам можно отнести повышенное разбрызгивание металла при неверной настройке подачи газа, необходимость наличия самого газового баллона, что влияет на габариты установки, а также более высокое излучение от дуги.
Как настроить полуавтомат для сварки тонкого металла
Качество работы напрямую зависит не только от мастерства и опыта сварщика, но и от того, верно ли выставлены настройки. В зависимости от типа металла, его толщины и других параметров выбирают полярность, настраивают силу тока, подачу проволоки, расход газа и т.д.
На каком токе варить тонкий металл полуавтоматом
При сварке полуавтоматом тонкостенных заготовок следует выбирать более низкую силу тока, чем при работе с толстыми деталями. Рекомендуется работать в пониженном диапазоне, от 10 до 75 А.
В данной таблице представлены рекомендации по настройке сварочного аппарата в соответствии с толщиной заготовок.
| Толщина заготовки, мм | Диаметр проволоки, мм | Сварочный ток, А | Скорость сварки, см/мин |
|---|---|---|---|
| 0,8 | 0,8 – 0,9 | 60 –70 | 50 – 60 |
| 1 | 0,8 – 0,9 | 75 – 85 | 50 – 60 |
| 1,2 | 1 | 70 – 80 | 45 – 55 |
| 1,6 | 1 | 80 – 100 | 45 – 55 |
| 2 | 1 | 100 – 110 | 40 – 55 |
| 2,3 | 1 – 1,2 | 110 – 130 | 50 – 55 |
| 3,2 | 1 – 1,2 | 130 – 150 | 40 – 50 |
| 4,5 | 1,2 | 150 – 170 | 40 – 50 |
Полярность при сварке полуавтоматом тонкого металла
В зависимости от толщины заготовки и используемого электрода выбирают прямое или обратное подключение горелки.
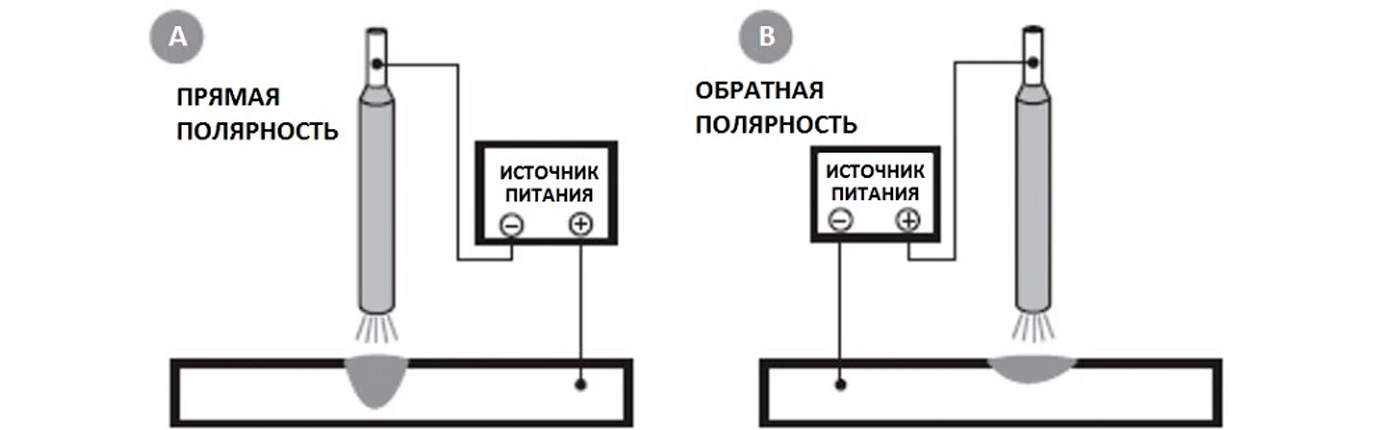
Тонкие листы нержавеющей, углеродистой стали сваривают сплошной омедненной или нержавеющей проволокой в режиме MIG/MAG на прямой полярности. Это обусловлено толщиной самого расходника – так как сечение проволоки небольшое, тепло лучше сконцентрировать на заготовке, иначе проволока будет быстро гореть, разбрызгивая металл.
При обратной полярности кабель электрододержателя подключается к разъему со знаком «плюс», а кабель массы – к «минусу». При таком подключении тепло электрической дуги концентрируется на конце электрода, а не на заготовке, за счет чего металл меньше перегревается, снижается вероятность прожогов и коробления. Данный режим подходит для сварки самозащитной порошковой проволокой без газа.
Подготовка самого аппарата к процессу сварки
Какие действия нужно выполнить, чтобы подготовить аппарат для полуавтоматической сварки? Рассказываем поэтапно.
- Подключите кабели горелки и массы к соответствующим разъемам.
- Установите редуктор на газовый баллон и подключите газовый шланг к аппарату через специальный штуцер.
- Установите внутрь аппарата катушку с проволокой.
- Затем нужно пропустить проволоку в канал механизма протяжки немного протянуть ее.
- Зафиксируйте верхний прижимной ролик, чтобы проволока не проскальзывала, но и не прижималась слишком сильно.
- Снимите сопло горелки, токовый наконечник и немного протяните проволоку, нажимая на кнопку.
- Далее можно установить наконечник и сопло на горелку и приступить к работе.

Техника сварки тонкого металла
Сварка тонкого металла имеет свою специфику и осуществляется в следующем порядке.
- Сначала свариваемые детали очищают от краски, ржавчины, масла и других посторонних покрытий.
- Затем заготовки располагают максимально близко друг к другу и фиксируют. Можно использовать струбцины, магниты или другие приспособления. Зазор между листами в данном случае не нужен, а если допустимо соединение внахлест, лучше использовать его. Так вы сможете избежать прожогов и проваливания валика вниз.
- При начале работы лучше вести горелку не ровно по центру, а чуть сбоку, чтобы избежать прожога у самого края.
- Необходимо держать кончик электрода как можно ближе к обрабатываемой поверхности – так дуга будет стабильнее, провар полным, присадочный материал лучше перенесется в область сварки.
- Электрод лучше направлять к заготовке под углом 30-45°. Под прямым углом температура будет выше, что повышает риск прожогов.
- Чтобы избежать деформации при сваривании длинных заготовок, каждые 5–10 см делают точечные прихваты, соединяющие края листов.
- После этого заваривают оставшееся пространство.
Важно избегать перегрева металла, что может привести к образованию наплывов или прожогов. Шов следует формировать максимально быстро, двигая электрод по прямой линии без остановок.
Отдельно следует упомянуть работу с оцинкованными заготовками.
Перед началом сварки края изделий нужно обязательно зачистить. Для этого можно использовать металлическую щетку, наждачную бумагу или другой абразив. Можно удалить цинк термоспособом – несколько раз пройти электродом по шву, а затем отбить шлак. Это лучше делать на улице, т.к. при контакте оцинковки с электродом образуются токсичные пары.
Для прочности соединения шов делают двойной: черновой и финишный, более широкий.

Особенности сварки тонкого металла полуавтоматом с газом и без газа
С помощью полуавтоматической сварки можно сваривать самые разные металлы: черные, низкоуглеродистые и низколегированные стали, медь, бронзу, алюминий и т.д. При этом важно, чтобы химический состав проволоки максимально соответствовал составу металла. Сварка может производиться с использованием защитного газа или без него, если проволока уже имеет защитное порошковое покрытие.
При использовании газа рекомендуется выбирать составы с высоким содержанием аргона, т.к. он передает меньше тепла, поэтому вероятность прожога снижается, внешне шов получается более ровным. Популярный состав смеси – 82% аргона и 18% CO2. При сварке листов толщиной 1,2 – 2 мм в автосервисах чаще всего используют углекислый газ, поскольку он более доступен.
Основные проблемы при сварке тонких металлов и как их избежать
Сварка тонкого металла (0,7 – 1,5 мм толщиной) требует определенных навыков и может вызывать затруднения у новичков. Опишем основные проблемы, которые могут возникнуть в работе.
- При работе с тонкими листами недопустимы высокие токи, которые могут привести к прогоранию и короблению заготовок. Это чревато негерметичными стыками, снижением прочности соединений и неэстетичным видом конструкций. Специалисты рекомендуют в момент розжига снизить ток до 20% от рабочих показателей, а также не держать долго электрод на одном месте.
- При выборе низкого тока дуга получается короткой и при малейшем удалении от заготовки она может погаснуть. Чтобы этого не случилось, нужно выбирать сварочный аппарат с поддержкой низких токов, от 10 А и с напряжением холостого хода от 70 В.
- Если прожоги возникают, несмотря на сниженный ток, шов можно делать точечной, прерывистой дугой: проварить отрезок 5–10 мм и на секунду убрать электрод из области сварки. Металл немного остынет и можно продолжить работу.
- Слишком низкий ток может привести к недостаточному провариванию кромок изделия, когда электрод просто накладывает металл сверху, не расплавляя самой заготовки. Такие непроваренные участки выглядят плохо и не прочны на излом.
- Вести горелку нужно достаточно быстро и по одной линии. Нарушение этого правила может привести к образованию наплывов с обратной стороны изделия. Это случается из-за того, что присадочный материал от электрода при медленном ведении дуги просто проваливается вниз шва под своим весом. Если такие валики образуются внутри трубы, это может уменьшить ее пропускную способность, а при соединении двух металлических листов подобные наплывы придется долго счищать болгаркой. Чтобы избежать проваливания, можно подложить под заготовки графитовую или медную пластину.
- При сварке протяженных участков часто возникает деформация изделий из-за излишнего нагрева и расширения металла. Избежать этого можно, если сначала «прихватить» заготовки в нескольких местах, а потом заварив весь шов.

Какой полуавтомат Ресанта лучше подойдет для сварки тонких металлов
Как мы уже упоминали, лучший полуавтомат для сварки тонкого металла должен иметь широкий диапазон регулировки тока с нижней границей от 10 А и напряжение холостого хода от 70 В.
Для бытовых работ и гаража можно рекомендовать сварочники Ресанта САИПА-22В/160А или САИПА-220 Синергия.

Ресанта САИПА-22В/160А
- Max мощность, Вт 6200
- Рабочее напряжение, В 140 — 260
- Диапазон регулирования сварочного тока, А 30 — 160
Подробнее

РЕСАНТА САИПА-220 Синергия
- Max мощность, Вт 9200
- Рабочее напряжение, В 140 — 260
- Диапазон регулирования сварочного тока, А 15 — 220
Подробнее
Для автомастерской подойдет полупрофессиональный аппарат Ресанта САИПА-190МФ.
Все модели работают как со штучными электродами, так и с проволокой в газовой среде, а также самозащитной проволокой. Диаметр расходника от 0,6 мм позволяет соединять тонкие листы металла.
Нижний порог сварочного тока 10 – 15 А обеспечивает аккуратное соединение без прожога.
Сварочный полуавтомат РЕСАНТА САИПА-190МФ
Полуавтоматический сварочный аппарат РЕСАНТА САИПА-190 МФ – это оптимальное решение для профессиональных и бытовых ремонтно-строительных работ на стройке, в частной мастерской, загородном доме или на даче. Может использоваться для любых типов сварки MIG/MAG/MMA/TIG

Основные характеристики:
- Макс мощность, Вт – 4840;
- Рабочее напряжение, В – 140 — 270;
- Min диаметр проволоки — 0.6;
- Сварка алюминия — да;
- TIG поджиг — LIFT (контактный).
Подробнее
Все аппараты поддерживают прогон проволоки на холостом ходу, смену полярности, имеют функции «Горячего старта», «Форсажа дуги» и «Антизалипания». Напряжение холостого хода составляет:
- 75 В для Ресанта САИПА-190МФ
- 64 В САИПА-220 Синергия
- 55 В у САИПА-22В/160А.
Отличный вариант для легированных и нержавеющих сталей, цветных металлов и чугуна.

Вывод
Сварка тонкостенных металлов востребована как на производстве, у специалистов, так и в быту. Данный вид работ пригодится, чтобы сделать бак для воды, каркас теплицы, трубы для полива, короб для хранения и т.д. Одна из самых популярных сфер применения сварки тонких металлов – автомобилестроение и кузовной ремонт. Полуавтоматическая сварка пригодится для ремонта глушителя, резонатора, арок, порогов и других элементов кузова.
Для начинающих сварщиков такая работа может оказаться сложной. Тщательно изучите инструкцию по эксплуатации вашего сварочного аппарата и следуйте правилам для работы с тонкими металлами, используйте рекомендации опытных мастеров. Это поможет избежать ошибок и получить качественный результат.
Ресанта

Мы являемся
официальным дилером
-
Артикул
65/24 -
Гарантия
2 года -
Max мощность, Вт
4840 -
Рабочее напряжение, В
140 — 270 -
Напряжение холостого хода, В
75 -
Допустимое отклонение напряжения, %
10 -
Диапазон регулирования сварочного тока, А
10 — 200 -
Максимальный потребляемый ток, А
22 -
Min диаметр проволоки
0.6 -
Рабочий диапазон температуры окружающей среды, °C
от -10 до +40
Все характеристики
Популярный отзыв
Брал для ремонта старого гаража. Варил трубы, листы стали и уголки — отлично справился с разными материалами. Настройки простые, даже не пришлось долг…
Полный отзыв
Товар участвует в акциях
Набор сварщика в подарок
Дополнительная скидка в корзине
Описание
Полуавтоматический сварочный аппарат РЕСАНТА САИПА-190 МФ – это оптимальное решение для профессиональных и бытовых ремонтно-строительных работ на стройке, в частной мастерской, загородном доме или на даче. Может использоваться для любых типов сварки MIG/MAG/MMA/TIG
Сварочный инвертор работает от обычной электрической сети 220 В. Он прост в применении, для его использования не нужны специальные навыки. Отличается компактностью и весом, удобен в хранении и транспортировке.
Особенности РЕСАНТА САИПА-190 МФ
- Регулировка уровня подачи тока.
- Защита от нагрузок.
- Авторегулировка скорости подачи проволоки.
- Преобразователь тока.
- Надежность в эксплуатации.
У оператора есть возможность плавно регулировать сварочный ток. Сварочный полуавтомат Ресанта обладает функцией широтно-импульсной модуляции, благодаря чему, даже не обладая навыками и квалификацией, пользователь может использовать ток, соответствующий выполняемым задачам и делать высококачественные сварные швы.
Сварочник надежно защищен от перегрузок автоматическими системами защиты и охлаждения трансформатора. Когда температура приближается к критической, подача электроэнергии автоматически отключается. Световой индикатор оповещает об этом оператора. Благодаря этому обеспечивается безаварийная работа в течение длительного времени.
Сварочный полуавтомат автоматически регулирует скорость подачи проволоки. Она располагается на барабане в корпусе сварочного аппарата и поступает вместе с защитным газом при нажатии кнопки на панели удлинителя-проводника. Эта особенность в ощутимой степени добавляет комфорт рабочему процессу.
РЕСАНТА САИПА-190 МФ оснащен инверторной системой преобразования тока, благодаря чему оператор может использовать для сварочных работ ток в диапазоне от 10 до 220 А. Это позволяет делать сварные соединения любых по толщине материалов.
Сварочный аппарат инверторный отличается надежностью в эксплуатации. Бесперебойную работу при нагрузке более 70% обеспечивают специальные IGBT-транзисторы. Это позволяет оператору работать с высокой интенсивностью в течение длительного времени.
Ресанта САИПА 190 мф — оптимальный сварочный полуавтомат по соотношению цена-качество.
Комплектация
- Полуавтоматический сварочный аппарат инверторного типа РЕСАНТА САИПА-190МФ
- Кабель с горелкой MIG
- Кабель с электрододержателем
- Кабель с клеммой заземления
- Паспорт (инструкция)
- Упаковка
Характеристики
Смотреть все
Все
- Основные параметры
-
Max мощность, Вт
4840 -
Рабочее напряжение, В
140 — 270 -
Напряжение холостого хода, В
75 -
Допустимое отклонение напряжения, %
10 -
Диапазон регулирования сварочного тока, А
10 — 200 -
Максимальный потребляемый ток, А
22 -
Min диаметр проволоки
0.6 -
Рабочий диапазон температуры окружающей среды, °C
от -10 до +40 -
Разъем горелки
EURO -
Тип сварки
MIG/MAG, MMA, TIG -
Режим работы
DC -
Охлаждение горелки
воздушное -
TIG поджиг
LIFT (контактный) -
Разъемы
DX35 (MMA) -
Класс товара
профессиональный - Особенности
-
Сварка алюминия
да -
Сварка ММА
да -
Водное охлаждение в комплекте
нет - Дополнительно
-
Серия
САИПА -
Родина бренда
Россия
Видео
Характеристики
Основные параметры
-
Max мощность, Вт
4840 -
Рабочее напряжение, В
140 — 270 -
Напряжение холостого хода, В
75 -
Допустимое отклонение напряжения, %
10 -
Диапазон регулирования сварочного тока, А
10 — 200 -
Максимальный потребляемый ток, А
22 -
Min диаметр проволоки
0.6 -
Рабочий диапазон температуры окружающей среды, °C
от -10 до +40 -
Разъем горелки
EURO -
Тип сварки
MIG/MAG, MMA, TIG -
Режим работы
DC -
Охлаждение горелки
воздушное -
TIG поджиг
LIFT (контактный) -
Разъемы
DX35 (MMA) -
Класс товара
профессиональный
Особенности
-
Сварка алюминия
да -
Сварка ММА
да -
Водное охлаждение в комплекте
нет
Дополнительно
-
Серия
САИПА -
Родина бренда
Россия -
Габариты, см
36,5 x 32 x 51,5 -
Вес нетто, кг
11,26 кг -
Модельный ряд
190 -
Страна производства
Китай
Параметры упакованного товара
-
Длина, мм
365 -
Ширина, мм
515 -
Высота, мм
515 -
Вес в упаковке, кг
13
Файлы
Инструкция для полуавтоматического сварочного аппарата инверторного типа РЕСАНТА САИПА-190МФ.pdf
698.64 КБ
Скачать
Декларация о соответствия
378.37 КБ
Скачать
Сертификат соответствия
517.54 КБ
Скачать
Отзывы
Самый полезный отзыв
Всего 33 отзыва
Об этом товаре еще не задавали вопросы — ваш может стать первым!
Сопутствующие товары
Разное Ресанта для САИПА синий
Товар снят с производства: Нет
Топ: Нет
Диаметр, мм: 4 (внешн.), 2 (внутр.)
Родина бренда: Россия
Разное Ресанта для САИПА красный
Товар снят с производства: Нет
Топ: Нет
Диаметр, мм: 4 (внешн.), 2 (внутр.)
Родина бренда: Россия
Сварочная проволока Ресанта СВ-08Г2С
Товар снят с производства: Нет
Топ: Нет
Диаметр, мм: 0,8
Материал: омедненная
Родина бренда: Россия
Вес нетто, кг: 5
Длина, мм: 200
Ширина, мм: 200
Высота, мм: 200
Вес в упаковке, кг: 5.0
Сварочная проволока Ресанта СВ-08Г2С-О
Товар снят с производства: Нет
Топ: Нет
Диаметр, мм: 1,2
Материал: омедненная
Родина бренда: Россия
Страна производства: Китай
Длина, мм: 300
Ширина, мм: 300
Высота, мм: 200
Вес в упаковке, кг: 15,2
-
Главная
| -
Строительная техника
| -
Сварочный аппарат инверторный п/а Ресанта САИПА-190МФ 3в1 (PRC, 220 В, 10-190 А, 0,6-0,8 мм, 11 кг)
| - Преимущества
- Главная |
- Каталог |
- Строительная техника |
- Сварочные аппараты |
- Сварочные аппараты полуавтоматы (MIG-MAG) |
- САИПА-190МФ
Распечатать
Многофункциональный сварочный полуавтомат Ресанта САИПА-190МФ предназначен для ручной электродуговой сварки постоянным током в среде защитного газа как проволокой (MIG/MAG) так и неплавящимся электродом (TIG), а также для ручной электродуговой сварки постоянным током покрытым электродом (MMA).
Источником питания для сварочного полуавтомата Ресанта САИПА-190МФ служит инвертор не основе IGBT транзисторов. Принцип работы инвертора заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка происходит плавящимся электродом в среде защитного газа. Инверторный сварочный полуавтомат Ресанта САИПА-190МФ имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки.
Особенности многофункционального сварочного аппарата Ресанта САИПА-190МФ:
- 3 в 1 — сварка электродом, проволокой и тигельная сварка
- Функция «ANTI STICK» — антизалипание
- Функция «HOT START» — горячий старт
- Функция «ARC FORCE» — форсаж дуги
- Плавная регулировка сварочного тока от 10 до 190 Ампер
- Защита от перегрева
- Возможность подключения к бензогенератору
- Использование широтно-импульсной модуляции обеспечивает плавное регулирование сварочного тока.
- Высокое качество сварных швов даже у непрофессионала
- Позволяет сваривать без использования газа, при обязательном применении специальной проволоки
- Малые габариты и вес отличительная черта этого аппарат от обыкновенных сварочных трансформаторных полуавтоматов.
- Отсутствие перегрузки сети в момент розжига дуги позволяют использовать полуавтомат в слабых электросетях.
- Производители
- Ресанта
- Строительная техника Ресанта
- Сварочные аппараты Ресанта
- Сварочные аппараты полуавтоматы (MIG-MAG) Ресанта
- САИПА-190МФ
Сварочный аппарат Ресанта САИПА-190МФ
1/5
Технические характеристики Ресанта САИПА-190МФ
-
Срок гарантии
1 год
-
Производитель
-
Остаток поставщика
1
-
Кастомная сортировка
1020000043290
-
Вес (кг.)
14,4
-
Родина бренда
Россия
-
Страна сборки
Китай
-
Диаметр сварочной проволоки (мм)
0,8-1
-
Mинимальное напряжение (В)
198
В наличии на складе
Доставка:
расчёт…
Москва
Габариты и вес товара не заполнены. Обратитесь к менеджеру для расчета доставки.
стоимость ориентировочная и может незначительно измениться после уточнения адреса
Скачать документацию для:
Документация для Сварочный аппарат Ресанта САИПА-190МФ
Внешний вид, цветовая гамма, технические характеристики и комплектация могут быть изменены
производителем без уведомления, уточняйте сведения на момент покупки и оплаты. Вся информация на сайте о
товарах носит справочный характер и не является публичной офертой в соответствии с пунктом 2 статьи 437
ГК РФ.
Спасибо за заказ!
Ошибка!
В ближайшее время наш менеджер свяжется с вами.
Купить дешевле
Артикул:
Спасибо за заказ!
Ошибка!
В ближайшее время наш менеджер свяжется с вами.
Только в магазине Садовые механизмы
Собственные торговые площади более 500 м2
Ошибка в описании?
Выделите ее и нажмите
Отзывы о нашей работе
Мы стремимся быть максимально удобными для Вас, обеспечить достойный уровень сервиса, и высокую компетенцию
специалистов.
Любые Ваши комментарии, предложения и пожелания не останутся без внимания.
С Вашей помощью «Садовые механизмы» станут лучше. Читайте отзывы покупателей и оценивайте качество магазина на
Яндекс.Маркете.

Многофункциональный сварочный полуавтомат Ресанта САИПА-190МФ предназначен для ручной электродуговой сварки постоянным током в среде защитного газа как проволокой (MIG/MAG) так и неплавящимся электродом (TIG), а также для ручной электродуговой сварки постоянным током покрытым электродом (MMA).
- Description
- Custom tab
Description
Многофункциональный сварочный полуавтомат Ресанта САИПА-190МФ предназначен для ручной электродуговой сварки постоянным током в среде защитного газа как проволокой (MIG/MAG) так и неплавящимся электродом (TIG), а также для ручной электродуговой сварки постоянным током покрытым электродом (MMA).
Особенности
- Сварочный аппарат инверторный полуавтоматический (САИПА) предназначен для ручной электродуговой сварки постоянным током проволокой в среде защитного газа – углекислого, аргона или их смеси.
- Принцип работы САИ-ПА “Ресанта” основан на преобразовании переменного напряжения сети частотой 50 Гц в постоянное, а затем преобразовании постоянного напряжения в переменное высокой частоты с последующим его выпрямлением.
- Для регулирования сварочного тока используется широтноимпульсная модуляция.
- Возможность сварки порошковой проволокой
- Аппарат имеет защиту от перегрева – в случае срабатывания защиты (загорится лампочка на передней панели) следует убедиться в отсутствии замыкания рабочих кабелей и остановить работу, не отключая аппарат от сети, не менее чем на 5 минут.
Руководства и инструкции
- Паспорт (инструкция) Ресанта САИПА-190МФ.pdf
- Руководство по ручной дуговой сварке для начинающих от tiberis.ru
Комплект поставки
- Сварочный полуавтомат Ресанта САИПА-190МФ
- Горелка 15АК, 3м
- Кабель заземления с клеммой, 3м
- Сварочный кабель с электрододержателем, 3м
- Для заказа дополнительных принадлежностей см. раздел Коды заказа ниже
Технические характеристики
| Характеристика | Значение |
|---|---|
| Напряжение питающей сети, В | 220±10% |
| Максимальный потребляемый от сети, А | 22 |
| Напряжение дуги в режиме MIG/MMA/TIG, В |
23,5 / 27,6 / 17,6 |
| Диапазон регулирования сварочного тока в режиме MIG/MAG, А |
30-190 |
| Диапазон регулирования сварочного тока в режиме TIG, А |
10-190 |
| Диапазон регулирования сварочного тока в режиме MMA, А |
10-190 |
| Продолжительность нагружения, % |
70% – 190А |
| Рекомендуемый диаметр сварочной проволоки, мм |
0,6 – 0,8 |
| Рекомендуемый диаметр электрода, мм |
1,6 – 5 |
| Класс защиты |
IP 21 |
| Масса, кг | 13 |
Коды заказа
| Наименование | Артикул |
|---|---|
| Горелка TS 26V (M12×1) 4м | IOC9906 |
| Горелка TS 26V (M12×1) 8м | IOC9306 |
| Горелка TS 26VF (M12×1) 4м | IOC9506 |
| Кабельный наконечник ОКС 16-25 с быстросъемом (TS) | ISQ0040 |
Custom tab content.
Описание
Основные преимущества
- Сварочный аппарат САИПА-190МФ работает от обычной электросети с бытовыми параметрами и оснащен оборудованием, способным производить широтно-импульсную модуляцию сварочного тока, что позволяет осуществлять его плавную регулировку.
- Благодаря инверторной схеме, система получила небольшие габариты и вес, повышающие мобильность и удобство применения устройства, в том числе и в бытовых условиях.
- Аппарат обеспечивает достаточно высокое качество сварного шва даже у начинающих сварщиков.
- Устройство обладает способностью не допускать перегрузки питающей электросети в момент розжига дуги.
- Система оснащена автоматически срабатывающей защитой от перегрева главного трансформатора и принудительным его охлаждением во время работы.
- Сварочный аппарат данного типа прост в использовании, удобен, практичен и не нуждается в особо квалифицированном пользователе.
Общее описание
Агрегат САИПА-190МФ оснащен охлаждаемым трансформатором с инверторной системой преобразования тока, системой подачи специальной сварочной проволоки, барабаном с запасом этой проволоки, специальным пистолетом для подачи проволоки и защитного газа (углекислота или его смесь с аргоном) в зону сварки и предназначен для проведения ручных сварочных работ практически любой сложности в полуавтоматическом режиме. В качестве электрода для сварки здесь применяется гибкая проволока особого состава, а вместо защитного флюса, не допускающего контакт шва с кислородом и иными примесями воздуха, используется струя защитного газа. В отличие от сварочных устройств, использующих электроды, данная система лучше приспособлена для выполнения более тонких работ по сварке.
В бытовых (особенно в частных или загородных домах) или производственных условиях периодически возникает необходимость надежно скрепить те или иные металлические детали между собой. Особенно это актуально при выполнении разных ремонтных или строительных работ. После того, как общедоступными стали высокотехнологичные инверторные сварочные аппараты САИПА-190МФ, работы эти перестали относиться к разряду особо сложных, поскольку вес и размеры такого устройства несоизмеримо меньше прежних аналогов, а оснащение позволяет производить качественную сварку даже новичку в этом деле.
Особое внимание со стороны производителя было уделено вопросам безопасности и надежности устройства. Специальные датчики контролируют температуру основного рабочего органа (трансформатора) и, в случае приближения температуры его нагрева к критической, обеспечат автоматическое отключение питающей электроэнергии. Оператору нужно будет дать отдых системе в несколько минут, после чего аппарат восстановит работоспособность самостоятельно. Момент перегрева отобразится на панели управления в виде горящего светового аварийного индикатора.
Сварочная электрическая система САИПА-190МФ изготовлена с использованием самых современных материалов, технологий. Её органы управления компактно сосредоточены на передней панели и позволяют контролировать рабочий процесс и состояние агрегата, а так же плавно менять величину рабочего тока и напряжения.
Устройство и принцип действия
Сварочный инверторный полуавтоматический аппарат САИПА-190МФ является представителем наиболее практичных и удобных инструментов подобного рода, благодаря технологическим и конструкторским решениям, заложенным в него его создателями. Инверторная система преобразования бытового электрического тока в рабочий позволила значительно сократить размеры и вес устройства (всего 13 кг). Все составные элементы агрегата поместились в прямоугольный корпус из тонкого листового железа, покрытого диэлектрическим защитным составом. В боковой панели имеется дверца, обеспечивающая упрощенный доступ к системе подачи сварочной проволоки и катушке, на которую она намотана. Сверху закреплена прочная рукоятка, дающая возможность свободно переносить устройство в нужное место, а плоское дно корпуса способствует необходимой устойчивости аппарата на горизонтальной поверхности. Корпус имеет ряд прорезей для нормального оборота охлаждающего воздуха. На задней панели имеется специальный порт для подачи защитного газа.
Органы управления сварочным аппаратом САИПА-190МФ сосредоточены на передней пластиковой панели. Они функциональны, доступны и понятны. В первую очередь это тумблер включения электропитания и плавный поворотный регулятор для установки требуемого рабочего тока. Имеется, так же, регулировка напряжения дуги и два световых индикатора, показывающих работу сети и аварийный перегрев. Как видно, управление системой довольно простое и с ним вполне справится даже новичок.
Для подачи сварочной проволоки и защитного газа, на передней панели расположен рабочий удлинитель-проводник со специальным пистолетом. Пистолет снабжен клавишей, нажатие на которую вызывает поступление проволоки и газа через сопло в область сварки. Рядом расположено крепление для кабеля, обеспечивающего замкнутость электрической цепи.
В пространстве под корпусом разместился барабан с запасом проволоки и система её подачи. Барабан позволяет разместить довольно значительный запас сварочного материала непосредственно в самом аппарате. Рядом расположен электромагнитный клапан для дозировки подачи защитного газа.
Процесс сварки обеспечивается трансформатором и инверторной системой преобразования, которые создают рабочий ток требуемых параметров. Это основной рабочий компонент сварочного аппарата. Надежность и работоспособность трансформатора требуют его постоянного охлаждения. Для этого поверхность трансформатора выполнена из алюминия со специальным оребрением, чтобы усилить теплоотдачу. Принудительный прогон охлаждающего воздуха обеспечивается за счет вентилятора с электроприводом.
Инверторная технология преобразует сначала обычный сетевой переменный ток в постоянный ток высокого напряжения, с последующим преобразованием его обратно в переменный ток, но повышенной частоты. Для полуавтоматических систем производится дальнейшее превращение этого тока в постоянный, который и используется для обеспечения горящей сваривающей дуги.
Непосредственно процесс сваривания похож на классический. Электрическая дуга разогревает скрепляемые элементы и проволоку до температуры плавления, в результате чего и происходит сварка. Проволока, через сопло подающего пистолета, попадает на шов непрерывно в момент сварки. Одновременно, через это же сопло, на сварной шов поступает защитный газ, создающий изолирующую среду для ограничения лишнего окисления и повышенного шлакообразования. Встроенная автоматика производит корректировку рабочего тока в моменты розжига дуги для недопущения перегрузок электросети, а так же в момент самой сварки для предотвращения залипания проволоки. Все это существенно облегчает сварочные работы.
Подготовка к работе
Сварочный инверторный полуавтомат САИПА-190МФ не создает проблем при хранении и перевозке, а так же практически всегда готов к работе. Периодически только требуется пополнение запаса сварочной проволоки и замена отдельного баллона с инертным газом, который соединен с аппаратом через специальный порт. Катушка с проволокой устанавливается на свое место, а конец проволоки помещается в направляющие ролики. Далее можно включить аппарат в розетку, предварительно поставив регуляторы тока и напряжения в минимальные позиции. Включив тумблер сети, нажатием на клавишу пистолета нужно убедиться, что сварочная проволока исправно подается из сопла. Теперь можно открывать вентиль баллона с газом и устанавливать требуемые параметры сварки.
Проводить подготовительные работы следует в соответствии с технической инструкцией, которой укомплектован аппарат. Здесь имеются общие и целевые рекомендации по технике безопасности, а так же меры по пожарной безопасности, приемы работы и некоторые другие полезные рекомендации, позволяющие эксплуатировать сварочный аппарат в безопасном и щадящем режиме. Кроме этого, в сопроводительных документах обозначены условия, соблюдая которые пользователь может рассчитывать на гарантийное обслуживание сварочного аппарата САИПА-190МФ производителем или его официальным представителем на протяжении двух лет с момента продажи.