
Руководство по эксплуатации аккумуляторных батарей производства ООО «Елабужский аккумуляторный завод»
1. Назначение и описание АКБ
1.1 Батарея аккумуляторная свинцовая стартерная (далее АКБ), номинальным напряжением 12 В, залитая электролитом и заряженная, полностью готовая к эксплуатации, в соответствии с требованиями ГОСТ Р 53165-2020 и ТУ 27.20.21-002-55918466-2021, предназначена для пуска двигателей внутреннего сгорания и питания электрического оборудования автотракторной техники.
1.2 АКБ изготавливаются в двух вариантах исполнения: прямой и обратной полярности, в зависимости от расположения полюсных выводов и от ёмкости АКБ (см. рисунок 1). Полярность АКБ указывается в руководстве по эксплуатации автомобиля.

2. Указания по мерам безопасности
2.1 Внутри АКБ находится электролит (водный раствор серной кислоты), при обслуживании использовать средства индивидуальной защиты кожных покровов, органов дыхания и зрения.
2.2 При попадании его на кожу, поврежденное место промыть обильным количеством воды, после чего протереть тампоном, смоченным 5%-ным раствором пищевой соды. При попадании электролита в глаза, после обильной промывки водой немедленно обратиться к врачу.
2.3 Не допускать к АКБ детей.
2.4 Не наклонять и не переворачивать АКБ во избежание вытекания электролита.
2.5 Вымыть руки с мылом после работы с АКБ.
2.6 Не допускать эксплуатацию АКБ с засорением или препятствованием работы вентиляционных отверстий.
2.7 Не допускать замыкание металлическими предметами полюсных выводов АКБ.
2.8 Обратить внимание на знаки безопасности и символы переработки, нанесенные на этикетке АКБ (см. рисунок 2):
Рисунок 2.

3. Подготовка АКБ к эксплуатации
3.1 Проверить АКБ внешним осмотром на отсутствие повреждений, трещин, сколов, негерметичности на корпусе и полюсных выводах. Снять транспортировочную термоупаковку при её наличии.
3.2 Проверить напряжение на полюсных выводах. При напряжении менее 12,6 В АКБ необходимо зарядить. Заряд АКБ проводить при температуре электролита более 0°С. Перед началом зарядки необходимо выкрутить заливные пробки. По окончанию заряда, прежде чем завернуть пробки, необходимо выдержать батарею без пробок не менее 20 минут для выхода скопившихся газов. Во время заряда периодически проверяйте температуру электролита, следите что бы она не поднималась выше 45°С. Начинать заряд рекомендуется током не более 5% от номинальной емкости в течение двух часов, с последующим повышением тока зарядки до 10% от номинальной ёмкости (пример: для АКБ номинальной ёмкости 60 Ач, ток зарядки равен 6 А). Для эффективной и полной зарядки АКБ, изготовленных по технологии Са/Са, зарядное устройство должно обеспечивать зарядное напряжение 16,0 В. Критерием окончания заряда является достижение плотности 1,27 г/см3, при невозможности контроля плотности, окончанием заряда можно считать падение зарядного тока до 0.5-1А и его стабилизация в течение 2-х часов.
Внимание! При заряде выделяется взрывоопасный газ! Помещение, где ведется зарядка должно быть оборудовано приточно-вытяжной вентиляцией или проветриваться, в нем запрещается курить и пользоваться открытым пламенем!
Для проверки напряжения разомкнутой цепи АКБ после заряда необходимо выключить зарядное устройство, отсоединить наконечники проводов зарядного устройства от полюсных выводов АКБ, выдержать АКБ не менее 8 часов при комнатной температуре и затем провести замер.
3.3 Проверить уровень электролита (при наличии заливных отверстий). Уровень электролита замеряют через заливные отверстия аккумуляторов с помощью стеклянной трубки внутренним диаметром 3-5 мм. Столбик электролита в трубке указывает высоту его уровня над верхним краем пластин, который должен быть в пределах (15-35) мм. Уровень электролита устанавливается изготовителем в зависимости от типа батареи.
3.4 Проверить плотность электролита (при наличии заливных отверстий). Плотность электролита замеряют с помощью ареометра с одновременным замером температуры электролита. Электролит отбирают через заливные отверстия аккумуляторов.
3.5 Результат измерения плотности приводят к температуре 25°С. Для этого к показаниям ареометра надо прибавить или отнять поправку, указанную в таблице 1 (в соответствии со знаком указанного значения поправки). Плотность электролита должна быть в пределах (1,27-1,30) г/см3 при 25°С.
Если плотность электролита ниже 1,26 г/см3 при 25°С, АКБ необходимо зарядить согласно п. 3.2.
Таблица 1. Поправки к показаниям ареометра, при приведении плотности электролита к 25°С
| Температура электролита, 0С | Поправка г/см3 | Температура электролита, °С | Поправка г/см3 |
|---|---|---|---|
| от + 47 до + 50 | + 0,02 | от + 3 до — 10 | -0,02 |
| от + 33 до + 46 | + 0,01 | от — 11 до — 25 | -0,03 |
| от + 18 до + 32 | 0 | от — 26 до — 39 | -0,04 |
| от + 4 до + 17 | -0,01 | от — 40 до — 50 | -0,05 |
3.6 Если в батарее установлен индикатор заряженности и уровня электролита, следует руководствоваться надписями на этикетке с учетом следующих пояснений:
4. Введение в эксплуатацию и подключение АКБ
4.1 Перед установкой АКБ на автомобиль, обязательно снять транспортировочную термоупаковку при её наличии. Закрепить АКБ нужной полярности на автомобиле согласно его руководству по эксплуатации. Подключение и отключение АКБ производить при выключенных потребителях. Замок зажигания должен находиться в положении «Выкл.», «О» (или «Lock» на автомобилях иностранного производства).
4.2 Перед подключением очистить окисленные поверхности контактных зон полюсных выводов АКБ и токосъемных наконечников проводов. Наконечники проводов плотно зажать на полюсных выводах АКБ, затем тонким слоем нанести технический вазелин (ТУ 5531-006-54051488-02) для защиты от окисления и сохранения контакта. Первым подключить полюсный вывод «+», затем полюсный вывод «-». Отключение производить в обратном порядке. Будьте внимательны при подключении наконечников проводов к полюсным выводам! Подключение «+» провода к «-» клемме АКБ и наоборот приведет к выходу из строя электронного блока управления и другого дорогостоящего электрооборудования автомобиля!
5. Эксплуатация и уход за АКБ
5.1 Перед запуском двигателя все потребители должны быть отключены. При пуске двигателя не нагружайте АКБ дольше 5-10 сек за одну попытку, перерыв между попытками должен быть не менее одной минуты. Если после трех попыток двигатель не запускается, следует проверить работоспособность системы топливоподачи и зажигания. Разряженная при неудачном пуске двигателя аккумуляторная батарея должна быть как можно скорее заряжена в стационарных условиях (согласно указаниям раздела 3). Хранение глубоко разряженных АКБ более 2-3 дней недопустимо, так как это приводит к значительному снижению эффективности её работы и срока службы.
5.2 Следите за исправностью электропроводки автомобиля. Утечки в цепях при неисправной электропроводке, а также включенные потребители (сигнализация, часы и др.) при неработающем двигателе приводят к разряду АКБ. Замер тока утечки следует производить на станции техобслуживания. При длительной стоянке (срок определен заводом-изготовителем в руководстве по эксплуатации автомобиля или более 10 суток включительно) автомобиля отсоединить отрицательную клемму от полюсного вывода АКБ, если это не запрещено заводом-изготовителем автомобиля.
5.3 Эксплуатация разряженной АКБ при отрицательной температуре приводит к замерзанию электролита и разрушению АКБ.
5.4 Периодически проверяйте систему заряда АКБ на автомобиле. Не рекомендуется эксплуатировать АКБ (особенно длительный период) при напряжении заряда на автомобиле менее 13,8 В и выше 14,4 В. Недозаряд и перезаряд АКБ ускоряют износ и выход ее из строя еще в период гарантийного срока.
5.5 Следите за натяжением ремня привода генератора. При недостаточном натяжении ремня во время работы двигателя происходит недозаряд АКБ и сокращение срока ее службы.
5.6 При городской зимней езде со сниженными оборотами двигателя (малый ток отдачи генератора) и включенными потребителями (осветительные приборы, отопитель, стеклоочистители, обогрев заднего стекла и сидений, аудиосистема и т.д.) рекомендуется регулярно подзаряжать АКБ от стационарных зарядных устройств (по п.3) для обеспечения ее работоспособности и установленного заводом-изготовителем срока службы.
5.7 При эксплуатации автомобиля проводить проверку плотности электролита и напряжения на полюсных выводах следующим образом: для АКБ номинальной емкостью 110 Ач и менее — не реже одного раза в три месяца, для АКБ номинальной емкостью более 110 Ач — не реже одного раза в месяц.
Измерение плотности проводить согласно п.3.4. При плотности электролита ниже 1,24 г/см3 при 25°С, АКБ необходимо зарядить согласно раздела 3. Для проверки напряжения на полюсных выводах АКБ необходимо выключить двигатель, отсоединить наконечники проводов бортовой сети автомобиля от полюсных выводов АКБ, выдержать АКБ не менее 8 часов при комнатной температуре и затем провести замер. При напряжении менее 12,5 В АКБ следует зарядить согласно раздела 3.
5.8 При эксплуатации автомобиля проводить проверку уровня электролита и напряжения на полюсных выводах следующим образом: для АКБ номинальной емкостью 110 Ач и менее — не реже одного раза в год, для АКБ номинальной емкостью более 110 Ач — не реже одного раза в шесть месяцев согласно разделу 3.
Минимально допустимый уровень электролита в эксплуатации — 10 мм. При снижении уровня электролита менее 10 мм, необходимо произвести доливку дистиллированной водой до уровня, указанного в разделе 3.
5.9 Содержите АКБ в чистоте и не реже одного раза в 2 месяца проводите его осмотр в зоне полюсных выводов, заливных отверстий, вентиляционных отверстий и корпуса в целом. При наличии следов запотевания или других загрязнений вокруг заливных и вентиляционных отверстий протереть ветошью смоченной в 10%-м растворе аммиака или кальцинированной соды. В случае обнаружения окисления в зоне поверхности контактных зон полюсных выводов АКБ и токосъемных наконечников проводов провести зачистку и смазку согласно п. 4.2. Проверить надежность крепление наконечников проводов на полюсных выводах АКБ и самого крепления АКБ в штатном месте автомобиля, при необходимости провести подтяжку крепления.
5.10 При хранении батареи отдельно от автомобиля или со снятыми клеммами не реже 2 раз в месяц проверяйте степень заряженности и при необходимости подзаряжайте её (см. раздел 3).
6. Гарантия. Рекламационные обращения.
6.1 В случае неисправности АКБ в течение гарантийного срока (гарантийный срок считается с даты изготовления), батарея предъявляется организации совершившей реализацию АКБ, с приложением заполненного гарантийного талона.
Продавец проводит проверку АКБ, и в случае подтверждения обоснованности претензии, направляет рекламацию на завод-изготовитель.
6.2 Претензии не удовлетворяются в следующих случаях:
- отсутствует гарантийный талон;
- потребителем удалены комплектующие элементы, применяемые для данного типа батарей;
- гарантийный талон не заполнен и отсутствует печать торгующей организации;
- гарантийный талон с исправлениями;
- изменена дата изготовления на АКБ;
- имеются механические или иные повреждения корпуса АКБ (повлиявшие на выход из строя);
- имеются механические или иные повреждения полюсных выводов АКБ (повлиявшие на выход из строя);
- уровень электролита над верхним краем пластин ниже 10 мм во всех банках АКБ одновременно;
- уровень электролита выше нормы;
- при переполюсовке батареи;
- плотность электролита ниже 1,2 г/см3 в трёх и более банках АКБ одновременно;
- замерзание электролита во всех банках АКБ одновременно;
- электролит имеет темный, непрозрачный или окрашенный цвет;
- засорение вентиляционных отверстий;
- взрыв АКБ, ввиду нарушения условий эксплуатации;
- при предоставлении АКБ, разряженной ниже 6 В.
6.3 Гарантийные обязательства (гарантийное обслуживание) прекращаются в случае:
- эксплуатации АКБ на автомобилях с неисправным электрооборудованием или несоответствия технических параметров автомобиля к устанавливаемой АКБ;
- нарушены требования руководства по эксплуатации.
6.4 Предприятие-изготовитель не отвечает за недостатки батареи, если при проверке причин недостатков докажет, что они возникли после передачи батареи потребителю вследствие нарушения потребителем руководства по эксплуатации, хранения, транспортировки, действия третьих лиц или непреодолимой силы.
7. Утилизация.
Батарея, отработавшая установленный срок с учетом ее фактического состояния, подлежит утилизации на специализированном предприятии, о чем свидетельствует соответствующий символ на этикетке.
ВСЕ ВОПРОСЫ И ПРЕДЛОЖЕНИЯ НАПРАВЛЯЙТЕ ПО АДРЕСУ:
423601 Республика Татарстан, р-н Елабужский, ул Ш-2 (ОЭЗ Алабуга Тер.), стр 17В/1
Тел: +7 (85557) 5‒22‒12
Получить информацию и проконсультироваться по вопросам эксплуатации и гарантийного обслуживания батарей можно по:
E-mail: garant@akb-elabuga.ru
Сайт: www.akb-elabuga.ru
Министерство
транспорта Российской Федерации
Департамент автомобильного транспорта
Утверждаю
Первый заместитель
директора
Департамента
автомобильного транспорта
Минтранса РФ
Г.П. Николаев
02 декабря 1994 г.
Руководящий документ
Руководство по техническому
обслуживанию
и текущему ремонту стартерных аккумуляторных батарей
ИР
3012165-0302-94
Срок
действия: с 01.01.1995 г. до 01.01.2005 г.
Взамен РТМ-200-РСФСР-15-0005-84
Начальник
Центравтотех
Коноплин В.В.
01.09.94 г.
Москва
Разработано:
Научно-техническим
отделом Департамента автомобильного транспорта РФ
Начальник
отдела Э.М.
Клейман
Отделом
сертификации и развития сервисных услуг Департамента автомобильного транспорта
РФ
Начальник
отдела В.В.
Цейтлин
Центральным
проектно-технологическим бюро по внедрению новой техники и
научно-исследовательских работ на автомобильном транспорте («Центравтотех»)
Начальник В.В.
Коноплин
Зав.
отделом В.А. Якушев
1. ВВЕДЕНИЕ
В
современных автомобилях применяется свыше 80 единиц электрических приборов, от исправности
которых зависит работоспособность автомобиля.
В
зависимости от функционального назначения системы электрооборудования подразделяется на ряд систем и групп: зажигания, электропуска,
энергоснабжения, освещения и световой сигнализации,
контрольно-измерительных приборов, коммутации и дополнительного оборудования.
Увеличение
количества и мощности потребителей системы электрооборудования предъявляет повышенные требования к источникам электрической
энергии на автомобиле, в частности, к
аккумуляторной батарее. Рост единичной мощности автомобильных двигателей
требует роста мощности стартерного разряда аккумуляторной батареи. Кроме того,
аккумуляторная батарея должна обеспечивать снабжение потребителей при
неработающем двигателе или при его работе на малой частоте вращения, когда
напряжение генераторной установки меньше напряжения батареи, а также для
совместного с генератором питания потребителей, когда их мощность превышает
мощность генераторной установки.
Исправность
системы электрооборудования в значительной степени влияет на надёжность и эффективность работы автомобиля. Поэтому очень важным
является поддержание в исправном состоянии системы электрооборудования, её
отдельных приборов, особенно, аккумуляторных батарей, исправность которых
зависит от характера эксплуатации и качества их технического обслуживания и
ремонта.
Техническое
обслуживание аккумуляторных батарей является профилактическим мероприятием,
проводимым принудительно в плановом порядке через определённый пробег
подвижного состава, в объёме принятого перечня операций.
Текущий
ремонт аккумуляторных батарей проводится по потребности и выполняется в
аккумуляторных отделениях (цехах, участках) предприятий автомобильного
транспорта. Объем работ по текущему ремонту батарей зависит от конкретных неисправностей
батареи и определяется в каждом случае конкретно.
Качественное
и своевременное техническое обслуживание аккумуляторных батарей на протяжении
их срока службы обеспечивает их безотказную работу между обслуживаньями и
способствует снижению потребности в их ремонте.
2. ОБЩИЕ УКАЗАНИЯ
На
автомобилях применяют стартерные свинцово-кислотные
аккумуляторные батареи, отвечающие требованиям ГОСТ
959.0-84 Е, ГОСТ 959.23-79, ТУ 16-563.047-86, ТУ 16-729.169-79, ТУ 16-563.049-86, ТУ
16-563.009-84, ТУ 16-563.038-86, ТУ 16-729.118-81,
ТУ 16-563.016-86, ТУ 16-563.039-86, ТУ 16-563.040-86, ТУ 16-563.041-86, ТУ
16-563.042-86, ТУ 16-563.043-86, ТУ
16-563.045-86, ТУ 16-563.048-86, ТУ 16-529.951-78, ТУ 16-729.384-83, ТУ 16-563.032-86, ТУ 16-89.ИЛАЕ.563.412, ТУ
16-88.ИЛАЕ.563.412.014, ТУ 16-88.ИЛАЕ.563.413.007.
2.1. Техническое
обслуживание аккумуляторных батарей
Техническое
обслуживание аккумуляторных батарей выполняет персонал аккумуляторного
отделения или слесарь по ремонту автомобилей (автоэлектрик) в зонах
технического обслуживания автомобилей.
Периодичность
и объем работ (перечень операций) по обслуживанию батарей устанавливается в
соответствии с Положением о техническом обслуживании и ремонте подвижного состава автомобильного
транспорта и Инструкцией по эксплуатации аккумуляторных батарей ЖУ-ИК.563410.001 ИЭ.
2.2. Ремонт
аккумуляторных батарей
В
зависимости от характера и объема работ ремонт аккумуляторных батарей
подразделяют на текущий и капитальный.
Текущий
ремонт аккумуляторных батарей заключается в замене заливочной мастики, проверке
и замене межэлементных соединений, наварке полюсных выводов, замене крышек,
моноблока сепараторов.
Текущий
ремонт выполняется в аккумуляторных отделениях (цехах, участках) автотранспортных
предприятий.
Капитальный
ремонт определяется необходимостью замены полублоков пластин, моноблока и
сепараторов.
Капитальный
ремонт выполняется в специализированных ремонтных подразделениях (мастерских).
Ремонт
аккумуляторных батарей, связанный с заменой пластин, допускается выполнять в
автотранспортных предприятиях с хорошей оснащенностью аккумуляторного отделения
технологическим оборудованием и наличием высококвалифицированного персонала.
2.3. Показатели,
используемые при проведении сертификации услуг по техническому обслуживанию и
ремонту аккумуляторных батарей.
При
проведении сертификации услуг по техническому обслуживанию и текущему ремонту
автомобильных стартерных аккумуляторных батарей используют следующие
показатели:
1. Комплектность батареи
2. Габаритные размеры батареи
3. Соединения аккумуляторов в
батареи
4. Расположение выводов «+» и «-», их маркировка и размер
5. Состояние наружной
поверхности батареи
6. Состояние батареи
(заряжена, не заряжена)
7. Наличие предохранительного
щитка над сепараторами
8. Герметичность батареи в
местах выводов
9. Герметизация батареи
10. Обозначение батареи
11. Уровень электролита
12. Ёмкость батареи
13. Характеристики
стартерного режима разряда
14. Плотность
электролита
15. Напряжение батареи
16. Выполнение режима
заряда
Для
оценки показателей качества услуг по техническому обслуживанию и текущему
ремонту стартерных автомобильных аккумуляторных батарей используется
нормативно-техническая документация, приведённая в таблице 2.1.
Нормативное
обеспечение, используемое при сертификации услуг
По
техническому обслуживанию и ремонту стартерных аккумуляторных батарей
|
Наименование |
Код |
Показатели, |
Обозначение |
|
1 |
2 |
3 |
4 |
|
Техническое обслуживание и ремонт стартерных кислотных |
17607 |
1. Комплектность |
Батарея должна быть комплектна по ГОСТ 18505-73 |
|
— |
— |
2. Габаритные |
Батареи по габаритным размерам, соединению аккумуляторов между |
|
— |
— |
3. Соединение |
— |
|
— |
— |
4. Расположение |
— |
|
— |
— |
5. Обозначение |
Выводы батареи должны быть обозначены в зависимости от |
|
— |
— |
6. Состояние |
Руководство по техническому обслуживанию и текущему ремонту |
|
— |
— |
7. Наличие |
Каждый аккумулятор батареи должен иметь предохранительный щиток |
|
— |
— |
8. Состояние батареи |
Батарея должна быть залита электролитом и полностью заряжена |
|
— |
— |
8.1. Герметизация |
Заливочные и вентиляционные отверстия батарей, выпускаемых в |
|
— |
— |
9. Уровень |
Уровень электролита в аккумуляторах батареи должна быть на 10 — |
|
— |
— |
10. Герметизация |
Батареи должны быть герметизированы в выводах и зазорах между |
|
— |
— |
11. Обозначение |
На каждой батарее должны быть нанесены: товарный знак ремонтного |
|
— |
— |
12. Ёмкость |
Ёмкость батареи, определяемая при 20 часовом режиме |
|
— |
— |
13. Характеристики |
При начальной температуре электролита 25 ± 2 — Разрядный ток… 3 С20, (А) — Минимальная продолжительность разряда… 3 (мин). — Начальное напряжение на выводах (через 5 — 7 (с) после начала — Для 6 вольтовой батареи 5,1 (В) — Для 12 вольтовой батареи 10,2 (В) — Конечное напряжение на выводах: — Для 6 вольтовой батареи 4,5 (В) — Для 12 вольтовой батареи 9,0 (В) (Испытание по п. |
|
— |
— |
14. Плотность |
ГОСТ 25475-81; РТМ-200-РФ…; |
|
— |
— |
15. Напряжение |
То же |
|
— |
— |
16. Выполнение режима |
То же. Проверяется по записям в журнале регистрации режима |
В
приложении 1 приведена методика
проведения сертификационных испытаний ремонта, зарядки и приёмки непригодных к
эксплуатации аккумуляторных батарей.
Методика
включает следующие разделы:
—
Общие положения
—
Цели и задачи
—
Область применения
—
Нормативное обеспечение
—
Организация проведения проверок
—
Методы проведения проверок (испытаний)
—
Оформление результатов проверок
3. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К СТАРТЕРНЫМ АККУМУЛЯТОРНЫМ
БАТАРЕЯМ
Стартерные
аккумуляторные батареи должны удовлетворять следующие основные требования:
—
обладать малым внутренним сопротивлением для обеспечения минимальных потерь
напряжения внутри батареи и, следовательно, высокого разрядного напряжения,
особенно при стартерном режиме разряда, когда разрядный ток в 3 — 5 раз
превышает номинальную ёмкость батареи;
—
иметь высокие удельные электрические характеристики (достаточно высокую емкость
при минимально возможных размерах и массе батареи);
—
сохранять достаточно высокие характеристики при низких температурах окружающего
воздуха;
—
обладать по возможности минимальным объёмом технического обслуживания, не
требующего от персонала специальной подготовки, а также использования сложного
и дорогостоящего оборудования;
—
иметь высокую механическую прочность, соответствующую условиям эксплуатации
машин, на которых батареи установлены;
— иметь
достаточно длительный срок службы, по возможности близкий или кратный срокам
службы или межремонтного периода машин;
—
обладать незначительным саморазрядом;
—
иметь невысокую стоимость.
Комплексу
вышеперечисленных требований в наибольшей степени удовлетворяют аккумуляторные
батареи свинцово-кислотной системы. Свинцовые стартерные аккумуляторные
батареи выпускаются согласно ГОСТ 959.0-84Е и техническим условиям на каждый
конкретный вид батареи (таблица 6.1)
4. ПРИНЦИП ДЕЙСТВИЯ СВИНЦОВОГО АККУМУЛЯТОРА
На
автомобилях применяют стартерные свинцовые аккумуляторные батареи. Свинцовый
аккумулятор относится к химическим элементам (источникам) тока.
В
свинцовом аккумуляторе процессы протекают обратимо. Процесс, при котором
происходит преобразование химической энергии в электрическую, называется
разрядом, обратный процесс — зарядом. Активными веществами заряженного
аккумулятора являются: двуокись свинца РВО2
тёмно-коричневого цвета (на положительном электроде) губчатый свинец РВ
тёмно-серого цвета (на отрицательном электроде) и водный раствор серной кислоты
(Н2SO4 + Н2О) — электролит, в котором помещаются электроды. В процессе
разряда (рис. 4.1а) активная масса
отрицательного и положительного электродов преобразуется в сульфат свинца PBSO. При этом тёмно-серый цвет
отрицательного меняется на светло-серый, а тёмно-коричневый положительного — на
светло-коричневый. Так, как в процессе разряда на протекание реакции
расходуется серная кислота и образуется вода, плотность электролита постепенно
уменьшается. В процессе заряда (рис. 4.1б) ток по цепи протекает в противоположном направлении. При
этом происходит восстановление материалов электродов. Процесс сопровождается
увеличением количества серной кислоты в электролите — плотность электролита
повышается. После полного восстановления активных веществ положительных и
отрицательных электродов плотность электролита стабилизируется. Это служит
признаком конца зарядки аккумулятора. В конце заряда начинается процесс
разложения воды на кислород и водород, который сопровождается появлением на
поверхности электролита пузырьков газа. Этот процесс называется «кипением»
электролита. Химические изменения, происходящие при разряде-заряде в свинцовом
аккумуляторе, описываются уравнением:
РВО2 +
РВ + 2Н2SO4 Û 2PBSO4 + 2Н2О,
Где
при чтении слева направо — процесс разряда, а справа налево — заряд.
Рис. 4.1 Процессы, происходящие в
свинцовом аккумуляторе:
А) разряд, б) заряд, Jp — разрядный ток, Jз — зарядный ток
5. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СВИНЦОВЫХ СТАРТЕРНЫХ
АККУМУЛЯТОРНЫХ БАТАРЕЙ
Свинцовые
стартерные аккумуляторные батареи в зависимости от типа имеют
свои конструктивные особенности, однако, в их устройстве много общего. В
соответствии с определением аккумулятора, как гальванического элемента,
предназначенного для многократного использования, все аккумуляторы состоят из
разноименных электродов и электролита, помещённых в один сосуд. Однако, в
зависимости от применяемых материалов для корпусных деталей, конструктивных и
технологических, а также эксплуатационных особенностей различают традиционные
аккумуляторные батареи и батареи, не требующие обслуживания в условиях
эксплуатации (необслуживаемые).*
*) Термин
«необслуживаемые» батареи носит условный характер, так как эти батареи все
же обслуживаются, но в меньшем объёме, чем традиционные.
В
свою очередь, традиционные батареи собираются в корпусах из эбонита с
отдельными крышками и герметизирующей мастикой или в пластмассовых моноблоках с
общей крышкой.
5.1.
Батареи с отдельными крышками
Батареи
выпускаются в едином моноблоке (рис. 5.1)
из эбонита или пластмассы. Моноблок 2 разделен перегородками на отсеки. На дне
каждого отсека имеются опоры в виде призм 12 для опоры
электродов и сепараторов. Призмы создают пространство для накопления шлама,
который образуется в результате осыпания активной массы электродов, что
предохраняет разноименные электроды от замыкания шламов и разряда батареи.
В
отсеке моноблока размещены отрицательные 1 и положительные 3 электроды.
Электроды разделены сепараторами 2 и собраны в блок электродов 13. Электроды
одной полярности сварены между собой с определенным зазором свинцовым мостиком
6, к которому приварен борн 4.
Для
уменьшения корабления крайней положительной пластины ввиду значительного
изменения объема ее активной массы при разряде аккумулятора у большинства
батарей положительных пластин в блоке устанавливается на одну меньше, чем
отрицательных. Благодаря этому обе стороны положительной пластины подвергаются
одинаковому изменению массы, и она меньше коробится. Над блоком электродов
установлен эбонитовый или пластмассовый щиток 5 для предохранения верхних
кромок сепараторов от механических повреждений при измерении плотности или при
проверке уровня электролита. Щиток выполнен из хлорвинила или другого
кислотостойкого материала. Каждый аккумулятор закрывается отдельной крышкой 7
из эбонита.
Крышка
имеет отверстие для заливки электролита, закрытое резьбовой пробкой 9.
Аккумуляторы соединены между собой последовательно перемычками 8 следующим
образом: выводной борн отрицательных электродов первого аккумулятора соединяется
с борном положительных электродов второго аккумулятора. На борны положительных
электродов первого аккумулятора и отрицательных последнего аккумулятора
наварены конусные полюсные выводы 10, служащие для присоединения аккумуляторной
батареи к внешней цепи. Места сопряжения крышек 7 с моноблоком уплотнены
резиновыми прокладками или асбестовым шнуром и герметизированы заливочной
битумной мастикой. Уплотнения предохраняют от попадания мастики внутрь
аккумулятора. Большинство моноблоков имеют специальные посадочные места для
крышек. В этом случае уплотнения не нужны. Аккумуляторные батареи, имеющие
большую массу, снабжены ручками для переноски. Размеры полюсных выводов (рис. 5.2) стандартизированы. Для надежного
крепления наконечников стартерных проводов
выводы выполнены конусными. В зависимости от полярности выводы обозначены
знаками «+» или «-». Плюсовой вывод имеет
больший диаметр. У некоторых аккумуляторных батарей конструкция полюсных
выводов предусматривает крепление болтовым соединением.
Электрод
стартерной аккумуляторной батареи состоит (рис. 5.3) из решётки, ячейки которой заполнены пористой
активной массой. Решетка состоит из рамки 1, вертикальных и горизонтальных
жилок, токопроводящего ушка 2, за которое электроды приварены к мостику и двух
ножек 3, которыми электрод опирается на призмы моноблока.
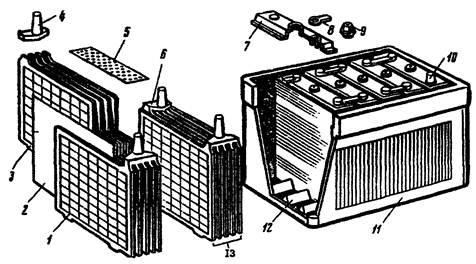
Рис. 5.1. Стартерная аккумуляторная
батарея:
1 — отрицательный
электрод; 2 — сепаратор; 3 — положительный электрод; 4 — борн; 5 — щиток; 6 —
мостик свинцовый; 7 — крышка аккумулятора; 8 — перемычка; 9 — пробка; 10 —
полюсный вывод; 11 — моноблок; 12 — призма; 13 — блок электродов
Сепараторы
представляют собой тонкие листы пористого кислотостойкого материала (рис. 5.4), предназначенные для
предотвращения замыкания разноименных электродов. Материалом сепаратора служит
мипор, мипласт, поровинил, порвинг,
винипор. Обычно сепараторы имеют с одной стороны гладкую поверхность, с другой
— ребристую, которая обращена к положительному электроду, что обеспечивает
лучшее поступление к нему электролита.
На
рисунке 5.5 показана конструкция
наиболее широко применяемых крышек аккумулятора.
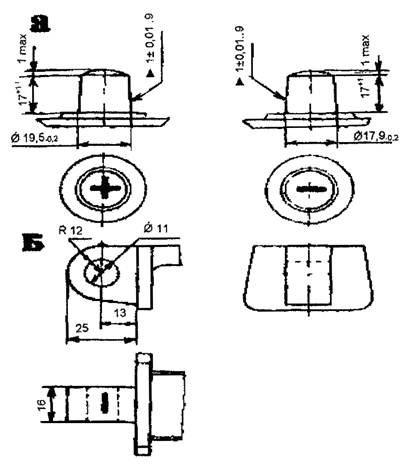
Рис. 5.2. Полюсные выводы стартерных
аккумуляторных батарей:
а) конусные выводы;
б) выводы с отверстиями под болт
Рис. 5.3. Электрод стартерной аккумуляторной
батареи:
1 —
рамка; 2 — ушко токопроводящее; 3 — ножка
Рис. 5.4.
Сепаратор.
Два
отверстия 1 служат для вывода борнов блока электродов, третье — резьбовое
отверстие 2 — для заливки электролита. В отверстия 1 крышки запрессованы свинцовые
втулки 3. При сварке борна с крышкой или полюсными выводами одновременно
сваривается верхняя часть втулок для обеспечения герметизации крышки в месте
выхода борна. Пробки (рис. 5.6)
изготовляют из эбонита или пластмассы. Пробки имеют вентиляционные отверстия 1,
обеспечивающие выход газов. Для предотвращения выплескивания электролита во
время движения автомобиля, между пробками и отверстиями устанавливают резиновые
шайбы 2, а сами пробки снабжают отражателями 3. Некоторые пластмассовые пробки
имеют конусные бортики 4, плотно прилегающие к горловинам отверстий. В этом
случае резиновая шайба не ставится.
При
хранении аккумуляторных батарей, не залитых электролитом, в каждое отверстие
устанавливают уплотнительный диск или вентиляционное отверстие заклеивают
липкой лентой для исключения доступа воздуха в аккумуляторы и предотвращения
окисления электродов. В большинстве пластмассовых пробок вентиляционные
отверстия заканчиваются глухим приливом 5, который перед началом эксплуатации
необходимо срезать.
Для
уменьшения электрического сопротивления межэлементных перемычек в некоторых конструкциях
батарей борны имеют залитые в свинцовый корпус медные стержни, а межэлементные
перемычки — медные планки. Последние конструкции аккумуляторных батарей имеют
общую крышку. В этом случае соединение аккумуляторов осуществляется
укороченными межэлементными соединениями через перегородки между
аккумуляторами, что значительно уменьшает их сопротивление и сокращает расход
свинца. Общая крышка соединяется с моноблоком при помощи состава на основе
оксидных смол. Ремонт батарей с общей крышкой, неразъёмно-соединённых с
моноблоком, практически невозможен. В них невозможно также проверять каждый
аккумулятор нагрузочной вилкой. Наружная поверхность крышки таких
аккумуляторных батарей меньше загрязняется, что снижает саморазряд батареи.
На
автомобилях КамАЗ применяют батареи 6СТ-190ТР без электроподогрева и
6СТ-190ТР-Н с электроподогревом (рис. 5.7),
обеспечивающим нормальную работоспособность батареи в зимнее время при
температуре воздуха до минус 40 °С.
Рис. 5.5. Крышка аккумулятора:
1 — отверстие для вывода борна; 2 — отверстие для залива
электролита; 3 — втулка свинцовая
Рис. 5.6. Устройство аккумуляторных
пробок:
1 — отверстие; 2 — шайба; 3 — отражатель; 4 — конусный бортик; 5 —
прилив глухой
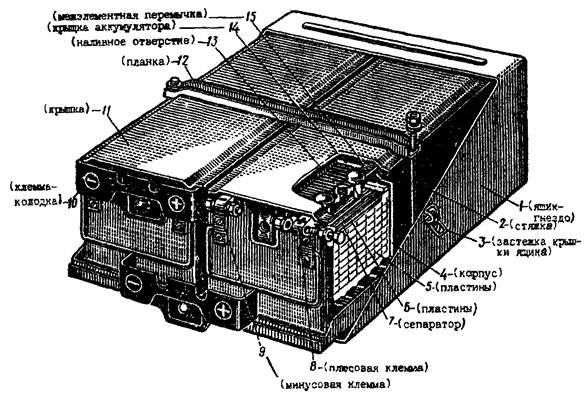
Рис.
5.7. Установка аккумуляторных
батарей на автомобиле КамАЗ.
В
специальные карманы, выполненные в стенке
каждого аккумулятора, устанавливается по одному нагревательному элементу, состоящему
из графитизированного вискозного шнура, помещенного в перфорированный футляр из
кислостойкого материала (фторопласта). Нагревательные элементы соединены
параллельно и подключены через термовыключатель к двум зажимам колодки,
закреплённой на наружной стенке бака. При необходимости подогрева электролита
подогреватель подключают к постороннему источнику электрической энергии
напряжением 24 (В) и мощностью 600 (Вт). Термоэлемент автоматически включает
нагревательные элементы при температуре электролита ниже 10 °С и отключает их
из цепи при 15 °С. Электронагреватель используют только в зимнее время при
хранении автомобилей на открытых площадках. Для уменьшения сопротивления
аккумуляторных батарей 6СТ-190 ТР-Н и 6СТ-190 ТР в межаккумуляторные перемычки и выводы полу блоков
пластин при их изготовлении заливают медные пластины. На межэлементном
соединении между третьим и четвёртым аккумулятором имеется маркировка, где
указаны: тип батареи, номер технических условий, которым она соответствует, год
и месяц выпуска, и товарный знак завода-изготовителя.
Для
удобства заливки и контроля уровня электролита в эксплуатации отверстия в
крышке аккумулятора выполнено с глубокой горловиной (трубусом).
Полюсные
выводы батареи выполнены под болтовое соединение с резьбой М10 и крепятся к
моноблоку двумя винтами, с целью исключения случайных замыканий полюсные выводы
закрыты клеммной крышкой. Сверху батарея защищена крышкой, снижающей
загрязнение поверхности. Марка нагревательного элемента — НГТФ-100-1. Количество элементов —
6. Термовыключатель установлен в одном из аккумуляторов батареи. Пластины имеют
размеры 135,5×143 (мм). Толщина
отрицательных пластин 1,9 (мм), положительных
— 2,3 (мм). Число отрицательных пластин в блоке 15, а положительных — 14. Сепараторы батарей 6СТ-190 ТР изготовлены из мипора, а 6СТ-190 ТМ — мипласта. Моноблок выполнен из
термопластовой полиэтиленовой композиции.
5.2. Батареи в
пластмассовых моноблоках с общей крышкой
Устройство
необслуживаемой аккумуляторной батареи в полипропиленовом
моноблоке с общей крышкой приведено на рис. 5.8. Такая батарея имеет следующие преимущества:
сокращение массы корпусных деталей при обеспечении высокой механической
прочности при отрицательных температурах. Толщина стенок у полипропиленового
моноблока составляет 1,5 — 3,5 (мм) — (у эбонитового 9 — 10 (мм)), а масса
снизилась более, чем в 5 раз (у эбонитовых 6 — 12 (кг)) и составляет всего 4 —
5 % от суммарной массы аккумуляторной батареи с электролитом. Эластичность полипропилена
позволяет по-новому соединять аккумуляторы в батарею — через отверстия в
перегородках моноблока (рис. 5.9).
Для батарей, например, 6СТ-190А, работающих при повышенных механических
нагрузках (удары и вибрация) созданы конструкция и способ соединения (рис. 5.10), обеспечивающие повышенную
устойчивость к таким воздействиям. Использование новых конструкций
межэлементных соединений аккумуляторов позволяет снизить потери на
соединительных деталях и на 0,1 — 0,3 (В) повысить напряжение при стартерном разряде батареи, уменьшить расход свинца на батареях
ёмкостью до 100 (Ач) на 0,5 — 0,9 (кг), а на батареях ёмкостью свыше 100 (Ач) —
на 1,5 — 3,0 (кг). Герметизация батареи
осуществляется методом контактно-тепловой сварки моноблока и общей крышки (рис.
5.11), которая обеспечивает
герметичность как по периметру батареи, так и между отдельными аккумуляторами
при температуре от -50 °С до +70 °С. Перечисленные усовершенствования имеют
батареи: 6СТ-50А, 3СТ-215А, 6СТ-190А. В
необслуживаемых аккумуляторных батареях содержание сурьмы сплавов токоотводов
снижено в 2 — 3 раза по сравнению с обычными батареями и составляет 2 — 3 %.
Это обеспечивает подзаряд аккумуляторной батареи практически без газовыделения.
Кроме того, скорость саморазряда уменьшается до 0,08 — 0,1 % в сутки, т.е. в 5
— 6 раз. По сравнению с традиционными батареями у необслуживаемых для
увеличения запаса электролита над электродами без увеличения высоты батареи
один из электродов помещён в сепаратор-конверт (рис. 5.12), образуемый
двумя сваренными с трёх сторон сепараторами, что практически исключает
замыкание разноименных электродов.
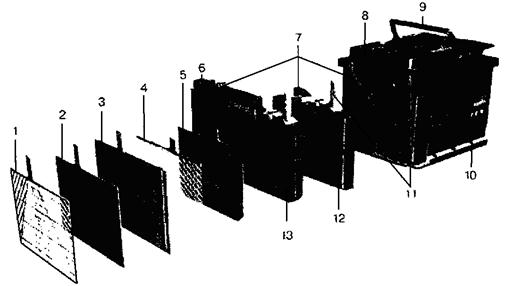
Рис. 5.8.
Устройство необслуживаемой аккумуляторной батареи в полипропиленовом моноблоке
с общей крышкой:
1 — положительный токоотвод; 2 — положительный электрод; 3 — положительный электрод
в конверте-сепараторе; 4 — отрицательный токоотвод; 5 — отрицательный электрод;
6 — блок положительных электродов; 7 — межэлементное соединение (борн); 8 — крышка батареи (общая); 9 — ручка; 10 — моноблок; 11
— выводной борн; 12 — блок электродов в сборе; 13 — блок отрицательных электродов
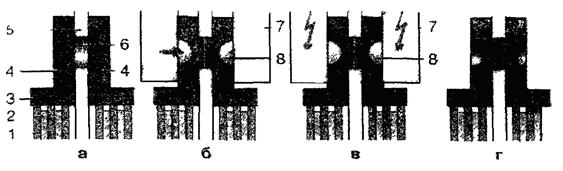
Рис. 5.9. Соединение в батарею
свинцовых аккумуляторов посредством точечной контактной электросварки:
а — соединение в
исходном состоянии (перед сваркой); б — выдавливание металла до создания
электрического контакта; в — точечная электросварка; г —
готовое соединение; 1 — электрод; 2 — сепаратор; 3 — мостик; 4 — борн; 5 —
перегородка моноблока; 6 — отверстие в перегородке; 7 — сварочные клещи машины;
8 — пуансоны сварочных клещей
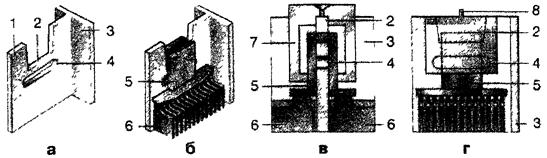
Рис. 5.10. Способ соединения
аккумуляторов в батарею посредством газовой сварки и герметизации пластмассой:
а — перегородка
моноблока с углублением и отверстием; б — установка в моноблок электродных
блоков перед сваркой; в — соединение после газовой сварки соседних борнов перед
впрыском пластмассы с установленной на соединение литейной формой; г — вид готового соединения после герметизации; 1 —
перегородка моноблока; 2 — углубление в перегородке для соединения соседних
борнов; 3 — стенка моноблока; 4 — отверстие в перегородке; 5 — борны; 6 —
электроды; 7 — литейная форма для пластмассы; 8 — остаток литника
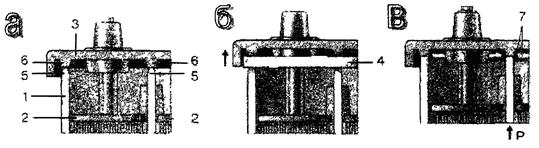
Рис. 5.11. Контактно-тепловая сварка
моноблока и общей крышки:
а — установка общей
крышки на батарею перед началом сварки; б — контактный разогрев свариваемых
поверхностей; в — вид готового сварного соединения; 1 — моноблок; 2 —
электродные блоки; 3 — общая крышка; 4 — нагретый электрод; 5 — разогреваемая
для сварки часть моноблока; 6 — разогреваемая для сварки часть общей крышки; 7 —
грат, образующийся при контактно-тепловой сварке
Электродный
блок установлен непосредственно на дно моноблока (рис. 5.13б). В результате электролит, который раньше
находился под электродом и не принимал участия в работе, теперь находится над
электродами и более, чем в два раза пополняет ту его часть, которая может быть
израсходована в период между доливками дистиллированной воды. В итоге, доливка
воды в батарею при исправном электрооборудовании будет необходима не чаще, чем
1 раз в 1,5 — 2 года или ещё реже.
Общий
вид некоторых стартерных батарей в пластмассовых (полипропиленовых) тонкостенных
моноблоках с общей крышкой, в том числе, необслуживаемой (б и д), показан на
рис. 5.14. На рис. 5.15 показана батарея 6СТ-190 ТМ, которая выпускается в
пластмассовом (полиэтилен, наполненный каолином) моноблоке с отдельными
аккумуляторными крышками, загерметизированными мастикой.
Рис. 5.12.
Установка электрода в сепаратор-конверт:
1 — электрод; 2 — сепаратор-конверт
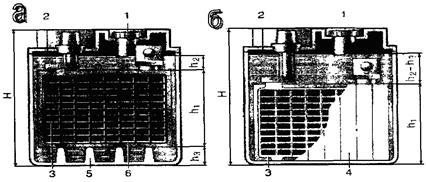
Рис. 5.13. Схематическое изображение
перераспределения электролита при использовании сепаратора-конверта:
а — традиционные
батареи; б — необслуживаемые батареи с конвертами; 1 — пробка; 2 — уровень
электролита в батарее; 3 — электрод; 4 — сепаратор-конверт; 5 — призмы
шламового пространства; 6 — сепаратор-карточка; Н — высота батареи; hi — высота электрода; hz — запас электролита
в батареях с листовым сепаратором; h3 — высота призм; h2 + h3 — запас электролита в батареях с сепаратором-конвертом
Рис. 5.14.
Общий вид аккумуляторных батарей:
а) 6СТ-50А; б)
6СТ-55А3; в) 6СТ-190А; г) 3СТ-215А; д) 6СТ-110А3

Рис. 5.15.
Общий вид аккумуляторной батареи 6СТ-190ТМ (а) и той же батареи в варианте с кожухом
полюсных выводов и предохранительной крышкой (б).
6. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
АККУМУЛЯТОРНЫХ БАТАРЕЙ
Основные
характеристики аккумуляторных батарей, предназначенных для автомобилей и других
машин, приведены в табл. 6.1, 6.2, 6.3, 6.4.
Основные параметры и размеры аккумуляторных батарей должны соответствовать
стандарту на конкретный тип и исполнение батарей.
Таблица
6.1
Характеристики
аккумуляторных батарей
|
Обозначение |
Габаритные |
Масса материи, кг |
Номер технических |
|||
|
(тип) |
Длина |
Ширина |
Высота |
Без электролита |
С электролитом |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Традиционные 6 |
||||||
|
3СТ-150ЭМ |
324 ± 2 |
175 ±1 |
236+4-2 |
21,1 |
27,2 |
ТУ 16-563.047-86 |
|
3СТ-155ЭМ |
324 ± 2 |
175 ± 1 |
236+4-2 |
22,7 |
26,6 |
ТУ 16-729.169.79 |
|
3СТ-215ЭМ |
426+2-3 |
194+1-6 |
240 ± 2 |
32,5 |
41,5 |
ТУ 16-563.049-86 |
|
3СТ-215А |
425 ± 1,5 |
174 ± 1 |
238 ± 2 |
24,8 |
33,9 |
ТУ 16-563.009-84 |
|
Традиционные 12 |
||||||
|
6СТ-50ЭМ |
258 ± 2 |
174 ± 1 |
234+4-3 |
15,9 |
20,8 |
ТУ 16-563.038-86 |
|
6СТ-50А |
230 ± 1 |
174 ± 1 |
222 ± 2 |
11,9 |
16,3 |
ТУ 16-563.018-86 |
|
6СТ-55ЭМ |
260 ± 2 |
172+2-1 |
223 ± 3 |
17,4 |
21,0 |
ТУ 16-563.039-86 |
|
6СТ-60ЭМ |
280 ± 3 |
180+2-0,5 |
237-2 |
19,2 |
24,7 |
ТУ 16-563.040-86 |
|
6СТ-75ЭМ |
356+2-1,5 |
176 ± 1 |
236-4-1,5 |
23,3 |
30,3 |
ТУ 16-563.041-86 |
|
6СТ-75ТМ |
356 ± 2 |
176 ± 2 |
233+5-1,5 |
21,7 |
28,1 |
ТУ 16-563.042-86 |
|
6СТ-75А |
340 ± 2 |
168 ± 2 |
232 ± 2 |
19,5 |
25,4 |
ТУ 16-729.118-81 |
|
6СТ-90ЭМ |
419 ± 1,5 |
185 ± 1 |
236+4-2 |
27,6 |
35,0 |
ТУ 16-563.043-86 |
|
6СТ-132ЭМ |
510 ± 4 |
209 ± 2 |
241 ± 3 |
39,2 |
49,8 |
ТУ 16-563.045-86 |
|
6СТ-182ЭМ |
520 ± 2 |
230 ± 2 |
240 ± 3 |
54,9 |
69,6 |
ТУ 16-563.048-86 |
|
6СТ-190ТМ |
582 ± 5 |
236+1-2 |
236+2 |
56,1 |
70,6 |
ТУ 16-529.951-78 |
|
6CT-190A |
524 ± 1 |
239 ± 1 |
241 ± 2 |
43,5 |
58,5 |
ТУ |
|
6CT-55A |
241,5 ± 0,5 |
175-0,7 |
210—4 |
11,2 |
16,5 |
ТУ |
|
6СТ-66А |
301 ± 0,5 |
175-0,5 |
210—3 |
13,3 |
19,0 |
ТУ 16-89.ИЛАЕ.563.412 |
|
6CT-77А |
339,1 ± 1 |
175-0,5 |
210—3 |
15,2 |
22,1 |
ТУ 16-88.ИЛАЕ.563.412.014 |
|
6CT-110A |
330 ± 1 |
239-0,5 |
230—3 |
23,3 |
32,5 |
ТУ 16-88.ИЛАЕ.563.413.007 |
Таблица
6.2
Характеристика
аккумуляторных батарей
|
Обозначение, тип и |
Номинальная |
Ток контрольного |
Основная |
|
|
20 часов |
10 часов |
|||
|
1 |
2 |
3 |
4 |
5 |
|
Традиционные 6 |
||||
|
3СТ-150 |
150 |
135 |
450 |
Автобусы ЛАЗ, тракторы МТЗ-5М, МТЗ-7М, Т-25, Т-16М |
|
3СТ-155ЭМ |
155 |
135 |
465 |
|
|
3СТ-215ЭМ1),2) |
215 |
195 |
245 |
Тракторы МТЗ и КМЗ с прямым пуском |
|
3СТ-215А2) |
— |
— |
— |
— |
|
Традиционные 12 |
||||
|
6СТ-50ЭМ |
50 |
45 |
150 |
Тракторы Т-40, Т-74, МТЗ, ДТ-75, автомобили ВАЗ (все модели выпуска |
|
6СТ-50А |
50 |
45 |
175 |
— |
|
6СТ-55МЭМ |
55 |
50 |
255 |
— |
|
6СТ-60ЭМ |
60 |
54 |
180 |
Легковые автомобили ГАЗ, УАЗ (все модели) РАФ |
|
8СТ-75ЭМ |
75 |
68 |
270 |
ГАЗ (все грузовые модели с бензиновыми двигателями) |
|
6СТ-75ТМ |
— |
— |
— |
— |
|
6СТ-75А |
— |
— |
— |
— |
|
6СТ-90ЭМ2) |
90 |
81 |
270 |
ЗИЛ (все грузовые модели с бензиновыми двигателями) |
|
6СТ-132ЭМ2) |
132 |
120 |
396 |
БелАЗ |
|
6СТ-182ЭМ2) |
182 |
165 |
546 |
МАЗ-5335 и модификации, КрАЗ-256 и модификации, тракторы К-700, |
|
6СТ-190ТМ2),3) |
190 |
170 |
570 |
КамАЗ |
|
6СТ-190А2),3) |
190 |
170 |
570 |
— |
|
Необслуживаемые 12 |
||||
|
6СТ-55А |
53 |
50 |
255 |
АЗЛК-2141, ВАЗ выпуска с 1985 г. |
|
6СТ-66А |
66 |
60 |
300 |
ГАЗ-24-10, 3102, УАЗ |
|
6СТ-77А2) |
77 |
70 |
350 |
ГАЗ (грузовые с бензиновыми двигателями) |
|
6СТ-110А2),3) |
110 |
100 |
470 |
ГАЗ (грузовые с дизельным двигателем) |
|
Примечание: 1) батарея снята с производства и выпускается только для поставок на технику, находящуюся в эксплуатации (для ремонтных целей); 2) батарея имеет ручки для переноски; 3) батарея имеет |
Таблица
6.3
Некоторые
конструктивные параметры элементов массовых отечественных батарей.
|
Батареи |
Ёмкость С20, Ач |
Число |
Число |
Высота электродов, |
Односторонняя |
Толщина положит. |
Толщина |
Толщина |
Толщина |
Шаг, сборки, |
|
6СТ-50 |
50 |
6 |
4/4 |
0,1335 |
0,0191 |
1,9 |
1,9 |
1,5 |
0,7 |
0,7 |
|
6СТ-55 |
55 |
6 |
6/7 |
0,1190 |
0,0170 |
1,7 |
1,4 |
1,1 |
0,65 |
0,55 |
|
6СТ-55A3 |
55 |
6 |
7/6 |
0,1230 |
0,0171 |
1,7 |
1,4 |
1,1 |
0,65 |
0,55 |
|
6СТ-75 |
75 |
6 |
5/6 |
0,1355 |
0,0191 |
2,3 |
1,9 |
1,5 |
0,7 |
0,74 |
|
6СТ-90 |
90 |
6 |
7/7 |
0,1335 |
0,0191 |
1,9 |
1,9 |
1,5 |
0,7 |
0,7 |
|
6СТ-132 |
132 |
6 |
9/10 |
0,1335 |
0,0191 |
2,3 |
1,9 |
1,5 |
0,7 |
0,7 |
|
6СТ-132А |
132 |
6 |
10/10 |
0,1335 |
0,0191 |
1,9 |
1,9 |
1,5 |
0,7 |
0,7 |
|
6СТ-190 |
190 |
6 |
14/15 |
0,1335 |
0,0191 |
2,3 |
1,9 |
1,5 |
0,75 |
0,7 |
|
6СТ-190А |
190 |
6 |
15/15 |
0,1335 |
0,0191 |
1,9 |
1,9 |
1,5 |
0,35 |
0,7 |
|
3СТ-155 |
155 |
3 |
13/13 |
0,1335 |
0,0191 |
1,9 |
1,9 |
1,3 |
0,65 |
0,66 |
|
3СТ-155А |
155 |
3 |
13/14 |
0,1335 |
0,0191 |
1,9 |
1,7 |
1,3 |
0,65 |
0,64 |
|
3СТ-215 |
215 |
3 |
15/16 |
0,1335 |
0,0191 |
2,3 |
1,9 |
1,5 |
0,7 |
0,7 |
|
ЗСт-215А |
215 |
3 |
17/17 |
0,1335 |
0,0191 |
1,9 |
1,9 |
1,5 |
0,35 |
0,7 |
Таблица
6.4
Основные
электрические и удельные характеристики отечественных свинцовых стартерных
аккумуляторных батарей.
|
Батареи |
Сила тока 20 (ч) режима разрядки, А |
Показатели |
Объём батареи, дм3 |
Вт ч/кг |
Вт ч/дм3 |
Вт ч/кг |
Вт ч/дм3 |
||
|
Сила тока, А |
Напряжение в |
Время разряда до |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Традиционные |
|||||||||
|
3СТ-150ЭМ |
7,5 |
450 |
4,2 |
3,0 |
13,4 |
33,0 |
67,2 |
3,3 |
6,7 |
|
3СТ-155ЭМ |
7,8 |
465 |
4,5 |
4,5 |
13,4 |
32,3 |
69,4 |
5,2 |
11,1 |
|
3СТ-215ЭМ |
10,8 |
645 |
4,2 |
3,0 |
19,8 |
31,1 |
65,2 |
3,1 |
6,5 |
|
3СТ-215А |
10,8 |
675 |
4,4 |
3,5 |
17,6 |
38,0 |
73,3 |
4,9 |
9,4 |
|
Традиционные |
|||||||||
|
6СТ-45ЭМ |
2,3 |
135 |
8,4 |
3,0 |
9,4 |
28,7 |
57,4 |
2,9 |
5,7 |
|
6СТ-50ЭМ |
2,5 |
150 |
8,4 |
3,0 |
10,5 |
28,8 |
57,1 |
2,9 |
5,7 |
|
6СТ-50А |
2,5 |
200 |
9,0 |
2,7 |
8,9 |
36,8 |
67,4 |
4,7 |
8,6 |
|
6СТ-55ЭМ |
2,8 |
255 |
8,0 |
2,5 |
10,0 |
31,4 |
66,0 |
3,8 |
8,0 |
|
6СТ-60ЭМ |
3,0 |
180 |
8,4 |
3,0 |
11,9 |
29,1 |
60,5 |
2,9 |
6,0 |
|
6СТ-75ЭМ |
3,8 |
255 |
8,4 |
3,0 |
14,8 |
30,0 |
60,8 |
3,0 |
6,1 |
|
6СТ-75ТМ |
3,8 |
255 |
8,4 |
3,0 |
14,6 |
32,0 |
61,6 |
3,2 |
6,1 |
|
6СТ-75А |
3,8 |
255 |
8,6 |
3,5 |
13,3 |
35,4 |
67,7 |
4,2 |
8,1 |
|
6СТ-90ЭМ |
4,5 |
270 |
8,4 |
3,0 |
18,3 |
30,9 |
59,0 |
3,1 |
5,9 |
|
6СТ-132ЭМ |
6,6 |
396 |
8,4 |
3,0 |
25,7 |
31,8 |
61,6 |
3,2 |
6,1 |
|
6СТ-182ЭМ |
9,1 |
570 |
8,4 |
3,0 |
34,9 |
31,4 |
62,6 |
3,1 |
6,2 |
|
6СТ-190ЭМ |
9,5 |
570 |
8,7 |
3,3 |
32,4 |
32,3 |
70,4 |
3,7 |
8,0 |
|
6СТ-190А |
9,5 |
570 |
9,0 |
3,5 |
30,2 |
39,0 |
75,5 |
4,9 |
9,4 |
|
Необслуживаемые |
|||||||||
|
6СТ-55А |
2,8 |
255 |
9,0 |
2,5 |
8,9 |
41,0 |
74,1 |
5,6 |
10,2 |
|
6СТ-66А |
3,3 |
300 |
9,0 |
2,5 |
11,1 |
41,7 |
71,4 |
5,6 |
9,6 |
|
6СТ-77А |
3,9 |
350 |
9,0 |
2,5 |
12,5 |
41,8 |
73,9 |
5,6 |
10,0 |
|
6СТ-110А |
5,5 |
470 |
9,0 |
2,5 |
18,1 |
40,6 |
72,9 |
5,2 |
9,3 |
6.1. Обозначение
аккумуляторных батарей
На
каждой аккумуляторной батарее нанесены следующие обозначения:
—
товарный знак предприятия-изготовителя (табл. 6.5);
—
тип и исполнение батареи;
—
обозначение стандарта на тип батареи и её исполнение;
— знаки «+» (плюс) и
«-» (минус).
Тип
батареи определяется:
—
количеством последовательно соединенных аккумуляторов в батарее (3 или 6),
характеризующим её номинальное напряжение (6 или 12 (В) соответственно);
—
номинальной ёмкостью при 20 часовом режиме разряда в (Ач);
—
назначением: стартерные — СТ или стартерная
для машин тяжёлой службы — ТСТ;
Буквы
в конце обозначения типа батареи характеризуют:
—
материал моноблока (Э — эбонит, Т — термопласт (полиэтилен), П — асфальтопековая пластмасса);
—
материал сепараторов (Р — мипор, М — мипласт, С
— стекловолокно);
—
добавка в активную массу электродов (В — синтетическое волокно);
—
буквы, характеризующие: Н — несухозаряженное исполнение батареи, З — заряженное
исполнение батареи;
—
соответствующий ГОСТ или технические условия.
Пример
условного обозначения аккумуляторной батареи типа 6СТ-60 в моноблоке из эбонита
и сепараторами из мипласта: 6СТ-60ЭМ, то же,
несухозаряженной: 6СТ-60ЭМН, то же, с сепараторами из мипора: 6СТ-60ЭР.
Таблица 6.5
Товарные
знаки аккумуляторных заводов
|
Предприятие |
Вид товарного |
Батарея 6 (B) |
Батарея 12 (B) |
|
1 |
2 |
3 |
4 |
|
Подольский аккумуляторный завод |
|
3МТ-8, |
6СТ-50, 6СТ-50А, |
|
Завод «Аккумулятор» г. Курск |
|
— |
6МТС-9, |
|
Тюменский аккумуляторный завод |
|
3СТ-155 |
6СТ-55, |
|
Саратовский завод свинцовых аккумуляторов |
|
3МТ-6, 3МТР-10, 3МТ-12 |
6МТС-9, |
|
Электротехнический завод (г. Комсомольск-на-Амуре) |
|
3МТ-14А, |
6СТ-75, 6СТ-132, |
|
Завод «Востокдалемент» (г. Свирск)** |
|
— |
6СТ-40, |
|
Талды-Курганский аккумуляторный завод |
|
3МТ-8, |
6СТ-50А, 6СТ-75, |
|
* — Батареи МТ, МТР, МТС — для мотоциклов ** — Два верхних |
6.2. Технические
требования к аккумуляторным
батареям
Батареи
должны соответствовать требованиям ГОСТ 759.0-84Е и стандарта на конкретный тип
и исполнение батареи по нормативно-технической документации. Батареи должны
собираться в моноблоках из эбонита по ГОСТ
6980-76Е или пластических масс по ГОСТ
7883-82, в моноблоках из других материалов, которые по своим
качествам не уступают указанным материалам — по нормативно-технической
документации. Сепараторы для батарей должны изготавливаться из кислостойких
микропористых материалов по нормативно-технической документации. Соединение
аккумуляторов в батарею и расположение выводов должно соответствовать
указанному в стандарте на конкретный тип и исполнение батареи. Размеры выводов
должны соответствовать указанным на рис. 5.2.
Примечание:
1. Допускаются диаметры полюсных выводов с допуском минус 0,4 (мм).
2. Допускаются выводы с крепежом под болт (рис. 5.2.б).
Батареи
должны быть герметизированы в выводах и зазорах между крышками и стенками
моноблока, должны выдержать испытание на герметичность при давлении, пониженном
или повышенном по сравнению с атмосферным на 20 ± 1,3 кПа (0,20 ± 0,133 кгс/см2).
При
наклоне батареи от нормального (рабочего) положения на угол 45 градусов
электролит не должен выливаться.
Перед
испытанием батарея должна быть залита электролитом до уровня, рекомендованного
Инструкцией по эксплуатации, закрыта пробками без герметизирующих деталей,
протерта насухо и установлена под углом 45 градусов (в любую сторону). Через 5
минут на поверхности батареи не должно быть следов электролита.
Заливочная
мастика должна обеспечивать герметичное уплотнение между крышкой и моноблоком в
пределах температур минус 40 °С до плюс 60 °С, не
должна отставать от стенок моноблока, разрываться и трескаться. Испытание на
температурную стойкость мастики подвергаются не залитые электролитом батареи.
Перед
испытанием герметизирующие детали должны быть удалены. При испытании батареи
выдерживают в течение 6 ч в термостате при температуре 60 °С под углом 45 градусов и в течение 6 часов в холодной
камере при температуре 40 °С в горизонтальном положении. Перед установкой в
холодильную камеру батарея должна быть охлаждена до комнатной температуры.
После испытания при температуре 60 °С мастика не должна иметь подтеков, а при
температуре минус 40 °С не должна иметь разрывов и трещин, и отставать от
крышки и моноблока. Состояние поверхности мастики определяется внешним
осмотром.
Каждый
аккумулятор должен иметь над сепараторами предохранительный щиток из кислостойкого материала и до приведения в рабочее состояние должен
быть загерметизирован. Поверхность батареи должна быть чистой. Не должно быть
подтеков свинца в местах пайки, пузырей и трещин мастики. Батареи должны
выпускаться в сухозаряженном состоянии. Допускается поставка не сухозаряженных
батарей, кроме комплектации выпускаемых автомобилей.
Электролит
для заливки аккумуляторных батарей — водный раствор аккумуляторной серной кислоты.
Химический состав серной кислоты должен соответствовать ГОСТ 667-73, воды — ГОСТ 6709-72. Батареи
должны выдерживать заряд постоянного тока J =
0,1×С20, (А) в течение четырех циклов по 100 (ч) непрерывно в
каждом цикле. После каждого 100 часового цикла батареи должны быть подвергнуты
контрольному испытанию на разряд током J =
3С20,
(А) при температуре воды в ванне 40 ± 3 °С.
Продолжительность разряда должна быть не менее 4 мин до конечного напряжения 4
(В) у 6 вольтовой батареи и не менее 8 (В) у 12 вольтовой батареи.
конечного напряжения 4 (В) у 6 вольтовой батареи и не менее
8 (В) у 12 вольтовой батареи.
Режим
испытания на разряд током J = 3С10, (А) должен соответствовать данным таблицы 6.6.
Таблица
6.6
Продолжительность
стартерных (разрядная сила тока J =
3С10)
разрядов
|
Тип батарей |
Номер цикла |
Начальная |
Начальное |
Конечное напряжение батареи, В |
Минимальная |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
3СТ-60 |
1 |
+30 ± 2 |
— |
4,5 |
4,4 |
|
3СТ-135 |
6 |
+30 ± 2 |
— |
4,5 |
5,5 |
|
— |
8 |
-18 ± 2 |
4,1 |
3,0 |
3,0 |
|
3СТ-150 |
1 |
+30 ± 2 |
— |
4,5 |
3,5 |
|
— |
8 |
-18 ± 2 |
4,1 |
3,0 |
3,0 |
|
6СТ-50 |
1 |
+30 ± 2 |
— |
9,0 |
4,4 |
|
6СТ-55 |
6 |
+30 ± 2 |
— |
9,0 |
5,5 |
|
— |
8 |
-18 ± 2 |
8,2 |
6,0 |
3,0 |
|
6СТ-45ЭМС |
1 |
+30 ± 2 |
— |
9,0 |
3,5 |
|
6СТ-75ЭМС |
8 |
-18 ± 2 |
8,0 |
6,0 |
3,0 |
|
6СТ-90ЭМС |
— |
— |
— |
— |
— |
|
6СТ-132 |
— |
— |
— |
— |
— |
|
6СТ-190 |
— |
— |
— |
— |
— |
Срок
службы и наработка батарей при эксплуатации на автомобилях должны
соответствовать указанным в таблице 6.7
при условии согласования в установленном порядке применяемости данного типа
батарей и соблюдения инструкции по их эксплуатации.
Таблица
6.7
|
Батареи |
Минимальный срок |
Наработка |
|
|
Тыс. км, не более |
Моточасы, не более |
||
|
С одинарными сепараторами |
12 |
150 |
— |
|
18 |
75 |
— |
|
|
24 |
— |
2500 |
|
|
С двойными сепараторами |
12 |
150 |
— |
|
24 |
90 |
3000 |
Срок
службы или наработка батареи в эксплуатации считается до момента снижения
ёмкости до 40 % от номинальной или снижения продолжительности стартерного разряда при температуре 25 ± 2 °С до 1,5 (мин). Срок сохраняемости не залитой электролитом батареи
должен быть не менее 3 лет, а батареи 6СТ-190, 6СТ-190А, 3СТ-215А и батарей
основного заказчика — 5 лет с момента изготовления. Сухозаряженность батарей гарантируется в течение одного года с момента
изготовления. Гарантийный срок службы и наработка батарей должна
соответствовать указанным в таблице 6.8
при условии соблюдения правил ухода и исправности электрооборудования
автомобиля.
Таблица
6.8
Гарантийный
срок службы аккумуляторных батарей
|
Батареи |
Минимальный срок |
Наработка |
|
|
Тыс. км, не более |
Моточасы, не более |
||
|
С одинарными сепараторами |
18 |
60 |
— |
|
24 |
— |
2500 |
|
|
С двойными сепараторами |
24 |
75 |
3000 |
7. Перечень оборудования, контрольно-измерительных приборов,
приспособлений и инструмента для оснащения рабочих мест при выполнении работ
технического обслуживания и ремонта аккумуляторных батарей
Таблица 7.1
|
Наименование |
Модель, тип, ГОСТ |
Краткая |
Разработчик |
Изготовитель |
|
1 |
2 |
3 |
4 |
5 |
|
1. Подъёмно-транспортное оборудование |
||||
|
1.1. Тележка для |
П-620 |
Масса 100 |
Гипроавтотранс |
Собственного |
|
— |
Б-6 |
Грузоподъёмность 50 (кг), габаритные размеры |
Днепропетровское |
То же |
|
— |
ТП-19 |
Грузоподъёмность 100 (кг), габаритные размеры 1000×600×1500 (мм), |
— |
То же |
|
— |
П-256 |
Грузоподъёмность 150 (кг), высота подъёма 200 — 1200 (мм), габаритные размеры |
ЦПКТБ «АСО» |
Читинский завод |
|
2. Оборудование для разборочно-сборочных и слесарно-механических |
||||
|
2.1. Комплект |
ПТ-7300 |
В комплект входит 33 наименований приборов, приспособлений и |
Челябинский опытно-экспериментальный завод |
|
|
2.2. Пресс |
Р 338 |
Настольный, гидравлический; максимальное усилие на штоке 115 |
Казанский опытно-экспериментальный завод «АСО» |
|
|
— |
Р 340 |
Стационарный, электро- и гидравлический; максимальное усилие 630 |
Грозненский опытно-экспериментальный завод «АСО» |
|
|
2.3. Аппарат для жарки деталей аккумуляторных |
— |
Сварка бензовоздушным или водородовоздушным |
Завод «Ренок», г. Киев |
|
|
2.4. Станок сверлильный |
2М-112 |
Настольный, максимальный диаметр сверления 12 (мм); мощность 0,6 |
— |
Вильнюсский станкозавод |
|
— |
Р 175 |
Установка для сверления; максимальный диаметр сверления 13 |
ЦПКТБ «АСО» |
Читинский завод «АСО» |
|
— |
2Н-118 |
Вертикально-сверлильный; максимальный диаметр сверления 18 (мм) |
— |
Вильнюсский станкозавод |
|
2.5. Печь отражательная для разогрева мастики |
Р83.03.00.00.СБ |
— |
КТБ «Челябавтотранса» |
Собственного изготовления |
|
2.6. Дрель ручная электрическая |
ИЭ-1033 |
Частота вращения 510 (об/мин) наибольший диаметр сверления 14 |
Выборгский завод «Электроинструмент» |
|
|
— |
ИЭ-1017А |
Частота вращения 460 (об/мин) наибольший диаметр сверления 23 |
То же |
|
|
2.7. Шкаф сушильный |
По типу С-07-00-00-00 |
Температура 60 — |
— |
— |
|
3. Инструмент и приспособления для разборочно-сборочных |
||||
|
3.1. Ключ гаечный с |
Ключ 7811-0021 НС1х9 ГОСТ 2839-80Е |
12×14 (мм) |
— |
— |
|
3.2. То |
Ключ 7811-0021 НС1х9 ГОСТ 2839-80Е |
14×17 (мм) |
— |
— |
|
3.3. Отвёртка слесарно-монтажная |
Отвертка 7810-3392 КД21хр ГОСТ 17199-71 |
L = 160 (мм); b = 0,8 (мм); В = 5,5 |
— |
— |
|
3.4. Стамеска |
Стамеска плоская 10 ГОСТ 1184-80 |
В = 3 (мм); В = 10 (мм); L = 240 (мм) |
— |
— |
|
3.5. Молоток |
— |
Масса 200 (г) |
— |
Собственного |
|
3.6. Молоток слесарный стальной |
Молоток 7850-0103 Ц 12хр ГОСТ 2310-77 |
Масса 500 (г) |
— |
— |
|
3.7. Кернер |
Кернер 7843-0044 Н12X1 ГОСТ 7213-72 |
Æ 6,3 (мм); L = 160 |
— |
— |
|
3.8. Напильник |
Напильник 2820-0029 ГОСТ 15165-80 |
L = 300 |
— |
— |
|
3.9. Крючья плоские |
— |
Из комплекта приспособлений ПТ-7300 |
Челябинский |
|
|
3.10. |
ГОСТ 21241-77 |
— |
— |
— |
|
3.11. Плоскогубцы |
Плоскогубцы 7814-0091 ГОСТ 5547-75 |
L = 160 (мм) |
— |
— |
|
3.12. Сверло: Æ 16 (мм) |
Сверло 16 ГОСТ 886-77 |
— |
— |
— |
|
Æ 5 (мм) |
Сверло 5 ГОСТ 886-77 |
— |
— |
— |
|
3.13. Фреза трубчатая |
— |
См. рис. 11.20 |
— |
Собственного |
|
3.14. Стамеска с |
— |
Нагревательным элементом служит электрический паяльник 90 (Вт), |
— |
Собственного |
|
3.15. |
ГОСТ 10778-83 |
— |
— |
— |
|
3.16. Шкурка шлифовальная |
ГОСТ 6465-75 |
— |
— |
— |
|
3.17. |
— |
L1 = 200 (мм); L2 = 10 (мм) |
— |
Собственного |
|
3.18. Палочка |
— |
L = 200 (мм); Æ = 1,5 (мм) |
— |
То же |
|
3.19. |
— |
Из комплекта аккумуляторщика Э 412 |
Новгородское |
|
|
3.20. Ключ для пробок |
— |
Из комплекта приспособлений ПТ-7300 |
Челябинский опытно-экспериментальный |
|
|
3.21. |
— |
То же |
То же |
То же |
|
3.22. Набор клейм «+» и |
— |
Из комплекта приспособлений ПТ-7300 |
Челябинский |
|
|
3.23. Коловорот |
— |
Хвостовик квадратный 12,5×12,5 (мм) |
— |
Собственного |
|
3.24. |
— |
Из комплекта приспособлений ПТ-7300 |
Челябинский |
|
|
3.25. |
ГЗ-3 |
— |
— |
Завод «Ренок» г. |
|
3.26. Тиски слесарные |
П-140 ГОСТ 4045-75Е |
— |
— |
— |
|
3.27. |
— |
— |
— |
Собственного |
|
3.28. |
ГОСТ 9024-70 |
— |
— |
— |
|
3.29. |
— |
Из комплекта приспособлений ПТ-7300 |
Челябинский |
|
|
3.30. Кожа для счистки мастики |
— |
Из комплекта приспособлений ПТ-7300 |
Челябинский |
|
|
3.31. Съёмник крышки аккумулятора |
— |
То же |
То же |
|
|
3.32. Экстрактор для |
— |
То же |
То же |
|
|
3.33. Свинцерез |
— |
То же |
То же |
|
|
3.34. Шаблон для |
— |
То же |
То же |
|
|
3.35. Кондуктор для |
— |
То же |
То же |
|
|
4. Контрольно-измерительное и испытательное оборудование |
||||
|
4.1. Комплект |
Э 412 |
Переносной; погрешность измерений: нагрузочной вилки ±2,5 %, |
Новгородское |
|
|
4.2. Прибор для проверки свечей зажигания |
Э 203 |
Потребляемая мощность 0,15 (кВт); габаритные размеры |
То же |
|
|
4.3. Стенд для |
— |
— |
— |
Собственного |
|
4.4. |
Э 107 |
Номинальное напряжение проверяемой батареи 12 |
Новгородское |
|
|
— |
Э 108 |
Номинальное напряжение проверяемой батареи 12 (В); ёмкость 45 + |
Новгородское |
|
|
4.5. Секундомер |
СМ ГОСТ 5072-79Е |
Цена деления 0,1 (сек) |
— |
2—ой Московский часовой завод |
|
4.6. Выпрямители |
ВСА-5, ВСА-5А |
Стационарные: выпрямленное напряжение 80 — 120 |
— |
— |
|
4.7. Часы |
ГОСТ 5072-79Е |
— |
— |
— |
|
4.8. Рукоятка |
131М |
Цена деления 1 |
— |
Казанский ОЭЗ «АСО» |
|
4.9. Денсиметр |
— |
Из комплекта аккумуляторщика Э 412 |
Новгородское |
|
|
4.10. Термометр |
— |
То же |
То же |
|
|
4.11. |
— |
То же |
То же |
|
|
4.12. Установка для |
Э 411 |
Зарядный ток 0 — 150 (А); время заряда 5 — 50 (мин); напряжение |
Псковский |
|
|
4.13. Приспособление |
— |
Из комплекта приспособлений ПТ-7300 |
Челябинский |
|
|
4.14. Вольтметр |
— |
Класс точности не ниже 0,5; внутреннее сопротивление не менее |
— |
— |
|
4.15. Щит для снятия |
— |
— |
— |
Собственного |
|
4.16. Вольтметр |
— |
Из комплекта приспособлений ПТ-7300 |
Челябинский |
|
|
4.17. Амперметр |
— |
Класс точности не ниже 1,0 |
— |
— |
|
4.18. Манометр |
— |
Класс точности 1,5 по ГОСТ 8625-77 |
— |
— |
|
4.19. |
— |
То же |
— |
— |
|
4.20. Динамометр |
ДПУ-0,01 ГОСТ 13837-68 |
Пружинный; предел измерения 0 — 10 (кгс) |
Завод «Фиаприбор», г. Киров |
|
|
5. Оборудование для смазочно-очистительных и заправочных работ |
||||
|
5.1. Бачок для разлива |
— |
Из комплекта Э 412 |
Новгородское |
|
|
5.2. Ванна для промывки деталей батареи |
М 301 |
Ёмкость 0,167 (м3); 1295×550×1000 |
Гипроавтотранс |
Собственного |
|
5.3. Пистолет |
С 417 |
Максимальное давление в магистрали до 1,0 |
Бежецкий завод |
|
|
5.4. Ёмкость |
— |
Ёмкость 1 (л) |
— |
Собственного |
|
5.5. Ванна для слива электролита |
ПА03.000 |
670×930×1070 |
Центравтотех |
То же |
|
5.6. Ёмкость для клея |
— |
Ёмкость 1 (л) |
— |
То же |
|
5.7. Моечная машина |
— |
Ёмкость 80 (л) |
Центравтотех |
То же |
|
5.8. Ёмкость |
— |
Для 10 % раствора кальцинированной соды — 1 (л); для 10 % |
— |
Собственного |
|
5.9. Ёмкость |
— |
Для пресс солидола или технического вазелина — 1 (л) |
— |
То же |
|
6. Вспомогательное оборудование и инвентарь |
||||
|
6.1. Верстак аккумуляторщика |
ОГ-05-000 |
1600×800×1160 |
Центравтотех |
То же |
|
6.2. Стеллаж для |
ОГ-04-000 |
Ступенчатый с местным щелевым отсосом; длина по потребности; |
То же |
То же |
|
6.3. Стеллаж для |
Э 405 |
2100×600×1610 |
Гипроавтотранс |
То же |
|
6.4. Шкаф вытяжной для |
Р 405 |
1200×800×800 |
То же |
То же |
|
6.5. Электротигель для |
8020 |
Æ 410 (мм), высота 600 (мм), N = 3,5 (кВт) |
То же |
То же |
|
6.6. Электротигель для плавки |
8022 |
470×380×625 |
Гипроавтотранс |
Собственного |
|
6.7. Установка для |
— |
Производительность 15 — 18 (л/ч) |
Центравтотех |
Центравтотех |
|
6.8. Установка для |
ПА 15 |
Стационарная 1500×600×1750 (мм); ёмкость баков для |
То же |
Собственного |
|
6.9. Бак для |
Э 404 |
Ёмкость 35 (л); 585×315×925 (мм); масса 34,5 (кг) |
Гипроавтотранс |
То же |
|
6.10. Стеллаж для |
ОРГ-1469-05-230А |
1400×500×2000 (мм) |
ГОСНИТИ |
То же |
|
6.11. Секционная |
РД 50 |
1520×590×700 |
НИИНФОРМТЯЖМАШ |
То же |
|
6.12. Подставка под |
Р 971 |
600×500×1100 |
Челябинский опытно-механический |
|
|
6.13. Устройство для |
АТУ 13506 |
Из комплекта ПТ-7300 |
То же |
|
|
6.14. Ветошь |
ГОСТ 5354-79 |
— |
— |
— |
|
6.15. Перемычки |
— |
— |
— |
Собственного |
|
6.16. |
ГОСТ 10579—80 |
— |
— |
— |
|
6.17. Ларь для свинцовых отходов |
— |
500×400×400 |
— |
Собственного |
|
6.18. Совок |
— |
— |
— |
То же |
|
6.19. Щётка |
ГОСТ 9024-78 |
— |
— |
— |
|
6.20. Подкладка деревянная |
— |
Толщина 8+..10 (мм) |
— |
Собственного |
|
6.21. Подставка для сборки блоков пластин |
— |
600×500×500 |
— |
То же |
|
6.22. Шкаф для зарядки |
2268 |
Количество отсасываемого воздуха 3880 (м3/ч); 2020×800×2100 (мм) |
Гипроавтотранс |
То же |
|
6.23. Подставка под |
895 СБ |
800×55×917 |
Днепропетровское |
То же |
|
6.24. Аккумуляторная |
6СТ-190 |
Напряжение 12 (В) |
— |
— |
8.
АККУМУЛЯТОРНЫЕ ОТДЕЛЕНИЯ (УЧАСТКИ, ЦЕХА, МАСТЕРСКИЕ) ПРЕДПРИЯТИЙ АВТОМОБИЛЬНОГО
ТРАНСПОРТА
8.1. Назначение отделения (участка, цеха, мастерской)
Техническое
обслуживание и ремонт аккумуляторных батарей на предприятиях автомобильного транспорта
выполняется в аккумуляторных отделениях (участках, цехах и мастерских), далее
по тексту отделения. Техническое обслуживание аккумуляторных батарей выполняют
работники отделения непосредственно на автомобиле в зонах технического
обслуживания. Аккумуляторные отделения предназначены для технического
обслуживания и текущего ремонта аккумуляторных батарей, связанных с углубленной
проверкой технического состояния, зарядкой, заменой сепараторов, перезаливкой
мастики, ремонтом соединительных клемм, выводных штырей и т.п. В отделении
также производится хранение аккумуляторных батарей, снятых с автомобиля и
оборотных. Ведется учет работ, выполняемых при техническом обслуживании и
ремонте батарей.
Таким
образом, в аккумуляторном отделении выполняются следующие работы:
—
техническое обслуживание аккумуляторных батарей;
—
текущий ремонт аккумуляторных батарей;
—
учет работы аккумуляторных батарей и их хранение.
8.2. Состав отделения
В
соответствии с назначением и объёмом выполняемых работ в состав аккумуляторного
отделения должны входить следующие участки: ремонтный, электролитный
(кислотный), зарядный, машинный и подсобные помещения.
Ремонтный
участок предназначен для технического обслуживания и ремонта аккумуляторных
батарей.
Электролитный
(кислотный) — для приготовления и хранения электролита и дистиллированной воды.
Зарядный
— для зарядки аккумуляторных батарей.
Машинный
— для размещения зарядных агрегатов и пультов с электроизмерительными
приборами.
Подсобные
помещения — для хранения материалов, новых батарей и батарей, требующих
ремонта.
Расположение
участков, а также расстановка оборудования в отделении должны обеспечивать
технологическую последовательность работ, при которых аккумуляторная батарея
перемещалась бы с одной операции на другую кратчайшим путем с минимальной
затратой средств и времени. Отделение должно быть оснащено технологически
необходимым оборудованием, приспособлениями, приборами и инструментами. Участки
обслуживания и ремонта целесообразно размещать в непосредственной близости от
зоны технического обслуживания и ремонта, откуда поступают аккумуляторные
батареи, требующие углубленной проверки, заряда или ремонта. Рядом с участком
обслуживания и ремонта должен быть расположен зарядный участок и подсобное
помещение. Электролитный (кислотный) участок может быть размещен в одном
помещении с зарядным участком. Машинный участок, в целях уменьшения длины
токопроводящих проводов и шин должен располагаться как можно ближе к зарядному
участку. В зависимости от производственной программы технического обслуживания
и ремонта, наличия производственных площадей аккумуляторное отделение может
быть размещено в пяти, четырёх, трёх помещениях, не менее, чем в двух
помещениях, и как исключение, в одном помещении. Технологическая планировка аккумуляторного
отделения, расположенного в пяти помещениях приведена на рис. 8.1. При расположении аккумуляторного
отделения в четырёх помещениях, в одном помещении рекомендуется располагать зарядный
и электролитный участки. При расположении аккумуляторного отделения в трёх
помещениях рекомендуется располагать в одном помещении — зарядный и
электролитный участки, в другом — ремонтный и машинный участки, в третьем —
хранить материалы, кислоту и батареи. Аккумуляторное отделение, расположенное в
двух помещениях (без подсобного помещения) — участки совмещаются также, как и в
предыдущем варианте планировки. При этом технологическое оборудование может
быть размещено так, как это указано на рис. 8.2.
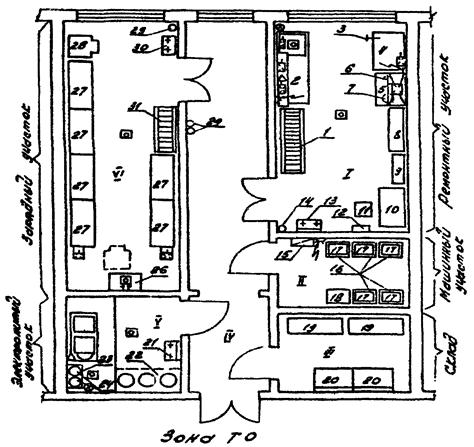
Рис. 8.1. Технологическая планировка
аккумуляторного отделения, расположенного в пяти помещениях:
1. Ремонтный участок: 1 — рольганг; 2 — верстак аккумуляторщика; 3
— тиски слесарные; 4 — верстак слесарный на одно рабочее место; 5 — шкаф вытяжной для электротигелей; 6 —
электротигель для плавки свинца; 7 —
электротигель для плавки мастики; 8 — стеллаж для деталей; 9 — шкаф для
документации; 10 — стол рабочий на металлическом основании; 11 — стул; 12 —
аптечка медицинская; 13 — раковина; 14 —
огнетушитель
2. Машинный участок: 15 — шкаф электросиловой; 16 — подставка под
выпрямители; 17 — выпрямители; 18 — трубочка инструментальная.
3. Склад: 19 — стеллаж для аккумуляторов; 20 — стеллаж для деталей.
4. Тамбур.
5. Электролитный (кислотный) участок: 21 — раковина; 22 — площадка
для хранения бутылей с кислотой; 23 — подставка под дистилляторы; 24 —
электродистиллятор.
6. Зарядный участок: 25 — место для долива электролита и
дистиллированной воды; 26 — стеллаж для зарядки аккумуляторов; 27 — тележка для
перевозки аккумуляторных батарей; 28 — огнетушитель; 29 — раковина; 30 —
рольганг; 31 — шкаф для зарядки аккумуляторов.
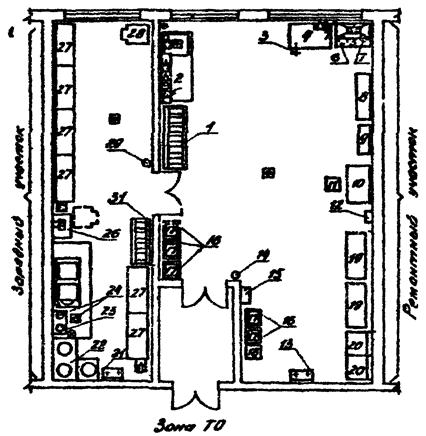
Рис. 8.2. Технологическая планировка
аккумуляторного отделения, расположенного в двух помещениях.
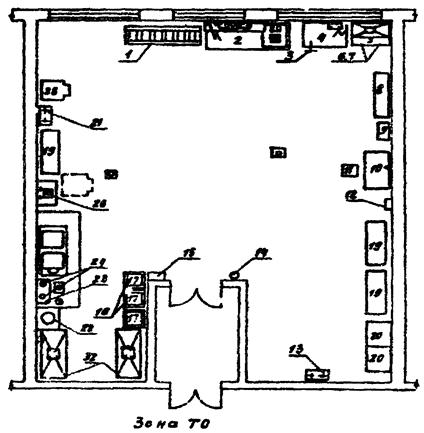
Рис. 8.3. Технологическая планировка
аккумуляторного отделения, расположенного в одном помещении.
При
расположении отделения в одном помещении (рис. 8.3), что допускается как исключение, зарядка аккумуляторных
батарей должна производиться в специальном шкафу с индивидуальной вытяжкой,
включение которого сблокировано с включением зарядного устройства.
Технологическое оборудование, указанное на рис. 8.1 — 8.3, для всех вариантов аналогично, так как независимо от
планировочных решений отделение должно выполнять весь комплекс работ по
техническому обслуживанию и ремонту батарей. Различие в степени оснащенности
оборудованием будет зависеть от производственной мощности отделения. Ниже
приведён перечень технологического оборудования к технологическим планировочным
решениям аккумуляторных отделений, предоставленных на рис. 8.1 — 8.3:
Специализированная
мастерская выполняет:
—
все виды ремонта аккумуляторных батарей;
—
приготавливает электролит и дистиллированную воду;
—
приводит в рабочее состояние новые и отремонтированные аккумуляторные батареи;
—
проводит контрольно-тренировочные циклы для отремонтированных аккумуляторных
батарей при их проверке;
—
собирает и сдает аккумуляторный лом, содержащий свинец.
В
соответствии с назначением и объемом выполняемых работ в состав мастерской
могут входить следующие производственные и вспомогательные отделения:
—
приёмное — для приёмки аккумуляторных батарей, поступающих на
ремонт или зарядку;
—
зарядное — для зарядки аккумуляторных батарей;
—
электролитное (кислотное) — для приготовления электролита и дистиллированной
воды;
—
машинное — для размещения зарядных агрегатов и щитов с
электроизмерительными приборами, реостатами и рубильниками;
—
разборочно-дефектовочное — для разборки аккумуляторов, поступивших на ремонт и
дефектовки деталей;
—
ремонтно-сборочное — для всех видов ремонта аккумуляторных батарей и
комплектования годных деталей;
—
литейное — для приготовления (отливки) межэлементных соединений, бареток и
присадочных свинцовых прутков;
—
хранения и выдачи готовой продукции.
Литейное
отделение располагается в непосредственной близости от ремонтно-сборочного отделения.
На
рис. 8.4 показано расположение производственных
и вспомогательных отделений специализированного производственного подразделения
по ремонту 4000 аккумуляторов в год.
Кроме
перечисленных отделений, мастерская должна иметь склад ремонтного фонда, склад
запасных частей и материалов, помещение для размещения администрации, службы
снабжения, механическое отделение.
Для
производственных работ необходимо предусмотреть: комнату отдыха и приема пищи,
гардероб для спецодежды, душевую и гардероб для чистой одежды.
Все
отделения мастерской рекомендуется размещать в соответствии с технологическим
процессом ремонта и зарядки аккумуляторных батарей.
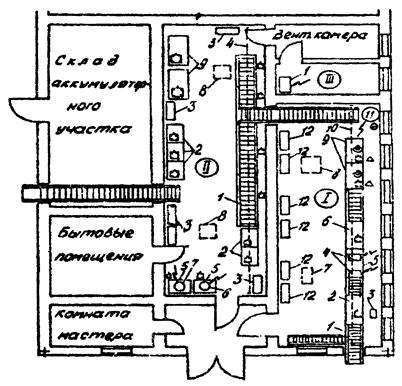
Рис. 8.4. Специализированное
производственное отделение по ремонту 4000 (тыс) аккумуляторов в год:
1. Разборочно-моечное отделение: 1 — рольганг; 2 — стол для слива
электролита; 3 — ёмкость для сбора электролита; 4 — настольно-сверлильный станок; 5 — верстак; 6 — отражательная печь; 7 —
тележка для перевозки аккумуляторов; 8 — ларь
для сбора пластин; 9 — ванна для промывки деталей аккумулятора; 10 —
электротельфер; 11 — электродистиллятор; 12 —
шкаф для деталей;
2. Ремонтно-сборочное отделение: 1 — рольганг; 2 — стол для
паяльных работ; 3 — шкаф для деталей; 4 — электротельфер; 5 — шкаф вытяжной; 6
— электротигель для плавки свинца; 7 — электротигель для плавки частики; 8 —
тележка для перевозки аккумуляторов; 9 — стол для сборки пластин;
3. Регенераторная: 1 — компрессор
Отделения
укомплектованы технологическим оборудованием, приборами, приспособлениями и
инструментом по номенклатуре согласно табл. 7.1, а по количеству — в зависимости от
производственной программы.
8.3. Технологический
процесс технического обслуживания и ремонта аккумуляторных батарей
Поступившие
в мастерскую аккумуляторные батареи, требующие только заряда, направляют в
зарядное отделение, где устанавливают на стеллаж. В новые аккумуляторы заливают
электролит, а в бывшие в эксплуатации — дистиллированную воду. Затем батареи в
зависимости от электрической емкости подбирают в группы для заряда. Подобранные
в группы аккумуляторные батареи заряжают от зарядных агрегатов, расположенных в
машинном отделении. В конце заряда аккумуляторов при необходимости корректируют
плотность электролита. Заряженные аккумуляторные
батареи, имеющие на поверхности следы электролита, нейтрализуют 10 % раствором
кальцинированной соды или нашатырного спирта, протирают насухо ветошью и
направляют в отделение хранения и выдачи готовой продукции. Аккумуляторные
батареи, требующие ремонта, поступают в приемное отделение, где проверяют их
техническое состояние и устанавливают вид ремонта. Если батареи не требуют
разборки для установления вида ремонта (облом выводных штырей, трещины в крышке
аккумулятора, трещины моноблока, необходимость перезаливки мастики), ее
направляют в ремонтно-сборочное отделение для устранения этих неисправностей. Из
ремонтного отделения батареи направляют в зарядное отделение для заряда или в
отделение хранения и выдачи готовой продукции. Годные пластины, моноблоки,
крышки, межэлементные соединения и другие детали направляют в
ремонтно-сборочное отделение непосредственно на сборку, а детали, имеющие
устранимые дефекты — в ремонт. Негодные межэлементные соединения направляют в
литейное отделение на переплавку. В ремонтно-сборочном отделении собирают и
комплектуют все детали и материалы, необходимые для ремонта аккумуляторных
батарей, поступивших из разборочно-сборочного отделения и со склада запасных
частей и материалов. Отремонтированный аккумуляторные батареи поступают на
склад хранения и выдачи готовой продукции или в зарядное отделение. На рис. 8.6 и 8.7 приведены схемы технологических процессов
технического обслуживания и ремонта аккумуляторных батарей.
9. ТРЕБОВАНИЯ К ПОМЕЩЕНИЯМ ДЛЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И
РЕМОНТА АККУМУЛЯТОРНЫХ БАТАРЕЙ
Помещения
для технического обслуживания и ремонта аккумуляторных батарей должны
обеспечивать безопасность и рациональное выполнение всех технологических
операций при соблюдении санитарно-гигиенических норм и соответствовать
санитарным нормам и правилам по охране труда на автомобильном транспорте.
Аккумуляторные отделения предприятий автомобильного транспорта рекомендуется
располагать рядом с зонами технического обслуживания и ремонта.
Специализированную мастерскую целесообразно размещать в отдельном здании. При
этом должны быть предусмотрены помещения для хранения аккумуляторных батарей,
подлежащих ремонту; готовой продукции; запасных частей и т.д.
9.1. Строительные требования
Для
производства аккумуляторных работ необходимо предусматривать не менее двух
помещений, изолированных от других производств и оборудованных стеллажами или
верстаками с местной вытяжной вентиляцией. Одно помещение — для ремонта, другое
— для зарядки батарей. При одновременной зарядке не более 10 батарей, в порядке
исключения, но обязательно, по согласованию с технической инспекцией,
допускается производить их зарядку в помещении для ремонта батарей. Зарядка в
этом случае производится в специальном шкафу с индивидуальной вытяжной
вентиляцией, включение которой сблокировано с включением зарядного устройства.
На предприятиях по обслуживанию автомобилей, где не предусмотрен ремонт
аккумуляторов, допускается производить зарядку одновременно 10 батарей в
зарядном шкафу, расположенном в помещениях с производством категории «Д» или в
помещениях для технического обслуживания и ремонта автомобилей площадью не
менее 200 (м2).
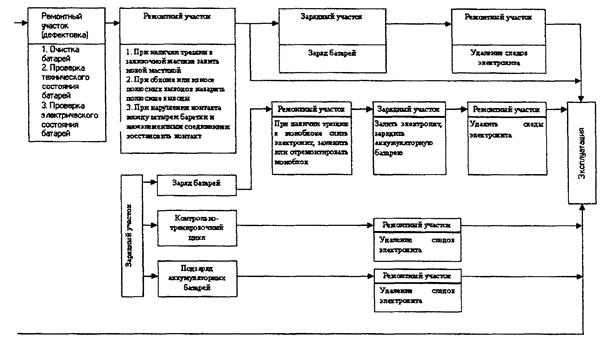
Рис. 8.6. Технологическая схема
технического обслуживания и ремонта батарей в аккумуляторном отделении
автотранспортного предприятия.
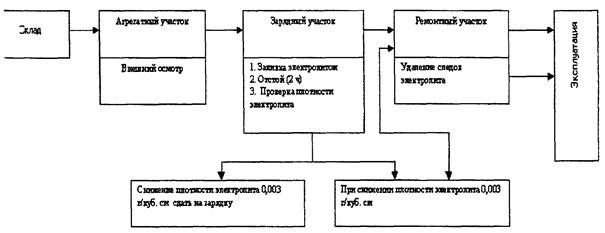
Рис. 8.7. Технологическая схема
подготовки к эксплуатации батарей в аккумуляторном отделении.
Помещение
для аккумуляторных работ должно иметь вход через тамбур с дверьми,
открывающимися наружу. У входа в помещение должен быть вывешен плакат с
надписью «Аккумуляторная — огнеопасно — курить воспрещено», а также знак
безопасности в соответствии с ГОСТ 12.4.026-76.
По взрывоопасной
и пожарной опасности помещение аккумуляторного отделения относятся:
—
зарядное помещение к категории производства А;
—
электролитное (кислотное) — к категории В;
—
ремонта аккумуляторов — к категории Г;
—
помещение для хранения кислоты и электролита — к категории В;
—
машинное отделение — к категории Г.
Электрооборудование
аккумуляторных отделений должно быть выполнено во взрывобезопасном исполнении.
По
правилам устройства электроустановок помещение аккумуляторного отделения
относится:
—
зарядное помещение — к классу В-1б (только
верхняя зона на 1/3 высоты помещения), остальная относится к классу нормальной
(не взрывоопасной);
—
ремонта аккумуляторов, электролитное — к классу нормальной.
По
влаговыделениям помещения для ремонта аккумуляторных батарей
относится к категории работ средней тяжести 11б.
Внутренние перегородки, отделяющие зарядное и электролитное помещение от
машинного, ремонтного и других помещений должны быть глухими от пола до
потолка. Потолок, стены и перегородки помещений ремонта аккумуляторов и
зарядной, и приготовления электролита облицовываются керамической
кислотоупорной плиткой на кислотоупорном растворе на высоту 1,8 (м). Пол
ремонтного, зарядного и электролитного помещений должен быть выложен
керамической кислотоупорной плиткой на кислотоупорном растворе. Пол выполнять с
уклонами к трапам. Уклон пола к трапам или приемным кольцам принимать не менее
1 %. Высота помещений аккумуляторных отделений должна быть не менее 3 (м).
9.2. Освещение
Ремонтное,
зарядное и машинное помещения должны иметь естественное освещение,
обеспечиваемое световыми проемами (окна, световые фонари). Отношение площади
световых проемов к площади пола ремонтного и машинных помещений должно быть
равно 0,2 — 0,3, а зарядного — 0,15 — 0,20. Во
всех помещениях должно быть общее и местное искусственное освещение. В вечернее
и ночное время освещение аккумуляторных отделений должно осуществляться
электрическими светильниками с лампами накаливания или лампами дневного света.
Уровень общей освещённости во всех помещениях аккумуляторного отделения должен
быть не менее 45 — 50 (лк). Рабочие места должны быть, кроме того, оборудованы
местными светильниками на шарнирных кронштейнах. Электропроводка должна быть
выполнена во всех помещениях проводом ПР-500 соответствующего сечения в газовых
или стеклянных трубах с разделкой концов труб под заливку гудроном.
Осветительная и коммутационная аппаратура во всех помещениях должны быть
герметичны и взрывобезопасны. Допускается применять бытовые выключатели при
условии их установки вне помещения или перед дверью в зарядное отделение.
9.3. Вентиляция
Концентрация
паров серной кислоты, свинца и его окислов на 1 (л) воздуха не должен
превышать: для паров свинца и его окислов — 0,00001
(мг), для паров серной кислоты — 0,002 (мг).
На рабочее место, где производится плавка и сварка свинца для отвода
выделяющихся газов и паров должны быть установлены вытяжные колпаки. При их
установке необходимо обеспечить скорость всасывания в поемные отверстия
колпаков от 2 до 4 (м/с). Над ваннами слива и приготовления электролита на
высоте 1,8 — 2,0 (м) от уровня пола должны
быть установлены вытяжные зонты. Приточно-вытяжная вентиляция в ремонтном,
электролитном и машинном помещениях (постах) должна обеспечивать 2 — 2,5
кратный обмен воздуха в час. Зарядное помещение (пост) оборудуют
приточно-вытяжной вентиляцией, рассчитанной на 6 — 8 кратный обмен воздуха в час. В зарядном помещении над
стеллажами, не оборудованными местными отсосами, на высоте 1,8 — 2,0 (м) от
уровня пола должны быть установлены вытяжные зонты. При размещении
аккумуляторного отделения в одном помещении, что допускается как исключение,
специальный шкаф для зарядки аккумуляторных
батарей должен быть оборудован индивидуальной вытяжной вентиляцией, включение
которой должно быть сблокировано с включением зарядного устройства. В
помещениях аккумуляторного отделения, кроме местной, должна быть предусмотрена
естественная вытяжная вентиляция из верхней зоны помещения. Приточная
вентиляция должна обеспечивать вентиляцию всего помещения. Подача приточного
воздуха должна обеспечивать непосредственно в нижнюю зону. Скорость
поступающего воздуха в зону должна быть не более 0,1 (м/с). Подогрев воздуха в
холодное время должен осуществляться калориферами, установленными на магистрали приточной вентиляции и обеспечивающими
подогрев поступающего воздуха в помещение до
температуры 17 — 19 °С. Систему вытяжной вентиляции
не допускается объединять с системой вытяжной вентиляции других помещений.
9.4. Отопление, водопровод, канализация и другие коммуникации
Система
отопления выполняется из условий обеспечения температуры воздуха в помещениях в
холодный и переходный периоды +18 °С. Отопление рекомендуется воздушное, совмещенное с приточно-вытяжной вентиляцией или центральное с
местными нагревательными приборами. В качестве
теплоносителей используется горячая вода с параметрами 150 — 70 °С или насыщенный
пар давлением до 2 (кгс/см2). Источником теплоснабжения может быть автономная
котельная или внешние тепловые сети. Нагревательные приборы центральных систем отопления
устанавливаются у наружных ограждающих конструкций под световыми проемами. Для
снабжения водой технологического оборудования и на хозяйственные нужды
аккумуляторного отделения выполняется водопроводная сеть. Количество подаваемой
воды определяется характеристиками
оборудования. Подача воды на питьевые нужды выполняется непосредственно к
водопроводному крану, установленного у умывальника. При наличии внутреннего
пожаротушения в смежно-расположенных помещениях пожарные краны в аккумуляторных
отделениях не устанавливают. В остальных случаях в помещениях аккумуляторного
отделения предусматривают два пожарных крана с
расходом воды 2,5 (л/с) на одну струю. К смесителю у умывальника подается горячая вода на бытовые нужды с расходом 0,2 (л/с). В
связи с тем, что отводимая из отделения может
содержать значительные концентрации серной кислоты и других вредных веществ,
помещения оборудуют изолированной канализационной сетью для отвода
использованного электролита и промывочной воды. Канализацию выполняют из керамических
кислотоупорных труб с выходом в наружный
отстойник, позволяющий нейтрализовать сточную воду щелочным раствором (доломитовый нейтрализатор). Доломитовый
нейтрализатор представляет собой герметическую заглубленную железобетонную
ёмкость, располагаемую не ближе 5 (м) от здания,
в которую загружается доломит кусками различных фракций. В ремонтном, зарядном
и электролитном помещениях устанавливают трапы — сборники, позволяющие мыть
полы струей воды из шланга. Для обдува деталей воздухом и для обслуживания
технологического оборудования в отделении
выполняется система воздухоснабжения. Давление воздуха должно быть 3 — 5 кгс/см2.
10. ПОДГОТОВКА АККУМУЛЯТОРНЫХ БАТАРЕЙ К ЭКСПЛУАТАЦИИ
10.1 Приготовление электролита
Электролит
приготавливают из аккумуляторной серной кислоты (ГОСТ 667-73) и
дистиллированной воды (ГОСТ 6709-72). Для
надёжной работы аккумулятора необходима высокая степень чистоты электролита. Нельзя применять техническую серную кислоту
и недистиллированную воду, так как при этом ускоряется саморазряд, разрушение
пластин и уменьшается их емкость. Согласно ГОСТ 667-73 для
аккумуляторов применяется кислота сортов А и Б с содержанием серной кислоты 92 — 94 % (плотность 1830 (кг/м3)
при +15 °С). В таблице 10.1
приведены максимальные количества примесей в кислоте, допускаемые по ГОСТ.
Таблица
10.1
Максимальные
допустимые количества примесей в кислоте, %
|
Примеси |
Кислота |
Примеси |
Кислота |
||
|
А |
Б |
А |
Б |
||
|
Нелетучий осадок |
0,03 |
0,05 |
Мышьяк |
0,00005 |
0,0001 |
|
Марганец |
0,00005 |
0,0005 |
Хлор |
0,0005 |
0,0005 |
|
Железо |
0,006 |
0,012 |
Окислы азота |
0,00005 |
0,0001 |
При
растворении кислоты в воде выделяется большое количество тепла, поэтому запрещается
лить воду в кислоту. Необходимо лить кислоту тонкой струей в воду при
одновременном перемешивании раствора стеклянной или эбонитовой папочкой. Для
избежания излишнего повышения температуры раствора концентрированную серную кислоту
рекомендуется предварительно разбавлять до плотности 1,4 (г/см3), а
затем из этого раствора приготовлять электролит необходимой плотности.
Составлять электролит следует в кислотостойкой эбонитовой или пластмассовой
посуде. Стеклянная посуда для приготовления электролита не пригодна, так как
из-за сильного разогрева она может лопнуть. Нормы расходов компонентов для
приготовления электролита приведены в табл. 10.2, 10.3.
Плотность электролита определяют при помощи денсиметра (ареометра) или
плотнометра (рис. 10.1, 10.2). Денсиметр имеет цену деления
шкалы 0,01 (г/см3). Плотность электролита зависит от
температуры, поэтому в показания денсиметра необходимо вводить температурную
поправку. На каждый градус к показаниям денсиметра вводится поправка, равная 0,0007 (г/см3). Если температура выше 15 °С, поправку прибавляют к показаниям денсиметра, если ниже —
вычитают.
Рис. 10.1.
Денсиметр (ареометр) аккумуляторный с пипеткой:
1 — резиновая груша; 2 — пипетка; 3 — денсиметр; 4 — резиновая
пробка; 5 — пластмассовая трубка
Рис. 10.2. Плотномер:
1 — резиновая груша; 2 — крышка; 3 — корпус прозрачный; 4 —
поплавок пластмассовый; 5 — трубка
Таблица 10.2
Расход
компонентов для приготовления 1 (л) электролита различной плотности при
температуре 25 °С
|
Плотность |
Компоненты, л |
Плотность |
Компоненты, л |
||
|
Дистиллированная |
Серная кислота плотностью |
Дистиллированная |
Серная кислота |
||
|
1,20 |
0,859 |
0,200 |
1,26 |
0,800 |
0,263 |
|
1,22 |
0,839 |
0,221 |
1,28 |
0,781 |
0,285 |
|
1,24 |
0,819 |
0,242 |
1,40 |
0,650 |
0,423 |
Таблица
10.3
Расход
дистиллированной воды, электролита плотностью 1,40 (г/см3) и серной кислоты плотностью 1,83 (г/см3)
необходимых для приготовления 1 (л) электролита различной плотности
|
Плотность |
Количество |
|||
|
Дистиллированная |
Электролит плотностью |
Дистиллированная |
Электролит плотностью |
|
|
1,070 |
0,846 |
0,154 |
0,936 |
0,064 |
|
1,080 |
0,823 |
0,177 |
0,926 |
0,074 |
|
1,090 |
0,799 |
0,201 |
0,916 |
0,084 |
|
1,100 |
0,755 |
0,225 |
0,907 |
0,093 |
|
1,110 |
0,751 |
0,249 |
0,896 |
0,104 |
|
1,120 |
0,728 |
0,272 |
0,887 |
0,113 |
|
1,140 |
0,691 |
0,319 |
0,867 |
0,133 |
|
1,150 |
0,657 |
0,343 |
0,857 |
0,143 |
|
1,160 |
0,634 |
0,366 |
0,848 |
0,152 |
|
1,200 |
0,534 |
0,466 |
0,806 |
0,194 |
|
1,210 |
0,509 |
0,491 |
0,796 |
0,204 |
|
1,220 |
0,484 |
0,516 |
0,786 |
0,214 |
|
1,230 |
0,459 |
0,541 |
0,775 |
0,225 |
|
1,250 |
0.407 |
0,593 |
0,754 |
0,246 |
|
1,270 |
0,354 |
0,646 |
0,732 |
0,268 |
|
1,280 |
0,327 |
0,673 |
0,720 |
0,280 |
|
1,290 |
0,300 |
0,700 |
0,710 |
0,290 |
|
1,300 |
0,274 |
0,726 |
0,700 |
0,300 |
|
1,310 |
0,246 |
0,754 |
0,690 |
0,310 |
|
1,340 |
0,165 |
0,835 |
0,650 |
0,350 |
|
1,400 |
0,000 |
1,000 |
0,854 |
0,416 |
Плотномер
(рис. 10.2) состоит из резиновой
груши 1, крышки 2, пластмассового прозрачного корпуса 3 с трубкой 5
и семи пластмассовых поплавков 4 с различными массами и коэффициентами расширения. Поплавок, регистрирующий плотность 1,27
(г/см3), окрашен в красный цвет. На
корпусе каждого поплавка выполнена надпись наименьшей плотности, при которой всплывает поплавок. Величина плотности определяется по тому
всплывшему поплавку, против которого выполнена
надпись с большей цифрой. Одновременно с замером плотности электролита
измеряется его температура. Плотность электролита приводится к температуре 25
°С. В зависимости от температуры электролита к показаниям денсиметра делается
следующая поправка (таблица 10.4).
Таблица
10.4
|
Температура |
46 — 60 |
31 — 45 |
20 — 30 |
5 — 19 |
|
Поправка к показаниям денсиметра, г/см3 |
+0,02 |
+0,01 |
0,00 |
-0,01 |
|
Температура электролита, °С |
-4 … +4 |
-25 … +11 |
-40 … -26 |
-56 … -41 |
|
Поправка к показаниям денсиметра, г/см3 |
-0,02 |
-0,03 |
-0,04 |
-0,05 |
Температура
электролита, заливаемого в аккумуляторные батареи, должна быть не выше 25 °С в холодном
и умеренном районах, не выше 30 °С в жарком, сухом и теплом влажном районах и
не ниже 15 °С во всех перечисленных районах.
10.2. Заливка батарей электролитом
В
зависимости от климатических районов, в которых работают аккумуляторные
батареи, в них заливают различные по плотности растворы серной кислоты,
указанные в таблице 10.5.
Таблица
10.5
|
Макроклиматические районы (ГОСТ 16350-80), средняя |
Время года |
Плотность |
|
|
Заливаемого |
Заряженной батареи |
||
|
Холодный: |
|||
|
— очень холодный |
Зима/Лето |
1,28/1,24 |
1,30/1,26 |
|
— холодный |
Круглый год |
1,26 |
1,28 |
|
Умеренный: |
|||
|
— умеренный -15 ÷ -8 |
То же |
1,24 |
1,26 |
|
— теплый влажный 0 ÷ +4 |
То же |
1,20 |
1,22 |
|
— жаркий сухой -15 ÷ +4 |
То же |
1,22 |
1,24 |
Примечание:
Допускается
отклонение плотности электролита от значений, приведённых в табл. 10.5, на ±0,01 (г/см3). Электролит для заливки батарей готовится из серной
кислоты (ГОСТ 667-73) и
дистиллированной воды (ГОСТ 6709-72).
Температура
электролита, заливаемого в аккумуляторы, должна быть не выше 30 °С. В особых
случаях, при необходимости срочного ввода в эксплуатацию сухозаряженной
батареи, хранящейся при отрицательной температуре до минус 30 °С, допускается
приведение батареи в рабочее состояние путем заливки электролита с температурой
40 ± 2 °С и плотностью 1,27 ± 0,01 (г/см3). Для этого приготовление электролита производится в два
этапа согласно табл. 10.5.
Заполнение
батарей электролитом следует производить в зависимости от конструкции
аккумуляторных крышек следующим образом:
1. Батареи с крышками, у
которых вентиляционные отверстия для выхода газа
расположены в пробках:
—
снять с вентиляционных отверстий герметизирующую пленку и срезать выступ;
—
вывернуть пробки.
В
батареях с пробками, не имеющими герметизирующие пленки или выступа, удалить
проложенные между ними герметизирующие диски (диски и пленки после заливки
электролита не применяются). После этого залить электролит в аккумуляторы.
Заливку электролитом производить небольшой струей. Заливать электролит до тех
пор, пока зеркало электролита не коснется нижнего торца тубуса горловины: при
отсутствии тубуса заливку электролита производить до уровня на 10 — 15 (мм)
выше предохранительного щитка.
2. Батареи, имеющие в крышках
вентиляционные штуцера для автоматической регулировки уровня электролита:
—
освободить отверстие в штуцерах от герметизирующих деталей (стержней, колпачков
или других), которые после заливки электролита не применяются;
—
вывернуть аккумуляторные пробки, надеть их плотно на вентиляционные штуцера и
небольшой струей залить электролит в аккумуляторы до верхнего среза заливочной
горловины;
—
снять пробки со штуцеров и уровень электролита в аккумуляторах автоматически
снизится до требуемого.
Необходимое
количество серной кислоты, добавляемой для приготовления электролита указано в
таблице 10.6.
Таблица
10.6
|
Наименование этапа |
Плотность |
Количество |
|
1. Предварительное |
1,20 — 1,21 при 15 °С |
0,24 на 1 (л) воды |
|
2. Окончательное |
1,26 — 1,28 |
0,13 на |
Не
ранее, чем через 20 минут и не позже, чем через 2 часа после заливки (за это
время происходит пропитка аккумулятора электролитом) произвести замер плотности
электролита. Если плотность электролита понизится не более, чем на 0,039 (г/см3) против плотности заливаемого электролита, то такие
батареи, а также несухозаряженные батареи следует зарядить. При необходимости
срочного ввода сухозаряженных батарей в эксплуатацию допускается установка их на автомобиль без проверки плотности электролита
после 20 минут пропитки, при условии, что их
срок хранения не превышает одного года и приведение в рабочее состояние производится при температуре батареи и заливаемого электролита
не ниже 15 °С.
10.3. Заряд батарей
Присоединить
положительный вывод батареи к положительному полюсу источника тока, а отрицательный — к отрицательному. Включить батарею на заряд,
если температура электролита в ней не выше +30 °С. Заряд
батарей производить до тех пор, пока не наступит обильное газовыделение во всех аккумуляторах батареи, а напряжение и
плотность электролита останутся постоянными в течение 2 (ч). Напряжение
контролируется вольтметром (ГОСТ 8711-78),
класса точности 1,0, со шкалой на 3 (В), с
ценой деления 0,02 (В) — для батарей с
открытыми перемычками, а для батарей со
скрытыми перемычками — вольтметр со шкалой на 30 (В), с ценой деления 0,2 (В).
Во время заряда следует периодически проверять температуру электролита и слететь за тем, чтобы она не поднималась выше +45 °С. В случае,
если температура окажется выше +45 °С, следует
уменьшить зарядный ток наполовину или прервать заряд на время, необходимое для снижения температуры до 30 — 35 °С. В конце заряда,
если плотность электролита, измеренная с учетом температурной поправки (табл. 10.8), будет отличаться от нормы,
указанной в табл. 10.5,
произвести корректировку плотности электролита доливкой дистиллированной воды в
случаях, когда плотность выше нормы и доливкой электролитом плотностью 1,4 (г/см3), когда она ниже нормы. После
корректировки продолжить заряд в течение 30 минут для полного перемещения
электролита, затем отключить батареи и через 30 минут произвести замер уровня электролита во всех аккумуляторах. Если уровень окажется
ниже нормы, в аккумулятор добавить электролит такой же плотности, какая указана
в таблице 10.5; при уровне
электролита выше нормы отобрать избыток электролита резиновой грушей.
Примечание:
—
величина тока, принятая для первого заряда незаряженных батарей, составляет
0,07, а для первого заряда
сухозаряженных батарей и нормального заряда тех и других 0,1 от их номинальной
емкости в ампер-часах.
Допускается
в случае необходимости ускоренный заряд аккумуляторных батарей двухступенчатым
режимом. С этой целью при первой ступени заряда сила зарядного тока в 1,5 раз
больше, чем для нормального первого заряда. Заряд первой ступени ведется до тех
пор, пока напряжение на аккумуляторах не достигнет 2,4 (В). Далее, при переходе на заряд второй ступени, силу
тока следует уменьшить до значения силы тока первого заряда. Продолжительность
первого заряда незаряженных батарей в зависимости от срока хранения с момента
их изготовления составляет 25 — 50 (ч). Для сухозаряженных батарей при сроке
хранения их не более одного года время первого заряда составляет 5 — 8 (ч). При
зарядке аккумуляторных батарей их подбирают в группы и соединяют между собой.
При
этом необходимо руководствоваться следующим:
— во
избежание перезарядки батареи должны подбираться в группы с одинаковой емкостью
и примерно одинаковой степенью разряженности;
—
количество последовательно соединенных батарей должно подбираться в группы в
зависимости от выходного напряжения зарядного устройства, исходя из того, что
для обеспечения постоянства зарядного тока напряжение в конце заряда необходимо
поддерживать так, чтобы на каждой последовательно соединенной аккумулятор
батареи (группы батарей) приходилось напряжение 2,7 (В). Для 12 вольтовой батареи напряжение должно быть 2,7 × 6 = 16,2 (В), а
для 6 вольтовой — 2,7 × 3 = 8,1 (В);
—
количество групп аккумуляторов, подключенных параллельно для одновременного
заряда, должно приниматься в зависимости от мощности выпрямителя, режимов
заряда отдельных групп и возможности зарядно-распределительного устройства.
Таблица
10.8
|
Температура |
Поправка к |
|
-55 ÷ -41 |
-0,05 |
|
-40 ÷ -26 |
-0,04 |
|
-25 ÷ -11 |
-0,03 |
|
-10 ÷ +4 |
-0,02 |
|
+5 ÷ +9 |
-0,01 |
|
+20 ÷ +30 |
0,00 |
|
+31 ÷ +45 |
+0,01 |
|
+45 ÷ +60 |
+0,02 |
Примечание:
При
температуре электролита выше 30 °С величина поправки прибавляется к
фактическому показанию денсиметра. При температуре электролита ниже 20 °С
величина поправки вычитается из показаний денсиметра. Когда температура
электролита находится в пределах 20 — 30 °С поправка на температуру не
вводится. Напряжение аккумуляторов и температуру электролита при зарядке
измерять не реже, чем через 4 (ч), а в конце — через час.
10.3.1. Заряд при постоянном
значении сила зарядного тока
Такой
метод заряда применяют на зарядных станциях и в аккумуляторных отделениях
предприятий автомобильного транспорта. Постоянство зарядного тока достигается
различными способами: регулирование напряжения зарядного агрегата; изменением
сопротивления реостата, включаемого в цепь заряда; применением различных
стабилизаторов тока. Обычно новые аккумуляторы заряжают силой тока, равной 0,1
от номинальной ёмкости. Заряд батарей, снятых с автомобиля, допускается
производить силой тока больше, чем номинальная. Аккумуляторные батареи для
заряда подключают к зарядному устройству (ЗУ), рис. 10.3. Перед
зарядом аккумуляторные батареи необходимо подобрать в группы и соединить (рис. 10.4).
Рис. 10.3.
Принципиальная схема заряда аккумуляторных батарей при постоянной силе
зарядного тока и характеристика заряда батареи.
При
этом необходимо руководствоваться следующим:
—
подбирать в группы необходимо аккумуляторные батареи, которые имеют одинаковую
ёмкость с примерно одинаковой степенью разряженности;
—
количество последовательно включенных аккумуляторов nАБК
должно быть таким, чтобы на каждый аккумулятор батареи (группы) приходилось напряжение 2,7
(В), т.е.:
nАБК = Исети/2,7,
где Исети — напряжение сети зарядного устройства, В.
Количество
групп батарей, подключаемых одновременно для заряда, принимается в зависимости
от мощности зарядного устройства. Для обеспечения поддержания необходимой
величины силы тока в начале и в процессе всего заряда в каждую группу включают
регулировочный реостат. Величина сопротивления (в омах) реостата определяется
по формуле:
где
2 — напряжение аккумулятора в
начале заряда, В;
П —
число последовательно включенных аккумуляторов в цепи заряда, шт.;
Jз —
сила зарядного тока, А.
Основное
преимущество заряда батарей при постоянной силе тока состоит в том, что имеется
возможность устанавливать любую величину зарядного тока и контролировать её в процессе всего заряда. Следовательно,
этим способом можно заряжать батареи, имеющие различное техническое состояние
(новые, после длительного хранения, после ремонта, при сезонном обслуживании,
при устранении сульфатации и т.д.)
Недостатки
метода: большое время заряда; необходимость регулирования силы тока в процессе
всего времени заряда батарей; необходимость контроля за зарядом каждой батареи;
значительные потери энергии в реостатах.
10.3.2. Заряд аккумуляторных батарей при постоянном напряжении
Данный
способ заряда применяют в основном на автомобилях и реже на зарядных станциях.
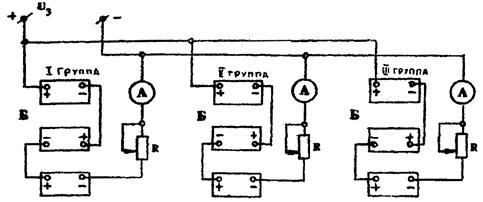
Рис. 10.4.
Схема подключения нескольких групп батарей на зарядку:
Uз — зарядное
напряжение; Б — аккумуляторные батареи; А — амперметр; R — резистор (реостат)
На
автомобилях аккумуляторные батареи заряжают при постоянном напряжении, которое
поддерживается в заданных пределах регулятором напряжения. Величина
регулируемого напряжения устанавливается в зависимости от температуры
электролита, так как с изменением температуры изменяется вязкость электролита,
а следовательно, внутреннее сопротивление батареи и интенсивность её заряда.
Чем ниже температура электролита, тем выше должно быть напряжение заряда. Причём
максимальное значение напряжения выбирается таким образом, чтобы заряд батарей
доводился только до начала газообразования, т.е., чтобы не было перезаряда
(т.е. 2,3 — 2,4 (В) на один аккумулятор). Установлено, что при повышении
регулируемого напряжения выше оптимального значения на 10 — 12 % срок службы аккумуляторной батареи сокращается в 2 — 2,5
раза. Температура аккумуляторной батареи зависит от места её установки на автомобиле (под капотом или снаружи), климатического
района эксплуатации и времени года. Регулируемое напряжение в зависимости от конкретных
условий эксплуатации аккумуляторных батарей устанавливается в пределах,
указанных в табл. 10.9.
Сила
зарядного тока при заряде аккумуляторной батареи зависит от степени ее
заряженности и определяется по формуле:
где Uзг —
напряжение генераторной установки, В;
Еб — э.д.с. батареи, В;
Чб —
сопротивление батареи, Ом.
В
начале заряда сила тока Jз будет
большой вследствие значительной разности между напряжением генераторной
установки Uзг э.д.с. батареи Еб и малого внутреннего
сопротивления батареи. По мере заряда батареи возрастает её э.д.с., в
результате чего сила зарядного тока снижается почти до нуля (рис. 10.5). Так как в начале заряда сила
тока достигает большой величины, то в течение 1 — 5 (ч) батарея зарядится на 90
— 95 % своей ёмкости.
Рис. 10.5.
Принципиальная схема заряда аккумуляторных батарей при постоянном напряжении:
а) при зарядке на автомобиле;
б) при зарядке на зарядном устройстве; в) характеристика заряда аккумулятора;
РН — регулятор напряжения; ВЗ — выключатель
зажигания блока; ГУ — генераторная установка; Б — аккумуляторная батарея; Д1-6 — диоды выпрямительного блока ГУ; Г — генератор; Ш — вывод
обмотки возбуждения генератора; ЗУ — зарядное
устройство; А — амперметр; У — вольтметр; Jз — зарядный ток; t — время заряда; U — напряжение заряда;
Сз — ёмкость аккумулятора, полученная при заряде
Основным
достоинством заряда батарей при постоянном напряжении является:
— по
мере заряда батарей сила тока уменьшается постепенно почти до нуля, что
улучшает преобразование PbO4 в PbO2 и Pb в
глубоких слоях активной массы пластин, и не возникает перезаряда батарей;
—
заряд заканчивается при малой силе тока, почти без газообразования, что
предупреждает разрушение и выпадение активной массы пластин, и коррозию
решеток положительных пластин;
—
короткое время заряда;
—
уменьшается время контроля за зарядкой батареи.
Недостатком
данного способа зарядки является то, что невозможен полный заряд батареи так, как при зарядном
напряжении 2,3 — 2,4 (В) на один аккумулятор заряд доводится только до начала
газообразования. Поэтому рекомендуется 1 — 2 раза в год аккумуляторную батарею
снижать с автомобиля и производить полный
заряд её в аккумуляторном цехе при постоянной силе тока.
Таблица
10.9
|
Климатические |
Время года |
Напряжение |
Напряжение, регулируемое |
|
|
При наружной |
При подкапотной |
|||
|
Северные районы и районы с резко континентальным климатом, температурой зимой ниже |
Зима |
24 |
30,0 |
— |
|
12 |
15,0 |
14,6 |
||
|
Лето |
24 |
28,0 |
— |
|
|
12 |
14,2 |
13,7 |
||
|
Центральные районы, с температурой зимой ниже -30 °С |
Круглый год |
24 |
28,0 |
— |
|
12 |
14,2 |
13,7 |
||
|
Южные районы |
То же |
24 |
27,0 |
— |
|
12 |
13,5 |
13,5 |
Примечание:
1. Максимально допустимое отклонение величин регулируемого
напряжения, указанного в табл. 10.9, должно быть не
более -0,5 (В) при 12 вольтовом и не более -1,0 (В) — при 24
вольтовом электрооборудовании;
2. Подрегулировка регулятора напряжения производится в случаях,
когда продолжительное время наблюдается перезаряд или недозаряд аккумуляторной
батареи.
10.3.3. Ускоренный заряд аккумуляторных батарей
В
процессе эксплуатации в случаях чрезмерного разряда аккумуляторов применяется
ускоренный заряд. Ускоренный разряд осуществляется токами, равными 0,7 — 0,9 от
номинальной ёмкости. При применении ускоренного заряда важно, чтобы количество
электричества, получаемого батареей, было не более значения емкости, которую
батарея потеряла при разряде. В случае перезаряда при ускоренном заряде
значительно снижается срок службы батареи. Поэтому применение ускоренного
заряда допускается только в случае, когда известна степень разряженности
аккумуляторной батареи.
10.3.4. Уравнительный заряд
Уравнительный
заряд аккумуляторных батарей производится только 0,1 от номинальной ёмкости. Он преследует цель полностью
обеспечить восстановление активных масс электродов всех аккумуляторов батарей.
Заряд ведётся до тех пор, пока во всех аккумуляторах плотность электролита не
будет постоянной в течение 3 (ч).
10.3.5. Подзаряд силой тока от 0,02 до 0,1 (А).
Такой
подзаряд производится до компенсации самозаряда батарей при хранении их на
складах, а также непосредственно на автомобилях при длительном их бездействии.
10.4. Тренировочный цикл
Контрольно-тренировочные
циклы применяют для восстановления ёмкости, либо в тех случаях, когда требуется
получить, возможно большую отдачу их емкости в эксплуатации. Тренировочный цикл
состоит из полного заряда аккумуляторных батарей, равным 0,1 номинальной
ёмкости и тренировочного разряда при температуре 25 ± 5 °С. Постоянство силы тока разряда должно соблюдаться в
течение всего разряда, который проводится до напряжения 1,7 (В) на наихудшем аккумуляторе батареи. При включении на
разряд и далее через 4 (ч) замеряют общее напряжение всех аккумуляторов и
температуру в среднем аккумуляторе батареи. При снижении напряжения на одном из
аккумуляторов до 1,85 (В) напряжение замеряют
через каждые 15 (мин), а при снижении напряжения до 1,75 (В) наихудший
аккумулятор контролируют непрерывно, чтобы уловить конец разряда. Как только на
худшем аккумуляторе напряжение падает до 1,7
(В), замеряют напряжение всех аккумуляторов и батарею отключают от разрядной
цепи.
Снятую
при разряде ёмкость приводят к 30 °С по формуле:
где
Спр —
ёмкость, приведённая к 30 °С, Ач;
Сф — фактическая емкость, полученная при разряде, Ач;
Т —
средняя температура электролита во время разряда, °С;
0,01 — температурный
коэффициент ёмкости.
11. ЭКСПЛУАТАЦИЯ АККУМУЛЯТОРНЫХ БАТАРЕЙ
11.1. Хранение аккумуляторных батарей
Новые,
не залитые электролитом аккумуляторные батареи можно хранить в не отапливаемых
помещениях при температуре окружающего воздуха не выше 0 °С и не ниже минус 30 °С. При постановке
на хранение пробки на батареях должны быть ввинчены, герметизирующие детали,
уплотнительные диски, герметизирующие пленки, стержни, колпачки и
другие детали в вентиляционных отверстиях аккумуляторных крышек должны быть
установлены. При хранении батареи устанавливают на расстоянии не менее 1 (м) от
отопительных приборов в один ярус крышками (выводами) вверх, при этом должен
быть обеспечен доступ к ним и защита от попадания прямых солнечных лучей. Максимальный
срок хранения батарей в сухом виде не должен превышать трёх лет. Заряженные
аккумуляторные батареи с электролитом следует хранить в сухом прохладном
помещении по возможности при температуре не выше 0 °С, так, как при пониженной температуре процесс саморазряда
и коррозии во время бездействия аккумуляторов замедляется. Минимальная
температура помещения должна быть не ниже минус 30 °С. Максимальный срок
хранения батарей с электролитом до 1,5 лет. Батареи, снятые с автомобилей, а
также батареи, приведенные в действие, но не бывшие в эксплуатации,
устанавливаются на хранение после их заряда. Батареи, снятые с автомобилей
после длительной эксплуатации рекомендуется после заряда и доведения плотности
электролита до нормы подвергнуть разряду силой тока 0,1 номинальной ёмкости, чтобы удостоверится в
удовлетворительности их технического состояния. Если при этом продолжительность
разряда батарей окажется меньшей, чем указано в табл. 11.1, то на длительное хранение (в особенности при
положительной температуре) эти батареи ставить не рекомендуется.
Таблица
11.1
Продолжительность
разряда аккумуляторных батарей силой тока 0,1 номинальной ёмкости
После
проверки 10 часовым режимом разряда батареи, устанавливаемые на хранение, необходимо вновь зарядить полностью. Плотность электролита
должна быть при этом не более 1,29 так, как
хранение батарей с повышенной плотностью электролита ускоряет разрушение пластин
и сепараторов. Уровень электролита необходимо довести при этом на 10 — 15 (мм) выше предохранительного щитка. Поверхность батареи
следует протереть, очистить выводы и смазать их тонким слоем технического
вазелина. Батареи, поставленные на хранение в качестве резерва, который может потребоваться в любой момент для
работы на автомобилях, должны поддерживаться в
состоянии полной заряженности. Поэтому, если батарея хранится при положительной температуре, то для восстановления ёмкости,
потерянной от саморазряда, их следует один раз в месяц подзаряжать силой тока
нормального заряда. На батареях же, поставленных
на хранение при температуре 0 °С и
ниже, следует ограничиться ежемесячной проверкой температуры
и плотности электролита и подзаряжать их только в тех случаях, когда
установлено падение плотности электролита (отнесенной к 15 °С) ниже 1,23 (рис. 11.1),
табл. 11.4. Батареи, поставленные
на неизвестный срок хранения, в связи с бездействием автомобиля, также следует не реже одного раза в месяц контролировать по
температуре и плотности электролита. Этот контроль важен в зимнее время, при
хранении батарей в не отапливаемых помещениях. Определив в аккумуляторах температуру и плотность,
приведенную к 15 °С с учетом температурной
поправки по таблице 11.3, следует
найти по таблице 11.2 какова
температура замерзания электролита данной плотности и сравнить её с фактической
температурой электролита в аккумуляторе. Если окажется, что последняя близка к
величине температуры замерзания, найденной по
таблице 11.2, то следует либо
аккумуляторную батарею перенести в отапливаемое помещение, либо сообщить ей нормальный заряд до повышения плотности
электролита и снижения температуры замерзания.
По окончании хранения проверить состояние мастики на
батареях и в случае обнаружения трещин удалить
их путем оплавления слабым пламенем газовой горелки или электрическим паяльником. Перед вводом батарей в
эксплуатацию после хранения следует полностью
зарядить. Хранение батарей с вылитым электролитом следует проводить только в
тех случаях, когда имеется необходимость транспортировать к потребителю новые
батареи без электролита после приведения их в действие.
Перед
постановкой на хранение батареи должны быть полностью заряжены. Затем из
батарей удаляют электролит путем 2-х часовой выдержки в опрокинутом виде над
сборником кислоты. После стекания электролита батареи закрывают пробками и
уплотнительными дисками, имеющими отверстия для выхода газа, и протирают их
поверхность 10 % раствором нашатырного спирта
или калинированной соды.
Рис. 11.1
Изменение плотности электролита аккумуляторной батареи в зависимости от
длительности ее хранения при различной температуре.
Максимальный
срок хранения батарей с вылитым электролитом, не вызывающий уменьшения ёмкости
и срока службы аккумулятора, составляет при температуре хранения не выше 0 °С около 12 месяцев, а при температуре хранения не ниже +20
°С — около 3 месяцев. Приведение в действие батарей, хранившихся с вылитым
электролитом, должно производиться так же, как и ввод в эксплуатацию новых
батарей.
Таблица
11.2
Температура
замерзания электролита различной плотности
|
Плотность |
Температура |
Плотность |
Температура |
Плотность |
Температура |
|
1,050 |
-3,0 |
1,150 |
-14,0 |
1,250 |
-50,0 |
|
1,075 |
-5,0 |
1,175 |
-19,0 |
1,275 |
-59,0 |
|
1,100 |
-7,0 |
1,200 |
-25,0 |
1,300 |
-68,0 |
|
1,250 |
-10,0 |
1,225 |
-37,0 |
1,310 |
-78,0 |
Таблица
11.3
Поправка
к плотности при различных температурах электролита
Таблица
11.4
Зависимость
плотности электролита от степени разряда аккумуляторных батарей
|
Плотность |
||
|
Полностью |
Батареи заряженной |
|
|
На 50 % |
На 75 % |
|
|
1,310 |
1,230 |
1,270 |
|
1,290 |
1,210 |
1,250 |
|
1,270 |
1,190 |
1,230 |
|
1,250 |
1,170 |
1,210 |
Для
длительного хранения батарей после их предварительной зарядки можно слить из них
электролит, затем дважды промыть аккумулятор дистиллированной водой. Слив воды
производить через 20 — 25 (мин) после заливки. Затем залить в
аккумуляторы 5 % раствор борной кислоты до нормального уровня и закрыть пробки.
Вытереть батарею насухо и ставить в помещении с положительной температурой. При
таком способе хранения не происходит саморазряд пластин. Для ввода в
эксплуатацию из батареи выливают водный раствор борной кислоты опрокидыванием батареи
отверстиями вниз. Через 20 — 25 (мин) аккумуляторы заливают электролитом
плотностью 1,38 — 1,40 (г/см3) и
после 40 — 50 (мин) пропитки батареи устанавливают на автомобиль.
11.2. Техническое обслуживание и текущий ремонт аккумуляторных
батарей
Техническое
обслуживание аккумуляторных батарей осуществляется при техническом обслуживании автомобиля. При первом техническом обслуживании
автомобиля (ТО-1) необходимо очистить аккумуляторную батарею от пыли, грязи и следов
электролита; прочистить вентиляционные отверстия
пробок, проверить крепление батареи, крепление и надежность контактов наконечников
проводов и выводы зачистить; наконечники проводов и выводы смазать техническим вазелином;
проверить, уровень электролита и, при
необходимости, довести до нормы; при перезаряде
батареи проверить исправность генераторной установки.
При втором техническом обслуживании автомобиля, кроме работ,
выполняемых при ТО-1, дополнительно
проверить степень заряженности аккумуляторной батареи по плотности электролита
(до доливки воды) и работоспособность аккумуляторной батареи по напряжению аккумуляторов под нагрузкой. При переходе с летней эксплуатации
батарея может быть направлена в аккумуляторный
цех на подзаряд, если отдельные аккумуляторы или батареи полностью окажутся разряженными более 50 % в летнее и более 25 в зимнее время.
Снятые
с автомобиля аккумуляторные батареи должны быть помыты горячим (60 — 80 °С) 10 % раствором кальцинированной соды или нашатырного спирта
при помощи волосяной кисти. Промытые затем
холодной водой батареи протирают ветошью или обдувают сжатым воздухом. Внешним
осмотром и путем наклона батарей проверяют целостность крышек, перемычек,
стенок моноблока и состояние герметизирующей мастики. При обнаружении трещин (в
мастике, вышках, моноблоке) или других дефектов
(механические повреждения) батарею направляют на ремонт. После ремонта и полной
зарядки батареи вновь сдают в эксплуатацию. При этом анализируют причины
возникших дефектов или глубокого разряда. На автомобиле проверяют состояние электропроводки, работу генераторной установки,
натяжение ремня привода генератора. Методы и
объемы перечисленных операций по обслуживанию аккумуляторных батарей отличаются в зависимости от их конструкции, типа и способа
установки на автомобиль. Так, очистка
поверхности от загрязнения при размещении аккумуляторной батареи в контейнере
может производиться только при ТО-2 так, как
возможность попадания грязи внутрь контейнера ограничена и на поверхность в небольших количествах попадает лишь пыль.
Осмотр должен учитывать характер возможных неисправностей, которые также
зависят от конструкции батарей. Так, например,
при эбонитовых моноблоках возможно образование трещин в стенках моноблока. У батарей с пластмассовыми полипропиленовыми прозрачными
моноблоками трещины могут появляться только при эксплуатации в
условиях очень низких температур (-50 ÷
+50)
°С и поэтому визуальный осмотр в этом случае
сосредотачивают на состоянии присоединения наконечников
проводов к выводным клеммам и заливочных горловин. При раздельных крышках часто
имеют вспучивания и отставание от стенок заливочной мастики, трещины крышек
около выводных клемм и заливочных горловин. Следует обратить внимание на
крепление батарей с пластмассовыми моноблоками так, как при колебаниях
температур они заметно изменяют свои геометрические размеры. В результате,
например, при креплении батареи за выступы в нижней части моноблока крепление
ослабевает, и батарея начинает перемещаться в месте установки, что недопустимо.
Контроль и корректировка уровня электролита для различных батарей различна.
Батареи, в том числе и необслуживаемые, собранные в прозрачных моноблоках,
имеют на боковых поверхностях две метки, соответствующие минимально и
максимально допустимым уровням электролита. Для проверки батарей под нагрузкой
применяют нагрузочные вилки: для батарей с раздельными крышками — Э 108, для
батарей с общей крышкой — аккумуляторный пробник Э 107 (рис. 11.2, 11.3). В зависимости от условий и режима эксплуатации
автомобиля периодичность и объём обслуживания батарей различен; при определении
объемов работ и периодичности обслуживания следует руководствоваться
положениями инструкции по эксплуатации конкретных типов батарей.
Рис. 11.2 аккумуляторный
пробник Э 108.
Рис. 11.3 аккумуляторный пробник Э 107.
11.2.1. Особенности эксплуатации необслуживаемых аккумуляторных
батарей
В
необслуживаемых батареях обеспечен увеличенный запас электролита над блоком
электродов (до 35 мм). Этот запас электролита может расходиться в течение всего
срока службы батареи. Однако, как показала практика, для сохранения свойства
необслуживаемости батарей в течение всего срока службы необходимо обеспечить
требования по уровню зарядного напряжения от генератора с учетом условий и
интенсивности использования автомобиля. Например, при пробеге автомобиля 10 —
20 (тыс. км) в год в средней полосе страны необслуживаемые батареи можно
устанавливать на автомобили, на которых регуляторы напряжения отрегулированы
для подзаряда батарей обычного типа. При более высокой интенсивности и в
условиях жаркого климата зарядное напряжение батарей целесообразно снижать.
На
практике оценку снижения уровня электролита необслуживаемых батарей
целесообразней вести по массе батареи, не допуская при этом снижения уровня
электролита в отдельных аккумуляторах ниже установленного уровня. В табл. 11.5 приведены усредненные
показатели возможного снижения общей массы электролита батареи 6СТ-55АЗ за год
эксплуатации автомобилей с различными пробегами в условиях средней полосы.
Таблица
11.5
Эксплуатационные
показатели батареи 6СТ-55АЗ
|
Среднегодовой |
Пределы |
Среднегодовое |
|
1 |
2 |
3 |
|
6,0 ± 2 |
13,7 — 14,3 |
45 ± 20 |
|
14,0 ± |
13,9 — 14,3 |
86 ± 30 |
|
24,0 ± 2 |
14,1 — 14,5 |
94 ± 50 |
|
34,0 ± 2 |
13,9 — 14,4 |
231 ± 50 |
|
70,0 ± 5 |
13,7 — 14,3 |
282 ± 80 |
|
110,0 ± 15 |
13,5 — 13,8 |
400 ± 50 |
|
110,0 ± 15 |
14,2 — 14,4 |
1500 ± 500 |
11.3. Ремонт
аккумуляторных батарей
11.3.1. Неисправности аккумуляторных батарей
Окисление
полюсных выводов происходит при попадании на них электролита, отсутствии смазки
на них и неплотном креплении проводов. Окисленные выводы повышают сопротивление
в цепи всех потребителей, особенно, стартера, что ухудшает их работу.
Окисленные выводы зачищают наждачной бумагой или специальным приспособлением и
смазывают техническим вазелином. Трещины в мастике, крышках и стенках бака
являются причиной утечки и понижения уровня электролита в аккумуляторах. Электролит,
попадая на поверхность крышки, замыкает полюсные выводы полублоков пластин. Это
увеличивает саморазряд аккумуляторов. При соприкосновении заряженных пластин с
воздухом в результате утечки электролита, губчатый свинец отрицательных пластин
переходит в гидроокись свинца Pb(ОН)2, вызывая уплотнение активной
массы и уменьшение ее пористости. Это затрудняет доступ электролита вглубь
пластин. При этом в работе участвует меньше активной массы пластин, что снижает
емкость батареи. Кроме того, на оголенной части пластин происходит образование
крупных трудно растворимых кристаллов
сернокислого свинца, что ещё больше снижает ёмкость батареи. Трещина на
внутренней части бака вызывает замыкание электролитом разноименных групп
пластин двух соседних аккумуляторов соединенных
между собой свинцовой перемычкой, и происходит их саморазряд, а в дальнейшем —
образование трудно растворимых кристаллов сернокислого свинца. Плотность
электролита в этих аккумуляторах меньше, чем в исправных; э.д.с. двух соседних
аккумуляторов, замыкающихся через электролит,
будет равна всего 2 (В). Поврежденные баки, крышки
и мастику заменяют.
Ускоренный
саморазряд аккумуляторов
Нормальный
(естественный) саморазряд новых аккумуляторов при бездействии в течение первых 14
суток. Для уменьшения саморазряда, возникающего в результате загрязнения
электролита, батарею необходимо зарядить силой тока 10 часового режима до
напряжения 1,1 — 1,2 В) на один аккумулятор, после чего вылить весь электролит,
залить батарею дистиллированной водой для
промывки пластин и сепараторов и после выдержки в течение 5 (мин) вылить эту воду, и затем залить аккумуляторы свежим электролитом той же
плотности, какую имел электролит, вылитый перед промывкой, и полностью зарядить
аккумуляторную батарею. Для уменьшения саморазряда, возникающего вследствие
загрязнения крышек аккумуляторов, крышки следует очистить от грязи и
электролита.
Пониженная
или повышенная плотность электролита
Пониженная
плотность электролита увеличивает внутреннее сопротивление батареи и снижает её
ёмкость, а при повышении плотности электролита ускоряется разрушение активной
массы и решёток пластин, что снижает срок службы и ёмкость батареи.
Корректировку плотности электролита в конце заряда производят доливкой в
аккумуляторы дистиллированной воды (если
плотность выше нормы) и доливкой электролита плотности 1,4 г/см3 (если
плотность ниже нормы).
Перезаряд
батареи
При
перезаряде батареи происходит усиленный электролиз воды и увеличение содержания
серной кислоты в электролите, происходит нагрев электролита, усиливается
испарение воды. В результате возникает сульфатация верхней части пластин,
которая приводит к повреждению сепараторов и возникновению коротких замыканий.
Основные признаки перезаряда — быстрое понижение уровня электролита. Основная
причина перезаряда — высокое напряжение, поддерживаемое регулятором напряжения.
При появлении признаков перезаряда необходимо произвести внеочередную проверку
и регулировку регулятора напряжения.
Разряд
батареи
Систематический
разряд батареи в большинстве случаев возникает из-за низкого напряжения
генераторной установки. При обнаружении разряда необходимо отрегулировать
регулятор напряжения. Иногда причинами разряда являются утечки тока в цепях
электрооборудования автомобиля, а также повышенное потребление электроэнергии.
Преждевременное
разрушение пластин
Преждевременное
разрушение пластин происходит при длительном перезаряде, который вызывает
только бесцельный электролиз воды на кислород и водород, и вредное окисление
решеток положительных пластин кислородом. Сильное окисление решеток вызывает их
разрушение. Одновременно в порах активной массы пластин накапливается
значительное количество газов водорода и кислорода, давление в порах
возрастает, что вызывает разрыхление и выкрашивание активной массы и отрыв её
от решёток пластин.
Аналогичное
явление происходит:
—
при заряде аккумуляторов большой силой зарядного тока в конце заряда при
повышении плотности и температуры электролита, при этом механическая прочность
активной массы уменьшается и происходит оползание её из ячеек решёток;
—
при не прочном креплении батареи на автомобиль;
—
при замерзании воды в электролите;
—
вследствие коррозии решетки положительных пластин при повышении температуры
электролита не аккумуляторной серной кислоты.
Короткое
замыкание батареи, повышение температуры электролита выше +45 °С, а также и
длительное пользование стартером способствует разрушению пластин, что ускоряет
разрушение активной массы. Разрушение пластин вызывает уменьшение емкости и
короткое замыкание разноименных пластин. Короткое замыкание разноименных
пластин происходит при разрушении сепараторов, большом выпадании активной массы
на дно блока и на кромках сепараторов. Короткозамкнутый аккумулятор быстро
разряжается и пластины его сульфатируются. Плотность электролита в таком
аккумуляторе будет очень малой. При полном коротком замыкании аккумулятор
зарядить невозможно. В этом случае его необходимо разобрать и устранить
дефекты, вызванные замыканием. Для устранения частичного замыкания пластин
производят промывку аккумулятора дистиллированной водой.
Сульфатация
пластин — образование крупных труднорастворимых кристаллов сернокислого свинца
(сульфата) на поверхности пластин и на стенках пор активной массы. Кристаллы
сульфата закупоривают поры активной массы, что препятствует проникновению
электролита вглубь пластины. Сульфатация снижает емкость аккумулятора.
В
современных конструкциях аккумуляторных батарей вследствие применения новых
материалов сепараторов и баков, а также лучших материалов активной массы
сильная сульфатация при нормальном уровне электролита возникает редко.
Причины
сульфатации — глубокий разряд батареи, длительное пребывание в разряженном
состоянии, высокая плотность и температура электролита и его недостаточный
уровень. Признаки сульфатации следующие. При заряде напряжение сначала выше
нормального, а в конце заряда ниже и не достигает 2,7 (В) на один аккумулятор.
Плотность электролита при заряде повышается медленно, а его температура —
быстро. Интенсивное газовыделение начинается значительно раньше до конца
заряда. При проверке нагрузочной вилкой напряжения неустойчиво и заметно падает
в течение 5 (с). При разряде понижены как ёмкость, так и напряжение батареи.
При разборке сульфатированной батареи на её пластинах имеется светло-серый,
почти белый налёт. При прочерчивании ножом не появляется металлический блеск на
поверхности отрицательных пластин. Сильная сульфатация приводит к повреждению
решёток пластин и сепараторов из-за увеличения в объеме активной массы.
Батареи, подвергшиеся средней сульфатации, следует разрядить при силе тока 10
часового режима разряда до напряжения 1,7 (В) на один аккумулятор. Вылить
электролит, заменить его дистиллированной водой и поставить батарею на зарядку
силой тока, равной 3 % от номинальной ёмкости. Заряд производить в течение 60 —
100 (час), пока плотность электролита и напряжение не будут оставаться
постоянными в течение 5 часов. Если напряжение нормальное, то плотность
электролита довести до нормы и произвести контрольный разряд. При положительных
результатах контрольного разряда батарея пригодна к эксплуатации. Корабление
аккумуляторного бака возникает часто из-за длительного перезаряда, вследствие
повышения температуры электролита и из-за чрезмерной затяжки крепления болта. Короткое замыкание в элементе аккумуляторной батареи
вызывается следующими причинами: корабление пластин, повреждениями сепараторов,
образованием наростов на пластинах, осыпающейся с пластин активной массой.
Признаком короткого замыкания аккумулятора является
малая величина его э.д.с, которую можно
измерить вольтметром без нагрузки батареи. При зарядке батареи в элементе с
коротким замыканием плотность электролита повышается медленнее, чем в
остальных.
Отстающий
элемент
При
разности плотности электролита между элементами батареи более 0,02 (г/см3)
и напряжения более, чем на 0,2 (В), (измеряется нагрузочной вилкой). Причиной
неисправности может быть отстающий аккумулятор. При продолжении разряда с таким
аккумулятором ток, проходя через отстающий аккумулятор, заряжает его в обратном
направлении. Напряжение батареи при этом
уменьшается на напряжение отстающего элемента. В случае обнаружения отстающего
элемента следует батарею зарядить и после заряда выровнять плотность
электролита во всех аккумуляторах, затем произвести контрольный разряд батареи.
Если при контрольном разряде плотность
электролита в отстающем элементе понижается быстрее, чем в остальных, а ёмкость
батареи окажется ниже нормы, то батарея
неисправна и подлежит ремонту.
Коррозия
решёток положительных пластин
Избежать коррозии нельзя, однако, при своевременном и правильном
профилактическом обслуживании батарей она протекает медленно. Ускоряют
коррозию высокая плотность и повышенная температура электролита, а также
перезаряд пластин.
11.3.2. Требования к состоянию основных деталей аккумуляторных
батарей, поступающих на сборку после ремонта
Моноблок
Корпус
моноблока и детали не должны иметь искривлений, кромки и углы должны быть защищены. Стенки и перегородки моноблока не должны иметь
сквозных трещин и сколов, нарушающих
герметичность батареи.
Сборка
аккумуляторных батарей
Наплавленное ушко электрода должно быть обработано заподлицо с
поверхностью электрода. При сварке электродов в блоки ушки электродов должны
выступать над гребенкой на 3 — 4 (мм). Электроды блока должны иметь примерно
одинаковое техническое состояние. Не допускается
комплектовать старые и новые электроды в блок. Поверхность мостика борна должна
быть монолитной, ровной, без приливов и
заусенцев. Пайка блоков положительных и отрицательных электродов, приварка
межэлементных соединений и выводных клемм (зажимов) должны быть плотной, прочной и обеспечивать во всех соединениях
хороший электрический контакт. Блоки
положительных и отрицательных электродов должны быть установлены один в другой таким образом, чтобы каждый положительный электрод был
расположен между двумя отрицательными. Сепараторы должны быть установлены
рифленой стороной к положительному электроду,
и выступать над верхними кромками электродов на 3 — 4 (мм) и боковыми на 2 — 3
(мм). Сепараторы должны быть изготовлены из микропористого эбонита (мипора) или микропористой пластмассы (мипласта), комбинированные со
стекловолокном. Расположение блоков электродов в смежных секциях моноблока
должно обеспечивать последовательное соединение аккумуляторов между собой.
Блоки должны быть установлены до упора ножками электродов в опорные призмы
моноблока. Если блок электродов входит в секцию моноблока свободно, то
необходимо установить дополнительный сепаратор между
электродом и стенкой секции. Крышки элементов аккумуляторной батареи должны
быть уплотнены (при необходимости) асбестовым шнуром и залиты мастикой. Состав мастики: битум нефтяной
специальный (ГОСТ 8771-76 — 73 — 78 %),
авиационное масло, марки МК-22, МС-20 или МС-14 (ГОСТ 21743-76) —
22 — 27 %. Заливочная мастика должна быть однородной, кислотоустойчивой и
водонепроницаемой. При изменении температуры в интервале от плюс 60
°С до минус 40 °С мастика должна обеспечивать герметичное уплотнение между крышками и баком, не должна иметь подтеков, отставать от стенок
блока и давать трещины и разрывы. Полюсные выводы и штыри в месте сварки с
втулками крышек должны обеспечивать герметичность соединения. Соединение
аккумуляторов в батарею, расположение полюсных выводов, а также обозначающих в
зависимости от полярности знаками «+» (плюс) и «-» (минус) и должны соответствовать ГОСТ
959.0-84Е на конкретный тип батарей. Размеры выводов должны соответствовать
указанным на рис. 5.2.
Допускаются диаметры полюсных выводов с допусками минус 0,4 (мм) и батареи с выводами под болт. Каждый аккумулятор
батареи должен иметь над сепараторами предохранительный щиток из кислотостойкого
материала. Поверхность батареи должна быть чистой, без потеков свинца в месте
пайки, пузырей и трещин мастики. На наружной поверхности допускается: частичное
отсутствие глянца, изменение цвета, сырые пятна, следы задиров, сколы на рифленых и торцевых поверхностях. Батареи по
габаритным размерам, соединению аккумуляторов между собой и расположению
выводов должны соответствовать ГОСТ 959.0-84Е или техническим условиям на
конкретный тип и исполнение батарей. Батареи должны быть залиты электролитом и
полностью заряжены. Допускается по согласованию с заказчиком выпускать батареи
из ремонта в сухом исполнении (не залитые электролитом). Заливочные и
вентиляционные отверстия батарей, выпускаемых в сухом исполнении, должны быть
загерметизированы. Герметизирующие детали должны легко удаляться перед
приведением батарей в действие. Электролит для заливки батарей — водный раствор
аккумуляторной серной кислоты. Химический состав серной кислоты должен
соответствовать ГОСТ 667-73,
воды — ГОСТ 6709-72.
Уровень электролита в аккумуляторах батареи должен быть на 10 — 15 (мм) выше предохранительного щитка. Ёмкость батарей,
определяемая при 20-и часовом режиме разряда, не позже четвёртого цикла, должна
быть не менее 80 % от номинальной ёмкости. Характеристики стартерного режима
разряда батарей при начальной температуре электролита 25 ± 2 °С должны быть не
менее указанных ниже:
Разрядный
ток, А……………………………………………………. 3С20
Минимальная
продолжительность разряда, мин……… 3
Начальное
напряжение на выводах, В (через 5 — 7 с после начала разряда):
для
6-вольтовой батареи…………………………………………. 5,1
для 12-вольтовой батареи……………………………………….. 10,2
Конечное
напряжение на выводах, В для 6-вольтовой батареи……………….. 4,5
для
12-вольтовой батареи………………. 9,0
Испытанию
подвергают батареи, достигшие емкости, равной 80 % от номинальной емкости, но
не позже, чем на пятом цикле. На каждой батарее должны быть нанесены: товарный
знак ремонтного подразделения, клеймо ОТК ремонтного подразделения, дата
приемки ОТК (месяц, год), тип исполнения батареи.
11.3.3. Испытание аккумуляторных батарей
Аккумуляторные
батареи должны быть подвергнуты испытаниям на герметичность и номинальную
емкость.
Приборы,
применяемые при испытаниях:
1) вольтметр класса точности
не ниже 0,5 с внутренним сопротивлением не менее 300 (Ом/В);
2) амперметр класса точности
не ниже 1,0;
3) температуры со шкалой от 0
до 100 °С с ценой деления 1 °С
по ГОСТ 215-73, со шкалой от минус 30 до 60 °С типа ТН-6, со шкалой от минус 80
до 60 °С типа ТН-6 по ГОСТ 400-80Е;
4) ареометры со шкалой от 1,10 до 1,40 (г/см3) с ценой деления 0,01 (г/см3) по ГОСТ 18481-81;
5) манометры и вакуумметры класса точности 1,5 по ГОСТ 8625-77Е;
6) приборы для измерения
времени должны быть градуированы в секундах, минутах, часах, они должны иметь
точность ±1 (c) в час.
При
измерениях показания приборов должны быть в последней трети шкалы. Испытание
батарей на герметичность должно производиться в течение 3 — 5 (с) путём
создания давления пониженного или повышенного по сравнению с атмосферным на 20 ± 1,33 (кПа), 150 ± 10 (мм рт. ст.). При
этом показания вакуумметра или манометра не должны меняться. Испытаниям следует
подвергать батарею без электролита. Разряд батареи при испытании на номинальную
емкость должен производиться после заряда батареи. Разряд проводить непрерывно
постоянной силой тока J = 0,05 × С20 (А) до
конечного напряжения на выводах 5,25 (В)
6-вольтовой батареи и 10,5 (В) у 12-вольтовой
батареи. В течение всего разряда величина силы тока должна быть постоянной. Напряжение на выводах батареи и температуру электролита
измерять в среднем аккумуляторе с интервалом
не более 4 (ч). При снижении напряжения до 5,55 (В) на 6-вольтовой батарее и 11,1 (В) на 12-вольтовой батарее измерения производить через
каждые 15 (мин), а при понижении напряжения до 5,4 (В) на 6-вольтовой батарее и 10,8 (В) на 12-вольтовой батарее — непрерывно до конца разряда. При разряде температура
электролита должна находится в интервале от 18 до 27 °С. Полученная ёмкость
должна быть приведена к температуре 25 °С по формуле:
С25 — ёмкость, приведённая к температуре 25 °С, Ач;
Сизм — ёмкость, полученная при испытании, Ач;
t — средняя температура между начальной и конечной температурой
электролита при разряде, °С.
Допустимая
ёмкость батарей при 20 часовом режиме разряда на четвёртом цикле должна быть не
менее величин, указанных в таблице 11.6.
Таблица
11.6
11.3.4. Правила приёмки и выпуска
Приёмку
в ремонт и выпуск батарей из ремонта производит представитель ремонтного предприятия (подразделения)
в присутствии представителя заказчика. Батареи принимают в ремонт на основании заключения представителя ремонтного предприятия
(подразделения). Заключение составляется на оборотной стороне приемо-сдаточного
акта по результатам: наружного осмотра,
разборки-сборки в необходимом объёме для контроля технического состояния батарей. Батареи должны приниматься в ремонт и выпускаться
из ремонта в комплектности по ГОСТ
18505-74. По требованию представителя заказчика
предъявляемые к выдаче батареи проверяют в количестве до 100 % от партии по следующим пунктам:
—
батареи по габаритным размерам, соединению аккумуляторов между собой и
расположению выводов должны соответствовать ГОСТ 959.1-79 на конкретный тип и
исполнение батарей;
—
выводы батареи должны быть обозначены в зависимости от полярности знаком «плюс»
(+) или «минус» (-) и их размеры должны соответствовать ГОСТ 959.0-79;
—
наружная поверхность батарей должна быть чистой, не должно быть пузырений,
трещин, неровностей мастики и подтеков свинца в местах сварки. Заливочная
мастика должна создавать герметичное уплотнение между крышкой и моноблоком, не
должна иметь разрывов и трещин;
—
каждый аккумулятор батареи должен иметь над сепараторами предохранительный щит
из кислотостойкого материала;
—
батареи должны быть залиты электролитом и полностью заряжены (допускается по
согласованию с заказчиком выпускать батареи в сухом исполнении, не залитые
электролитом);
—
заливочные и вентиляционные отверстия батарей, выпускаемых в сухом исполнении,
должны быть загерметизированы, герметизирующие детали должны легко удаляться
перед применением батарей в действие;
—
уровень электролита в аккумуляторных батареях должен быть на 10 — 15 (мм) выше предохранительного щитка;
—
отремонтированные батареи должны быть приняты службой технического контроля;
— на
каждой батарее должны быть нанесены: товарный знак ремонтного предприятия
(подразделения), клеймо ОТК ремонтного предприятия (подразделения), дата
приёмки ОТК (месяц и год), тип и исполнение
батареи.
Надписи
должны быть нанесены на перемычках между аккумуляторами.
По
требованию представителя заказчика или его представителя батареи к выдаче могут
быть подвергнуты испытаниям в количестве 5 % от партии, но не менее 2-х батарей
по следующим пунктам:
—
ёмкость батарей, определяемая при 20 часовом режиме разряда, не позже
четвертого цикла, должна быть не менее 80 % от номинального значения;
—
характеристики стартерного режима разряда батарей должны соответствовать
указанным в разделе 11.3.2.
При
обнаружении неисправности батарей ремонтное предприятие (подразделение) обязано
немедленно устранить их или предъявить к выдаче другую батарею. Того же типа
(по согласованию с заказчиком).
11.4. Перечень регламентных работ технического обслуживания
аккумуляторных батарей
11.4.1. Перечень регламентных работ первого технического
обслуживания (ТО-1)
Исполнитель — аккумуляторщик 3 — 4 разряда. Трудоёмкость — 14,0/10,0 (чел · мин)
|
№ п/п |
Наименование и |
Кол-во мест |
Приборы, |
Технические |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Очистить поверхность аккумуляторной батареи от пыли, грязи и |
1 |
Комплект аккумуляторщика Э 412 (4.1), ветошь (6.14), пистолет |
Протереть наружные поверхности и части батареи 10 % раствором |
|
2 |
Прочистить вентиляционные отверстия в пробках аккумуляторной |
6/3 |
Комплект аккумуляторщика Э 412 (4.1), ветошь (6.14), |
— |
|
3 |
Проверить уровень электролита в аккумуляторах батарей и при |
6/3 |
Комплект аккумуляторщика Э 412 (4.1), бачок (5.1) |
Уровень электролита в аккумуляторах батареи должен быть на 10 — |
Примечание:
У
батарей с автоматической установкой уровня электролита перед доливкой воды из
заливных отверстий вывертывают пробки (рис. 11.5) и плотно насаживают их на штуцеры с вентиляционным
отверстием, расположенным рядом с пробками, которые при этом герметически
закрываются (рис. 11.5.б). Затем доливается вода до тех пор, пока уровень электролита
не будет ниже верхнего торца заливного отверстия на 10 — 15 мм (рис. 11.5.в). Со штуцера снимают пробку и в этот момент автоматически устанавливается
необходимый уровень электролита. Пробку ввертывают на свое место в заливное
отверстие. В батарею, как правило, добавляется только дистиллированная вода.
Электролит той же плотности, что и в батарее, добавляется только в случаях,
когда установлено, что причиной понижения
уровня электролита является его утечка или
выплескивание.
Рис. 11.5. Проверка
уровня электролита.
Рис. 11.5.
Доливка воды в батарею с автоматической установкой уровня электролита.
|
1 |
2 |
3 |
4 |
5 |
|
4 |
Снять наконечники проводов с выводов батареи, предварительно |
2 |
Ключи гаечные 12, 14 и 17 мм (3.1, 3.2), съёмник из |
См. примечание |
|
Примечание: При |
||||
|
5 |
Зачистить и смазать выводы аккумуляторной батареи и наконечники |
4 |
Приспособление для очистки проводов и выводов |
Выводы батареи и наконечники проводов смазать тонким слоем пресс-солидола «С» ГОСТ 4366-76 или технического |
|
6 |
Присоединить наконечники проводов к выводам батареи |
2 |
Ключи гаечные 12, 14 и 17 мм (3.1, 3.2) |
При установке наконечников не должно быть погрешности, |
|
7 |
Проверить и при необходимости закрепить аккумуляторную батарею |
2 |
То же |
Не допускать чрезмерной затяжки гаек крепления во избежание |
Рис. 11.6.
Снятие наконечника провода вывода батареи.
Рис. 11.7.
Положение наконечника на выводе батареи.
11.4.2. Перечень регламентных работ второго технического
обслуживания аккумуляторных батарей (ТО-2)
Исполнителя
— аккумуляторщик 3 — 4 разряда
Трудоёмкость
— 18,0/11,0 (чел ·
мин)
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Очистить аккумуляторную батарею от пыли, грязи и следов |
1 |
Комплект аккумуляторщика Э 412 (4.1), ветошь (6.14), пистолет |
Протереть наружные поверхности и части батареи 10 % раствором |
|
2 |
Прочистить вентиляционные отверстия в пробках аккумуляторных |
6/3 |
Комплект аккумуляторщика Э 412 (4.1), ветошь (6.14), деревянная |
— |
|
3 |
Проверить уровень электролита в аккумуляторах батареи и при |
6/3 |
Комплект аккумуляторщика Э 412 (4.1), бачок (5.1) |
См. технические требования и примечание к работе № 3 |
|
4 |
Проверить плотность электролита в аккумуляторах батареи, рис. 11.8 |
6/3 |
Комплект аккумуляторщика Э 412(4.1) |
Плотность электролита в аккумуляторах батареи должна |
|
5 |
Проверить степень заряженности каждого аккумулятора батареи под нагрузкой и при |
6/3 |
Пробник аккумуляторный Э 107 (4.4), Э 108 (4.4), рис. 11.2, 11.3, ключи гаечные 12, |
Напряжение каждого аккумулятора батареи под нагрузкой в течение |
Примечание:
При эксплуатации
аккумуляторных батарей в условиях низких температур следует проводить ряд
дополнительных мероприятий, направленных на обеспечение дальнейшей нормальной
работоспособности, а именно: провести перед началом сезона тренировочный цикл, а также обеспечить
каждую батарею при её установке вне капота необходимыми утеплительными
элементами (войлочные утеплители, пенопластовые коробки для предохранения моноблока от замерзания).
Рис. 11.8.
Проверка плотности электролита в аккумуляторной батарее:
1 — трубка; 2 — сосуд; 3 — резиновая груша; 4 — поплавок; 5 — шкала
поплавка
Рис. 11.9.
Проверка степени заряженности аккумуляторной
батареи под нагрузкой.
|
1 |
2 |
3 |
4 |
5 |
|
6 |
Снять наконечники проводов с выводов батареи, предварительно |
2 |
Ключи гаечные 12, 14 и 17 мм (3.1, 3.2), съемник из |
См. примечание к работе № 4 технического обслуживания № 1 |
|
7 |
Зачистить выводы аккумуляторной батареи и наконечники проводов |
4 |
Приспособление для очистки проводов и выводов батареи — из |
— |
|
8 |
Присоединить наконечники проводов к выводам батареи |
2 |
Ключи гаечные 12, 14 и 17 мм (3.1, 3.2) |
При установке наконечников не должно быть погрешности, |
|
9 |
Смазать выводы аккумуляторной батареи и наконечники проводов |
4 |
Емкость с пресс-солидолом или техническим вазелином (5.9) |
Смазать тонким слоем пресс-солидола «С» ГОСТ 4366-76 или технического |
|
10 |
Проверить и при необходимости закрепить аккумуляторную батарею |
2 |
Ключи гаечные 12, 14 и 17 мм (3.1, 3.2) |
Не допускается чрезмерная затяжка гаек крепления во избежание |
11.5. Перечень цеховых
работ по текущему ремонту аккумуляторных батарей
Карта 1. Мойка
|
Общая |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
1 |
Установить аккумуляторную батарею на пост мойки |
1 |
Тележка для транспортировки аккумуляторных батарей (1.1), моечная машина (5.7) |
— |
|
|
2 |
Вымыть аккумуляторную батарею |
1 |
Моечная машина (5.7) |
В качестве моющего раствора применять водный раствор (10 %-й) |
|
|
3 |
Обдуть батарею сжатым воздухом |
1 |
Пистолет воздушный С 417 (5.3) |
— |
|
|
4 |
Установить батарею на стеллаж |
1 |
Тележка для транспортировки аккумуляторных батарей (1.1), стеллаж (6.3) |
— |
|
Карта 2. Проверка технического
состояния аккумуляторной батареи
Общая
трудоёмкость — 10,0/8,0 (чел · мин)
Исполнитель
— аккумуляторщик 3 разряда
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Установить аккумуляторную батарею на пост технического контроля |
1 |
Верстак аккумуляторщика (6.1), тележка для |
— |
|
2 |
Внешним осмотром проверить состояние моноблока батареи и |
1 |
— |
Поверхность батареи должна быть чистой и не иметь сквозных |
|
3 |
Проверить прочность соединений штыря баретки с межэлементными |
2 |
Верстак аккумуляторщика (6.1), отвертка 5,5 мм |
Сварное соединение штыря с |
Рис. 11.10. Проверка технического
состояния моноблока и заливочной мастики:
1 — дефекты моноблока; 2 — дефекты мастики
|
1 |
2 |
3 |
4 |
5 |
|
|
4 |
Проверить прочность соединения штыря баретки с выводными |
2 |
Верстак аккумуляторщика (6.1), молоток |
Сварное соединение штыря баретки с выводными клеммами должно |
|
|
5 |
Проверить степень износа выводных клемм (рис. 11.13) |
2 |
Приспособление из комплекта ПТ 7300 (4.13) |
— |
|
|
6 |
Вывернуть пробки из заливочных отверстий крышек аккумуляторов |
6/3 |
Ключ для пробок — из комплекта приспособлений (3.20) |
— |
|
|
7 |
Проверить уровень электролита в аккумуляторах батареи и при |
— |
Комплект аккумуляторщика Э 412 (4.1), бачок (5.1) |
Уровень электролита должен быть на 10 — 15 (мм) выше |
|
|
8 |
Ввернуть пробки от руки в заливочные отверстия |
6/3 |
— |
См. примечание к работе № |
|
|
|
|
||||
|
Рис. 11.11. |
Рис. |
||||
Рис. 11.13.
Проверка степени износа выводных клемм:
1 — шаблоны для проверки износа клемм; 2 — полюсные выводы
стартерных аккумуляторных батарей: а) конусные выводы; б) выводы с отверстиями под болт
Карта 3. Проверка технического
состояния аккумуляторной батареи
Общая
трудоёмкость — 6,0/4,0 (чел · мин)
Исполнитель
— аккумуляторщик 4 разряда
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Установить аккумуляторную батарею на рабочее место контроля |
1 |
Верстак аккумуляторщика (6.1), тележка для |
— |
|
2 |
Замерить напряжение аккумуляторов без нагрузки, рис. 11.14 |
6/3 |
Вольтметр из комплекта приспособлений ПТ 7300 (4.16) |
См. примечание |
|
Примечание: Отсутствие |
||||
|
3 |
Замерить напряжение отдельных аккумуляторов батареи нагрузочной |
6/3 |
Нагрузочная вилка из комплекта ПТ 7300 (2.1), пробник Э |
Напряжение каждого аккумулятора батареи под нагрузкой в течение |
|
Порядок выполнения работы: Аккумуляторную батарею проверяют под нагрузкой только в том 1,6 — 1,7 (В) — 1,5 — 1,6 (В) — 1,4 — 1,5 1,3 — 1,4 (В) — Если аккумуляторная батарея разряжена более, чем на 25 % зимой и |
Рис. 11.14.
Проверка напряжения аккумуляторной батареи без нагрузки.
Рис. 11.15.
Проверка напряжения аккумуляторной батареи под нагрузкой.
Карта 4. Зарядка аккумуляторной
батареи
Общая
трудоёмкость — 13,0/9,0 (чел · мин)
Исполнитель
— аккумуляторщик 4 разряда
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Установить аккумуляторную батарею на зарядку |
1 |
Тележка для транспортировки аккумуляторных батарей (1.1), стеллаж для |
— |
|
2 |
Вывернуть пробки из заливочных отверстий крышек аккумуляторов |
6/3 |
Ключ для отворачивания пробок аккумуляторов — из комплекта |
— |
|
3 |
Проверить уровень электролита в аккумуляторах батареи и при |
6/3 |
Уровнемерная трубка из комплекта приспособлений ПТ 7300 (4.11), |
Уровень электролита должен быть на 10 — 15 |
|
4 |
Соединить наконечники проводов или шин зарядной сети с выводными |
2 |
Перемычки или провода с наконечниками (6.15), ключи гаечные |
Отрицательная клемма аккумулятора должка быть присоединена к |
|
5 |
Включить выпрямитель или зарядную установку и установить силу |
— |
Установка для ускоренной зарядки аккумуляторных батарей (4.12), выпрямители (4.6) |
Сила зарядного тока должна быть равна 0,1 от номинальной емкости |
|
6 |
Замерить плотность и температуру электролита в аккумуляторах |
6/3 |
Ареометр (денсиметр) или плотнометр — из комплекта |
См. примечание |
|
Примечание: Температура |
||||
|
7 |
Произвести заряд аккумуляторной батареи |
1 |
Установка для ускоренной зарядки аккумуляторных батарей (4.12), выпрямители (4.6) |
Заряжать аккумуляторную батарею необходимо до тех пор, пока не |
|
8 |
Замерить напряжение, плотность и температуру электролита в |
6/3 |
Вольтметр (4.16), ареометр |
Напряжение аккумуляторов в конце заряда должно быть не менее 2,4 При температуре выше +45 °С батарее следует дать остыть, |
|
9 |
При необходимости произвести корректировку плотности электролита |
6/3 |
Комплект аккумуляторщика Э 412 (4.1), груша резиновая, |
— |
|
Порядок выполнения работы: Корректировку плотности электролита при плотности выше |
||||
|
10 |
Выключить выпрямитель или зарядные агрегаты и отсоединить |
2 |
Установка для ускоренной зарядки аккумуляторных батарей (4.12), выпрямители (4.6), ключи гаечные |
— |
|
11 |
Ввернуть от руки пробки в заливочные отверстия крышек |
6/3 |
— |
— |
|
12 |
Нейтрализовать поверхность аккумуляторной батареи |
1 |
Волосяная кисть (6.16), ёмкость с |
Поверхность батарей нейтрализовать 10 % раствором |
|
13 |
Протереть поверхность батареи насухо или обдуть сжатым воздухом |
1 |
Ветошь (6.14), пистолет |
— |
Карта 5. Определение фактической
ёмкости аккумуляторной батареи 20 часовым
режимом разряда
Общая
трудоёмкость — 13,0/10,0 (чел · мин)
Исполнитель
— аккумуляторщик 4 разряда
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Установить аккумуляторную батарею на стенд для снятия емкости |
— |
Стенд для снятия ёмкости (4.3), |
— |
|
2 |
Присоединить наконечники проводов разрядной сети стенда или щита |
2 |
Стенд для снятия ёмкости (4.3), стеллаж (6.2), щит |
— |
|
3 |
Включить рубильник разрядной сети стенда для снятия емкости или |
— |
Стенд для снятия емкости (4.3), стеллаж (6.2), щит (4.15), термометр — из |
Батарея должна разряжаться при температуре электролита 25 °С. Сила |
|
4 |
Сделать первый замер общего напряжения батареи, данные замера |
1 |
Пробник аккумуляторный Э 107, Э 108 (4.4) |
В журнал записать фактическую величину напряжения |
|
5 |
Разрядить батарею установленной силой тока |
— |
Стенд для снятия ёмкости (4.3), стеллаж (6.2), щит (4.15) |
Постоянство силы разрядного тока должно поддерживаться в течение |
|
6 |
Провести контрольный замер общего напряжения аккумуляторной |
2 |
Вольтметр, термометр — из комплекта приспособлений ПТ 7300 (2.1), часы (4.7) |
Контроль напряжения и температуры электролита производить не |
|
7 |
Разрядить батарею до напряжения 5,25 (В) для 6-вольтовой батареи |
1 |
Комплекта аккумуляторщика Э 412 (4.1), стеллаж (6.2), щит (4.15), стенд для снятия |
См. примечание |
|
Примечание: При |
||||
|
8 |
Выключить рубильник разрядной сети стенда для снятия емкости или |
— |
Стенд для снятия ёмкости (4.3), щит (4.15), часы (4.7), термометр — из |
— |
|
9 |
Отсоединить наконечник проводов разрядной сети стенда для снятия |
2 |
Стенд для снятия ёмкости (4.3), щит |
— |
|
10 |
Установить аккумуляторную батарею на стеллаж на хранение |
— |
Стеллаж для хранения аккумуляторных батарей (6.3) |
— |
|
11 |
Определить фактическую ёмкость аккумуляторной батареи и |
— |
— |
Фактическая ёмкость определяется как произведение силы |
Карта 6. Определение фактической
ёмкости аккумуляторной батареи 10 часовым режимом разряда
|
Общая трудоёмкость — 13,0/7,0 (чел · мин) |
Исполнитель |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
1 |
Установить аккумуляторную батарею на стенд для снятия емкости |
1 |
Стенд для снятия ёмкости (4.3), щит (4.15), стеллаж (6.2), тележка для |
— |
|
|
2 |
Присоединить наконечники проводов разрядной сети стенда или щита |
2 |
Стенд для снятия ёмкости (4.3), щит (4.15), стеллаж (6.2), ключи гаечные |
— |
|
|
3 |
Включить рубильник разрядной цепи стенда для снятия емкости или |
— |
Стенд для снятия ёмкости (4.3), щит (4.15), стеллаж (6.2), термометр — из |
Батарея должна разряжаться при температуре электролита 30 °С. Сила |
|
|
4 |
Сделать первый замер общего напряжения батареи, данный замер |
1 |
Пробник аккумуляторный Э 107, Э 108 (4.4), вольтметр из |
В журнал записать фактическую величину напряжения батареи |
|
|
5 |
Разрядить батарею установленной силой тока |
— |
Стенд для снятия ёмкости (4.3), щит (4.15), стеллаж (6.2) |
В течение всего времени разряда необходимо поддерживать |
|
|
6 |
Произвести контрольный замер общего напряжения аккумуляторной |
2 |
Вольтметр, термометр — из комплекта приспособлений ПТ 7300 (2.1), часы (4.7) |
Контроль напряжения и температуры электролита производить не |
|
|
7 |
Разрядить батарею до напряжения 1,7 (В) в наихудшем аккумуляторе |
6/3 |
Комплекта аккумуляторщика Э 412 (4.1), комплекта |
При снижении напряжения аккумуляторов до 1,55 (В) измерения |
|
|
8 |
Выключить рубильник разрядной сети стенда для снятия ёмкости |
1 |
Стенд для снятия ёмкости (4.3), щит (4.15), |
— |
|
|
9 |
Отсоединить наконечник проводов разрядной сети стенда для снятия |
2 |
Стенд для снятия ёмкости (4.3), щит (4.15), стеллаж (6.2), ключи гаечные |
— |
|
|
10 |
Определить фактическую ёмкость аккумуляторной батареи и |
— |
Фактическая ёмкость определяется как произведение силы |
||
Карта 7. Замена мастики
Общая
трудоёмкость — 18,0 (чел ·
мин) Исполнитель — аккумуляторщик 3 разряда
|
1 |
2 |
3 |
4 |
5 |
|
|
1 |
Установить аккумуляторную батарею под отражательную печь и |
1 |
Печь отражательная (2.5), часы (4.7), тележка для |
Температура разогрева должна быть в пределах 100 — 120 °С, время |
|
|
2 |
Удалить мастику (рис. 11.16) |
1 |
Стамеска с электроподогревом (3.14), или комплект |
См. примечание |
|
|
Примечание: Мастика |
|||||
|
3 |
Удалить влагу с поверхности аккумуляторной батареи ветошью или |
1 |
Ветошь (6.14), печь |
На поверхности батареи не должно быть следов электролита |
|
|
4 |
Залить мастику из ковша в углубления между крышками |
6/3 |
Комплект приспособлений и инструмента ПТ 7300 (2.1) |
Температура заливаемой мастики должна быть в пределах 170 — 180 °С. Батарея перед заливкой должна быть установлена в |
|
|
5 |
Удалить подтеки и излишки мастики стамеской |
6/3 |
Стамеска 10 мм (3.4), или стамеска из |
— |
|
|
6 |
Сгладить поверхность заливочной мастики пламенем газовой горелки |
— |
Газовая горелка из комплекта ПТ 7300 (2.1) |
Во избежание взрыва «гремучего газа» внутри аккумулятора |
|
|
7 |
Установить аккумуляторную батарею на стеллаж для хранения |
— |
Стеллаж (6.3), тележка для |
— |
|
|
Рис. 11.16. Удаление мастики. |
Рис. |
||||
Карта 8. Наварка полюсного
вывода аккумуляторной батареи
Общая
трудоёмкость — 5,0 (чел · мин) Исполнитель — аккумуляторщик 2
разряда
|
1 |
2 |
3 |
4 |
5 |
|||||
|
1 |
Установить аккумуляторную батарею на верстак для ремонта |
— |
Тележка для транспортировки аккумуляторных батарей (1.1), верстак (6.1) |
— |
|||||
|
2 |
Установить шаблон (кокиль) с конусным отверстием (рис. 11.18) на выступ крышки |
1 |
Шаблон из комплекта приспособлений ПТ 7300 (2.1, 3.29) |
Шаблон необходимо устанавливать на выступ крышки аккумулятора |
|||||
|
3 |
Наварить полюсный вывод (рис. 11.19) |
1 |
Шаблон из комплекта приспособлений ПТ 7300 (2.1, 3.29), держатель с угольным |
См. примечание |
|||||
|
Рис. 11.18. 1 — полюсные |
Рис. 11.19. |
||||||||
|
1 |
2 |
3 |
4 |
5 |
|||||
|
Примечание: Для |
|||||||||
|
4 |
Снять шаблон с наваренного полюсного вывода |
1 |
— |
— |
|||||
|
5 |
Проверить прочность соединения штыря баретки с выводами легкими |
1 |
Молоток деревянный (3.5) |
Сварное соединение штыря с полюсным выводом должно обеспечивать надежный электрический контакт. |
|||||
|
6 |
Нанести знак полярности на верхнюю часть полюсного вывода |
1 |
Набор клейм «+» и «-» из комплекта приспособлений ПТ 7300 (2.1, 3.22), молоток (3.6) |
— |
|||||
|
7 |
Установить аккумуляторную батарею на стеллаж для хранения |
— |
Тележка для транспортировки аккумуляторных батарей (1.1), стеллаж |
— |
|||||
Карта 9. Восстановление контакта
между штырём батареи и межэлементным соединением
|
Общая трудоёмкость — 10,0 |
Исполнитель |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
1 |
Установить аккумуляторную батарею на верстак для ремонта или на |
— |
Верстак аккумуляторщика (6.1), сверлильный |
— |
|
|
2 |
Накернить на межэлементном соединении центр штыря баретки |
1 |
Кернер (3.7), |
— |
|
|
3 |
Высверлить на межэлементном соединении отверстие диаметром 16 |
1 |
Сверлильный станок (2.4), дрель ручная (2.6), коловорот Э (3.22), сверло Æ 16 мм (3.12) |
В конце сверления сверло должно открыть место соединения штыря |
|
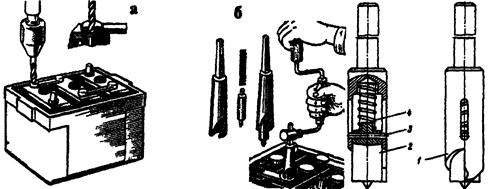
Рис. 11.20.
Высверливание межэлементных соединений:
а — сверлом; б —
трубчатой фрезой; 1 — корпус; 2 — палец центрирующий; 3 — штифт; 4 — пружина
|
1 |
2 |
3 |
4 |
5 |
|
4 |
Установить на межэлементное соединение шаблон |
1 |
Шаблон для сварки межэлементных соединений (3.24) |
Шаблон должен быть установлен на межэлементное соединение плотно |
|
5 |
Сварить межэлементное соединение со штырём баретки и свинцовой |
1 |
Сварочный аппарат (2.3), держатель с |
Сваривать межэлементное соединение необходимо расплавлением |
|
Примечание: Во |
||||
|
6 |
Проверить прочность соединения штыря баретки с межэлементным |
1 |
Отвертка 5,5 мм (3.3), рукоятка |
Сварка штыря и баретки с межэлементным соединением должна |
|
7 |
Установить аккумуляторную батарею на стеллаж для хранения |
— |
Стеллаж (6.3), тележка для |
— |
Карта 10. Замена крышки
аккумулятора батареи
Общая
трудоёмкость — 26,0 (чел · мин) Исполнитель — аккумуляторщик 3 разряда
|
1 |
2 |
3 |
4 |
5 |
|
Снятие крышки |
||||
|
1 |
Установить аккумуляторную батарею на верстак или стол |
— |
Верстак аккумуляторщика (6.1), |
— |
|
2 |
Накернить на межэлементных соединениях и выводных клеммах центры |
2 |
Кернер (3.7), |
— |
|
3 |
Высверлить межэлементное соединение и выводную клемму для |
— |
Сверлильный станок (2.4), дрель (2.6), коловорот (3.23), сверло Æ 16 мм (3.12), фреза трубчатая |
Высверливать необходимо при ввернутых пробках во избежание |
|
4 |
Удалить межэлементное соединение отверткой и собрать свинцовый |
1 |
Отвёртка 5,5 мм (3.3), ларь для |
Годные межэлементные соединения должны быть использованы |
|
5 |
Собрать свинцовые отходы с поверхности батареи |
— |
Кисть (6.16), совок (6.16), |
— |
|
6 |
Удалить старую мастику |
— |
Отражательная печь (2.5), стамеска с |
Порядок выполнения работы смотрите в работах № 1 и № 2 карты 7 |
|
7 |
Установить аккумуляторную батарею на верстак |
— |
Верстак аккумуляторщика (6.1), тележка для |
— |
Рис. 11.21.
Сварка межэлементного соединения.
Рис. 11.22.
Удаление межэлементного соединения.
|
1 |
2 |
3 |
4 |
5 |
|
8 |
Вывернуть пробку из заливочного отверстия крышки аккумулятора |
1 |
Ключ пробки аккумулятора (3.20) — из комплекта |
— |
|
9 |
Установить скобу съемника на крышку моноблока батареи, ввести |
1 |
Съёмник крышки аккумулятора (3.31) |
— |
|
Установка крышки |
||||
|
10 |
Установить новую крышку аккумулятора до упора в выступы |
1 |
Деревянный молоток (3.5), напильник (3.8), тиски слесарные |
Щели между крышкой и стенками моноблока должны быть уплотнены |
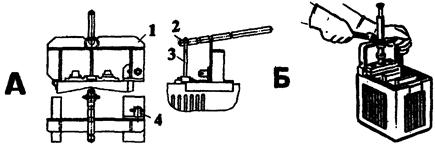
Рис. 11.23.
Снятие крышки аккумулятора:
а) — винтовым
съёмником; б) — рычажным съёмником (1 — скоба, 2 — рычаг, 3 — захват, 4 —
барашек)
|
1 |
2 |
3 |
4 |
5 |
|
11 |
Очистить поверхность штырей баретки от окислов |
2 |
Щётка металлическая (3.28), приспособление |
— |
|
12 |
Сварить межэлементные соединения со штырями бареток и свинцовыми |
2 |
Шаблон для сварки межэлементных соединений — из комплекта ПТ |
Сварка штыря баретки с межэлементными соединениями должна |
|
13 |
Установить межэлементное соединение ушками на свинцовые втулки |
2 |
— |
Межэлементные соединения должны быть надеты на втулки плотно без |
|
14 |
Наварить полюсный вывод аккумуляторной батареи и нанести знак |
1 |
Шаблон для наварки полюсного вывода — из комплекта ПТ 7300 (3.29, 2.1), сварочный |
Работу выполнять при замене крышки аккумулятора. Сварное |
|
15 |
Произвести заливку аккумуляторной батареи мастикой |
— |
Ветошь (6.14), отражательная |
Поверхность мастики должна быть гладкой, блестящей, без вздутий |
|
16 |
Установить аккумуляторную батарею на стеллаж для хранения |
— |
Стеллаж (6.3), тележка для |
— |
Карта 11. Замена моноблока аккумуляторной батареи
|
Общая трудоёмкость — 31,0 (чел · мин) |
Исполнитель |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
1 |
Установить батарею под отражательную печь и разогреть мастику до |
— |
Печь отражательная (2.5), тележка для |
Температура разогрева мастики должна быть в пределах 100 — 120 °С, время |
|
|
2 |
Удалить мастику |
— |
Стамеска с электроподогревом (3.14), или стамеска из |
См. примечание |
|
|
Примечание. Мастика |
|||||
|
3 |
Установить аккумуляторную батарею на верстак для ремонта |
— |
Тележка для транспортировки аккумуляторных батарей (1.1), верстак |
— |
|
|
4 |
Вывернуть пробки из заливочных отверстий крышек аккумуляторов |
6/3 |
Ключ для пробок аккумуляторов — из комплекта ПТ 7300 (2.1) |
— |
|
|
5 |
Слить электролит из аккумуляторной батареи |
— |
Ванна для слива электролита (5.5) |
Для обеспечения полного сливания электролита аккумуляторная |
|
|
6 |
Установить аккумуляторную батарею на стол сверлильного станка |
— |
Тележка для транспортировки аккумуляторных батарей (1.1), станок |
— |
|
|
7 |
Удалить среднее межэлементное соединение |
1 |
Станок сверлильный (2.4), верстак (6.1), кернер (3.7), молоток (3.6), коловорот (3.23), дрель |
Работу выполнять при ремонте 12-вольтовых батарей. |
|
|
8 |
Установить аккумуляторную батарею на верстак |
— |
Тележка для транспортировки аккумуляторных батарей (1.1), станок |
— |
|
|
9 |
Установить скобу съемника на крышки моноблока батареи, ввести |
— |
Съёмник крышки аккумуляторов — из комплекта приспособлений ПТ |
— |
|
|
10 |
Повторить работу № 7 для остальных блоков пластин |
— |
— |
— |
|
|
11 |
Извлечь блоки пластин из дефектного блока, захватив |
— |
Крючья плоские (3.9) — из комплекта ПТ |
— |
|
|
12 |
Повторить работу № 11 для остальных блоков пластин |
— |
То же |
Работу выполнять при ремонте 12-вольтовой батареи |
|
|
13 |
Установить блоки пластин в ванну с дистиллированной водой и |
— |
Ванна для промывки пластин (5.2) |
Пластины от шлама промывать покачиванием блоков в ванне с |
|
|
14 |
Извлечь блоки пластин из ванны и поместить их на решетку над |
— |
Ванна для промывки пластин (5.2) |
Для обеспечения полного отекания излишков воды блоки должны быть |
|
|
15 |
Установить блоки на боковые ребра пластин так, чтобы нижние |
— |
Верстак (6.1), подкладка |
Расстояние между соседними блоками пластин должны быть равны |
|
Рис. 11.24.
Извлечение блоков пластин.
|
1 |
2 |
3 |
4 |
5 |
|
16 |
Надвинуть моноблок батареи на блоки пластин до упора в край |
— |
Верстак (6.1), подкладка |
При выполнении работы необходимо соблюдать осторожность во |
|
17 |
Установить моноблок с частично установленными блоками пластин на |
— |
Верстак (6.1) |
— |
|
18 |
Вставить блоки пластин в моноблок до упора крышек аккумуляторов |
— |
Верстак (6.1) |
Щели между крышками и стенками моноблока должны быть уплотнены |
|
19 |
Установить среднее межэлементное соединение на свинцовые втулки |
— |
— |
Межэлементное соединение |
|
20 |
Сварить межэлементное соединение со штырем бареток и свинцовыми |
— |
Шаблон для сварки межэлементных соединений (6.24) — из комплекта ПТ |
Сварка штыря баретки с межэлементным соединением должна |
|
21 |
Произвести заливку аккумуляторной батареи мастикой |
— |
Ветошь (6.14), |
Поверхность мастики должна быть гладкой, блестящей, без вздутий |
|
22 |
Установить аккумуляторную батарею на стеллаж для хранения |
— |
Тележка для транспортировки аккумуляторных батарей (1.1), стеллаж (6.3) |
— |
Карта 12. Проверка моноблока на герметичность
Общая
трудоёмкость — 10,0 (чел · мин) Исполнитель — аккумуляторщик 3
разряда
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Установить моноблок на верстак |
— |
Верстак (6.1) |
Проверяемый моноблок должен быть чистым и сухим |
|
2 |
Включить прибор для проверки стенок и перегородок моноблока в |
— |
Прибор Э 203 П (4.2) |
— |
|
3 |
Подвести высоковольтные наконечники проводов прибора к |
— |
То же |
Наконечники проводов должны быть подведены к стенке моноблока на |
|
4 |
Проверить стенку моноблока на герметичность |
— |
То же |
При отсутствии герметичности стенки моноблока в месте, имеющем |
|
5 |
Повторить работу 3 и 4 для других стенок моноблока |
— |
Прибор Э 203 П (4.2) |
То же |
|
6 |
Ввести высоковольтные наконечники прибора в смежные секции |
— |
То же |
То же |
|
7 |
Отключить прибор от сети |
— |
То же |
— |
Карта 13. Ремонт моноблока
Общая
трудоёмкость
— 10,0 (чел · мин) Исполнитель — аккумуляторщик
3 разряда
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Установить моноблок на верстак |
— |
Верстак (6.1) |
— |
|
2 |
Разделить трещину с двух сторон под углом 90 — |
— |
Шабер (3.17) |
— |
|
3 |
Определить конец трещины и засверлить его сверлом Æ 5 (мм) |
— |
Дрель (2.6), сверло Æ 5 мм (3.12) |
— |
|
4 |
Зачистить разделанную трещину и часть моноблока, прилегающую к |
— |
Шкурка (3.16) |
— |
Рис. 11.25. Заделка трещины в
моноблоке:
а) 1 — моноблок; 3 — трещина б) заделка
трещины (1 — моноблок, 2 — эпоксидный клей)
|
1 |
2 |
3 |
4 |
5 |
|
5 |
Нанести слой клея на всю разделанную площадь трещины с одной |
— |
Шпатель (3.15), ёмкость с клеем |
Клей должен быть нанесен на раздельную поверхность трещины |
|
6 |
Снять моноблок с верстака и поставить его в сушильный шкаф до |
— |
Сушильный шкаф (2.7), часы (4.7) |
Температура сушки должна быть 60 — 80 °С, время сушки 6 — 8 |
|
7 |
Извлечь моноблок из сушильного шкафа и поместить его на верстак |
— |
Верстак (6.1) |
— |
|
8 |
Повторить работы 5 — 7 для обработки трещины с другой стороны |
— |
Шпатель (3.15), сушильный шкаф (2.7), часы (4.7), верстак (6.1) |
— |
Карта 14. Замена сепараторов
|
Общая трудоёмкость — 99,0/51,0 (чел · мин) |
Исполнитель |
|||||
|
1 |
2 |
3 |
4 |
5 |
||
|
1 |
Удалить старую мастику |
— |
Отражательная печь (2.5), стамеска |
Порядок выполнения работы см. в работах № 1 и 2 карты 7 |
||
|
2 |
Извлечь блоки пластин в сборе с межэлементными соединениями из |
— |
Ключ для пробок аккумуляторов (3.20) — из комплекта |
Порядок выполнения работы см. в работах 2 — 11 карты 11 |
||
|
3 |
Установить блоки пластин в сборе с боковыми ребрами на верстак |
— |
Верстак (6.1) |
— |
||
|
4 |
Определить внешним осмотром место короткого замыкания пластин |
— |
— |
— |
||
|
5 |
Удалить старые сепараторы поочередно из каждого блока пинцетом, |
— |
Пинцет (3.10) |
Пластины должны быть раздвинуты на расстояние, обеспечивающее |
||
|
6 |
Выправить пластины, имеющие коробление |
— |
Плоскогубцы (3.11) |
См. примечание |
||
|
Примечание: Правке подлежат |
||||||
|
7 |
Установить новые сепараторы поочередно в каждый блок пластин, |
— |
Верстак (6.1), деревянная |
Сепараторы должны быть установлены рифленой стороной к |
||
|
8 |
Установить блоки пластин в сборе с межэлементными соединениями в |
— |
Верстак (6.1), деревянная |
Порядок выполнения работы см. в работах 12 — 17 |
||
|
9 |
Произвести заливку аккумуляторной батареи мастикой |
— |
Ветошь (6.14), отражательная |
Поверхность мастики должна быть гладкой, блестящей, без вздутий |
||
|
10 |
Установить аккумуляторную батарею на стеллаж для хранения |
— |
Тележка для транспортировки аккумуляторных батарей (1.1), стеллаж (6.3) |
— |
||
Карта 15. Замена пластин
|
Общая трудоёмкость — 143,0/84,0 (чел · мин) |
Исполнитель |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
Разборка |
|||||
|
1 |
Установить батарею на верстак |
— |
Верстак (6.3), |
— |
|
|
2 |
Вывернуть пробки из заливочных отверстий крышек аккумуляторов |
6/3 |
Ключ для пробок аккумуляторов (3.20) — из комплекта |
— |
|
|
3 |
Слить электролит из аккумуляторной батареи в ванну |
— |
Ванна для сливки электролита (5.5), |
Для обеспечения полного сливания электролита аккумуляторная |
|
|
4 |
Удалить старую мастику |
— |
Отражательная печь (32.5), стамеска |
Порядок выполнения работы см. в работах 1, 2 |
|
|
5 |
Снять крышки аккумуляторов |
— |
Верстак (6.1), съёмник крышек |
Порядок выполнения работы см. в работах 7 — 9 карты 7 |
|
|
6 |
Извлечь блок пластин из секций моноблока, захватив захватами |
— |
Экстрактор для извлечения блоков пластин — из комплекта ПТ 7300 |
— |
|
|
7 |
Повторить работу № 6 для извлечения остальных блоков пластин |
— |
То же |
— |
|
Рис. 11.26.
Извлечение блока пластин в сборе с межэлементными соединениями.
|
1 |
2 |
3 |
4 |
5 |
|
Разборка блоков |
||||
|
8 |
Вынуть 2 — 3 сепаратора из середины блока пластин |
— |
Пинцет (3.10) |
— |
|
9 |
Разобрать блок пластин на полублоки, разведя их руками (рис. 11.27) |
— |
— |
— |
|
10 |
Установить полублоки пластин на верстак |
— |
Верстак (6.1) |
— |
|
11 |
Собрать и уложить на верстак сепараторы для дефектовки |
— |
То же |
— |
|
12 |
Разобрать дефектный полублок на отдельные пластины, выпиливая |
— |
Свинцерез — из комплекта ПТ 7300 (2.1), сварочный |
— |
|
13 |
Отделить негодные пластины от мостика баретки ударами молотка |
— |
Молоток (3.6) |
Молоток должен иметь заточку шириной 25 — 30 (мм) |
Рис. 11.27. Разборка блока пластин на
полублоке.
|
1 |
2 |
3 |
4 |
5 |
|
14 |
Уложить годные полублоки и отдельные пластины на решётку ванны с |
— |
Ванна для промывки батарей (5.2) |
— |
|
15 |
Промыть полублоки и пластины |
— |
То же |
Промывать необходимо в течение 25 — 30 (мин), перемешивая |
|
16 |
Слить воду из ванны и извлечь полублоки и пластины |
— |
— |
Извлечь полублоки и пластины из ванны через 5 — 10 |
|
Наварка и зачистка |
||||
|
17 |
Зачистить укороченное ушко пластины |
— |
Щётка металлическая (3.28) или напильник (3.8) |
— |
|
18 |
Уложить пластину с укороченным ушком в шаблон |
— |
Шаблон из комплекта ПТ 7300 (2.1) |
— |
|
19 |
Наварить ушко пластины, сплавляя свинец с присадочного прутка и |
— |
Сварочный аппарат (2.3), шаблон |
Наваренный слой должен быть выше верхней полости шаблона на 0,5 |
|
20 |
Снять пластину с шаблона |
— |
Напильник (3.8) |
— |
|
21 |
Отпилить ушко напильником до номинальных размеров |
— |
Напильник (3.8) |
— |
|
Сборка |
||||
|
22 |
Подобрать необходимое количество пластин одной полярности и |
— |
Кондуктор для сборки и сварки пластин в полублоке — из комплекта |
Ушки пластин должны выступать над гребёнкой на 3 — 4 (мм). |
|
23 |
Установить в пазы кондуктора вилочную изложницу и закрепить её |
— |
То же |
— |
Рис. 11.28.
Отделение негодных пластин от бареток.
Рис.
11.29. Наварка ушка пластины.
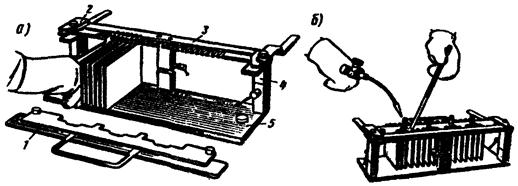
Рис.
11.30. Сборка пластин в
полублоке:
а — шаблон-кондуктор с установленными
электродами; б — сварка электродов; 1 — вилочная изложница; 2 — запорно-выталкивающее
устройство; 3 — сменная гребенка; 4 — раздвижные стойки; 5 — опорная плита
|
1 |
2 |
3 |
4 |
5 |
|||
|
24 |
Установить в гнездо вилочной изложницы баретку (рис. 11.30) |
— |
Кондуктор для сборки и сварки пластин в полублоке — из |
Баретка должна быть установлена вертикально до упора в ушки |
|||
|
25 |
Сварить пластины в полублоке (рис. 11.30) |
— |
Сварочный аппарат (2.3) |
Пластины должны быть сварены в полублоке расплавлением |
|||
|
26 |
Снять вилочную изложницу поворотом рукоятки кондуктора |
— |
Кондуктор для сборки и сварки пластин в полублоке — из |
Вилочная изложница должна сниматься не ранее, чем через 2 (мин) |
|||
|
27 |
Извлечь сваренный полублок из гребенки кондуктора, установив его на верстак и |
— |
Верстак (6.1) |
Поверхность мостика баретки должна быть монолитной, ровной, без |
|||
|
28 |
Удалить потеки свинца, образовавшегося между пластинами (рис. 11.31) |
Стамеска столярная (3.4) |
Ширина стамески должна быть на 1,5 — 2,0 (мм) меньше расстояния |
||||
|
Сборка полублоков |
|||||||
|
29 |
Вставить полублоки один в другой так, чтобы положительные и |
— |
Верстак (6.1) |
Для батареи 6СТ-45 крайние пластины должны быть положительными |
|||
|
30 |
Установить блок пластин на подставку так, чтобы штыри баретки |
— |
Подставка (6.21) |
— |
|||
|
Рис. 11.31. Удаление потеков |
Рис. 11.32. |
||||||
|
1 |
2 |
3 |
4 |
5 |
|||
|
31 |
Установить сепараторы в блок пластины, начиная с середины к |
— |
То же |
Сепараторы должны быть установлены рифленой стороной к |
|||
|
32 |
Вынуть собранный блок пластин из подставки и проверить качество |
— |
То же |
Положительные и отрицательные пластины полублоков должны быть |
|||
|
Установка в |
|||||||
|
33 |
Установить моноблок батареи в верстак |
— |
Верстак (6.1) |
— |
|||
|
34 |
Вставить собранные блоки пластин в секции моноблока, |
— |
То же |
Расположение блоков пластин в смежных секциях моноблока должно |
|||
|
35 |
Установить на верхние кромки сепараторов предохранительные щитки |
— |
— |
— |
|||
|
36 |
Установить крышки аккумуляторов до упора в выступы моноблока без |
— |
Деревянный молоток (3.5), напильник |
Щели между крышками и стенками моноблока должны быть уплотнены асбестовым |
|||
|
37 |
Сварить межэлементные соединения и наплавит полюсные выводы |
— |
Щётка металлическая (3.28), шаблон для |
Порядок выполнения работы см. в работах 11 и 12 карты 10, |
|||
|
38. |
Залить мастику |
— |
Ветошь (6.14) или отражательная |
Поверхность мастики должна быть гладкой, блестящей, без вздутий |
|||
|
39 |
Установить аккумуляторную батарею на стеллаж для хранения |
— |
Стеллаж (6.3), тележка для |
— |
|||
Карта 16. Дефектовка деталей аккумуляторной батареи
|
Общая трудоёмкость — 24,0/19,0 (чел · мин) |
Исполнитель |
||||
|
Наименование |
Средство измерения |
Размер, мм |
Заключение |
||
|
Номинальный |
Допустимый без |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
1. Сквозная трещина |
Осмотр, манометр (4.18), вакуумметр (4.19), секундомер (4.5) |
Показания вакуумметра или манометра при испытании на |
Браковать с использованием годных деталей |
||
|
2. Трещины и |
То же |
То же |
Ремонтировать с перезаливкой мастики |
||
|
3. Сквозная трещина |
То же |
То же |
Заменить крышку |
||
Рис. 11.33.
Дефекты аккумуляторной батареи:
1 — сквозная трещина в стенке моноблока; 2 — трещины и расслоения
заливочной мастики; 3 — сквозная трещина на крышке или отломы любого характера
и расположения; 4 — ослабление крепления, а также отсутствие герметичности
выводов и перемычек; 5 — окисление полюсных выводов; 6 — повреждение резьбы под
пробку в крышке аккумулятора
|
1 |
2 |
3 |
4 |
5 |
|
|
4. ослабление |
Осмотр, манометр (4.18), вакуумметр (4.19), секундомер (4.5) |
См. технические условия к дефекту 1 |
Заменить выводы и перемычки |
||
|
— Короткое замыкание разноименных электродов |
Пробник аккумуляторный Э 107, Э 108 (4.4) |
Отсутствие напряжения |
Заменить сепараторы, электроды, очистить дно бака |
||
|
— Недостаточная электрическая емкость батареи: |
То же |
При контрольном разряде 10 часовым режимом до напряжения 1,7 |
То же |
||
|
6СТ-55 |
— |
50,0 |
47,5 |
— |
|
|
6СТ-60 |
— |
54,0 |
51,3 |
— |
|
|
6СТ-75 |
— |
68,0 |
64,6 |
— |
|
|
6СТ-90 |
— |
81,0 |
77,0 |
— |
|
|
6СТ-105 |
— |
95,0 |
90,3 |
— |
|
|
6СТ-150 |
— |
135,0 |
128,3 |
— |
|
|
6СТ-182 |
— |
165,0 |
156,0 |
— |
|
|
6СТ-190 |
— |
170,0 |
161,5 |
— |
|
|
5. Окисление |
Осмотр |
— |
— |
Промыть, зачистить |
|
|
6. Повреждение |
Осмотр |
— |
Допускается срыв не более 2-х ниток резьбы |
Заменить крышку |
|
|
Примечание: Испытание |
|||||
|
Сепаратор (рис. 11.34) |
|||||
|
— Трещины |
Осмотр |
Браковать |
|||
|
— Разрушение |
Осмотр |
Браковать |
|||
|
Моноблок (рис. 11.35) |
|||||
|
1. Сквозные трещины |
Осмотр |
— |
— |
Браковать |
|
|
Электрод |
|||||
|
— Поверхностная сульфатация |
Осмотр |
Отсутствие |
Отдельные легко стираемые пятна не более 50 % поверхности |
— |
|
|
Рис. 11.34. 1 — сквозные |
Рис. (1 — сквозные |
||||
Рис. 11.36.
Электрод положительный (электрод отрицательный):
1 — корабление токоотвода; 2 — выкрашивание активной массы из
решётки; 3 — облом токоотвода
|
1 |
2 |
3 |
4 |
5 |
|
— Зелёный налёт на отрицательных электродах |
Осмотр |
Не допускается |
Браковать |
|
|
1. Корабление токоотвода |
Осмотр |
Не допускается |
Браковать |
|
|
2. Выкрашивание |
Осмотр |
— |
Не более 5 ячеек в разных местах и не более одной ячейки под |
Браковать |
|
— облом токоотвода |
Осмотр |
Не допускается |
Наплавить |
11.6. Материалы и
детали, используемые при ТО и ремонте стартерных аккумуляторных батарей и технические
требования, предъявляемые к ним
При
ТО и ремонте свинцовых стартерных аккумуляторных батарей применяются следующие
материалы и детали:
11.6.1. Моноблоки
Батареи
должны собираться в моноблоках из эбонита по ГОСТ
6980-76Е или пластических масс по ГОСТ
7883-82, а также в моноблоках из других материалов, которые по своим
качествам не уступают указанным материалам по нормативно-технической
документации. При ремонте аккумуляторных батарей, имеющих моноблоки из
асфальтопековой пластмассы с кислотостойкими вставками или из эбонита,
допускается неоднократное их использование. Моноблоки не должны иметь течи и
просачивания электролита.
11.6.2. Пластины
Пластины
положительные и отрицательные должны соответствовать техническим условиям 35
ЭП-214-63. Размеры положительных и отрицательных пластин
приведены в таблице 6.3.
11.6.3. Сепараторы
Сепараторы
для батарей должны изготавливаться из кислотостойких материалов. Сепараторы,
выполненные из мипора должны соответствовать ТУ 38-165-1582-83, мипласта — ТУ 6-05-1185-75, ТУ
6-19-081-166-84. Синтетические сепараторы, не имеющие трещин, сквозных
отверстий и сколов углов, при ремонте батарей могут использоваться повторно.
11.6.4. Перфорированные и предохранительные щитки
Предохранительные
щитки изготавливаются из винипласта и других кислотостойких материалов. При
ремонте батарей предохранительные щитки, не имеющие трещин и сколов, могут
использоваться повторно.
11.6.5. Крышки аккумуляторов
Крышки,
не имеющие сквозных трещин, срыва резьбы заливочного отверстия, сколов углов и
кромок, а также повреждений свинцовых втулок, при ремонте батарей можно
использовать повторно.
11.6.6. Шнуровой асбест
Используемый
для заделки мест сопряжения между крышками аккумуляторов и стенками моноблока
(ГОСТ 3413-86).
11.6.7. Заливочная мастика
Для
герметизации мест сопряжения между крышками аккумуляторов и стенками моноблока
применяется заливочная мастика. Мастику приготавливают по следующему рецепту:
—
битум нефтяной специальный (ГОСТ
8771-76) — 73 — 78 % (допускается применение нефтяного битума № 5 (ГОСТ 6617-76) —
76 %);
—
масло авиационное марки МК-22, МС-20 или МС-14 (ГОСТ
21743-76).
Мастика
должна быть однородной и влагонепроницаемой. Мастику приготавливают в электротигеле. В тигель загружают размельчённый на мелкие куски
битум, который расплавляется при температуре 180
— 200 °С при постоянном перемещении. Для ускорения плавки и облегчения перемешивания к битуму добавляют половину рецептурного
масла, после чего продолжают варить мастику в течение 45 — 60 (мин). Затем в
мастику добавляют остальное количество масла. После этого при непрерывном
перемешивании мастику варят в течение 1 — 1,5 часа при температуре 180 — 200 °С, приготовление
мастики заканчивают, если расплавленная масса становится однородной. Общая
продолжительность варки мастики 2 — 2,5 часа.
Приготовленная
мастика должна обладать следующими свойствами:
—
при нагревании до температуры 160 — 180 °С
становится легкоподвижной;
—
при остывании не расслаивается и не дает в нижнем слое жёлтого осадка;
—
при заливке аккумуляторных батарей мастика не должна пенится, не давать пузырей
и не дымить;
— в
изломе иметь однородное плотное строение;
—
прочно держаться на эбоните и пластмассе;
—
при температуре 60 °С в течение 5 часов не стекать с эбонитовой пластинки,
установленной под углом 45°;
—
при температуре минус 40 °С не растрескиваться.
11.6.8. Электролит
В
качестве электролита для свинцовых аккумуляторов применяют водный раствор серной
кислоты. Расход кислоты и дистиллированной воды на приготовление электролита
приведены в табл. 11.7. Для
приготовления электролита используется специальная серная аккумуляторная
кислота высшего сорта согласно ГОСТ 667-73.
Содержание серной кислоты должно быть не менее 94 %. Наибольшее допустимое
количество примесей (в %) приведено в таблице ниже:
Нелетучий
осадок…………………………………………………. 0,03
Марганец……………………………………………………………… 0,00005
Железо…………………………………………………………………. 0,006
Мышьяк……………………………………………………………….. 0,00005
Хлор…………………………………………………………………….. 0,0005
Окислы
азота……………………………………………………….. 0,00005
Кислоту
серную аккумуляторную предприятия автомобильного транспорта получают в
стеклянных бутылях по ГОСТ 14182-80. Стеклянные бутыли должны иметь притертые пробки
или навинчивающиеся полиэтиленовые или пластмассовые крышки. Стеклянные бутылки
упаковываются в деревянные обрешетки или деревянные ящики, края которых должны
быть выше уровня горловины бутылей не менее, чем на 30 (мм). Снизу и с боков
бутыли тщательно обкладывают соломой или мягкой древесной структурой. К горлу
бутылки подвязывают деревянную бирку, на которой указывается: наименование
предприятия-изготовителя; наименование продукта; сорт; номер партии; дата
отгрузки; масса нетто; штамп технического контроля; обозначение стандарта.
Аккумуляторная кислота должна хранится в стеклянных бутылях, в которых она
транспортировалась, в закрытом складском помещении, при этом срок хранения не
ограничен. Расход аккумуляторной серной кислоты, электролита плотностью 1,4
(г/см3) и дистиллированной воды на приготовление электролита для
заливки батарей, приведён в табл. 11.7.
Расход
аккумуляторной серной кислоты, электролита плотностью 1,40 (г/см3) и
дистиллированной воды на приготовление электролита, необходимого для заливки
батарей различных типов
Таблица 11.7
|
Тип батареи |
Потребное кол-во |
Плотность |
Кол-во |
Кол-во |
||
|
Дистиллированная |
Электролит плотностью |
Дистиллированная |
Серная кислота |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
3СТ-150 |
4,8 |
1,210 |
2,440 |
2,360 |
3,820 |
0,980 |
|
— |
— |
1,220 |
2,320 |
2,480 |
3,770 |
1,030 |
|
— |
— |
1,230 |
2,200 |
2,600 |
3,730 |
1,070 |
|
— |
— |
1,250 |
1,950 |
2,850 |
3,610 |
1,190 |
|
— |
— |
1,270 |
1,700 |
3,100 |
3,510 |
1,290 |
|
— |
— |
1,280 |
1,570 |
3,230 |
3,460 |
1,340 |
|
— |
— |
1,290 |
1,440 |
3,360 |
3,400 |
1,400 |
|
— |
— |
1,300 |
1,320 |
3,480 |
3,360 |
1,440 |
|
— |
— |
1,310 |
1,180 |
3,620 |
3,300 |
1,500 |
|
— |
— |
1,340 |
0,790 |
4,010 |
3,140 |
1,660 |
|
— |
— |
1,400 |
0,000 |
4,800 |
3,810 |
1,990 |
|
6СТ-45 |
3,0 |
1,210 |
1,530 |
1,470 |
2,390 |
0,610 |
|
— |
— |
1,220 |
1,450 |
1,550 |
2,360 |
0,640 |
|
— |
— |
1,230 |
1,380 |
1,620 |
2,330 |
0,670 |
|
— |
— |
1,250 |
1,220 |
1,780 |
2,260 |
0,740 |
|
— |
— |
1,270 |
1,060 |
1,940 |
2,190 |
0,810 |
|
— |
— |
1,280 |
0,980 |
2,020 |
2,160 |
0,840 |
|
— |
— |
1,290 |
0,900 |
2,100 |
2,130 |
0,870 |
|
— |
— |
1,300 |
0,820 |
2,180 |
2,100 |
0,900 |
|
— |
— |
1,310 |
0,740 |
2,260 |
2,060 |
0,940 |
|
— |
— |
1,340 |
0,500 |
2,500 |
1,960 |
1,040 |
|
— |
— |
1,400 |
0,000 |
3,000 |
1,750 |
1,250 |
|
6СТ-55 |
3,8 |
1,210 |
1,930 |
1,870 |
3,030 |
0,770 |
|
— |
— |
1,220 |
1,840 |
1,960 |
2,980 |
0,820 |
|
6СТ-60 |
— |
1,230 |
1,740 |
2,060 |
2,940 |
0,860 |
|
— |
— |
1,250 |
1,550 |
2,250 |
2,860 |
0,940 |
|
— |
— |
1,270 |
1,340 |
2,460 |
2,780 |
1,020 |
|
— |
— |
1,280 |
1,250 |
2,550 |
2,740 |
1,060 |
|
— |
— |
1,290 |
1,140 |
2,660 |
2,690 |
1,110 |
|
— |
— |
1,300 |
1,040 |
2,760 |
2,650 |
1,150 |
|
— |
— |
1,310 |
0,940 |
2,860 |
2,610 |
1,190 |
|
— |
— |
1,340 |
0,630 |
3,170 |
2,490 |
1,310 |
|
— |
— |
1,400 |
0,000 |
3,800 |
2,220 |
1,580 |
|
6СТ-75 |
5,0 |
1,210 |
2,540 |
2,460 |
3,980 |
1,020 |
|
— |
— |
1,220 |
2,420 |
2,580 |
3,930 |
1,070 |
|
— |
— |
1,230 |
2,250 |
2,750 |
3,870 |
1,130 |
|
— |
— |
1,250 |
2,030 |
2,970 |
3,760 |
1,240 |
|
— |
— |
1,270 |
1,770 |
3,230 |
3,650 |
1,350 |
|
— |
— |
1,280 |
1,640 |
3,360 |
3,600 |
1,400 |
|
— |
— |
1,290 |
1,500 |
3,500 |
3,540 |
1,460 |
|
— |
— |
1,300 |
1,370 |
3,630 |
3,490 |
1,510 |
|
— |
— |
1,310 |
1,230 |
3,770 |
3,430 |
1,570 |
|
— |
— |
1,340 |
0,820 |
4,180 |
3,260 |
1,740 |
|
— |
— |
1,400 |
0,000 |
5,000 |
2,930 |
2,070 |
|
6СТ-90 |
6,0 |
1,210 |
3,050 |
2,950 |
4,780 |
1,220 |
|
— |
— |
1,220 |
2,900 |
3,100 |
4,720 |
1,280 |
|
— |
— |
1,230 |
2,750 |
3,250 |
4,650 |
1,350 |
|
— |
— |
1,250 |
2,440 |
3,560 |
4,530 |
1,470 |
|
— |
— |
1,270 |
2,120 |
3,860 |
4,390 |
1,610 |
|
— |
— |
1,280 |
1,960 |
4,040 |
4,330 |
1,670 |
|
— |
— |
1,290 |
1,800 |
4,200 |
4,250 |
1,750 |
|
— |
— |
1,300 |
1,640 |
4,360 |
4,180 |
1,820 |
|
— |
— |
1,310 |
1,480 |
4,520 |
4,120 |
1,860 |
|
— |
— |
1,340 |
0,990 |
5,010 |
3,930 |
2,070 |
|
— |
— |
1,400 |
0,000 |
6,000 |
3,520 |
2,490 |
|
6СТ-132 |
8,0 |
1,210 |
4,080 |
3,920 |
6,370 |
1,630 |
|
— |
— |
1,220 |
3,880 |
4,120 |
6,280 |
1,720 |
|
— |
1,230 |
3,760 |
4,240 |
6,200 |
1,800 |
|
|
— |
— |
1,250 |
3,260 |
4,740 |
6,030 |
1,970 |
|
— |
— |
1,270 |
2,830 |
5,170 |
5,860 |
2,140 |
|
— |
— |
1,280 |
2,620 |
5,380 |
5,760 |
2,240 |
|
— |
— |
1,290 |
2,400 |
5,600 |
5,680 |
2,320 |
|
— |
— |
1,300 |
2,190 |
5,810 |
5,600 |
2,400 |
|
— |
— |
1,310 |
1,970 |
6,030 |
5,520 |
2,480 |
|
— |
— |
1,340 |
1,320 |
6,600 |
5,200 |
2,800 |
|
— |
— |
1,400 |
0,000 |
8,000 |
4,670 |
3,330 |
|
6СТ-182 |
11,5 |
1,210 |
5,850 |
5,650 |
9,150 |
2,350 |
|
— |
— |
1,220 |
5,280 |
5,940 |
9,040 |
2,460 |
|
— |
— |
1,230 |
5,280 |
6,220 |
8,910 |
2,590 |
|
— |
— |
1,250 |
4,680 |
6,820 |
8,670 |
2,830 |
|
— |
— |
1,270 |
4,070 |
7,430 |
8,420 |
3,080 |
|
— |
— |
1,280 |
3,760 |
7,740 |
8,280 |
3,220 |
|
— |
— |
1,290 |
3,450 |
8,050 |
8,160 |
3,340 |
|
— |
— |
1,300 |
3,150 |
8,350 |
8,050 |
3,450 |
|
— |
— |
1,310 |
2,830 |
8,670 |
7,930 |
3,570 |
|
— |
— |
1,340 |
1,890 |
9,610 |
7,470 |
4,030 |
|
— |
— |
1,400 |
0,000 |
11,500 |
6,710 |
4,790 |
|
6СТ-190 |
12,0 |
1,210 |
6,110 |
5,890 |
9,550 |
2,450 |
|
— |
— |
1,220 |
5,800 |
6,200 |
9,430 |
2,570 |
|
— |
— |
1,230 |
5,500 |
6,500 |
9,300 |
2,700 |
|
— |
— |
1,250 |
4,880 |
7,120 |
9,050 |
2,950 |
|
— |
— |
1,270 |
4,250 |
7,750 |
8,780 |
3,220 |
|
— |
— |
1,280 |
3,920 |
8,080 |
8,640 |
3,360 |
|
— |
— |
1,290 |
3,600 |
8,400 |
8,520 |
3,480 |
|
— |
— |
1,300 |
3,280 |
8,720 |
8,400 |
3,600 |
|
— |
— |
1,310 |
2,950 |
9,050 |
8,280 |
3,720 |
|
— |
, |
1,340 |
1,980 |
10,020 |
7,800 |
4,200 |
|
— |
— |
1,400 |
0,000 |
12,000 |
7,000 |
5,000 |
|
6СТ-50 |
3,5 |
1,210 |
1,780 |
1,720 |
2,780 |
0,720 |
|
— |
— |
1,220 |
1,690 |
1,810 |
2,750 |
0,750 |
|
— |
— |
1,230 |
1,600 |
1,900 |
2,710 |
0,790 |
|
— |
— |
1,250 |
1,420 |
2,080 |
2,640 |
0,860 |
|
— |
— |
1,270 |
1,240 |
2,260 |
2,560 |
0,940 |
|
— |
— |
1,280 |
1,140 |
2,360 |
2,520 |
0,980 |
|
— |
— |
1,290 |
1,050 |
2,450 |
2,480 |
1,020 |
|
— |
— |
1,300 |
0,960 |
2,540 |
2,450 |
1,050 |
|
— |
— |
1,310 |
0,860 |
2,640 |
2,410 |
1,090 |
|
— |
— |
1,340 |
0,570 |
2,930 |
2,270 |
1,230 |
|
— |
— |
1,400 |
0,000 |
3,500 |
2,040 |
1,460 |
|
6СТ-105 |
7,0 |
1,21 |
3,560 |
3,440 |
5,570 |
1,430 |
|
— |
— |
1,220 |
3,380 |
3,620 |
5,500 |
1,500 |
|
— |
— |
1,230 |
3,210 |
3,790 |
5,420 |
1,580 |
|
— |
— |
1,250 |
2,850 |
4,150 |
5,270 |
1,730 |
|
— |
— |
1,270 |
2,470 |
4,530 |
5,120 |
1,880 |
|
— |
— |
1,280 |
2,290 |
4,710 |
5,040 |
1,960 |
|
— |
— |
1,290 |
2,100 |
4,900 |
4,970 |
2,030 |
|
— |
— |
1,300 |
1,920 |
5,080 |
4,900 |
2,100 |
|
— |
— |
1,310 |
1,720 |
5,280 |
4,830 |
2,170 |
|
— |
— |
1,340 |
1,150 |
5,850 |
4,550 |
2,450 |
|
— |
— |
1,400 |
0,000 |
7,000 |
4,080 |
2,920 |
Дистиллированная вода
Дистиллированная
вода по своим физико-химическим свойствам должна соответствовать требованиям и нормам
по содержанию примесей, указанных ниже (в мг/л по ГОСТ 6709-72):
Остаток
после выпаривания………………………………………….. 5,0
Остаток
после прокаливания………………………………………… 1,0
Аммиак и аммийные соли…………………………………………….. 0,02
Нитраты……………………………………………………………………….. 0,20
Сульфаты……………………………………………………………………… 0,50
Хлориды………………………………………………………………………. 0,02
Алюминий……………………………………………………………………. 0,05
Железо………………………………………………………………………….. 0,05
Кальций……………………………………………………………………….. 0,80
Медь…………………………………………………………………………….. 0,02
Свинец…………………………………………………………………………. 0,05
Цинк…………………………………………………………………………….. 0,20
Вещества,
восстанавливающие KMnO4…………………………. 0,08
Удельная
электрическая проводимость дистиллированной воды при 20 °С равна 5×10-4 Ом-1×М-1, а рН составляет 5,4 —
6,6. Для получения дистиллированной воды применяют дистилляторы различной
производительности: Д-1, Д-2, Д-4, АД-10. Ниже приведены
основные технические данные дистиллятора Д4.
Габаритные
размеры, мм……………………………………………….. 360×220×700
Масса,
кг………………………………………………………………………. 13,5
Потребляемая
мощность, кВт………………………………………… 3,6
Напряжение
питания, В………………………………………………… 220
Производительность,
л/ч……………………………………………….. 4 ± 0,3
Свинцово-сурьмянистый
сплав приготавливают в электротигеле. В электротигель загружают половину
потребного количества свинца и расплавляют его при температуре 350 — 400 °С, затем в расплавленный свинец добавляют сурьму в
количестве 3 — 5 % от общего количества свинца. Сурьму перед загрузкой в тигель
размельчают на куски 25 — 30 (мм). Температура при расплавлении сурьмы должна
быть в пределах 500 — 550 °С. После расплавления сурьмы в тигель добавляют оставшиеся
количество свинца, необходимое для получения сплава. Температура сплава после
расплавления оставшегося свинца должна поддерживаться в пределах 400 — 450 °С.
Время приготовления сплава при соблюдении температуры, указанных выше,
составляет 3 — 4 часа. В течение всего процесса приготовления сплав необходимо
перемешивать стальным прутком. Для уменьшения угара металла, поверхность
жидкого сплава необходимо засыпать древесным углём. Полностью расплавленный
сплав перемешивают деревянной палочкой. Палочка при этом слегка обугливается, и
образующиеся газы вспенивают расплавленную массу и окислы всплывают на
поверхность. Окислы удаляются при помощи черпака с небольшим отверстием на дне
для отекания годного сплава. Для приготовления деталей аккумуляторных батарей
используется и металл деталей разобранных батарей.
11.6.9. Подготовка литейных форм
Перед
отливкой деталей форму рекомендуется разогреть до температуры 150 — 200 °С, после разогрева рабочую поверхность формы
зачищают мягкой стальной или латунной щеткой, припудривают тальком или коптят
ацетиленовым пламенем. Это предотвращает прилипание деталей после отливки.
11.6.10. Отливка деталей
Сплав
и форму заливают из стального черпака непрерывной струей, так как разрыв струи
может привести к нарушению целостности отливаемой детали. Заполнение формы
сплавом должно происходить со скоростью, достаточной для того, чтобы сплав
остывал, не загустевая. Температура сплава при отливе должна быть 450 — 500 °С.
Детали из формы извлекают через 6 — 10 (сек) после отливки.
11.6.11. Свинцово-сурьмянистый сплав
Из
свинцово-сурьмянистого сплава отливают при ремонте аккумуляторных батарей
баретки, межэлементные соединения и др. детали.
11.6.12. Приготовление сплава
Сырьём
для приготовления сплава служит свинец чистый марок С0, С1, С2 по ГОСТ
3778-77Е (Табл. 11.8).
Свинец: марки, химический состав (в %) и технические требования (по ГОСТ
3778-77Е).
Таблица
11.8
|
Обозначение марок |
Свинец не менее |
Серебро |
Медь |
Цинк |
Висмут |
Мышьяк |
|
Массовая доля |
||||||
|
С0 |
99,992 |
3×10—4 |
5×10-4 |
0,001 |
0,004 |
5×10—4 |
|
С1 |
99,985 |
0,001 |
0,001 |
0,001 |
0,006 |
0,001 |
|
С2 |
99,95 |
0,0015 |
0,001 |
0,001 |
0,03 |
0,002 |
Продолжение
табл. 11.8
|
Обозначение марок |
Массовая доля |
Всего по |
|||
|
Олово |
Сурьма |
Железо |
Натрий, магний, |
||
|
С0 |
5×10-4 |
5×10-4 |
0,001 |
0,002 |
0,008 |
|
С1 |
0,001 |
0,001 |
0,001 |
0,003 |
0,015 |
|
С2 |
0,002 |
0,005 |
0,002 |
0,015 |
0,05 |
И
сурьма техническая марок Су0, Су1, Су2 по ГОСТ 1089-82Е (Табл. 11.9). Сурьма: марки, химический
состав (в %) и технические требования (по ГОСТ 1089-82Е).
Таблица
11.9
|
Обозначение марок |
Массовая доля |
||||||||
|
Сурьма, не более |
Свинец |
Мышьяк |
Железо |
Сера |
Олово |
Цинк |
Висмут |
Золото |
|
|
Су0 |
99,6 |
0,2 |
0,02 |
0,02 |
0,05 |
0,02 |
0,005 |
0,005 |
8×10—4 |
|
Су1 |
99,4 |
0,1 |
0,1 |
0,1 |
0,1 |
0,08 |
— |
— |
— |
|
Су2 |
98,8 |
0,6 |
0,2 |
0,1 |
0,1 |
0,1 |
0,01 |
0,01 |
0,001 |
Присадочные
прутки, служащие при сварке деталей присадочным материалом отливают в формах.
Длина прутка должна быть 250 — 300 (мм).
11.6.13. Раствор сульфата
Раствор
сульфата (0,5 %) применяют для обработки пригодных к дальнейшему использованию
синтетических сепараторов и предохранительных щитков после промывки их дистиллированной водой.
11.6.14. Нашатырный спирт
10 % раствор
нашатырного спирта применяется для протирки увлажнённых поверхностей
аккумуляторной батареи с целью определения целостности заливной мастики, крышек
аккумуляторов и моноблоков.
11.6.15. Кальцинированная сода
10 % раствор
кальцинированной соды применяется для обработки участков кожи, пораженной
серной кислотой, а также для протирки увлажненных поверхностей аккумуляторных
батарей.
11.6.16. Насыщенный раствор питьевой соды или слабый раствор
марганцовокислого калия
Применяется
для обработки участков кожи, пораженных ожогами при плавки свинца или
приготовления заливочной мастики.
11.6.17. Клей
При
ремонте аккумуляторных батарей возможны следующие дефекты моноблока: сквозные
трещины в стенке или перегородке, заделку которых производят клеем.
Приготовление
клея
Рекомендуется
несколько рецептов приготовления клея на основе эпоксидной смолы.
1. В ёмкость отмеряют
необходимое количество эпоксидной смолы, например, ЭД-6. Добавляют дибустилатфталат (пластификатор) и тщательно перемешивают их
между собой. Затем в смесь добавляют эбонитовую муку, которую приготовляют из
материала моноблока. Смесь тщательно перемешивают и в готовую смесь добавляют
полиэтиленоамин (отвердитель) и вновь все перемешивают. Приготовленный таким
образом клей должен быть полностью израсходован и хранения не подлежит. На
каждые 100 (г) эпоксидной смолы необходимо
добавить 10 — 15 (г) дибустилата, 50 (г) эбонитовой муки и 5 — 10 (г) отвердителя.
2. Клей на основе стилакрила:
на каждые 100 (г) стилакрила добавляют 75 (г) растворителя и всё тщательно
перемешивают. Клей не хранится.
3. Клей на основе
полистирола: на 100 (мл) этилацитата (можно растворителя КР-36) необходимо
растворить 30 (г) полистирола. В хорошо герметизированной ёмкости такой клей
хранится продолжительное время. Заделка повреждений моноблока батареи из
термопласта (на основе полиэтилена) или пропилена может производиться как с использованием
клеящих веществ, так и путем приварки. Заплата из аналогичного материала с
применением нагревательного элемента. Приварке заплаты должна предшествовать
подготовка поверхностей (обезжиривание и зачистка). Нагревательный элемент при
этом необходимо выбирать с учётом характера и размера повреждения моноблока.
12. УЧЁТ РАБОТЫ АККУМУЛЯТОРНОЙ БАТАРЕИ
На
каждую аккумуляторную батарею, устанавливаемую на автомобиль, заводится
карточка учёта её работы (таблица 12.1). Перед установкой батарее присваивается
номер, соответствующей гаражному номеру автомобиля. Если у автомобиля две или
более батарей, то они имеют один основной номер, который пишется в числителе и
дополнительный, порядковый номер батареи для данного автомобиля — в
знаменателе. Номера наносятся набойником-численником на наружных перемычках
кислотостойкой краской на торцовой стенке моноблока или выжигаются на стенках
моноблока.
При
установке батареи в карточку записывают следующие сведения: наименование
автопредприятия, тип аккумуляторной батареи, ее гаражный номер,
завод-изготовитель и дата изготовления батареи, дата приведения батареи в
рабочее состояние, дата установки батареи на автомобиль, показания спидометра
автомобиля, тип автомобиля. Карточка учёта работы аккумуляторной батареи служит
основным документом при определении наработки аккумулятора (или пробега), его
годность, предъявления рекламации, списания и т.п. Карточка учета работы
аккумуляторной батареи в аккумуляторном отделении или техническом отделе
автопредприятия нумеруется по порядку возрастающих номеров. Все изменения
состояния батареи в процессе эксплуатации автомобиля (отказы в работе,
возникающие дефекты, механические повреждения) заносятся в журнал работы
аккумуляторного отделения и отражаются в учетной карточке. Карточка учёта
работы аккумуляторной батареи на автомобиле, а также при поступлении батареи в
отделение для ремонта или подзарядки заполняют отдельную строку карточки. При
этом заполняют все графы технического состояния батареи до обслуживания или
ремонта. При обслуживании или ремонте батареи, данные, предусмотренные графами
1 — 9, водитель подтверждает подписью. Батареи выдаются водителю под роспись. В
графе 11 карточки учёта дается краткое описание всех выполненных
работ и указывается причина сдачи батареи в ремонт.
12.1. Списание аккумуляторной батареи
Аккумуляторные
батареи, которые отработали установленные сроки службы и по техническому
состоянию не подлежат восстановлению, могут быть списаны. Основанием для
списания батареи является учётная карточка. Эксплуатационные сроки службы
аккумуляторных батарей приведены в таблице 6.7.
Списание аккумуляторных батарей производится комиссией, назначенной приказом по
предприятию. В состав комиссии входят: председатель — главный инженер
предприятия, члены: начальник производства, начальник ОТК, техник по учёту,
аккумуляторщики, водитель. Комиссия составляет акт по форме, приведённой ниже.
К акту прикладывается карточка учёта работы аккумуляторной батареи. Акт
утверждается главным инженером предприятия. При эксплуатации аккумуляторных
батарей возможны случаи невыработки ими эксплуатационных норм службы и поэтому
возникает вопрос определения остаточной стоимости при выходе их из строя.
Рекламации на батареи по дефектам и несоответствию их требованиям стандарта или
технических условий направляются в адрес завода-изготовителя в течение
гарантийного срока службы. При этом составляется акт рекламации по приведенной
ниже форме. Рекламации не принимаются, если батарея эксплуатировалась с
нарушениями инструкции по эксплуатации, а также имела механические повреждения
или подвергалась вскрытию. К акту рекламации прилагается талон на гарантийное
обслуживание. Завод-изготовитель обеспечивает безвозмездный ремонт или замену
батареи, имеющей заводской дефект, в течение одного месяца со дня поступления
батареи на завод. При ремонте гарантийный срок не удлиняется, а считается с
момента приобретения батареи.
12.2. Определение остаточной стоимости аккумуляторных батарей,
вышедших из строя
Если
фактическая наработка батареи меньше нормы наработки, то остаточную стоимость
определяют по формуле:
Сост — остаточная стоимость батареи, руб.,
Сн —
стоимость новой батареи, руб.,
Lн —
норма наработки для данного срока службы, тыс. км (табл. 12.2),
Lф — фактическая наработка батареи, тыс. км.
Таблица 12.2
При
выходе из строя батареи больше 24 месяцев, её остаточная стоимость равна нулю
при любой наработке. Срок службы или наработка в эксплуатации считается до
момента снижения емкости аккумулятора до 40 % от номинальной ёмкости или
снижения времени стартерного разряда до 1,5 (мин).
Карточка
учёта работы аккумуляторной батареи
(Лицевая
сторона карточки)
Наименование
автотранспортного предприятия…………………………………………………………..
Установлена на автомобиль:………………………………………………………………………………………..
Дата установки:………….. Марка
а/м:……………………………….. Гаражный номер………………….
а/м:……………………………..
Фамилия И.О. водителя:
Тип батареи:……………….. Завод-изготовитель
и дата изготовления:……………………………….
Дата ввода батареи в
эксплуатацию:…………………………………………………………………………….
Срок эксплуатации батареи
до списания, мес:……………………………………………………………..
Пробег батареи до
списания, км:………………………………………………………………………………….
Дата списания батареи:………………………………………………………………………………………………..
(оборотная
сторона карточки)
Сведения
о техническом обслуживании и ремонте батареи
|
Принято в |
Выдано из |
||||||||||||
|
Дата поступления в |
Пробег а/м с |
Плотность |
Напряжение |
Расписка водителя |
Причина сдачи |
Дата выдачи |
Плотность |
Расписка в |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
Списание
батареи №………………………………….. «Утверждаю»
Руководитель
предприятия……………………..
«__» ___________________
200_ г.
____________________ (подпись)
Наименование предприятия:………………………………………………………………………………………..
Почтовый адрес:………………………………………………………………………………………………………….
Железнодорожный адрес:…………………………………………………………………………………………….
АКТ
РЕКЛАМАЦИИ
На продукцию………………………………………………….. аккумуляторного
завода составлен
(завод-изготовитель)
«__» ___________________
200_ г. комиссией в составе: главного инженера
начальник ПТО……………………………………….. ,
инженер ПТО……………………………………….. ,
представителя
незаинтересованной организации……………………………………………………….. ,
(Ф.И.О., наименование
организации).
1.
Марка аккумулятора:
2.
Дата изготовления:
3.
Дата получения:
4.
Дата ввода в эксплуатацию:
5.
Дата выхода из строя:
6.
Наработка батареи, тыс. км:
7.
Описание неисправности:
___________________________________________________________________________
___________________________________________________________________________
8. Ёмкость батареи (Ач), при
20-часовом режиме разряда:
9.
Напряжение батареи, (В):
1
аккум……… 2 аккум………. 3 аккум……… 4 аккум………. 5 аккум……… 6
аккум……….
Заключение
комиссии:
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Решение:
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Главный инженер
Начальник
ПТО
Инженер
ПТО
Председатель
незаинтересованной организации
(Ф.
И. О.) (подпись)
«__» _________________ 200_ г.
Утверждаю:
Главный
инженер……………
«__»
_____________ 200_ г.
АКТ
г………………………… «__» _____________ 200_ г.
Комиссия
в составе:
начальник
производства………………………. , начальник ОТК……………………………………. ,
техник по учёту………………….. аккумуляторщик……………….. ,
водитель………………………….
составили настоящий акт на
списание аккумуляторной батареи марки………………………..
(марка
и гаражный № батареи)
выписанной…………… на
автомобиль, гаражный номер………………. наработка……………….
(дата) (тыс. км,
мес.)
При
проверке установлено:……………………………………………………………………………………..
(остаточная ёмкость
батареи в % от номинальной, состояние пластин, банок аккумуляторов и т.п., по какой
вышел из строя)
Остаточная
стоимость, руб.:…………………………………………………………………………………….
Аккумуляторная батарея подлежит………………………………………………………………………….
(эксплуатации,
ремонту, списанию)
Члены
комиссии: Ф. И. О. Подписи
Начальник
производства
Начальник
ОТК
Начальник
колонны
Техник
по учёту
Аккумуляторщик
Водитель
«__»
_______________ 200_ г.
13. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ И
РЕМОНТЕ КИСЛОТНЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ
13.1. Общие сведения
Аккумуляторное
отделение относится к производству с вредными условиями труда.
В
основу мероприятий по технике безопасности приняты требования следующих
нормативных документов:
—
Правила по охране труда на автомобильном транспорте.
—
Правила пожарной безопасности для предприятий автомобильного транспорта общего
пользования.
—
Санитарные нормы проектирования зданий и сооружений.
К работе в аккумуляторном отделении допускаются лица, прошедшие
обучение и сдавшие экзамен специальной комиссии по безопасным методам труда и
получившим вводный инструктаж и инструктаж по технике безопасности на рабочем
месте. В процессе работы второй и дополнительный
инструктаж по технике безопасности у исполнителей проводится не реже одного
раза в 6 месяцев. При введении в эксплуатацию нового оборудования и при
несоблюдении исполнителями безопасных приемов труда проводится дополнительный
инструктаж. Все поступающие на работу в аккумуляторное отделение должны пройти
предварительный медицинский осмотр и в дальнейшем регулярно проходить этот
осмотр.
13.2. Правила техники безопасности при техническом обслуживании
и ремонте аккумуляторных батарей
Перед
началом работы исполнители должны одеть и проверить спецодежду. Проверить
исправность индивидуальных средств защиты (резиновые полусапоги, перчатки,
фартук, защитные очки) и наличие средств первой помощи при ожогах электролитом
и серной кислотой. Подготовить рабочее место к безопасной работе. Убрать
посторонние предметы, освободить проходы. Проверить исправность оборудования.
При осмотре аккумуляторных батарей использовать только переносные лампы с
предохранительной сеткой и напряжением не более 42 (В). Перед постановкой
аккумуляторных батарей на заряд необходимо прочистить вентиляционные отверстия
и вывернуть пробки, чтобы не допустить скопления большого количества
«гремучего» газа в аккумуляторах, приводящего к разрыву крышек моноблока. При
плавке свинца окислы, образующиеся на его поверхности, следует удалять
металлическим черпаком и сбрасывать в ящик с плотно закрывающейся крышкой.
Открывать крышку следует только во время сбрасывания окислов. Работать мокрым
черпаком или заливать свинец в сырые, непрогретые формы запрещается. При
отливке свинцовых деталей охлаждать их водой категорически запрещается, так как
вода, попадая в расплавленный свинец интенсивно испаряется и увлекает за собой
частицы свинца, которые при попадании на кожу могут причинить ожог. Для защиты
от ожогов при работе с расплавленным свинцом рабочий должен надевать защитный
резиновый фартук, резиновые перчатки, резиновые полусапоги и защитные очки. При
приготовлении свинцово-сурьмянистого сплава
для отливки деталей необходимо засыпать его поверхность древесным углем для
уменьшения выделения паров свинца. При этом необходимо особо тщательно следить
за исправностью вытяжной вентиляции или местного отсоса над верстаком. Особенно
выделяются пары при расплавлении свинца электрической дугой. В этом случае
работать необходимо в респираторе. При замене пластин одежда и руки рабочего
постоянно загрязняются соединениями свинца, поэтому необходимо работать в
хлопчатобумажном костюме с кислостойкой
пропиткой, резиновом фартуке и перчатках. При приготовлении заливочной мастики,
при работе с ней надо опасаться ожогов. Кроме того, от постоянного
соприкосновения с маслом, входящим в состав мастики, могут появиться кожные
заболевания. Поэтому перед началом работы необходимо смазать руки вазелином.
При сверлильных операциях можно пользоваться электродрелями, которые рассчитаны
на напряжение 220 (В), не более. К работе с электродрелью могут быть допущены
лица, которые усвоили правила техники безопасности при работе с
электроинструментом. Ручка электродрели и ввод питающих проводов должны быть
надежно изолированы, а включатель должен находится только на электродрели.
Корпус электродрели должен быть заземлен изолированным проводом сечением не
менее 2,5 (мм2). При работе с
электродрелью следует применять защитные средства: резиновые перчатки, галоши,
резиновый коврик или изолирующую подставку. Пользуясь электродрелью, нельзя
допускать перегрузок электродвигателя. Если электродрель рассчитана на
напряжение питания 36 (В), то для понижения напряжения необходимо применять
только двухобмоточный понижающий трансформатор, а использовать в этом случае
автотрансформаторы и реостаты не допускается. Металлический корпус
трансформатора и один из выводов обмотки со стороны низкого напряжения должен
быть заземлен.
13.3. Правила техники безопасности при работе с серной кислотой
Серную
кислоту нельзя хранить в металлической посуде. Обычно для этого используют
стеклянные бутылки с притертыми стеклянными пробками. Бутылки с кислотой и электролитом
разрешается переносить вдвоём на носилках или одному перевозить на тележке.
Пробки на бутылках при этом должны быть плотно закрыты. Выливать кислоту из
бутылки, необходимо только при помощи специальных приспособлений
(качалок, сифонов), рис. 11.37,
не допускающих её проливания. Переливание серной кислоты вручную не
допускается. Электролит следует оставлять в эбонитовой, фаянсовой или
керамической посуде, соблюдая при этом особую осторожность, так как кислота при
попадании на кожу образует язвы, ожоги, а также портит одежду и обувь. Особенно
опасно попадание электролита в глаза.
Рис. 11.37.
Приспособление для разлива серной кислоты из бутылей:
1 — тележка, 2 — рукоятка, 3 — кронштейн, 4 — бутыль, 5 —
корзина для бутыли
Запрещается
готовить электролит в стеклянной посуде. Перед приготовлением электролита
концентрированную серную кислоту разбавляют в воде до плотности 1,4 (г/см3), а
электролит необходимой плотности приготовлять уже из разбавленной серной
кислоты. Лить серную кислоту в дистиллированную воду необходимо тонкой струей,
периодически перемешивая раствор стеклянной или эбонитовой палочкой.
Категорически запрещается при приготовлении электролита вливать воду в серную
кислоту, так как при этом резко повышается температура в месте соприкосновения
струи воды с серной кислотой и происходит её разбрызгивание, в результате чего
капли электролита могут попасть на кожу или одежду. Температура электролита
перед заливкой его в аккумуляторы не должна превышать 20 °С. Заливать
электролит можно с помощью фарфоровой или эбонитовой кружки и воронки или с помощью
специального приспособления. Уровень электролита в аккумуляторе измеряют с
помощью стеклянной трубки с делениями. Для удаления лишнего электролита
необходимо пользоваться резиновой грушей. При работе с кислотой и электролитом
необходимо надевать защитные очки, резиновый фартук, сапоги и перчатки.
13.4. Правила техники безопасности при заряде аккумуляторных
батарей
Аккумуляторные
батареи, устанавливаемые для заряда, соединяют между собой надежно зажимами или
наконечниками, имеющими надежный электрический контакт, исключающий возможность
искрения. Соединять аккумуляторные батареи проводкой «закруткой» запрещается
так, как искра, образующаяся в результате плохого контакта, может вызвать взрыв
газа, выделяющегося при заряде батарей. При взрыве электролит разбрызгивается и
может попасть на кожу и одежду. При заряде батарей необходимо открывать
заливочные отверстия. Контроль над ходом зарядки должен осуществляться только
при помощи контрольных приборов (термометра, денсиметра, пробника
аккумуляторного и др.). Напряжение аккумуляторной батареи должно проверяться
только аккумуляторным пробником. Проверять аккумуляторную батарею коротким
замыканием «на искру» запрещается. Запрещается проверять аккумуляторные
батареи при заряде из-за возможного искрения пробника и взрыва газов.
Пользоваться пробником можно не ранее, чем через два часа после выключения
батареи из зарядной цепи. Присоединять и отсоединять аккумуляторные батареи
разрешается только после отключения напряжения зарядной сети. Зарядка
аккумуляторных батарей осуществляется только при работе вытяжной вентиляции.
При температуре электролита свыше +40 °С
необходимо уменьшать зарядный ток на время, необходимое для понижения
температуры. В процессе заряда температуру электролита, и напряжения
аккумуляторов необходимо проверять каждый час. Для осмотра батарей необходимо
использовать переносные лампы напряжением 36 (В). Шнур лампы должен быть
заключен в шланг. Запрещается входить в аккумуляторное отделение с открытым
огнем (зажженной спичкой, сигаретой и т.п.). При перевозке аккумуляторных
батарей на тележках, конструкция тележки должна исключать возможность падения
аккумуляторной батареи. При переносе вручную малогабаритных аккумуляторных
батарей необходимо использовать приспособления (захваты, носилки) и соблюдать
меры предосторожности во избежание обливания электролитом. Электролит, пролитый
на стеллажи, нужно стереть ветошью, смоченной в 10 % растворе соды, а пролитый
на пол — сначала посыпать опилками, затем это место смочить 10 % раствором соды
и протереть тряпкой. В помещениях аккумуляторного отделения запрещается хранить
и принимать пищу и питьевую воду. Присутствие посторонних людей в зарядном
помещении категорически запрещается.
13.5. Правила санитарии и оказание первой помощи
Острое
отравление свинцом в производственных условиях встречается очень редко.
Признаки его ощущаются приблизительно через час — сладковатый вкус во рту,
тошнота, слюновыделение, рвота, боли в животе. Хроническое отравление свинцом
неизбежно при плохой вентиляции помещения, работе без респиратора, без
перчаток, при небрежном отношении к личной гигиене и т.п. В этом случае
наблюдается общая вялость, потеря аппетита, малокровие, иногда судороги, а
также заболевания почек. Для предотвращения отравления свинцом необходимо:
—
следить за исправностью вентиляции, ежедневно убирать рабочее место и стеллажи,
не реже одного раза в неделю протирать стены, потолки, шкафы и окна влажной
тряпкой;
—
работы, связанные со свинцом или его окислами, проводить в резиновых перчатках.
Для защиты органов дыхания от свинцовых паров необходимо использовать
респираторы;
—
каждому рабочему соблюдать меры индивидуальной предосторожности: во время
работы не курить, чаще полоскать рот кипяченой водой, а перед едой и после еды
чистить зубы, мыть руки и лицо мылом, принимать пищу только в специальных для
этого местах, после окончания работы принимать горячий душ.
При
остром отравлении свинцом следует немедленно вызвать врача, а до его прибытия
промыть пострадавшему желудок (дать ему как можно больше выпить воды с питьевой
содой). При отравлении парами серной кислоты наблюдается чихание, кашель,
жжение в глазах и появление слез. Пары серной кислоты действуют на слизистые
оболочки полости рта, дыхательные пути и глаза, приводят к желудочным
заболеваниям. При больших концентрациях паров серной кислоты может появиться
кровавая рвота и, в дальнейшем могут наступать тяжелые заболевания бронхов,
легких. При отравлении парами серной кислоты необходимо немедленно обратится в
медицинский пункт, а в качестве первой помощи пострадавшему рекомендуется дать
подышать парами содового раствора и эфира. Серная кислота, попав на кожу, может
вызвать сильный, долго не заживающий ожог. Попавшую на кожу серную кислоту надо
немедленно удалить тампоном, смоченным 10 % раствором кальцинированной соды или
нашатырного спирта, после чего пораженное место промыть сильной струей воды.
Для промывки глаз следует применять 2 % раствор питьевой соды, а затем промыть
водой с мылом. После работы с электролитом надо обязательно после работы обмыть
руки раствором кальцинированной соды. Во время плавки свинца, при паяльных
работах, при приготовлении заливочной мастики возможны ожоги. При ожогах первой
степени (покраснения) Пораженное место следует покрыть куском материи, обильно
смоченной насыщенным раствором питьевой соды или слабым раствором марганцево-кислого калия. При ожогах второй и третьей степени,
когда образуются пузыри на коже или получается ее глубокое поражение,
необходимо положить стерильную марлевую повязку (салфетку) на пораженный
участок кожи и немедленно вызвать врача или отправить пострадавшего в больницу.
Применять какие-либо медикаменты без указания врача не рекомендуется. Сильные
ожоги может вызвать электрический ток. До прибытия врача не следует применять
каких-либо мазей, присыпок и не смазывать пораженное место йодом. Рану следует
покрыть только стерильной марлей. При электрическом ударе обычно прекращается
дыхание. В этом случае пострадавшего необходимо как можно быстрее освободить от
токоведущих частей оборудования, проводов. Оказывающий помощь должен надеть
резиновые перчатки или обмотать руки сухой одеждой, надеть резиновые галоши или
встать на сухую деревянную подставку (доску). Если пострадавший потерял
сознание или долго находился под действием электрического тока, ему необходимо
сделать искусственное дыхание.
Литература
1. ГОСТ 959.0-84Е. Батареи
аккумуляторные свинцовые стартерные емкостью свыше 30 (лч). Общие технические
условия. Взамен ГОСТ 959.0-79.
2. ГОСТ 6980-76Е.
Моноблоки эбонитовые аккумуляторные для автомобилей, автобусов и тракторов.
3. ГОСТ 7883-82.
Моноблоки пластмассовые аккумуляторные. Технические условия. Взамен ГОСТ 7883-75.
4. ГОСТ 6709-72.
Вода дистиллированная. Технические условия. Взамен ГОСТ 6709-53.
5. ГОСТ 667-73.
Кислота серная аккумуляторная. Технические условия. Взамен ГОСТ 667-53.
6. ГОСТ 12.4.026.76.
ССБТ. Цвета сигнальные и знаки безопасности. Взамен ГОСТ 15548-70.
7. ГОСТ 8771-76.
Битум нефтяной для заливочных аккумуляторных мастик. Технические условия. Взамен
ГОСТ 8771-58.
8. ГОСТ 6617-76.
Битумы нефтяные строительные. Технические условия. Взамен ГОСТ 6617-56.
9. ГОСТ 21743-76.
Масла авиационные. Технические условия. Взамен ГОСТ 1013-49, ГОСТ 9320-60, ГОСТ
5.2147-73.
10. ГОСТ 3778-77Е.
Свинец. Технические условия. Взамен ГОСТ 3778-74, кроме марок С0000, С000, С00.
11. ГОСТ 1089-82Е.
Сурьма. Технические условия. Взамен ГОСТ 1089-73.
12. ГОСТ 8711-78.
Амперметры и вольтметры. Общие технические условия.
13. ГОСТ 18505-74.
Автомобили и их составные части, сдаваемые в капитальный ремонт и выпускаемые
из капитального ремонта. Комплектность.
14. ГОСТ 400-80Е.
Термометры стеклянные для испытания нефтепродуктов. Технические условия.
15. ГОСТ 215-73. Термометры ртутные стеклянные лабораторные.
Технические условия.
16. ГОСТ 18481-81Е. Ареометры и цилиндры стеклянные. Технические условия.
17. ГОСТ 8625-77Е.
Манометры избыточного давления, вакуумметры и мановакуумметры показывающие.
Технические условия.
18. ГОСТ 4366-76.
Смазка солидол синтетический. Технические условия.
19. ОСТ 3413-860-86. Асбест хризолитовый. Технические условия.
20. ГОСТ 14182-80.
Бутылки стеклянные для химических реактивов. Технические условия.
21. ЖУИЦ 563.410.003.ИЭ. Инструкция по эксплуатации аккумуляторных батарей.
Батареи аккумуляторные свинцовые стартерные необслуживаемые.
22. Положение о
техническом обслуживании и ремонте подвижного состава автомобильного
транспорта. М.: Транспорт, 1986. — 72 с.
23. Болотовский В.И.,
Вайсганг З.И. Эксплуатация, обслуживание и ремонт свинцовых
аккумуляторов. — Л.: Энергоатомиздат (Ленинградское отделение), 1988 — 208 с.
24. Хрюкин Н. С.
Вентиляция и отопление аккумуляторных помещений. — М.: Энергия, 1979. — 119 с.
25. Стартерные
аккумуляторные батареи: Устройство, эксплуатация и ремонт /М.А. Ягнитинский. М:
Транспорт, 1991. — 255 с.
Приложение
1
МЕТОДИКА
проведения сертификационных испытаний услуг по К-ОКУН 017607
«Ремонт, зарядка и приемка к эксплуатации аккумуляторных батарей»
1. ОБЩИЕ ПОЛОЖЕНИЯ
Методика
по проведению сертификационных проверок результатов оказания услуг по ремонту,
зарядке и приемке непригодных к эксплуатации аккумуляторных батарей разработана
в соответствии с кодом К-ОКУН 017607 «Ремонт, зарядка и приемка к эксплуатации аккумуляторных
батарей» и РД 37.009.028-93 «Положения о порядке
сертификации автообслуживающих предприятий» и на основании действующей в России
утвержденной документации и международных стандартов ISO.
Методика
состоит из следующих этапов:
—
проверка соответствия испытательного оборудования и приборов на требования
нормативной документации и видам проводимых работ при проведении
сертификационных проверок;
—
контроль соответствия выходных параметров аккумуляторных батарей при проведении
сертификационных предъявительных проверок на соответствие требованиям инструкций
фирм (предприятий) — изготовителей или технологическим процессом;
—
проверка эталонирования стендов и приборов, используемых при сертификационных
испытаниях;
—
порядок оформления результатов сертификационных результатов.
2. ОБЩИЕ ПОЛОЖЕНИЯ
Цель
методики проведения сертификационных испытаний ремонта, зарядки и приемки
непригодных к эксплуатации аккумуляторных батарей состоит в оценке качества
предоставляемой услуги по параметрам, влияющим на безопасность и экологию.
Задача
методики состоит в проверке в соответствии с требованиями фирм
(предприятий)-изготовителей и нормативно-технической документации на
технологическое обслуживание и ремонт стартерных аккумуляторных батарей
качественных и количественных показателей оценки качества отремонтированных и
обслуженных аккумуляторных батарей.
3. ОБЛАСТЬ ПРИМЕНЕНИЯ
Методика
проведения сертификационных проверок результатов оказанных услуг
предназначенная в помощь экспертам-аудиторам для проверки услуг по К-ОКУН — «Ремонт, зарядка и приемка непригодных к эксплуатации
аккумуляторных батарей». При проведении сертификации количественные и
качественные показатели следующих параметров в соответствии с инструкциями фирм
(предприятий) — изготовителей аккумуляторных батарей и нормативно-технической
документации на техническое обслуживание и ремонт аккумуляторных батарей:
—
комплектность батареи;
—
габаритные размеры батареи;
—
соединения аккумуляторов и батарей;
—
расположение выводов
«+» и «-», их маркировка и размеры;
—
состояние наружной поверхности батареи;
—
состояние батареи (заряжена или не заряжена);
—
наличие предохранительного щита над сепараторами;
—
герметичность батареи в местах выводов;
—
герметизация батареи;
—
обозначение батареи;
—
уровень электролита;
—
емкость батареи;
—
характеристики стартерного режима разряда;
—
плотность электролита;
—
напряжение батареи;
—
выполнение режима разряда.
Объекты
сертификационных проверок являются автомобильные стартерные кислотные
аккумуляторные батареи.
4. НОРМАТИВНОЕ ОБЕСПЕЧЕНИЕ
Для
оценки показателей качества услуг по техническому обслуживанию и ремонту
аккумуляторных батарей используется следующая нормативно-техническая
документация и технические требования, табл. 4.1.
Технические
требования к испытательному оборудованию и приборам для проведения
сертификационных проверок, технические условия на проверку приведены в «Руководстве по техническому обслуживанию и текущему ремонту
стартерных аккумуляторных батарей» (РД-200-РФ-+++++.),
«Руководство по капитальному ремонту
(РК-200-РСФСР-2/1-2059-85)»,
«Электрооборудование основных марок отечественных автомобилей».
Нормативное
обеспечение, используемое при сертификации услуг по техническому обслуживанию и
ремонту стартерных аккумуляторных батарей
Таблица 4.1
|
Наименование услуг |
Код |
Показатели, |
Обозначения |
Объем проверки, в |
|
1 |
2 |
3 |
4 |
5 |
|
Техническое обслуживание и ремонт стартерных кислотных |
017607 |
Качество услуг (работ): 1. Комплектность батареи |
Батарея должна быть комплектна по ГОСТ 18505-73 |
100,0 |
|
— |
— |
2. Габаритные |
Батареи по габаритным размерам, соединению аккумуляторов между |
100,0 |
|
— |
— |
3. Соединение |
— |
— |
|
— |
— |
4. Расположение |
— |
— |
|
— |
— |
5. Обозначение |
Выводы батареи должны быть обозначены в зависимости от |
100,0 |
|
— |
— |
6. Состояние |
Руководство по техническому обслуживанию и текущему ремонту |
100,0 |
|
— |
— |
7. Наличие |
Каждый аккумулятор батареи должен иметь предохранительный щиток |
100,0 |
|
— |
— |
8. Состояние батареи |
Батарея должна быть залита электролитом и полностью заряжена |
100,0 |
|
— |
— |
8.1. Герметизация |
Заливочные и вентиляционные отверстия батарей, выпускаемых в |
100,0 |
|
— |
— |
9. Уровень электролита |
Уровень электролита в аккумуляторах батареи должен быть на 10 — |
100,0 |
|
— |
— |
10. Герметизация |
Батареи должны быть герметизированы в выводах и зазорах между |
5 % от партии, но не |
|
— |
— |
11. Обозначение |
На каждой батареи должны быть нанесены: товарный знак ремонтного |
— |
|
— |
— |
12. Ёмкость |
Ёмкость батареи, определяемая при 20 часовом режиме |
5 % от партии, но не |
|
— |
— |
13. Характеристики стартерного |
При начальной температуре электролита 25 ± 2 °С должны быть не менее указанных ниже: |
5 % от партии, но не |
|
— |
— |
— разрядный ток, А |
3С20 |
— |
|
— |
— |
— минимальная продолжительность разряда, мин |
3 |
— |
|
— |
— |
— начальное напряжение на выводах, В (через 5 — 7 (с) |
— |
— |
|
— |
— |
— для 6-ти вольтовой |
5,1 |
— |
|
— |
— |
— для 12-вольтовой батареи |
10,2 |
— |
|
— |
— |
— конечное напряжение на выводах, В: |
— |
— |
|
— |
— |
— для 6-ти вольтовой |
4,5 |
— |
|
— |
— |
— для 12-вольтовой батареи |
9,0 |
— |
|
Испытание по п. 13 подвергают батареи, достигшие емкости, |
||||
|
— |
— |
14. Плотность |
ГОСТ 25475-81 (РТМ-200-РФ-+.) |
100,0 |
|
— |
— |
15. Напряжение |
То же |
То же |
|
— |
— |
16. Выполнение режима |
То же. Проверяется по записям в журнале регистрации режим |
5 % от партии, но не |
5. ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ ПРОВЕРОК
5.1.
Идентификация услуг
Проверке
качества услуг подлежат автомобильные стартерные кислотные аккумуляторные
батареи, готовые к установке на автомобиль или на хранение.
5.2.
Форма организации проверки
Проверка
качества технического обслуживания и текущего ремонта стартерных кислотных
автомобильных аккумуляторных батарей осуществляется при сертификации данной
услуги (услуг) или инспекторском контроле путем предъявительской проверки
произвольно отобранных образцов (аккумуляторных батарей) на предмет соблюдения
параметров показателей, приведённых в табл. 4.1.
5.3.
Объём проверки
Проведение
сертификационной проверки результатов технического обслуживания или текущего
ремонта аккумуляторных батарей осуществляется на оборудовании заявителя данной
услуги. Работы проводит персонал заявителя в присутствии и под контролем
эксперта-аудитора в соответствии с инструкцией фирмы (предприятия)-изготовителя
или нормативно-технологической документации, перечень которой приведён в табл. 4.1 и может корректироваться в
зависимости от конструктивных особенностей аккумуляторных батарей в сторону
увеличения или уменьшения, определенных инструкцией на конкретный вид (тип)
аккумуляторной батареи. При проверке предприятий-заявителей, специализирующихся
на техническом обслуживании и ремонте аккумуляторных батарей, объем
представительской проверки не должен превышать 1 % от объёма проверки,
указанной в колонке 5 таблицы 4.1,
но не менее двух батарей. При получении неудовлетворительного результата хотя
бы по одному параметру объем предъявительской проверки утраивается. При
повторном получении неудовлетворительного результата сертификационные испытания
должны быть признаны для заявителя отрицательными. Проверка качества
технического обслуживания или текущего ремонта аккумуляторных батарей состоит
из следующих этапов:
5.3.1. Определение типа и
модели аккумуляторных батарей, подлежащих сертификации.
5.3.2. Определение
конструктивных особенностей аккумуляторных батарей и уточнение перечня
контрольных параметров.
5.3.3. Проверка наличия
инструкций фирм (предприятий)-изготовителей или другой
нормативно-технологической документации (технологические процессы, руководства
по ремонту) для конкретных типов аккумуляторных батарей, подлежащих
сертификации.
5.3.4. Оценка содержания
нормативно-технологической документации производится по параметрам, указанным в
табл. 4.1.
5.3.5. Проверка системы
эталонирования включает:
—
паспорта на комплект приборов для проверки аккумуляторных батарей;
—
журналы поверок приборов для проверки аккумуляторных батарей;
—
периодичность поверки приборов для проверки аккумуляторных батарей.
5.3.6. Проверка
соответствия технических характеристик стендов и приборов, используемых при
сертификационных проверках аккумуляторных батарей, производится в соответствии
с требованиями РК-200-2/1-2059-85. Приборы, применяемые при испытании батарей должны
отвечать следующим требованиям:
1) вольтметр класса точности
не ниже 0,5 (с) внутренним сопротивлением не ниже 300 (Ом/В);
2) амперметр класса точности
не ниже 1,0 (допускается применять амперметры класса 1,5);
3) термометры со шкалой от 0
до 100 °С с ценой деления 1 °С по
ГОСТ 215-73, со шкалой от минус 30 до 60 °С
типа ТН-6 по ГОСТ 400-80, со
шкалой от минус 80 до 60 °С типа ТН-6 ГОСТ 400-80;
4) ареометры со шкалой от
1,10 до 1,40 (г/см3) с ценой деления 0,01
(г/см3) по ГОСТ 18481-81Е;
5) манометры и вакууметры
класса точности 1,5 по ГОСТ 8625-77;
6) приборы для измерения
времени должны быть градуированы в секундах, минутах и часах, они должны иметь
точность ±1 (с/час).
5.3.7. Проверка
соответствия технических характеристик стенда (приспособления) для испытания
аккумуляторных батарей на герметичность должно производиться по следующим
параметрам:
—
пониженное или повышенное давление в аккумуляторной батарее должно отличаться
от атмосферного на (20
± 1,33) кПа/(150
± 10 мм рт. ст.);
—
продолжительность проверки не менее 3 — 5 (с).
5.3.8. Проверка наличия
актов поверки приборов, указанных в п. 5.3.6.
5.3.9. Проверка
квалификации исполнителей по разряду, обучению на курсах и знанию
технологических процессов и системы эталонирования, применяемой на
предприятии-заявителе услуги.
5.4.
Ознакомление заявителя с процедурой и результатами проверки
С
целью обеспечению ознакомления заявителя с процедурой и объемом
сертификационных предъявительских испытаний на предмет оценки качества услуг по
техническому обслуживанию и ремонту аккумуляторных батарей комиссией в составе
от заявителя — ответственного за проведение сертификационных работ и
инженерно-технического работника, отвечающего за техническое обслуживание и
ремонт аккумуляторных батарей и эксперта-аудитора определяется объем работ на
основании пункта настоящей методики и нормативно-технической документации, приведенной
в табл. 4.1. Величины конкретных
параметров заносятся в протокол предъявительских испытаний. Срок проведения
предъявительских испытаний согласуется с предъявителем в пределах срока
сертификационной проверки, но не более трёх суток. При проведении
подготовительных работ по сертификационным испытаниям заявитель обязан
ознакомится с настоящей методикой и подготовить свой персонал в соответствии с
предъявленными требованиями. По желанию заявителя предъявительская проверка
может быть проведена в составе выше перечисленной комиссии. Рабочие результаты
в протоколе предъявительских сертификационных испытаний утверждается подписями
со стороны заявителя, ответственного за сертификацию или всех членов
комиссии, включая исполнителей (аккумуляторщики) и подписью эксперта-аудитора.
В протоколе испытания представители заявителя могут зафиксировать свое мнение
по каждому рассматриваемому и поверочному параметру. Апелляция подается
заявителем на общих основаниях при наличии копии протокола предъявительских
испытаний, утвержденной экспертом-аудитором.
5.5.
Оценка трудоёмкости проведения проверки
Трудоёмкость
проведения работ по подпунктам пункта 5.3
оценивается на основе практического опыта работ в следующих величинах:
—
5.3.1. — 3 (мин).
—
5.3.2. — 6 (мин).
—
5.3.3. — 5 (мин).
—
5.3.4. — 15 (мин).
—
5.3.5. — 5 (мин).
—
5.3.6. — 20 (мин).
—
5.3.7. — 5 (мин).
—
5.3.8. — 5 (мин).
—
5.3.9. — 6 (мин).
итого
— 70 (мин).
Заполнение
протокола предъявительских сертификационных испытаний рекомендуется совмещать с
выполнением работ по пунктам 5.3.1.
— 5.3.9.
Фиксирование
результатов поверочных работ по параметрам табл. 4.1, оценивается следующей трудоёмкостью:
— 1
— 0,5 (мин).
— 2
— 0,5 (мин).
— 3
— 0,25 (мин).
— 4
— 0,25 (мин).
— 5
— 0,25 (мин).
— 6
— 2,0 (мин).
— 7 — 1,0 (мин).
— 8
— 2,0 (мин).
— 9 — 1,0 (мин).
— 10 — 4,0 (мин).
— 11 — 0,5 (мин).
— 12
— 5,0 (мин), (проверяется по записям в журнале испытаний)
— 13 — 20 — 30 (мин).
— 14
— 3 (мин).
— 15
— 3 (мин).
— 16
— 5 (мин), (проверяется по записям в журнале испытаний)
Итого
— 48 — 78 (мин).
Трудоёмкость
оценки зафиксированных параметров составляет 20 — 30 (мин). Таким образом,
трудоёмкость сертификационной проверки по показателям качества (табл. 4.1) аккумуляторной батареи (1
батарея) составляет 2,5 — 3 часа.
5.6.
Материально-техническое обеспечение проведения проверки
Предъявительская
сертификационная проверка качества технического обслуживания и ремонта
аккумуляторных батарей проводится на оборудовании исполнителя, с использованием
эксплуатационных материалов заявителя и силами исполнителей заявителя.
5.7.
Требования к персоналу, привлеченному для проведения работ по проверке
Специалисты,
выполняющие предъявительские сертификационные испытания качества услуг по
техническому обслуживанию или текущему ремонту стартерных аккумуляторных
батарей, должны знать устройство аккумуляторных батарей.
5.8.
Требования к персоналу, привлеченному для проведения работ по проверке
От
заявителя услуг привлекается персонал непосредственно участвующий в выполнении
услуг (техническое обслуживание и ремонт аккумуляторных батарей) —
аккумуляторщики соответствующего разряда и инженерно-технические работники,
знающие устройство аккумуляторных батарей и технологию их технического
обслуживания и ремонта и основы системы эталонирования приборов для проведения
проверки и иметь практический опыт работ по техническому обслуживанию и ремонту
аккумуляторных батарей. Обязательным условием обоснования права участия в
сертификационных испытаниях является знание специалистом настоящей методики,
общих требований техники безопасности при работе с аккумуляторными батареями и
иметь опыт проведения сертификационных проверок по данной услуге.
6.
Методы проведения проверок (испытаний)
Показатели
1 — 7, 8 — 1, 11 определяются внешним осмотром и имеют качественную
характеристику. Результаты оценки сравниваются с соответствующими нормативными
документами, указанными в колонке 4 табл. 4.1. Показатель по п. 8 проверяется нагрузочной вилкой
и ареометром. Затем данный показатель сравнивается с нормативным значением, на
основании которых делается заключение о степени заряженности (разряженности) аккумуляторной батареи. При этой же
проверке осуществляется проверка уровня электролита в каждом аккумуляторе
батареи (п. 9, табл. 4.1). При
испытании на герметичность батареи по п. 10 необходимо в соответствии с
РК-200-РСФСР-2/1-2059-85 давление пониженное
или повышенное по сравнению с атмосферным давлением на (20 ± 1,33) кПа/(150 ± 10 мм рт. ст.). При этом показания вакуумметра или манометра
не должны меняться в течение 3 — 5 секунд. Испытаниям подвергать батареи без
электролита. Разряд батареи при испытании на номинальную емкость (п. 12, табл. 4.1) должен производиться после
полного заряда батареи. Разряд производится непрерывно постоянным током, равным
0,005С20 (А) до конечного
напряжения на выводах 5,25 (В) для 6 вольтовой
батареи и 10,5 (В) для 12 вольтовой батареи. В течение всего разряда величина
силы тока должна быть постоянной. Напряжение на выводах аккумуляторной батареи
и температуру электролита в среднем аккумуляторе при разряде вымерять с интервалом
не более 4 (ч). При снижении напряжения до 5,55 (В) на 6 вольтовом аккумуляторе
и 11,1 (В) на 12 вольтовом — непрерывно до конца разряда.
При
разряде температура электролита должна находится в интервале от 18 до 27 °С по
формуле:
С25 — ёмкость, приведенная к температуре 25 °С, Ач;
С —
ёмкость, полученная при испытании, Ач;
t — средняя температура между
начальной и конечной температурой электролита при разряде, °С.
Допустимая
ёмкость должна быть не менее 80 % от номинального значения. Аналогично
проводятся испытания по п. 13 (табл. 4.1).
При проверке по п. 16 (табл. 4.1)
по журналу проверяют правильность режима заряда. При этом необходимо обратить
внимание на соблюдение следующего:
1. Заряд должен производиться
током 0,1С20 (А)
до напряжения не менее 2,4 (В) на каждом аккумуляторе батареи, после чего ток
уменьшить на 50 % от первоначального значения и довести батарею до состояния
полного заряда. Заряд следует производить до достижения обильного газовыделения
во всех аккумуляторах батареи, постоянство напряжения и плотность электролита в
течение 2 часов.
2. Если плотность электролита
в конце заряда будет отличаться от величин, указанных в табл. 6.1 с учетом температурной
поправки по табл. 6.2, то
произвести корректировку плотности электролита доливкой дистиллированной воды в
случаях, когда плотность выше нормы и доливкой раствора кислоты плотностью 1,40 (г/см3),
когда она ниже нормы.
После
корректировки плотности электролита продолжить заряд в течение 30 (мин) до
полного перемешивания электролита, а по окончании заряда выдержать батарею 30
(мин) без тока.
Таблица
6.1
|
Макроклиматические |
Время года |
Плотность |
|
|
Заливаемого |
Заряженной батареи |
||
|
Холодный: |
|||
|
Очень холодный от -50 до -20 |
Зима |
1,28 |
1,30 |
|
Лето |
1,24 |
1,26 |
|
|
Холодный от -30 до -20 |
Круглый год |
1,26 |
1,28 |
|
Умеренный: |
|||
|
Умеренный от -15 до -3 |
Круглый год |
1,24 |
1,26 |
|
Теплый влажный от 0 до 4 |
Круглый год |
1,20 |
1,22 |
|
Жаркий сухой от -15 до 4 |
Круглый год |
1,22 |
1,24 |
Примечание: Допускается
отклонение плотности электролита от значений, приведённых в табл. 6.1.
Таблица 6.2
|
Температура |
Поправка к |
|
От минус 55 до минус 41 вкл. |
-0,05 |
|
От минус 40 до минус 25 вкл. |
-0,04 |
|
От минус 25 до минус 11 вкл. |
-0,03 |
|
От минус 10 до плюс 4 |
-0,02 |
|
От 5 до 9 |
-0,01 |
|
От 20 до 30 |
0,00 |
|
От 31 до 45 |
+0,01 |
|
От 46 до 60 |
+0,02 |
Примечание: При температуре
электролита ниже 20 °С величина поправки прибавляется к фактическому показанию
ареометра. При температуре электролита ниже 20 °С величина поправки вычитается
из показания ареометра. Когда температура электролита находится в пределах 20 —
30 °С, поправка на температуру не вводится.
Произвести
замер уровней электролита во всех аккумуляторных батареях. Если уровень
электролита ниже нормы, в аккумулятор добавить электролит такой же плотности,
какая указана в табл. 6.1; при уровне электролита выше нормы, удалить избыток
электролита резиновой грушей. Напряжение аккумуляторов и температуру электролита
при заряде замерять не реже, чем через 4 часа, а к концу заряда — через час.
4. При заряде аккумуляторные
батареи должны подбираться в группы и соединены между собой. При этом
необходимо руководствоваться следующим:
1) во избежание перезаряда батареи
должны подбираться в группы с одинаковой емкостью и с примерно равной степенью
разряженности;
2) количество последовательно
соединенных батарей должно подбираться в группы в зависимости от выходного
напряжения, исходя из того, что для обеспечения постоянства зарядного тока
напряжение в конце заряда нужно поддерживать таким, чтобы на каждый
последовательно включенный батареи (группы) приходилось напряжение 2,7 (В). Для
12 вольтовой батареи напряжение должно быть 2,7 × 6 = 16,2 (В), для 6 вольтовой — 2,7 × 3 = 8,1 (В).
3) количество групп
аккумуляторов, подключенных параллельно для одновременного заряда, должно
приниматься в зависимости от мощности выпрямителя, режима заряда отдельных
групп и возможности зарядного устройства.
7. Оформление результатов проверки
Результаты
проверки оформляются протоколом (приложение 1) в трёх экземплярах, один из которых остается у
заявителя, а остальные прилагаются к протоколу общего заключения по сертификации
предприятия-заявителя.
Приложение
1
к методике проведения сертификационных
проверок технического обслуживания и текущего
ремонта стартерных аккумуляторных батарей
ПРОТОКОЛ
предъявительских сертификационных испытаний проверки качества технического
обслуживания или текущего ремонта стартерных аккумуляторных батарей
1. Наименование и
адрес организации, производящей сертификационную проверку_
___________________________________________________________________________
2.
Наименование и адрес заявителя __________________________________________
___________________________________________________________________________
3.
Наименование и номер документа, на основании которого производится проверка
___________________________________________________________________________
4.
Состав комиссии экспертов-аудиторов _____________________________________
___________________________________________________________________________
___________________________________________________________________________
5. Состав
представителей от заявителя _______________________________________
___________________________________________________________________________
___________________________________________________________________________
6. Дата начала
проведения проверки _________________________________________
7.
Наименование, модель аккумуляторных батарей, по которым заявитель оказывает
услуги _____________________________________________________________________
8.
Перечень конструктивных особенностей стартерных аккумуляторных батарей ___
___________________________________________________________________________
9.
Перечень имеющихся у заявителя инструкций фирм-изготовителей и (или)
технологических процессов в соответствии с конструкциями батарей
_______________
___________________________________________________________________________
10.
Проверка содержания технологических процессов и инструкций фирм-изготовителей
на основополагающие операции проверки качества технического обслуживания или
ремонта аккумуляторных батарей _____________________________
—
номенклатура параметров в соответствии с табл. 4.1
настоящей методики + указать недостающие показатели, не указанные в табл. 4.1
_______________________________
___________________________________________________________________________
11. Проверка
применяемой системы эталонирования
—
наличие паспорта (паспортов) на стенды, приборы или приспособления для
проверки качества технического обслуживания или текущего ремонта стартерных
аккумуляторных батарей
_____________________________________________________
—
наличие журнала поверки на стенды, приборы или приспособления, периодичность
поверки, дата последней поверки _________________________________
—
Наличие средств поверки стендов, приборов или приспособлений, или
применяемого способа поверки _______________________________________________
12.
Поверка соответствий технических характеристик стендов, приборов или
приспособлений параметрам оценки качества технического обслуживания или
текущего ремонта стартерных аккумуляторных батарей:
__________________________
—
Идентификация стендов, приборов, приспособлений __________________________
—
Характеристики стендов, приборов, приспособлений __________________________
—
Класс точности манометров, вакуумметров, термометров и других приборов и наличие актов на
проверки ___________________________________________________
13.
Оценка квалификации исполнителя услуг
14.
Таблица оцениваемых и измеряемых параметров качества услуг по техническому
обслуживанию и ремонту стартерных аккумуляторных батарей
|
Наименование |
Технические |
Фактическое |
Заключение |
|
1 |
2 |
3 |
4 |
|
1. Комплектность батареи |
|||
|
2. Габаритные размеры батареи |
|||
|
3. Соединение аккумуляторов в батареи |
|||
|
4. Расположение выводов батареи |
|||
|
5. Обозначение выводов батареи |
|||
|
6. Состояние наружной поверхности батареи |
|||
|
7. Наличие предохранительного щитка |
|||
|
8. Состояние батареи |
|||
|
8.1. Герметизация батареи |
|||
|
9. Уровень электролита в аккумуляторах батареи |
|||
|
10. Герметизация батареи в местах выводов |
|||
|
11. Обозначение |
|||
|
12. Ёмкость батареи |
|||
|
13. Характеристики стартерного режима разряда: |
|||
|
— разрядный ток, А |
3С20 |
||
|
— минимальная продолжительность |
3 |
||
|
— начальное напряжение на выводах, В |
5,1 (для 6 В) 10,2 (для |
||
|
— конечное напряжение на выводах, В: |
4,5 (для 6 В) 9,0 (для 12 В) |
||
|
14. Плотность электролита |
|||
|
15. Напряжение |
|||
|
16. Выполнение режима заряда |
|||
|
17. Другие параметры, учитывающие конструктивные особенности |
15. Дата окончания
работ __________________________________________________
16. Особое
мнение заявителя _______________________________________________
___________________________________________________________________________
17.
Подписи экспертов-аудиторов: От заявителя:
_________________________ _______________________
_________________________ _______________________
_________________________ _______________________
СОДЕРЖАНИЕ
1. Введение. 1
2. Общие указания. 2
3. Требования, предъявляемые к стартерным
аккумуляторным батареям.. 5
4. Принцип действия свинцового аккумулятора. 5
5. Конструктивные особенности свинцовых стартерных
аккумуляторных батарей. 6
5.1. Батареи с отдельными крышками. 6
5.2. Батареи в пластмассовых моноблоках с общей крышкой. 12
6. Техническая характеристика аккумуляторных батарей. 15
6.1. Обозначение аккумуляторных батарей. 18
6.2. Технические требования к аккумуляторным батареям.. 19
7. Перечень оборудования, контрольно-измерительных приборов,
приспособлений и инструмента для оснащения рабочих мест при выполнении работ
технического обслуживания и ремонта аккумуляторных батарей. 21
8. Аккумуляторные отделения (участки, цеха, мастерские)
предприятий автомобильного транспорта. 27
8.1. Назначение отделения (участка, цеха, мастерской) 27
8.2. Состав отделения. 27
8.3. Технологический процесс технического обслуживания
и ремонта аккумуляторных батарей. 32
9. Требования к помещениям для технического
обслуживания и ремонта аккумуляторных батарей. 32
9.1. Строительные требования. 32
9.2. Освещение. 34
9.3. Вентиляция. 34
9.4. Отопление, водопровод, канализация и другие
коммуникации. 35
10. Подготовка аккумуляторных батарей к эксплуатации. 35
10.1. приготовление
электролита. 35
10.2. Заливка батарей электролитом.. 38
10.3. Заряд батарей. 39
10.3.1. Заряд при постоянном значении сила зарядного
тока. 41
10.3.2. Заряд аккумуляторных батарей при постоянном
напряжении. 42
10.3.3. Ускоренный заряд аккумуляторных батарей. 44
10.3.4. Уравнительный заряд. 44
10.3.5. Подзаряд силой тока от 0,02 до 0,1 (а) 44
10.4. Тренировочный цикл. 44
11. Эксплуатация аккумуляторных батарей. 45
11.1. Хранение аккумуляторных батарей. 45
11.2. Техническое обслуживание и текущий ремонт
аккумуляторных батарей. 47
11.2.1. Особенности эксплуатации необслуживаемых
аккумуляторных батарей. 49
11.3. Ремонт аккумуляторных батарей. 49
11.3.1. Неисправности аккумуляторных батарей. 49
11.3.2. Требования к состоянию основных деталей
аккумуляторных батарей, поступающих на сборку после ремонта. 52
11.3.3. Испытание аккумуляторных батарей. 53
11.3.4. Правила приёмки и выпуска. 54
11.4. Перечень регламентных работ технического
обслуживания аккумуляторных батарей. 55
11.4.1. Перечень регламентных работ первого
технического обслуживания (то-1) 55
11.4.2. Перечень регламентных работ второго
технического обслуживания аккумуляторных батарей (то-2) 57
11.5. Перечень цеховых работ по текущему ремонту аккумуляторных
батарей. 59
Карта 1. Мойка аккумуляторных батарей. 59
Карта 2. Проверка технического состояния аккумуляторной
батареи. 59
Карта 3. Проверка технического состояния аккумуляторной
батареи. 61
Карта 4. Зарядка аккумуляторной батареи. 62
Карта 5. Определение фактической ёмкости аккумуляторной
батареи 20 часовым режимом разряда. 64
Карта 6. Определение фактической ёмкости аккумуляторной
батареи 10 часовым режимом разряда. 65
Карта 7. Замена мастики. 66
Карта 8. Наварка полюсного вывода аккумуляторной
батареи. 67
Карта 9. Восстановление контакта между штырём батареи и
межэлементным соединением.. 68
Карта 10. Замена крышки аккумулятора батареи. 70
Карта 11. Замена моноблока аккумуляторной батареи. 72
Карта 12. Проверка моноблока на герметичность. 74
Карта 13. Ремонт моноблока. 75
Карта 14. Замена сепараторов. 76
Карта 15. Замена пластин. 77
Карта 16. Дефектовка деталей аккумуляторной батареи. 95
11.6. Материалы и детали, используемые при то и ремонте
стартерных аккумуляторных батарей и технические требования, предъявляемые к
ним.. 97
11.6.1. Моноблоки. 97
11.6.2. Пластины.. 97
11.6.3. Сепараторы.. 97
11.6.4. Перфорированные и предохранительные щитки. 97
11.6.5. Крышки аккумуляторов. 97
11.6.6. Шнуровой асбест. 97
11.6.7. Заливочная мастика. 97
11.6.8. Электролит. 98
11.6.9. Подготовка литейных форм.. 102
11.6.10. Отливка деталей. 102
11.6.11. Свинцово-сурьмянистый сплав. 102
11.6.12. Приготовление сплава. 102
11.6.13. Раствор сульфата. 102
11.6.14. Нашатырный спирт. 103
11.6.15. Кальцинированная сода. 103
11.6.16. Насыщенный раствор питьевой соды или слабый
раствор марганцовокислого калия. 103
11.6.17. Клей. 103
12. Учёт работы аккумуляторной батареи. 103
12.1. Списание аккумуляторной батареи. 104
12.2. Определение остаточной стоимости аккумуляторных
батарей, вышедших из строя. 104
13. Техника безопасности при техническом обслуживании и
ремонте кислотных аккумуляторных батарей. 107
13.1. Общие сведения. 107
13.2. Правила техники безопасности при техническом
обслуживании и ремонте аккумуляторных батарей. 107
13.3. Правила техники безопасности при работе с серной
кислотой. 108
13.4. Правила техники безопасности при заряде
аккумуляторных батарей. 109
13.5. Правила санитарии и оказание первой помощи. 109
Литература. 110
Приложение 1. Методика
проведения сертификационных испытаний услуг по к-окун 017607 «ремонт,
зарядка и приемка к эксплуатации аккумуляторных батарей». 111
Приложение 1 к методике
проведения сертификационных проверок технического обслуживания и текущего
ремонта стартерных аккумуляторных батарей. 120
Протокол предъявительских сертификационных испытаний
проверки качества технического обслуживания или текущего ремонта стартерных
аккумуляторных батарей. 120
Инструкция по эксплуатации автомобильных стартерных аккумуляторных батарей производства завода «Алькор» с гарантийными обязательствами для легковой группы (до 110Ач). Данная инструкция подходит для всех типов стартерных аккумуляторных батарей производства завода «Алькор» (EFB, Ca/Ca, Sb/Ca).
Скачать: Инструкция по эксплуатации АКБ до 110Ач 11.11.2021

МИНИСТЕРСТВО ОБОРОНЫ СССР СВИНЦОВЫЕ СТАРТЕРНЫЕ АККУМУЛЯТОРНЫЕ БАТАРЕИ РУКОВОДСТВО Утверждено заместителем начальника Главного бронетанкового управления и заместителем начальника Центрального автотракторного управления Ордена Трудового Красного Знамени ВОЕННОЕ ИЗДАТЕЛЬСТВО МИНИСТЕРСТВА ОБОРОНЦ СССР МОСКВА 1983
УДК 621.356 Руководство разработано кандидатами технических наук В. П. Каштановым, В. В. Титовым, А. Ф. Усковым, инженерами Е. Н. Анищиком и В. Д. Байдой, Н. С. М у ха- м е т ь я н о в ы м, И. Р. Т а р а с е н е й. В редактировании принимали участие инженеры В. С. Вино- градов, Л. А. Жогов, В. Ф. Кривей, В. А. Плаксин и Э. Д. Ц у м а р е в
1. ВВЕДЕНИЕ Руководство по свинцовым стартерным аккумуляторным бата- реям является единым техническим документом по танковым, ав- томобильным и мотоциклетным батареям, прйменяемым в Совет- ской Армии. В настоящем Руководстве по сравнению с ранее изданными на основе обобщения опыта эксплуатации и хранения аккумуля- торных батарей в войсках и результатов работ, проведенных про- мышленностью по усовершенствованию батарей и повышению их эксплуатационных характеристик, уточнены общие положения; конкретизированы режимы приведения батарей в рабочее состоя- ние; изложены ускоренные способы приведения в рабочее состоя- ние танковых и автомобильных батарей. Уточнены объём и пе- риодичность обслуживания батарей, а также порядок хранения аккумуляторных батарей вне машин и непосредственно в маши- нах. Приведены сведения о новых и модернизированных батареях и новых зарядных средствах. Правила обслуживания и эксплуа- тации, имеющие существенные различия для танковых и автомо- бильных батарей, изложены в отдельных подр.азделах Руко- водства. В соответствии с требованиями новых ГОСТов на свинцово- кислотные аккумуляторные батареи изменена исходная темпера- тура электролита с 15 на 25°С, поэтому величина плотности элек- тролита указывается приведенной к температуре 25°С. С выходом настоящего Руководства ранее изданное Руковод- ство по стартерным свинцово-кислотным аккумуляторным бата- реям, применяемым в Советской Армии, считать утратившим си- лу. Все последующие изменения и дополнения будут вноситься в настоящее Руководство согласованными распоряжениями началь- ника Главного бронетанкового управления Министерства обороны, начальника Центрального автотракторного управления Министер- ства обороны и заводов — изготовителей аккумуляторных батарей. Руководство согласовано с Министерством электротехничес- кой промышленности СССР, 1* 3
2. ОБЩИЕ УКАЗАНИЯ 2.1. ОБЩИЕ СВЕДЕНИЯ ОБ АККУМУЛЯТОРНЫХ БАТАРЕЯХ Аккумуляторные батареи устанавливаются на колесных и гу- сеничных машинах и предназначаются: для питания электрической энергией системы электрического пуска двигателя машины; для питания электрической энергией потребителей во всех режимах, когда при работающем двигателе генератор не обеспе- чивает необходимой мощности; для питания потребителей на стоянке, когда двигатель не ра- ботает или работает на пониженных частотах вращения. Стартерная аккумуляторная батарея состоит из нескольких аккумуляторов, соединенных между собой последовательно. Аккумулятор — это химический источник тока, состоящий из положительного и отрицательного электродов и электролита, дей- ствие которого основано на использовании обратимых электро- химических систем. Простейший свинцовый аккумулятор (рис. 1) состоит из поло- жительного электрода, активным веществом которого является двуокись свинца РЬОг (темно-коричневого цвета), и отрицатель- ного электрода, активным веществом которого является губчатый свинец РЬ (серого цвета). Если оба электрода поместить в сосуд с электролитом (раствором серной кислоты H2SO4 в'дистиллиро- Рис. 1. Работа про- стейшего аккумуля- тора: а — при заряде; б — при разряде; 1 *— двуокись свинца; 2 — электролит повышенной плотности; 3 — губчатый свинец; 4 — сульфат свинца; 5 — электролит низкой плот- ности 4
ванной воде), то между электродами возникнет разность потен- циалов. При подключении к электродам электрического сопротив- ления (потребителя) в цепи потечет электрический ток и аккуму- лятор будет разряжаться. При разряде аккумулятора губчатый свинец и двуокись свинца отрицательного и положительного элек- тродов преобразуются в сернокислый свинец (сульфат свинца) PbSO4. Во время разряда расходуется серная кислота из электролита и одновременно в электролит выделяется вода. Поэтому по мере разряда свинцового аккумулятора уменьшается концентрация серной кислоты, из-за чего плотность электролита понижается. При заряде происходят обратные химические реакции, в резуль- тате которых из сульфата свинца на положительном электроде вновь образуется двуокись свинца, а на отрицательном электро- де— губчатый свинец. Во время заряда в электролит выделяется серная кислота и расходуется вода.* При этом плотность электро- лита по мере заряда возрастает. Таким образом, свинцовый аккумулятор обладает свойством обратимости, т. е. способностью накапливать электрическую энер- гию от постороннего источника тока в процессе заряда, сохранять ее в течение некоторого времени и отдавать ее в процессе разряда. Процессы, происходящие при разряде и заряде свинцового ак- кумулятора, можно представить следующим уравнением: До разряда РЬО2 + Pb + 2H2SO4 Разряд После разряда PbSO4 + PbSO4 + 2Н2О Двуокись свинца (положи- тельный электрод) Губчатый свинец (отрица- тельный электрод) Серная кислота (в электро- лите) Сульфат свинца (положи- тельный электрод) Сульфат свинца (отрица- тельный электрод) Вода (в элек- тролите) Пос^ ie заряда Зар 'ЯД До заряда Поскольку при разрядах и зарядах изменяется плотность электролита, то по величине плотности можно судить о степени заряженности аккумулятора, чем и пользуются на практике. Основными электрическими характеристиками аккумулятора являются электродвижущая сила, напряжение и емкость. Электродвижущей силой (э.д.с.) аккумулятора называется разность потенциалов между электродами аккумулятора при ра- зомкнутой внешней цепи. Величина э.д.с. исправного аккумулято- ра зависит от плотности электролита (степени его заряженности) и изменяется в пределах от 1,92 до 2,15 В. При эксплуатации аккумуляторных батарей по величине э.д.с. ориентировочно определяют их состояние, а также проверяют ко- роткое замыкание между разноименными электродами. Напряжением аккумулятора называется разность потенцйалов между выводами аккумулятора под нагрузкой. 5
За номинальное напряжение свинцового аккумулятора прини- мается величина, равная 2 В. Величина напряжения при разряде аккумулятора зависит от величины разрядного тока, продолжительности разряда и темпе- ратуры электролита; она всегда меньше величины э.д.с. Разря- жать аккумулятор ниже определенного предела, называемого ко- нечным разрядным напряжением, недопустимо, так как это мо- жет привести к переводюсовке и разрушению активной массы электродов. Для разных величин разрядного тока принимается различное конечное разрядное напряжение (приложения 1 и 2). При разрядном токе 10-часового разрядного режима, напри- мер, конечное разрядное напряжение составляет 1,7 В. Величина напряжения при заряде зависит главным образом от степени заряженностп аккумулятора, температуры электро- лита и всегда больше величины э.д.с. Емкостью аккумулятора называется количество электриче- ства, отдаваемое полностью заряженным аккумулятором при его разряде до допустимого конечного разрядного напряжения. Емкость аккумулятора измеряется в ампер-часах и опреде- ляется как произведение величины разрядного тока (в амперах) на продолжительность разряда (в часах). Емкость аккумулятора зависит от количества активной массы (количества и размера электродов), величины разрядного тока, плотности и температуры электролита, срока службы аккумулятора и является его важнейшей эксплуатационной характеристикой. При больших величинах разрядных токов, при низких темпе- ратурах электролита, а также в конце срока службы емкость, отдаваемая аккумулятором, снижается. За номинальную емкость аккумулятора принимается емкость, которую должен отдавать аккумулятор при его разряде током 20- пли 10-часового разряда, т. е. при величине разрядного тока, численно равной соответственно 0,05 и 0,1 величины номинальной емкости. Для аккумуляторных батарей, применяемых в Советской Ар- мии, основным является 10-часовой режим разряда. Стартерная аккумуляторная батарея состоит из 3, 6 или 12 одинаковых аккумуляторов, соединенных последовательно. При таком соединении номинальное напряжение батареи равно сумме номинальных напряжений отдельных аккумуляторов и составляет соответственно 6, 12 или 24 В, а номинальная емкость батареи остается такой же, как и емкость одного аккумулятора. 2.2. ТИПЫ, ОБЩИЕ ХАРАКТЕРИСТИКИ И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ АККУМУЛЯТОРНЫХ БАТАРЕЙ Свинцовые стартерные аккумуляторные батареи подразделя- ются на танковые, автомобильные и мотоциклетные. В табл. 1 приведены общие характеристики основных ти- пов танковых, автомобильных и мотоциклетных аккумуляторных батарей. 6
Танковые и автомобильные аккумуляторные батареи имеют маркировку, нанесенную на перемычках. На каждой танковой и автомобильной батарее нанесены сле- дующие обозначения: товарный знак предприятия-изготовителя; тип и исполнение батареи; дата изготовления (год и месяц); соответствующий ГОСТ или ТУ; знаки полярности: « + » (плюс) и «—» (минус). Маркировка танковых аккумуляторных батарей приведена на Рис. 2. Маркировка 12-вольтовых танковых аккумуляторных батарей Рис. 3. Маркировка 24-вольтовых танковых аккумуляторных батарей 7
Таблица 1 Общие характеристики танковых, автомобильных и мотоциклетных аккумуляторных батарей Тип и исполнение батарей Номи- нальное напря- жение, В Номинальная емкость, А«ч Габаритные размеры, мм Масса, кг Количество электролита, л 20-часо- вой режим 10-часо- вой режим длина ши- рина высо- та без электро- лита с элек- тролитом в батарее в одном аккуму- ляторе Танковые батареи 6СТЭН-140М* 12 140 126 587 238 239 52,5 62,0 8,0 1,33 6СТ-140Р 12 140 126 587 238 239 51,0 62,0 8,0 1,33 12СТ-70М* 24 — 70 587 238 239 58,0 67,5 9,0 0,75 12СТ-70 ** 24 — 70 587 238 239 58,0 67,5 9,0 0,75 12СТ-85Р 24 85 80 585 239 240 62,0 72,0 10,0 0,83 Автомобильные батареи ЗСТ-150ЭМС (ЭРС, ЭМ, ЭР) *** 6 150 135 326 176 238 22,0 28,2 4,8 1,60 ЗСТ-150ТМС (ТРС, ТМ, ТР) 6 150 135 326 176 236 21,0 27,2 4,8 1,60 ЗСТ-215ЭМ (ЭР) 6 215 195 428 195 242 34,0 42,8 7,0 2,33 6СТ-45ЭМ (ЭР) 12 45 42 240 179 224 16,0 19,8 3,0 0,50 6СТ-50ЭМС (ЭРС, ЭМ, ЭР) 12 50 45 260 175 235 17,0 21,5 3,5 0,58
6СТ-55ЭМ (ЭР) 12 55 50 262 174 226 17,5 22,4 3,8 0,63 6СТ-60ЭМ (ЭР) 12 60 54 283 182 237 19,5 22,4 3,8 0,63 6СТ-75ЭМС (ЭРС, ЭМ, ЭР) 12 75 68 358 177 239 24,0 30,4 5,0 0,83 6СТ-75ТМС (ТРС, ТМ, ТР) 12 75 68 358 J77 236 22,0 28,4 5,0 0,83 6СТ-82ЭМС (ЭРС, ЭМ, ЭР) 12 82 75 391 186 240 27,5 33,8 5,4 0,90 6СТ-90ЭМС (ЭРС, ЭМ, ЭР) 12 90 81 421 186 238 28,0 35,6 6,0 1,00 6СТ-105ЭМС (ЭРС, ЭМ, ЭР) 12 105 95 476 187 238 31,0 39,8 7,0 1,17 6СТ-132ЭМС (ЭРС, ЭМ, ЭР) 12 132 120 514 211 243 41,0 51,2 8,0 1,33 6СТ-182ЭМС (ЭРС, ЭМ, ЭР) 12 182 165 522 282 243 55,0 70,2 11,5 1,92 "гТ-190ТР (ТМ) 12 190 170 587 238 238 57,2 71,7 12,0 2,00 "ТРН (ТМН) 12 190 170 587 238 238 58,2 72,7 12,0 2,00 Мотоциклетные батареи 6 — 12 144 100 192 — 4,0 0,315 0,105 6 8 81 78 143 1,4 1,8 0,4 0,13 12 9 140 78 142 3,2 4,0 0,7 0,12 12 22 194 130 166 7,0 9,0 1,9 0,32 тор из мипора. •тор из мипласта. >ках указаны варианты исполнения батарей с различными материалами сепараторов.
Таблица 2 Товарные знаки основных заводов — изготовителей аккумуляторных батарей Предприятие Вид товарного знака Типы изготавливаемых танкозых и автомобильных батарей Подольский аккумуля- торный завод ЗСТ-65ЭМ, ЗСТ-1.50ЭМС, ЗСТ-150ТМС, ЗСТ-215ЭР, 6СТ-45ЭМ, 6СТ-50ЭМС, 6СТ-75ТМС, 6СТ-55ЭМ, 6СТ-190ТР Курский завод «Акку- мулятор» А 6СТ-60ЭМ, 6СТ-75ЭМС, 6СТ-82ЭМС, 6СТ-90ЭМС, 6СТ-182ЭМС, 6СТ-190ТР Тюменский аккумуля- торный завод 6СТ-132ЭМС, 6СТ-55ЭР, 6СТ-90ЭМС Саратовский завод свинцовых аккумулято- ров 6СТМ-128МС, 6СТ-55ЭМ, 6СТЭН-140М Электротехнический за- вод, г. Комсомольск-на- Амуре 6СТ-75ЭМС, 6СТ-132ЭМС, 6СТЭН-140М Производственное объединение «Источ- ник», г. Ленинград ЗСТ-215ЭМ, 6СТ-132ЭМС, 6СТ-190ТР, 6СТ-140Р, 6СТ-105ЭМС, 6СТЭН-140М, 12СТ-70М, 12СТ-85 Завод «Востсибэле- мент», г. Свирск W® 6СТ-75ЭМС, 6СТ-132ЭМС, 6СТ-60ЭМ, 6СТ-128 Талды-Курганский ак- кумуляторный завод 6ТСТ-50ЭМС, 6СТ-132ЭМС, 6СТ-75ЭМС иак наносится на межэлементном соеди- ’тся). затарен при переводе их в обычные 71ент»).
На вновь разработанные автомобильные батареи кроме ука- занной маркировки наносятся номинальная емкость (в ампер- часах), номинальное напряжение (в вольтах) и разрядный ток (в амперах), если он больше ЗС20 (С20— емкость батареи в 20-часовом режиме разряда) при температуре электролита ми- нус 18°С. Тип батарей определяется: количеством последовательно соединенных аккумуляторов в батарее (3, 6 или 12), характеризующим ее номинальное напря- жение (6, 12 или 24 В соответственно); назначением (СТ — стартерная); номинальной емкостью при 20-часовом режиме разряда (в А-ч). Буквы в конце обозначения типа батареи характеризуют: материал моноблока (Э — эбонит, Т — термопласт); материал сепараторов (Р — мипор, М — мипласт, С — стекло- волокно); серию (Н — новая). Обозначение материала сепараторов для танковых аккумуля- торных батарей, выпущенных до 1977 г., не стандартизовано. Эти обозначения приведены в сносках к табл. 1. Вид товарных знаков основных заводов — изготовителей акку- муляторных батарей приведен в табл. 2. У танковых аккумуляторных батарей и автомобильной бата- реи типа 6СТ-190 знаки полярности дополнительно наносятся на защитном кожухе. На каждой мотоциклетной батарее нанесены следующие обо- значения: товарный знак предприятия-изготовителя, тип батареи; знаки полярности (« + » и «—»); дата изготовления (год, месяц); обозначение соответствующего ГОСТа или ТУ. Тип мотоциклетной батареи определяется: количеством последовательно соединенных аккумуляторов в батарее (3 или 6), характеризующим ее номинальное напряже- ние (6 или 12 В); назначением (стартерная — для пуска двигателя посредством стартера и питания других потребителей электрической энер- гии— МТС, нестартерная — для питания потребителей электриче- ской энергии — МТ); номинальной емкостью (в ампер-часах), определяемой при 20-часовом режиме разряда. Кроме того, на общей крышке наносятся товарный знак пред- приятия-изготовителя, знаки полярности (« + » и «—»), дата из- готовления (год, месяц) и обозначение стандарта. Примеры условного обозначения Танковая аккумуляторная батарея с шестью последовательно соединенными аккумуляторами номинальной емкостью 140 А.ч с сепараторами из мипора обозначается: 6СТ-140Р. Н
Танковая аккумуляторная батарея с двенадцатью последовательно соеди- ненными аккумуляторами номинальной емкостью 85 А.ч с сепараторами из мипора обозначается 12СТ-85Р. Автомобильная аккумуляторная бата_рея с шестью последовательно соеди- ненными аккумуляторами номинальной емкостью 75 А.ч в моноблоке из эбо- нита с сепараторами из мипласта обозначается 6СТ-75ЭМ. Батарея такой же емкости, но собранная с сепараторами из мипласта и стекловолокна в моноблоке из термопласта (полиэтилена наполненного), обо- значается 6СТ-75ТМС. Мотоциклетная батарея из трех последовательно соединенных аккумулято- ров на номинальную емкость 8 А • ч обозначается ЗМТ-8, а батарея из шести последовательно соединенных аккумуляторов на номинальную емкость 22 А-ч обозначается 6МТС-22. 2.3. УСТРОЙСТВО СТАРТЕРНЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ Стартерные аккумуляторные батареи состоят из отдельных аккумуляторов, соединенных между собой последовательно с по- мощью перемычек. Каждый аккумулятор состоит из чередующихся отрицатель- ных и положительных электродов, разделенных сепараторами и собранных в блок. Блоки электродов каждого аккумулятора помещаются либо в отдельных ячейках моноблока, либо в отдельных баках из эбо- нита, устанавливаемых в деревянном ящике или в стеклопласти- ковом корпусе. Каждый аккумулятор закрывается отдельной крышкой, которая при сборке аккумуляторной батареи гермети- зируется с помощью специальной заливочной битумной ма- стики *. Различные типы аккумуляторных батарей имеют свои конст- руктивные особенности, однако в их устройстве много принци- пиально общего. Устройство танковой аккумуляторной батареи показано на рис. 4, а устройство автомобильной аккумуляторной батареи — на рис. 5. Электрод каждой полярности состоит из токоотвода и актив- ной массы. Токоотводы электродов стартерных аккумуляторов отливают из свинцово-сурьмянистого сплава. Для токоотводов положительных электродов некоторых типов батарей применяется свинцово-сурьмянистый сплав с небольшой добавкой мышьяка, что увеличивает коррозионную стойкость токо- отводов. При изготовлении электродов ячейки токоотводов запол- няются специальной пастой, которая после электрохимической обработки (формирования) превращается в пористую активную массу. Электроды одной полярности с определенным зазором свари- * Для танковых аккумуляторных батарей кроме заливочной мастики для уплотнения крышек применяются резиновые уплотнительные прокладки (рамки). 12
Рис. 4. Устройство танковой аккумуляторной батареи: 1 — крышка батареи; 2 — отверстие для крепления крышки; 3 — болт крепления защитного кожуха; 4 — защитный кожух; 5 — вы- ступ для крепления крышки; 6 — ящик батареи; 7 — ручка; 5,— щиток для крепления защитного кожуха; 9 — предохранительный винипластовый щиток; 10 — полюсные выводы батареи; 11 — пробка заливного отверстия; 12 — перемычка; 13 — захват для крепления крышки батареи; 14 — крышка аккумулятора; 15 — гай- ка стяжной ленты; 16 — борн; 17 — предохранительный щиток блока электродов; 18 — мостик борна; 19 — стяжная лента; 20 — отрицательный электрод; 21 — призма; 22 — сепаратор; 23 — поло- жительный электрод GO
3 2 ; 3 — сепаратор; отрицательный; 6 — щиток предо- 7 — бори; 8 — Рис. 5. Устройство автомо- бильной аккумуляторной батареи: 1 — моноблок; 2 — электрод по- ложительный; 4 — электрод 5 — мостик; t хранительный; 7 — борн; свинцовая втулка; 9 — отража- тель; ра; ка люсный вывод; ная мастика; пространство; призма : 10 — крышка аккумулято- ру — перемычки; 12 — проб- вентиляционная; 13 — по- 14 — заливоч- 15 — шламовое 16 — опорная
ваются между собой в полублоки посредством свинцового мо- стика, к которому приваривается бори (рис. 6). Полублоки положительных и отрицательных электродов соби- раются в блок электродов в Рис. 6. Блок электродов аккумуляторной батареи: а — положительный полублок; б — отрицатель- ный полублок; в — блок в сборе; 1 — электрод; 2 — свинцовый мостик; 3 — борн так, что положительные и отрицательные электроды чередуются. В собранном аккумуляторе крайние электроды, как правило, являются отрицательными. Поэтому полублок отрица- тельных электродов имеет на один электрод больше, чем полублок положитель- ных электродов. Блок электродов опира- ется выступами («ножка- ми») электродов на опор- ные призмы, имеющиеся на дне каждой ячейки моно- блока или отдельного эбо- нитового бака. Таким об- разом, между нижними кромками электродов и дном имеется свободное пространство, необходи- мое для накапливания шлама (осадка, образую- щегося с течением време- ни из активной массы). Тем самым предотвраща- ются короткие замыкания разноименных электродов выпадающим шламом. При сборке блока по- ложительные и отрицате- льные электроды отделя- ются друг от друга микро- пористыми прокладками, которые называются сепараторами. Се- параторы предохраняют разноименные электроды от коротких замыканий и обеспечивают необходимый запас электролита между электродами. Сепараторы изготавливаются в виде тонких листов из мипора (микропористого эбонита на основе натурального каучука) или из мипласта (микропористого полихлорвинила) и имеют с одной стороны гладкую, а с другой ребристую поверхность (рис. 7). Ребристая поверхность сепаратора обращена к положительному электроду для лучшего доступа к нему электролита. Размеры сепараторов несколько больше, чем размеры элект- 14
родов, что предотвращает замыкания между кромками разно именных электродов. Для повышения срока службы положитель- ных электродов в некоторых типах автомобильных и мотоциклет- ных батарей применяются комбинированные сепараторы — мипор или мипласт со стеклово- локном. При этом сепаратор стекловолокном устанавливается к положительному электроду. Прилегая плотно к его поверхности, он предо- храняет активную массу от оплывания. Для предохранения верхних кромок сепара- торов от механических повреждений (при изме* рении температуры, плотности и уровня элек- тролита) сверху над сепараторами устанавли- вается перфорированный предохранительный щиток. Рис. 7. Сепаратор Каждый аккумулятор закрывается крышкой (рис. 8), изготов- ляемой из эбонита или пластмассы. В двух крайних отверстиях для выводных борнов блоков электродов запрессованы свинцовые втулки, которые затем свариваются с борнами и перемычками, что создает надежное уплотнение. Среднее отверстие для за- ливки электролита закрывается резьбовой пробкой, имеющей вентиляционное отверстие для выхода газа. Однако применяются также крышки (рис. 9) с автоматическим ограничением уровня электролита и отдельными вентиляционными отверстиями. Такие крышки закрываются глухой пробкой (без вентиляционного от- верстия). Рис. 8. Крышка аккумулятора: 1 — корпус; 2 — отверстие для полюсного вывода; 3 — пробка в разрезе; 4 — пробка заливного отвер- стия с вентиляционным каналом; 5— уплотнительная резиновая шайба; 6 — отражательный диск пробки; 1 — свинцовая втулка 15
Для автомобильных аккумуляторных батарей, устанавливае- мых на машинах, преодолевающих глубокие броды, применяются гидростатические пробки (рис. 10), предотвращающие попадание забортной воды в аккумуляторы. Рис. 9. Крышка аккумуля- тора с автоматическим ог- раничением уровня элек- тролита: / — корпус; 2 — отверстие для полюсного вывода; 3 — пробка в разрезе; 4 — вентиляционный штуцер; 5 — пробка заливного отверстия; 6 — уплотнительная шайба; 7 — резиновая втулка; 8 — свинцовая втулка Рис. 10. Гидростатистическая пробка: 1 — корпус; 2 — заглушка; 3 — воздушная подушка; 4— отверстие для выхода газов; 5 — крышка аккумулятора При сборке батарей на заводе под пробки заливных отвер- стий подкладываются уплотнительные резиновые диски, создаю- щие герметичность, необходимую при хранении батарей в сухом виде. У некоторых типов батарей герметичность обеспечивается за счет применения полиэтиленовых пробок с глухими выступами 16
(рис. 11) на месте вентиляционного отверстия или с помощью заклейки вентиляционного отверстия пленкой. При приведениии аккумуляторных батарей в рабочее состоя- ние глухие выступы над вентиляционными отверстиями срезаются, уплотнительные резиновые диски и пленки удаляются. Рис. 11. Полиэтиленовая пробка с глухим высту- пом: а — до заливки аккумуля- тора; б—после заливки (выступ срезан) Выводные борны отдельных аккумуляторов последовательно соединяются между собой посредством перемычек (рис. 12) спо- собом сварки. Борны, перемычки и выводы танковых, а также ав- томобильных (ЗСТ-215, 6СТ-182, 6СТ-190) батарей, рассчитан- ных на большие величины стартерных токов, имеют внутренние медные вкладыши, снижающие падение напряжения на перемыч- ках. К выводным борнам крайних аккумуляторов навариваются полюсные выводы. В зависимости от назначения батарей приме- няются полюсные выводы в виде конусов или в виде проушин с отверстиями под болт. Рис. 12. Перемычки Полюсные выводы батарей обозначаются знаками « + » (по- ложительный) и «—» (отрицательный), такие же знаки ставятся на стенках моноблока (ящика) у полюсных выводов. Танковые аккумуляторные батареи 6СТЭН-140М и 6СТ-140Р собираются из шести отдельных аккумуляторов, помещенных в общий деревянный корпус (ящик). Танковые батареи 12СТ-70М, 12СТ-70 и 12СТ-85Р собираются из двенадцати аккумуляторов. Каждые четыре аккумулятора собраны в четырехкамерный бак и три таких бака помещены в деревянный ящик или корпус из стеклопластика. Для повышения прочности деревянный ящик стянут двумя стальными лентами, проходящими между эбонито- 17
выми баками батареи. Батареи 12СТ-85Р собраны в корпусе из стеклопластика (рис. 13). Полюсные выводы батарей в виде про- Рис. 13. Танковая аккумуляторная батарея 12СТ-85Р в корпусе из пресс-материала ДСВ-К-1 (стеклопла- стика) ушин с отверстиями под болт выведены на переднюю стенку кор- пуса и привернуты к нему двумя винтами. Полюсные выводы закрываются защитным кожухом, который крепится болтом к пе- редней стенке корпуса батареи. Деревянные ящики батарей по- крываются кислотостойким лаком БТ-783. Батареи закрываются деревянной прессованной крышкой (в батарее 12СТ-85Р крышка из стеклопластика). Автомобильные аккумуляторные батареи (рис. 14...25) соби- раются в моноблоках из эбонита или пластмассы с внутренними перегородками, образующими ячейки для каждого аккумуля- тора. Рис. 14. Автомобильная аккумуля- торная батарея ЗСТ-150. Общий вид 18
Pec 15. Автомобильная аккумуля- торная батарея ЗСТ-215. Общий вид Рие. 16. Автомобильная аккумуля^ торная батарея 6СТ-45. Общий вид Рис. 17. Автомобильная аккумуля- торная батарея 6СТ-50. Общий вид Рис. 18. Автомобильная аккумуля- торная батарея 6СТ-55. Общий вид Рис. 19. Автомобильная аккумуля- торная батарея 6СТ-60. Общий вид Рис. 20. Автомобильная аккумуля- торная батарея 6СТ-75. Общий вид 19
Рис. 21. Автомобильная аккумуля- торная батарея 6СТ-75 с закрыты- ми перемычками. Общий вид Рис. 22. Автомобильная аккуму- ляторная батарея 6СТ-90. Общий вид Рис. 23. Автомобильная аккуму- ляторная батарея 6СТ-132. Об- щий вид Рис. 24. Автомобильная аккуму- ляторная батарея 6СТ-182. Об- щий вид Рис. 25. Автомобильная аккуму- ляторная батарея 6СТ-190. Об- щий’ вид 20
Мотоциклетные батареи (рис. 26 и 27) собираются в монобло- ках из эбонита, полиэтилена и холодостойкого полипропилена. Все аккумуляторные батареи большой емкости, имеющие массу более 30 кг, снабжены ручками для удобства переноски, снятия и установки на машину. Рис. 27. Мотоциклетная аккуму- ляторная батарея 6МТС-9. Об- щий вид Рис. 26. Мотоциклетная аккуму- ляторная батарея ЗМТ-8. Общий вид Для обеспечения работоспособности системы электрического пуска дизельных двигателей колесных машин и гусеничных тран- спортеров-тягачей при низких температурах окружающего воз- духа разработана стартерная аккумуляторная батарея 6СТ- 190ТРН с внутренним электрообогревом. По габаритным и при- соединительным размерам батарея на колесных машинах и гусе- ничных тягачах взаимозаменяема с серийными батареями 6СТЭН-140М, 6СТЭ-128 и 12СТ-70. Общий вид и устройство ак- кумуляторной батареи 6СТ-190ТРН показаны на рис. 28 и 29. Рис. 28. Автомобиль- ная аккумуляторная батарея 6СТ-190ТРН с внутренним элек- трообогревом. Общий вид 21
Батарея собрана на тонких унифицированных электродах с увеличенным количеством активной массы. В сплав, из которого изготовлены токоотводы электродов, введена добавка мышьяка, позволившая увеличить срок их службы. /4 Рис. 29. Устройство аккумуляторной батареи 6СТ-190ТРН с внутренним электрообогревом: / — полюсный вывод: 2 — болт крепления защитного кожуха; 3 — пробка аккумуляторная; 4 — перемычка; 5 — крышка батареи; 6— моноблок; 7 — щиток предохранительный; 8 — крышка аккумулято- ра; 9 — реле температурное; 10 — электрод положительный; // — сепаратор; /2 — электрод отрицательный; 13 — призма встав- ная; 14 — электронагреватель ЭНА-100; /5 — ручка; 16 — крышка коммутационной панели; 17 — выводы электронагревателя ЭНА-100; 18 — вывод температурного реле; 19 — защитный кожух В активную массу отрицательных электродов введен эффек- тивный расширитель, позволивший повысить отдачу батареи в стартерном режиме разряда при низких температурах. В состав активной массы отрицательного электрода введен также ингиби- тор окисления свинца, что обеспечивает сохранение сухозаряжен- ности батареи в течение одного года. Для сокращения потерь энергии уменьшены зазоры между сепараторами и электродами, использованы сепараторы из ми- пора с высокой пористостью, перемычки и борны армированы медными вкладышами. Моноблок батареи выполнен из полиэтилена низкого давле- ния с наполнителем. Каждый аккумулятор батареи 6СТ-190ТРН оборудован от- дельным нагревательным элементом типа ЭНА-100 (электри- ческий нагреватель аккумуляторный номинальной мощностью 100 Вт). Нагревательный элемент выполнен из графитированного 22
шнура на основе вискозного кордного волокна в изоляции из фторопласта. Нагреватели расположены в придонном простран- стве под блоком электродов (рис. 30). Система обогрева батарей име- ет два основных эксплуатацион- ных режима: форсированный разогрев бата- реи до температуры, при которой осуществляется надежный пуск стартером; длительный подогрев с целью поддержания температуры бата- реи на уровне, обеспечивающем достаточную эффективность заряд- но-разрядных процессов. Номинальная мощность систе- мы обогрева батареи составляет 600 Вт в режиме форсированного разогрева и 125 Вт в режиме дли- тельного подогрева. Управление режимами обогре- ва осуществляется с помощью не- сложного коммутационного уст- ройства, устанавливаемого вне ба- тареи. Для предотвращения перегрева Рис. 30. Электронагреватель ЭНА-100: 1 — выводы электронагревателя; 2 — крышка аккумулятора; 3 — блок элек- тродов; 4 — призма вставная; 5 — электронагреватель ЭНА-100 батареи внутри нее встроено температурное реле, отключающее нагревательные элементы от источника питания при достижении температуры электролита 15±5°С. Питание системы обогрева аккумуляторных батарей преду- сматривается в движении от собственной генераторной уста- новки машины, а на стоянке — от внешнего источника электро- энергии постоянного или переменного тока с номинальным напря- жением 28,0 В. Особенности эксплуатации системы внутреннего электрообо- грева аккумуляторных батарей 6СТ-190ТРН и основные рекомен- дации по применению режимов электрообогрева в условиях экс- плуатации батарей на машинах приведены в приложении 3. 2.4. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ ДЛЯ РАБОТЫ С АККУМУЛЯТОРНЫМИ БАТАРЕЯМИ Для контроля состояния аккумуляторных батарей на заряд- ных станциях должны применяться следующие контрольно-изме- рительные приборы и принадлежности: вольтметр типа М106 на напряжение 3, 15, 30, 75 В класса точности не ниже 0,5 с внутренним сопротивлением не менее 300 Ом/В ГОСТ 22261—76; 23
амперметры типа Ml05 класса точности не ниже 1,0 ГОСТ 22261—76 с набором шунтов ГОСТ 8042—78, допускающие изме- рение тока от 3 до 2000 А; секундомер ГОСТ 5072—72; часы ГОСТ 3145—74; термометры жидкостные ГОСТ 9177—74 или ртутные ГОСТ 2823—73 с ценой деления 0,5 или ГС на пределы от минус 50 до плюс 80°С; ареометры аккумуляторные ТУ 25-11-968—77 на предел изме- рений от 1,10 до 1,30 г/см3; денсиметры ГОСТ 1300—57 на предел измерений от 1,00 до 1,80 г/см3; нагрузочная вилка НВ. Измерительные приборы, применяемые на зарядных устрой- ствах, их тип и класс точности определяются технической доку- ментацией на эти устройства.
3. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ С АККУМУЛЯТОРНЫМИ БАТАРЕЯМИ При работе с аккумуляторными батареями обслуживающему персоналу необходимо помнить, что отравляющее действие на ор- ганизм свинца и его окислов, раздражающее действие на слизи- стую оболочку и дыхательные пути аэрозолей серной кислоты, агрессивность серной кислоты при попадании на кожу, взрыво- опасность гремучего газа, возможность поражения током при ра- боте с электроустановками требуют строгого соблюдения правил техники безопасности. К работе с аккумуляторными батареями допускаются спе- циально обученные лица, изучившие настоящее Руководство, правила техники безопасности и сдавшие зачет. Перед началом работы должна быть проверена исправность рабочей одежды, а также наличие индивидуальных средств за- щиты, нейтрализующих растворов и медикаментов. Рабочий инструмент, спецодежда, средства защиты, приспо- собления и вспомогательные материалы должны содержаться исправными, при работе располагаться в удобном и безопасном для пользования порядке. 3.1. ЗАЩИТНЫЕ СРЕДСТВА Обслуживающий персонал аккумуляторной зарядной станции должен обеспечиваться костюмами из хлопчатобумажной мате- рии с кислотостойкой пропиткой, а для работы при пониженной температуре окружающей среды — костюмами из грубошерст- ного сукна. Кроме того, на каждой аккумуляторной зарядной станции должны быть в необходимом количестве индивидуальные защит- ные и нейтрализующие средства (рис. 31). В аптечке для оказания первой помощи должен быть запас нейтрализующих и медицинских средств: двууглекислая (питье- вая) сода, марганцевокислый калий, настойка йода, нашатырный спирт, вазелин, а также марлевые тампоны и бинты* 25
1 Рис. 31. Защитные и нейтрализующие средства, при- меняемые при работе с кислотой и аккумуляторными батареями: / — резиновые сапоги; 2 — раствор нашатырного спирта; 3 — бак с холодной водой; 4— 10%-й раствор пищевой соды; 5 — защитные очки с темными стеклами; 6 — защитные очки со светлыми стеклами; 7 — прорезиненный фартук; 8 — кислото- щелочестойкие перчатки; 9 — брезентовые нарукавники 3.2. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ С СЕРНОЙ,КИСЛОТОЙ И ЭЛЕКТРОЛИТОМ При обращении с серной кислотой, приготовлении электроли- та и заливке аккумуляторных батарей необходимо обязательно надевать кислотостойкий костюм, защитные очки, резиновые пер- чатки, резиновые сапоги и фартук из кислотостойкого материала. Во избежание несчастных случаев при работе с серной кислотой и электролитом (ожогов кожи, глаз и отравлений) необходимо соблюдать следующие правила: хранить кислоту в стеклянных бутылях с притертыми проб- ками или полиэтиленовых бутылях и канистрах с плотно закры- вающимися крышками; переносить бутыли с кислотой только вдвоем, в корзинах или деревянных обрешетках; для переливания кислоты из бутылей пользоваться специаль- ным насосом (рис. 32) или опрокидывателем (рис. 33); приготовлять электролит только в посуде, стойкой к действию серной кислоты (эбонитовой, фаянсовой, керамической и т. п.); стеклянной посудой пользоваться нельзя, так как стекло может 26
Рис. 32. Насос для переливания серной ки- слоты to
Рис. 33. Посуда и приспособления, приме- няемые при приведении аккумуляторных батарей в рабочее состояние и при заряде: / — опрокидыватель для переливания серной кислоты; 2 — бак для приготовления электроли- та: 3 —мензурка; 4 — кружки; 5—воронка; 6 -— резиновые груши; 7 — термометр; 8 — денсиметр; 9 — ареометр; 10 — трубка для измерения уров- ня электролита 9
лопнуть из-за высокой температуры, возникающей при вливании кислоты в воду; при приготовлении электролита всегда вливать кислоту вводу Рис. 34. Приготовление электролита тонкой струей при непрерывном помешивании стеклянной или эбонитовой палочкой (рис. 34). При растворении серной кисло- ты в воде выделяется большое количество тепла. Если лить во- ду в кислоту, имеющую (почти в два раза) большую плотность, чем плотность воды, то вода растекается по поверхности ки- слоты, быстро нагревается, об- разуя пары, и разбрызгивается вместе с кислотой. При вливании в воду кисло- та погружается в ее толщу, вследствие чего выделяющееся тепло отдается массе воды и разбрызгивания не происходит. Категорически запрещается: вынимать бутыль с серной кислотой из корзины или обре- шетки за горловину; переносить бутыли с кислотой без корзины или обрешетки; переливать кислоту из бутылей одному человеку без приспо- соблений; вливать воду в кислоту при приготовлении электролита. 3.3. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЗАРЯДЕ АККУМУЛЯТОРНЫХ БАТАРЕЙ Помещение для заряда аккумуляторных батарей должно быть оборудовано приточно-вытяжной вентиляцией, обеспечи- вающей 6... 8-кратный обмен воздуха в час. Вентиляция должна включаться перед началом заряда бата- рей и отключаться не менее чем через 1,5 ч после его окончания. На дверях помещения для заряда аккумуляторных батарей должны быть вывешены таблички с надписями: «Аккумулятор- ная», «Огнеопасно», «С огнем не входить», «Курение запре- щается». При осмотре аккумуляторных батарей во время обслуживания запрещается пользоваться открытым огнем (спичками, свечами и т. п.) во избежание взрыва гремучего газа, скопившегося, вну- три аккумуляторов. Для осмотра разрешается пользоваться толь- ко электрическими переносными лампами безопасного напряже- ния 12 или 24 В. 28
Перед постановкой аккумуляторных батарей на заряд необхо- димо вывернуть пробки, чтобы не допустить скопления внутри аккумуляторов большого количества гремучего газа. Аккумуляторные батареи, подготовленные к заряду, должны соединяться посредством плотно прилегающих зажимов или на- конечников, обеспечивающих надежный электрический контакт и исключающих возможность искрения. Заряжать аккумуляторные батареи необходимо на стеллажах или в специальных шкафах, оборудованных вытяжной вентиля- цией, отсасывающей взрывоопасные газы й аэрозоли серной кис- лоты. Во время заряда нельзя наклоняться к батареям во избежа- ние ожогов лица и глаз брызгами электролита. Подсоединять и отсоединять аккумуляторные батареи при за- ряде разрешается только после отключения зарядной сети. В помещении для заряда аккумуляторных батарей запре- щается курить и пользоваться открытым огнем. Нельзя допускать искрения электроаппаратуры и другого оборудования, а также коротких замыканий выводов аккумуляторов металлическими предметами. Категорически запрещается проверять состояние ба- тарей коротким замыканием «на искру». 3.4. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ АККУМУЛЯТОРНЫХ БАТАРЕЙ При техническом обслуживании, разборке и ремонте аккуму- ляторных батарей во избежание ожогов и загрязнения рук соеди- нениями свинца необходимо надевать кислотостойкий костюм, резиновые сапоги, резиновые химически стойкие перчатки и фар- тук из кислотостойкого материала. При работе с расплавленным свинцом, сварке свинцовых де- талей, приготовлении заливочной мастики и заливке ею аккуму- ляторных батарей необходимо дополнительно надевать защитные очки и брезентовые рукавицы. Перед разборкой аккумуляторную батарею сначала необхо- димо разрядить, а затем слить электролит. При удалении заливочной мастики нельзя пользоваться откры- тым пламенем, например паяльной лампой, для ее размягчения. Мастику следует удалять только с помощью электропаяльника с насадкой или нагретой металлической лопатки. Плавка свинца и сварка свинцовых деталей разрешается только на рабочих местах, оборудованных вытяжной вентиля- цией. Обслуживающий персонал должен пользоваться респирато- рами, а при электросварке деталей еще и защитными очками с темными светофильтрами. При добавке металлического свинца в тигель с расплавлен- ным свинцом необходимо надевать защитные очки с бесцветными 29
светофильтрами и опускать свинец плавно и осторожно, не допу- ская его выброса, что может привести к ожогам лица и глаз. При попадании влаги и масла в расплавленный свинец или в заливочные формы горячий свинец может разбрызгиваться. По- этому при отливке свинцовых деталей категорически запрещается охлаждать их водой, а также заливать расплавленный свинец в сырые непрогретые формы. Во время приготовления заливочной мастики и заливки ею аккумуляторных батарей во избежание ожогов следует надевать защитные очки с бесцветными светофильтрами и брезентовые ру- кавицы. Рабочее место для расплавления мастики должно быть обору- довано вытяжной вентиляцией. 3.5. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ЭЛЕКТРОУСТАНОВКАМИ ДЛЯ ЗАРЯДА АККУМУЛЯТОРНЫХ БАТАРЕЙ Перед включением силового зарядного оборудования в сеть на- пряжением 380/220 В проверить, исправно ли защитное заземле- ние (зануление) корпусов электродвигателя, преобразователя, выпрямителей. Запрещается прикасаться голыми руками к токоведущим ча- стям зарядных установок (выводам, контактам, электропрово- дам), касаться нагретых спиралей реостатов. Для осмотра, чистки, смазки и ремонта электродвигателей, ге- нераторов, преобразователей, выпрямителей и другого силового оборудования следует полностью отключать их от электросети. При этом необходимо пользоваться диэлектрическими перчатками, диэлектрическими галошами и инструментом с изолированными рукоятками. 3.6. ПРАВИЛА САНИТАРИИ И ЛИЧНОЙ ГИГИЕНЫ. ОКАЗАНИЕ ПЕРВОЙ ПОМОЩИ Обслуживающий персонал зарядной станции должен твердо знать и строго соблюдать основные правила санитарии и личной гигиены, уметь оказать пострадавшему первую медицинскую по- мощь. При плохой вентиляции производственных помещений и рабо- чих мест, работе без респираторов и перчаток, при несоблюдении правил личной гигиены могут наблюдаться хронические отравле- ния свинцом. Свинцовая пыль или соединения свинца попадают в организм человека через дыхательные пути и реже через орга- ны пищеварения вследствие заглатывания пыли при приеме пищи или курении. В этом случае наблюдаются общая вялость, потеря аппетита, малокровие, иногда судороги, а также заболевание почек. 30
Для предохранения от отравления свинцом и его соедине- ниями необходимо следить за исправностью вентиляции, ежед- невно убирать рабочие места и стеллажи. Полы в рабочих поме- щениях ежедневно должны убираться влажным способом. Стены, потолки, шкафы и окна не реже одного раза в неделю должны протираться влажной тряпкой. Работы, связанные со свинцом и его окислами, следует прово- дить в химически стойких резиновых перчатках или в брезенто- вых рукавицах. Для защиты органов дыхания необходимо исйользовать респиратор. Для хранения респиратора целесооб- разно устраивать особые герметически закрывающиеся шкаф- чики. Обслуживающий персонал должен строго выполнять правила личной гигиены: во время работы не курить, чаще полоскать рот кипяченой водой, перед едой и по окончании работы чистить зубы, мыть руки и лицо теплой водой с мылом, хранить и прини- мать пищу только в специально отведенных для этого местах, после работы принимать горячий душ. Спецодежда должна стираться не реже одного раза в неделю. После окончания работы покидать территорию аккумуляторной в спецодежде запрещается. Вынос спецодежды с территории акку- муляторной также запрещается. Аэрозоли серной кислоты раздражают верхние дыхательные пути, в особенности слизистую оболочку носа. При отравлении ими у пострадавшего появляются насморк, кашель, чихание, жжение в глазах, слезы, затрудняется дыхание. В более тяже- лых случаях возникает рвота. Для оказания первой помощи пострадавшего необходимо вынести из помещения на свежий воздух, дать ему про- полоскать рот 5%-ным раствором двууглекислой (питьевой) соды и подышать парами содового раствора, после чего немедленно вызвать врача. Серная кислота, попавшая на кожу, может вызвать сильный, долго не заживающий ожог. Попавшую на кожу кислоту надо не- медленно удалить тампоном, смоченным 10%-ным раствором питьевой соды или нашатырного спирта, затем пораженное место обильно промыть сильной струей воды и обратиться к врачу. Брызги кислоты или электролита, попавшие в глаза, нейтра- лизовать промыванием 5%-ным раствором двууглекислой (питье- вой) соды и отправить пострадавшего к врачу. Электролит эксплуатационной плотности, попавший на руки или лицо, нейтрализуется мытьем водой с мылом. Во время плавки свинца, сварочных работ, при приготовлении заливочной мастики возможны ожоги. При ожогах первой степени (покраснение) пораженное место покрыть чистой марлей или материей, смоченной насыщенным раствором питьевой соды или слабым раствором марганцевокис- лого калия. 31
При ожогах второй и третьей степени (пузыри на коже, глу- бокие разрушения пораженных участков) нужно наложить сте- рильную марлевую салфетку на поврежденный участок и немед- ленно вызвать врача или отправить пострадавшего в медицин- ское подразделение. Довольно сильные ожоги может вызвать электрический ток. Ввиду особого характера ожогов до прибытия врача рану сле- дует только покрыть стерильной марлей. При поражении электрическим током пострадавшего необхо- димо как можно скорее освободить от воздействия тока. При электрическом ударе обычно прекращается дыхание, че- ловек теряет сознание, наступает паралич дыхательных путей. В этом случае необходимо быстро отключить токоведущую часть электроустановки, которой коснулся пострадавший. Если это сде- лать невозможно, надо немедленно отделить пострадавшего от токоведущих частей. Оказывающий помощь должен надеть рези- новые диэлектрические перчатки или обмотать руки сухой одеж- дой, надеть резиновые диэлектрические галоши или встать на су- хую деревянную доску. Если пострадавший потерял сознание или долго находился под действием электрического тока, ему необходимо сделать искусст- венное дыхание. При этом пострадавшему надо обеспечить до- ступ чистого воздуха: снять часть одежды, стесняющей дыхание, очистить рот от крови или слизи и т. п. Искусственное дыхание рекомендуется проводить в теплом помещении. Одновременно необходимо срочно вызвать врача. Обучение приемам искусственного дыхания проводится персо- налом медсанслужбы воинских частей.
4. ПРИВЕДЕНИЕ АККУМУЛЯТОРНЫХ БАТАРЕЙ В РАБОЧЕЕ СОСТОЯНИЕ 4.1. ОБЩИЕ УКАЗАНИЯ Танковые, автомобильные и мотоциклетные аккумуляторные батареи выпускаются заводами в сухозаряженном исполнении, т. е. с заряженными и высушенными электродами и герметизиро- ванными секциями моноблоков или баками. Для приведения батарей в рабочее состояние необходимо при- готовить электролит, удалить из аккумуляторов герметизирующие детали, залить аккумуляторы электролитом и после пропитки электродов измерить плотность электролита и произвести подза- ряд батарей. Приготовление электролита, заливка его в аккумуляторы, про- питка, контроль плотности электролита и подзаряд батарей дол- жны проводиться в строгом соответствии с настоящим Руковод- ством. От качества приведения аккумуляторных батарей в рабо- чее состояние зависит надежность дальнейшей их эксплуатации. 4.2. ПРИГОТОВЛЕНИЕ ЭЛЕКТРОЛИТА И ЗАЛИВКА АККУМУЛЯТОРНЫХ БАТАРЕЙ Электролит приготовляется путем разведения аккумуляторной серной кислоты плотностью 1,83... 1,84 (ГОСТ 667—73) в дистил- лированной воде с допустимыми примесями согласно приложе- нию 4. Химическая чистота электролита оказывает существенное влияние на работоспособность и срок службы батарей. Загряз- нение электролита такими вредными примесями, как железо, марганец, хлор и другие, приводит к повышенному саморазряду батарей, снижению отдаваемой емкости, разрушению электродов и преждевременному выходу батареи из строя. Поэтому для при- готовления электролита запрещается применять техническую сер- ную кислоту и загрязненную (недистиллированную) воду. При приготовлении электролита, приведении батарей в рабочее со- стояние и техническом обслуживании батарей в эксплуатации не- обходимо пользоваться только чистой посудой и соблюдать чи- стоту. В исключительных случаях при отсутствии дистиллирован- ной воды для приготовления электролита допускается использо- вание снеговой или дождевой воды, предварительно профильтро- ванной через чистое полотно для очистки от механических за- 2—774 33
Таблица 3 Плотность электролита при приведении аккумуляторных батарей в рабочее состояние Климатические зоны и районы (ГОСТ 16350-70) Средняя месячная температура воздуха в январе, °C Номера зон и районов по карте-схеме Время года Плотность элек- тролита, при- веденная к 25 °C, г/см3 Примечание зали- ваемо- го ПОЛНОСТЬЮ i заряжен- ной батареи I 2 3 4 5 6 7 Холодная, с климатическими районами: очень холодный От —50 до —30 1а Зима 1,28 1,30 Для автомобильных батарей Лето 1,24 1,26 То же Круглый год 1,27 1,29 Для танковых батарей холодный От —30 до —15 16 То же 1,26 1,28 Для всех батарей Умеренная От —15 до —4 II 1,24 1,26 То же Теплая влажная От 4 до 6 111 1,20 1,22 Жаркая От —15 до 4 IV 1,22 1,24 » Примечания: 1. Допускаются отклонения плотности электролита на ±0,01 г/см3. 2. Зоны и районы эксплуатации аккумуляторных батарей определяются по карте-схеме (приложение 5).
грязнений. Нельзя собирать воду с железных крыш и в железные сосуды. Электролит следует готовить в стойкой к действию серной ки- слоты посуде (эбонитовой, фаянсовой, керамической и т. п.), со- блюдая при этом особую осторожность и правила техники безо- пасности, указанные в разд. 3. Применение железной, медной, цинковой или стеклянной посуды категорически запрещается. Аккумуляторные батареи в зависимости от климатической зо- ны заливаются электролитом, имеющем плотность, указанную в графе 5 табл. 3. Электролит требуемой плотности может быть приготовлен непосредственно из кислоты плотностью 1,83... 1,84 г/см3 и воды. Однако при непрерывном вливании кислоты в воду происходит сильный разогрев раствора (8О...9О°С) и тре- буется длительное время для его остывания. Поэтому для приго- товления электролита требуемой плотности более удобно приме- нять раствор кислоты промежуточной плотности 1,40 г/см3, так как в этом случае значительно сокращается время охлаждения электролита. Раствор серной кислоты плотностью 1,40 г/см3, приведенной к 25°С, должен готовиться заранее и после охлаждения хра- ниться в стеклянной или полиэтиленовой посуде, как указано в разд. 12 Руководства. Количество воды, кислоты или ее раствора плотностью 1,40 г/см3, необходимое для приготовления 1 л электролита, ука- зано в табл. 4, а примерное количество электролита, необходи- мое для заливки одной аккумуляторной батареи, дано в табл.1. Пользуясь данными табл. 1 и 4, можно рассчитать количество электролита заданной плотности для заливки как одной, так и нескольких батарей любого типа. Таблица 4 Количество дистиллированной воды, кислоты или ее раствора плотностью 1,40 г/см3, необходимое для приготовления 1 л электролита требуемой плотности (при 25°С) Требуемая плотность электролита, г/см3 Количество воды, л Количество серной кислоты плотностью 1,83 г/см3 Количество вэды, л Количество раствора серной кислоты плотностью 1,40 г/см3, л л | кг I 2 3 1 4 5 6 1,20 0,859 0,200 0,365 0,547 0,476 1,21 0,849 0,211 0,385 0,519 0,500 1,22 0,839 0,221 0,405 0,491 0,524 1,23 0,829 0,231 0,424 0,465 0,549 1,24 0,819 0,242 0,444 0,438 0,572 1,25 0,809 0,253 0,464 0,410 0,601 1,26 0,800 0,263 0,484 0,382 0,624 1,27 0,791 0,274 0,503 0,357 0,652 1,28 0,781 0,285 0,523 0,329 0,679 1,29 0,772 0,295 0,541 0,302 0,705 1,31 0,749 0,319 0,585 0,246 0,760 1,40 0,650 0,423 0,776 — — 35
Примечания: 1. Если требуется приготовить электролита больше или меньше одного литра, надо взять количество воды и кислоты или раствора, кратное или долевое приведенному в таблице. Например, для приготовления 5 л электролита количество воды и кислоты, приведенное в таблице, нужно умно- жить на 5, а для приготовления 0,5 л — умножить на 0,5. 2. Аккумуляторная серная кислота учитывается на складах и выдается потребителям не в литрах, а в килограммах, поэтому при составлении заявки и получении кислоты со склада надо знать потребное количество ее в кило- граммах. Для расчета следует пользоваться данными графы 4 таблицы. Можно также определить нужное количество кислоты в кг, умножив рассчитанное количество ее в литрах на 1,83. Расчет проводится в такой последовательности: из табл. 1 оп- ределяется общий объем электролита для заливки нужного числа батарей, затем по табл. 4 подсчитывается количество дистилли- рованной воды и раствора кислоты плотностью 1,40 г/см3 (или крепкой кислоты), нужное для приготовления электролита за- данной плотности для заливки всех батарей. Примеры расчета для составления электролита Пример 1. Требуется приготовить электролит плотностью 1,25 г/см3 для за- ливки 12 аккумуляторных батарей 6СТЭН-140М из раствора серной кислоты плотностью 1,40 г/см3 и воды. Сколько нужно взять раствора и дистиллирован- ной воды? По данным табл. 1 определяем, что общий объем электролита для заливки 12 батарей 6СТЭН-140М составляет 96 л (8X12). Из табл. 4 находим, что для приготовления одного литра электролита плотностью 1,25 г/см3 нужно взять раствора кислоты плотностью 1,40 г/см3 — 0,601 л, а дистиллированной воды — 0,410 л. Умножив оба числа на 96, получим требуемое количество: раст- вора серной кислоты плотностью 1,40 г/см3—57,7 л; дистиллированной воды — 39,4 л. Пример 2. Сколько нужно серной кислоты плотностью 1,83 г/см3 и дистил- лированной воды, чтобы заранее составить раствор плотностью 1,40 г/см3 для приготовления электролита для батарей, указанных в примере 1? Для приготовления электролита плотностью 1,25 г/см3 для 12 батарей 6СТЭН-140М требуется 57,7 л раствора кислоты плотностью 1,40 г/см3 (см. предыдущий пример). В табл. 4 находим, что для приготовления 1 л раствора кислоты плотностью 1,40 г/см3 требуется 0,423 л или 0,776 кг серной кислоты плотностью 1,83 г/см3 и 0,650 л воды. Умножив эти числа на 57,7, получим требуемое количество: кислоты — 24,4 л или 44,7 кг; дистиллированной во- ды — 37,5 л. Плотность электролита измеряется с помощью денсиметра ГОСТ 1300—57 или аккумуляторного ареометра ТУ 25-11-968—77 (рис. 35). В первом случае электролит наливают в мерный ци- линдр (мензурку) или другой стеклянный сосуд высотой 200... 300 мм, диаметром 50... 70 мм и опускают в него денси- метр (поплавок). Деление денсиметра, совпадающее с уровнем электролита в цилиндре, указывает на его плотность. Способ измерения плотности электролита в цилиндре применяют глав- 36
ным образом для контроля плотности электролита в баке, где его приготовляют. Рис. 35. Измерение плотности электролита ареометром: 1 — стеклянный цилиндр; 2 — резиновая груша; 3 — резиновая пробка; 4 —заборная трубка; 5 — денсиметр (поплавок); £ —мен- зурка Ареометр позволяет измерять плотность электролита непо- средственно в аккумуляторе. Он состоит из цилиндра с рези- новой грушей и заборной трубкой и денсиметра (поплавка). При определении плотности электролита необходимо сжать ру- кой резиновую грушу ареометра, ввести конец заборной трубки в электролит и постепенно отпустить грушу. После того как ден- симетр всплывет, по его шкале определить плотность электролита в аккумуляторе. При измерениях надо следить за тем, чтобы денсиметр свободно плавал в электролите («не прилипал» к стен- кам цилиндра). Плотность электролита зависит от температуры. При повы- шении температуры на 1°С плотность электролита уменьшается, а при понижении температуры на 1°С, наоборот, увеличивается на 0,0007 г/см3. На каждые 15°С изменения температуры плот- ность изменяется примерно на 0,01 г/см3. Исходной считается температура электролита 25°С. Поэтому при измерении плотно- сти электролита следует учитывать его температуру и в необхо- димых случаях вносить поправку к показаниям ареометра, поль- зуясь табл. 5, 37
Таблица 5 Величины поправок к показанию ареометра (денсиметра) в зависимости от температуры электролита Температура элек- Поправка к тролита при из- показанию мерении его ареометра, пчетности, °C г/см3 От —55 до —41 —0,05 От —40 до —26 —0,04 От —25 до —11 -0,03 От —10 до 4 —0,02 От 5 до 19 -0,01 От 20 до 30 0,00 От 31 до 45 + 0,01 От 46 до 60 + 0,02 Примеры внесения поправок на темпе- ратуру электролита Пример 1. Плотность электролита в аккумуляторе, измеренная ареометром при температуре электролита 42°С, равна 1,26 г/см3. Какую поправку нужно внести к показаниям денсиметра для приведения плотности электролита к исходной темпе- ратуре и какова будет приведенная плот- ность? Ответ: 1,26 + 0,01 = 1,27 г/см3. Прим ер 2. Плотность электролита в аккумуляторе, измеренная ареометром при температуре электролита 0°С, равна 1,29 г/см3. Какая поправка должна быть внесена к показаниям денсиметра и ка- кова будет приведенная плотность элек- тролита? Ответ: 1,29—0,02—1,27 г/см3. Примечание. При температуре электролита выше 30°С величина по- правки прибавляется к фактическому показанию ареометра. При температуре электролита ниже 20°С величина поправки вычитается из фактического пока- зания ареометра. Когда температура электролита при измерении плотности на- ходится в пределах 20 ... 30°С, поправка на температуру не вводится. Заливку электролита в аккумуляторы нужно проводить в та- кой последовательности: снять защитный кожух полюсных выводов и крышку батареи (у танковых батарей и автомобильных батарей типа 6СТ-190ТР и 6СТ-190ТРН); очистить поверхность батареи от пыли; внешним осмотром убедиться в исправности моноблоков и ящиков и отсутствии дефектов в мастике (пузыри, трещины, от- слоения); разгерметизировать батареи, для чего с пробок удалить гер- метизирующую пленку (если они ею заклеены), срезать гермети- зирующие выступы на полиэтиленовых пробках, вывернуть проб- ки и удалить герметизирующие диски (где они установлены). В батареях с автоматической регулировкой уровня электролита удалить укупорочные стержни, вывернуть пробки и плотно надеть их на вентиляционные штуцера. Герметизирующие диски и уку- порочные стержни обратно не ставить. Следует помнить, что, если не удалить герметизирующие детали, возникнет опасность разрыва аккумулятора газами, выделя- ющимися при заряде; прочистить вентиляционные отвер- ч’> стия в пР°бках; залить в каждый аккумулятор элек- ролит (рис. 36) небольшой струей. Для •-заливки применять фарфоровую, поли- Ж—iWJOi Рис. 36. Заливка электролита в батарею с по- ....мощью кружки и воронки
этиленовую пли эбонитовую кружку и стеклянную, полиэтилено- вую или эбонитовую воронку. Аккумуляторные батареи заливаются электролитом, имеющим плотность в зависимости от климатической зоны, указанной в табл/3. Температура электролита, заливаемого в аккумуляторные ба- тареи, должна быть не ниже 15° и не выше 25°С. В жаркой и теплой влажной зонах допускается заливка бата- рей электролитом с температурой до 35°С. Заливать электролит следует небольшой струей до тех пор, пока зеркало электролита не коснется нижнего торца тубуса гор- ловины. В батареи, не имеющие тубуса, заливку электролита про- изводить до уровня на 15... 20 мм выше предохранительного щитка для танковых и на 10... 15 мм выше предохранительного щитка для автомобильных батарей. Уровень электролита проверяется с помощью стеклянной труб- ки диаметром 5...6 мм с делениями (рис. 37). Погрузив трубку в электролит до упора в предохранительный щиток, нужно за- жать пальцем верхний конец, затем приподнять ее: высота стол- бика в трубке соответствует уровню электролита в аккумуляторе. Рис. 37. Проверка уровня электроли- та в аккумуляторе с помощью сте- клянной трубки с делениями Корректировка уровня электролита в аккумуляторах при за- ливке батарей упрощается при применении для этой цели рези- новой груши со специальным наконечником (рис. 38). Груша имеет сменный эбонитовый наконечник в виде трубки с заглушен- ным нижним концом, в котором на некотором расстоянии от кон- 39
ца наконечника просверлено отверстие диаметром 2...2,5 мм. Практически нужно иметь четыре сменных наконечника с рас- стоянием отверстий от конца: 12, 15, 17 и 20 мм, Наконечник груши вводят в заливное отверстие крышки аккумулятора до упора в предохранительный щиток, после чего грушу сжимают и отпускают. Если уровень электролита ниже нормы, в отверстие наконечника будет засасываться воздух: в аккумулятор следует добавить электролит. Если уровень электролита выше нормы, из- лишек его будет отсасываться в грушу и уровень установится па нужной высоте над предохранительным щитком. Рис. 38. Установка одинакового уровня электро- лита в аккумуляторах батареи с помощью груши со специальным наконечником: 1 — заливное отверстие в крышке аккумулятора; 2 — предохранительный щиток; 3 — наконечник груши с бо- » новым отверстием: 4 — комплект сменных наконечников Автомобильные батареи с автоматической регулировкой уров- ня электролита следует заливать (при пробке, надетой на вен- тиляционный штуцер) до верхнего среза заливной горловины. По- сле снятия пробки со штуцера уровень электролита снизится ав- томатически до установленной нормы. Примерное количество электролита, необходимое для заливки батарей разных типов, указано в табл. 1. 4.3. ПРОПИТКА ЭЛЕКТРОЛИТОМ И ПЕРВЫЙ ПОДЗАРЯД АККУМУЛЯТОРНЫХ БАТАРЕЙ Танковые аккумуляторные батареи после заливки электроли- том выдерживаются для пропитки электродов. Во время пропитки температура электролита в аккумуляторах обычно возрастает на 12... 20°С, а плотность электролита может несколько понизиться (на 0,02 ...0,05 г/см3 в зависимости от срока хранения батарей в сухом виде). Перед включением на подзаряд должны быть измерены температура электролита и уровень его над предохранительным щитком. На подзаряд могут включаться 40
батареи с температурой электролита не выше 35°С и уровнем электролита 10... 12 мм. В противном случае батареи нужно ох- ладить до 30...35°С, а уровень электролита установить 10... 12мм путем доливки электролита той же плотности, как при заливке, или отсоса части его. Продолжительность пропитки и режим под- заряда батарей указаны в табл. 6. Таблица 6 Продолжительность пропитки и режим подзаряда танковых аккумуляторных батарей при приведении их в рабочее состояние Типы аккумуляторных батарей Продолжитель- ность пропитки,ч Режимы подзаряда (заряда) при хранении в сухом виде до 3-х лет более 3-х лет ток подза- ряда, А время подза- ряда, ч ток заряда, А время заряда 1-я ступень 2-я ступень 1 2 3 4 5 6 7 6СТЭН-140М 2 12 4 12 6 До постоянства плот- 6СТ-140Р 2 12 4 12 6 ности электролита и за- 12СТ-70М 2 8 4 8 4 рядного напряжения в 12СТ-70 2 8 4 8 4 течение одного часа 12СТ-85Р 2 9 4 9 5 Примечания: 1. Если за время, указанное в графе 4, плотность элект* ролита не достигает величины, указанной в графе 6 табл. 3, зарядный ток необ- ходимо снизить в два раза и заряд продолжать до достижения постоянства плотности электролита и зарядного напряжения в течение одного часа. 2. Ток заряда 2-й ступени устанавливается в случае повышения темпера- туры электролита более 45°С. Если во время подзаряда температура электролита подни- мется выше 45°С, нужно снизить зарядный ток наполовину или отключить батареи для охлаждения электролита до 30 ... 35°С. В процессе подзаряда плотность электролита повышается, к кон- цу подзаряда достигает величины, указанной в табл. 3, и стано- вится постоянной. Отклонение плотности электролита в разных аккумуляторах одной и той же батареи допускается до 0,01 г/см3. Если в конце подзаряда плотность электролита превышает значе- ния, указанные в табл. 3, ее следует откорректировать, как ука- зано в разд. 5. Через 2 ч после выключения батарей с подзаряда нужно уста- новить уровень электролита в аккумуляторах (10... 12 мм над предохранительным щитком). Батареи, сдаваемые в эксплуата- цию непосредственно после подзаряда, должны иметь уровень электролита в аккумуляторах на 15... 17 мм выше предохрани- тельного щитка, так как сразу после окончания заряда в порах пластин имеются остатки не вышедшего из аккумулятора газа, который вызывает повышенный уровень электролита. С течением времени (1,5 ...2 ч) остатки газа улетучиваются и уровень элект- ролита понижается до 10... 12 мм над щитком. 41
Поскольку аккумуляторные батареи с различным сроком хра- нения в сухом виде требуют различной продолжительности и ре- жима подзаряда, то в случае приведения в рабочее состояние не- скольких батарей одновременно (для танкового подразделения) они должны подбираться в зарядные группы так, чтобы в одну группу входили батареи одного и того же выпуска или отличаю- щиеся по срокам выпуска незначительно. При этом обеспечи- вается практически одновременное окончание подзаряда во всех батареях группы и упрощается контроль за процессом подзаряда. В отношении использования зарядных источников, составле- ния групп батарей для подзаряда, правил подключения их к за- рядным источникам и режима подзаряда следует руководство- ваться указаниями разд. 5. При приведении батарей в рабочее состояние измеряются и записываются следующие данные по каждой батарее: плотность и температура заливаемого электролита; время пропитки; плотность, температура и уровень электролита в конце про- питки; величина тока подзаряда; общая продолжительность подзаряда (исключая время пере- рывов для охлаждения батарей); плотность, температура и уровень электролита после под- заряда. Запись ведется в специальном журнале по .форме прило- жения 6. Автомобильные аккумуляторные батареи подвергаются про- питке электродов электролитом и подзаряду в таком порядке: не ранее чем через 20 мин и не позже чем через 2 ч после заливки электролитом производится контроль плотности электролита. Если плотность электролита понизится не более чем на 0,03 г/см3 против плотности заливаемого электролита, батареи могут быть сданы в эксплуатацию. Если же плотность электролита понизится более чем на 0,03 г/см3, батареи подлежат подзаряду. Темпера- тура электролита перед подзарядом батарей не должна быть выше 30°С в холодной и умеренней зонах и не выше 35°С в жар- кой и теплой влажной зонах. Подзаряд автомобильных аккуму- ляторных батарей производится так, как описано в разд. 5 на- стоящего Руководства. Продолжительность первого подзаряда зависит от срока хранения батарей в сухом виде с момента изго- товления до приведения в рабочее состояние. Окончание подза- ряда определяется по постоянству напряжения аккумуляторов и плотности электролита в течение 2 ч. Мотоциклетные батареи заливаются электролитом с плотно- стью, соответствующей климатической зоне эксплуатации, и че- рез 1 ... 2 ч пропитки включаются на подзаряд током, указанным в табл. 10. Температура электролита перед началом подзаряда не должна быть выше 30°С. Время подзаряда 5 ч, 42
4.4. УСКОРЕННОЕ ПРИВЕДЕНИЕ В РАБОЧЕЕ СОСТОЯНИЕ ТАНКОВЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ Ускоренное приведение батарей в рабочее состояние произво- дится в особых случаях, при необходимости их срочного ввода в эксплуатацию. При температуре окружающего воздуха, батарей и заливае- мого в них электролита не ниже 25°С танковые батареи могут быть приведены в рабочее состояние без подзаряда путем про- питки электродов электролитом плотности 1,28±0,01 г/см3, отне- сенной к 25°С. Продолжительность пропитки электродов зависит от срока хранения батарей в сухом виде с момента их изготовле- ния: до одного года— 1 ч, свыше одного года — 2 ч. После пропитки электродов электролитом батареи выдаются в эксплуатацию (устанавливаются на машину). При первой возможности эти батареи должны быть полностью заряжены, а плотность электролита откорректирована в соответ- ствии с установленной для данной климатической зоны. При температуре окружающего воздуха, батарей и заливае- мого в них электролита ниже 25°С ускоренное приведение бата- рей в рабочее состояние производится с применением кратковре- менного подзаряда. В этом случае продолжительность подзаряда батарей не зависит от срока хранения их в сухом виде и опреде- ляется только температурой, при которой батареи хранятся и приводятся в рабочее состояние (табл. 7). Таблица 7 Продолжительность подзаряда танковых аккумуляторных батарей в зависимости от режима подзаряда и температуры при их ускоренном приведении в рабочее состояние Величина заряд- ного тока и напряжения Продолжи- тельность пропитки • электродов, ч Продолжительность подзаряда, ч, при температу- ре батарей, электролита и окружающего воздуха при приведении батарей в рабочее состояние от 25 до 15° С от 15 до 0° С от 0 до —10° С 20 А 1 1 1,5 33 ... 34 В* 1 —— — 1,5 * Напряжение 33... 34 В указано для 24-вольтовых батарей. Батареи 12-вольтовые для заряда необходимо соединить параллельно-последовательно в группы, чтобы общее напряжение группы было 24 В. Работоспособность батарей при приведении их в действие с подзарядом обеспечивается при выполнении следующих условий: температура батарей, заливаемого в них электролита, а также окружающего воздуха в помещении, где батареи приводятся в рабочее состояние, должна быть не ниже 0°С; 43
электролит в аккумуляторы заливается плотностью 1,28± 0,01 г/см3, приведенной к 25°С; при первой возможности батареи должны быть полностью за- ряжены с корректировкой плотности электролита в соответствии с установленной для данной климатической зоны. Процесс ускоренного приведения батарей в рабочее состоя- ние слагается из следующих операций: разгерметизации батарей; заливки аккумуляторов электролитом плотностью 1,28± 0,01 г/см3; пропитки электродов электролитом в течение одного часа; подзаряда батарей током 20 А в течение 1,0... 1,5 ч; установки уровня электролита, чтобы сразу после подзаряда батарей его величина была 15... 17 мм над предохранительным щитком. В исключительных случаях, при необходимости ускоренного приведения батарей в действие в интервале температур от Одо минус 10°С, допускается подзаряд батарей после одночасовой пропитки электродов электролитом проводить при постоянном на- пряжении величиной 33 ...34 В продолжительностью 1,5 ч. Аккумуляторные батареи, приведенные в рабочее состояние указанным способом и установленные на машины сразу же по- сле завершения подзаряда, обеспечивают гарантированный пуск двигателей. Для сокращения времени на заливку батарей электролитом в особых случаях его запас создается заранее. Плотность электро- лита, приведенная к 25°С, должна быть 1,28±0,01 г/см3. Хранить батареи и электролит необходимо при температуре окружающего воздуха не ниже 0°С. В случае если подзаряд батарей производится постоянным на- пряжением величиной 33 ...34 В, минимальная температура, при которой разрешается хранить батареи и электролит, может быть снижена до минус 10°С. Запас электролита хранится в специаль- ных емкостях (баках) при наличии средств механизации заливки (дозаторов) или расфасованным в стеклянных бутылях, обеспе- чивающих его точную и удобную заливку в аккумуляторы. Конст- рукция простого дозатора, который может быть изготовлен си- лами воинских частей, описана в Руководстве по устройству и оборудованию парков танковых и мотострелковых частей, Воен- издат, 1974 г. Стеклянные бутыли для ручной заливки электролита рекомен- дуется применять вместимостью 1,0... 1,5 л в зависимости от типа батарей, приводимых в действие. Объем электролита в каждой бутыли должен соответствовать его количеству, необходимому для заливки одного аккумулятора батареи данного типа, а именно: для батарей 6СТЭН-140М и 6СТ-140Р — 1,33 л; для батарей 12СТ-85Р — 0,85 л; для батарей 12СТ-70 и 12СТ-70М — 0,75 л. 44
Для заливки батарей 12СТ-70 и 12СТ-70М расфасовка элект- ролита может производиться по 1,5 л в одну бутыль для заливки из нее двух аккумуляторов. В этом случае на бутыли наносится отметка, соответствующая 0,75 л. Для придания стеклянным бутылям повышенной противоудар- ной . прочности рекомендуется их обмотать 3... 5 слоями марли, которую затем пропитать нитроэмалью (например, НФ-114) и вы- сушить. Образующаяся в результате высыхания эмали на поверх- ности бутыли прочная корка предупреждает течь электролита из бутыли при ее повреждении. Заливка электролита в аккумуляторы из бутылей произво- дится с помощью полиэтиленовой воронки. Процесс ручной заливки 12-вольтовых батарей значительно ускоряется при применении простого приспособления, изготовлен- ного из батарейной крышки, скрепленной с фанерным щитком (рис. 39). В фанерном щитке выполнены отверстия, а в батарей- ной крышке закреплены (приклеены) воронки по числу акку- муляторов в батарее. Воронки располагаются и крепятся таким образом, чтобы при установке приспособления на батарею их нижние концы входили в заливные отверстия аккумуляторов. 4 Рис. 39. Приспособление для заливки батарей: / _ крышка батареи; 2 — щиток с отверстиями; 3 — стеклянная бутыль: 4 — поли- этиленовая воронка; 5 — аккумуляторная батарея; 6 —- крышка аккумулятора; 7 — заливное отверстие Для подзаряда батарей по методу постоянства зарядного тока могут быть использованы любые войсковые зарядные сред- ства, обеспечивающие возможность заряда батарей током 20 А. Расчет числа зарядных групп и количества батарей, включаемых в каждую группу, производится в соответствии с указаниями разд. 5. При этом ввиду малой продолжительности заряда (до 45
1,5 ч) конечное напряжение заряда принимается равным 2,5 В на один аккумулятор (вместо 2,7 В при обычной продолжительности заряда), т. е. 15 В на 12-вольтовую и 30 В на 24-вольтовую бата- рею. Выпрямители типа ВАК-6-115 и ВАК-12-115 не требуют при- менения зарядно-распределительных устройств (ЗРУ) для уста- новки и регулирования зарядного тока. Установка зарядного тока у этих выпрямителей производится рукояткой регулятора тока на передней панели его зарядной секции. В случае применения для подзаряда батарей зарядных уст- ройств, у которых величина зарядного тока устанавливается и регулируется с помощью ЗРУ, для получения максимального количества зарядных групп (при зарядном токе каждой группы 20 А) необходимо произвести дополнительное параллельное сое- динение части реостатов ЗРУ. Один из вариантов соединения ре- остатов ЗРУ для получения максимального количества зарядных групп и заряда каждой из них током 20 А показан на рис. 40. Рис. 40. Соединение реостатов ЗРУ для подзаряда батарей током 20 А При таком соединении реостатов общий зарядный ток группы является суммой токов, протекающих через каждый реостат в отдельности. Ток, протекающий через реостат, контролируется по амперметру, включенному последовательно с ним, и не должен превышать значение, на которое этот реостат рассчитан. Парал- лельное соединение реостатов производится путем соединения между собой их одноименных полюсных зажимов (плюс соеди- няется с плюсом, минус с минусом). Группа батарей подклю- чается к зажимам одного из параллельно соединенных реостатов с соблюдением полярности. Соединение реостатов между собой и подключение к ним аккумуляторных батарей производится с по- мощью проводов марки ЛПРГС, БПВЛ или КРПТ сечением то- копроводящей жилы не менее 4,0 мм2. Для подзаряда батарей постоянным напряжением 33 ...34 В применяются кремниевые выпрямители типа ВАК-6-28, 5М1 и 46
ВАК-12-28,5. К одному выходу выпрямителя допускается подклю- чать четыре 12-вольтовые батареи, соединенные по танковой схеме (параллельно-последовательно), или две 24-вольтовые ба- тареи, соединенные параллельно. Соединение батарей в группы и их подключение к источникам постоянного напряжения произво- дится проводом, имеющим сечение токопроводящей жилы не ме- нее 15 мм2. Установка зарядного напряжения на группе батарей произво- дится по вольтметру на лицевой панели выпрямителя с учетом падения напряжения на соединительных проводах до батарей. При использовании штатных соединительных проводов выпрями- телей типа ВАК падение напряжения на проводах составляет около одного вольта. В приложении 7 приведены возможности некоторых войско- вых зарядных средств для подзаряда аккумуляторных батарей током 20 А при их ускоренном приведении в действие. В целях сокращения времени процесс приведения батарей в рабочее состояние должен, как правило, выполняться на мес- тах хранения сухих батарей. Работы по ускоренному приведению аккумуляторных батарей в рабочее состояние должны выполняться специально создан- ными бригадами, имеющими практические навыки по проведе- нию заливки электролита и подзаряду батарей и изучившими правила техники безопасности при работе с электролитом, бата- реями и зарядным оборудованием (см. разд. 3). Помещение для приведения батарей в действие в особых слу- чаях оборудуется дежурным освещением и стендом с документа- цией, отражающей очередность и правила приведения батарей в рабочее состояние. 4.5. УСКОРЕННОЕ ПРИВЕДЕНИЕ В РАБОЧЕЕ СОСТОЯНИЕ АВТОМОБИЛЬНЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ При необходимости срочного ввода в эксплуатацию автомо- бильных аккумуляторных батарей допускается их ускоренное приведение в рабочее состояние. Ускоренное приведение батарей в рабочее состояние отличается от обычного тем, что после залив- ки их электролитом подзаряд не производится. Для ускоренного приведения в рабочее состояние пригодны только аккумуляторные батареи в сухозаряженном исполнении, срок хранения которых с момента изготовления не превышает одного года. При хранении батарей, предназначенных для ускоренного приведения в рабочее состояние, необходимо обращать особое внимание на герметизацию аккумуляторов (затяжку пробок, от- сутствие трещин мастики, наличие герметизирующих деталей и т. д.). Батареи с нарушенной герметизацией к ускоренному приведению в рабочее состояние не допускаются. 47
Аккумуляторные батареи, хранившиеся при температуре окру- жающегося воздуха выше 0° или имеющие на момент приведения температуру выше 0°С, приводятся в. рабочее состояние путем заливки электролитом, имеющим плотность 1,28±0,01 г/см3 и температуру не ниже 15°С. После 20-минутной пропитки батареи могут быть сданы в эксплуатацию без проверки конечной плот- ности электролита. При необходимости срочного ввода в действие батарей, нахо- дящихся на хранении при отрицательных температурах окру- жающего воздуха до минус 30°С (до минус 40°С для батарей типа 6СТ-190ТРН), допускается приведение их в рабочее состоя- ние путем заливки горячим электролитом температурой 40±2°С с последующей пропиткой в течение определенного времени. Про- должительность пропитки батарей после заливки электролита за- висит от температуры хранения батарей и от типа двигателя, для пуска которого будут использованы батареи. Аккумуляторные батареи, предназначенные для установки на машины с карбюраторными двигателями и хранившиеся при от- рицательных (до минус 30°С) температурах, могут быть после их заливки горячим (40±2°С) электролитом и 20-минутной про- питки сданы в эксплуатацию. Аккумуляторные батареи, предназначенные для установки на машины с дизельными двигателями и хранившиеся при отрица- тельных (до минус 10°С) температурах, могут быть после их за- ливки горячим электролитом и 20-минутной пропитки сданы в эксплуатацию. Аккумуляторные батареи, предназначенные для установки на машины с дизельными двигателями и хранившиеся при темпера- турах от минус 10 до 30°С (для батарей типа 6СТ-190ТРН — до минус 40°С), приводятся в рабочее состояние таким же способом, но продолжительность пропитки их в этом случае увеличивается до одного часа. При первой возможности аккумуляторные батареи, приведен- ные в рабочее состояние ускоренными методами, следует пол- ностью зарядить и откорректировать плотность и уровень элект- ролита в соответствии с требованиями разд. 5. Приготовление электролита для ускоренного приведения бата- рей в рабочее состояние после хранения при отрицательных тем- пературах производится в соответствии с табл. 8. Для получения указанной температуры электролита исполь- зуется тепло, выделяющееся при растворении серной кислоты в дистиллированной воде. Так как при однократном разведении кислоты в воде происходит недопустимо высокий нагрев — до 90°С, то электролит необходимо приготовлять в два этапа. На первом этапе приготавливается электролит промежуточной плот- ности, а на втором этапе осуществляется окончательное приго- товление. Предварительное разведение производится с целью заблаго- временной заготовки необходимого количества более слабого, чем 48
Таблица 8 Приготовление электролита для ускоренного приведения автомобильных аккумуляторных батарей в рабочее состояние Наименование этапа Плотность получаемого электролита, г/см3 Количество добавляемой серной кислоты плотностью. 1,83 г/см9, л Примечание 1-й — предва- 1,19...],20 0,24 на литр Производится заранее рительное разведе- ние при 25 °C воды с учетом времени, необ- ходимого для остывания электролита до 15°С. Электролит хранится в отапливаемом помеще- нии 2-й — оконча- 1,26.. .1,28 0,13 на литр Производится путем тельное приготов- при 40°С полученного добавления кислоты не- ление электролита посредственно перед за- ливкой батарей заливаемый электролит, раствора серной кислоты в дистиллиро- ванной воде, имеющего плотность 1,19... 1,20 г/см3, приведенную к 25°С. После предварительного приготовления раствор должен храниться с соблюдением правил, установленных для хранения электролита обычной плотности. Окончательное приготовление электролита производится непо- средственно перед заливкой батарей путем добавления необхо- димого дополнительного количества серной кислоты в заблаговре- менно подготовленный на первом этапе раствор плотностью 1,19... 1,20 г/см3. Необходимое дополнительное количество серной кислоты следует отмерить заранее и хранить в одном помещении с этим раствором. Готовый к употреблению электролит, имеющий температуру 38... 42°С, получается сразу же после долива кислоты к предва- рительно приготовленному раствору и его перемешивания. Поэтому всю подготовительную работу (доставку батарей из хранилища, вывертывание пробок и удаление герметизирующих деталей, под- готовку оборудования для заливки и т. д.) необходимо выпол- нить до окончательного приготовления электролита. Для заливки одной батареи вручную требуется около 5 мин. Поэтому в целях более эффективного использования тепла элект- ролита в течение всего времени заливки батарей рекомендуется производить заливку одновременно на нескольких рабочих ме- стах и приготовлять за один прием не более 200 л электролита. В случае необходимости ввода в действие большого количества батарей раствор плотностью 1,19... 1,20 г/см3 и необходимое ко- личество серной кислоты следует заготовлять в расчете на ни- сколько партий, по 200 л каждая»
5. ЗАРЯД АККУМУЛЯТОРНЫХ БАТАРЕЙ Аккумуляторные батареи заряжают постоянным (выпрямлен- ным) током на зарядных станциях, размещенных в специально оборудованных помещениях пунктов технического обслуживания (ПТО) войсковых частей. Аккумуляторные батареи заряжают также с помощью под- вижных зарядных станций СРЗ-А, СРЗ-А-М1, ПРЗС-4, ПРЗС-60, ПРЗС-70 и зарядных агрегатов ЭСБ-4ВЗ, ВСА-5, ВСА-5А, имеющихся в мастерской технического обслуживания МТО АТ. Аккумуляторные батареи заряжают при приведении их в ра- бочее состояние, при проведении контрольно-тренировочного цикла (КТЦ), а также периодически в .процессе эксплуатации и при разрядах их ниже допустимых пределов. Процесс заряда дает возможность контролировать и улучшать техническое со- стояние как отдельных .аккумуляторов, так и батарей в целом. Аккумуляторные батареи, поступающие на зарядную станцию, предварительно очищаются от пыли и грязи, а их полюсные вы- воды — от окислов. Подготовка к заряду на зарядной станции проводится в та- кой последовательности: наружным осмотром определяется состояние деревянного ящика и металлической арматуры (у танковых батарей), моно- блока, крышек аккумуляторов, полюсных выводов и мастики. Выявленные неисправности устраняются, как указано в разд. 10 настоящего Руководства; измеряется плотность электролита во всех аккумуляторах каждой батареи. В аккумуляторах, где уровень недостаточен для набора электролита в ареометр, плотность электролита опреде- ляется в процессе заряда батарей; проверяется уровень электролита в каждом аккумуляторе и доводится до эксплуатационной нормы доливкой дистиллирован- ной воды (но не электролита!). Данные о состоянии батарей вносятся в журнал (приложе- ние 8). Составление зарядных групп батарей, включение их на заряд и контроль в процессе заряда зависят от типа батарей, способа заряда, характера и мощности зарядных средств и проводятся в соответствии с указаниями данного раздела. 50
Применяются следующие способы заряда батарей: заряд при постоянной величине зарядного тока; заряд при постоянной величине зарядного напряжения; ускоренный комбинированный заряд. 5.1. ЗАРЯД ПРИ ПОСТОЯННОЙ ВЕЛИЧИНЕ ЗАРЯДНОГО ТОКА На зарядных станциях аккумуляторные батареи, приводимые в рабочее состояние, а также снятые с машин, заряжаются, как правило, при постоянной величине зарядного тока в специальных зарядных шкафах или на специальных стеллажах (рис. 41). При Рис. 41. Стеллаж для заряда и разряда батарей на за- рядной станции данном способе величина зарядного тока в течение всего времени заряда поддерживается неизменной. Это достигается изменением сопротивления реостата, включенного последовательно с бата- реей, изменением напряжения источника тока или применением автоматических регуляторов тока. В качестве источников тока используются генераторы посто- янного тока, преобразователи или выпрямительные устройства. Наиболее эффективными зарядными устройствами являются новые кремниевые автоматизированные выпрямители типа ВАК: ВАК-6-115, ВАК-12-115 и др. (см. рис. 43, а). Они позволяют производить заряд батарей без использования ЗРУ. Особенности заряда аккумуляторных батарей от выпрямителей типа ВАК из- ложены в п. 5.1.1 настоящего Руководства. Перед зарядом аккумуляторные батареи одного и того же ти- па подбираются в группы. В каждой группе батареи соединяются
между собой последовательно. Количество батарей в каждой группе, а также наибольшее количество групп, которые можно заряжать одновременно, зависит от типа батарей, от напряже- ния и мощности зарядного источника, а также от возможностей применяемых зарядно-распределительных устройств. Положительный выводной зажим каждой группы подсоеди- няют к положительному полюсу источника зарядного тока или ЗРУ, а отрицательный к отрицательному (рис. 42). 130В 24-волйтобые 24-вольтовые 12-вольтовые 6-вольтовыв батареи батареи 4 шт. 4 шт. батареи батареи 8 шт. 16шт. Рис. 42. Принципиальная схема подключения аккумуляторных батарей к зарядному источнику через ЗРУ на 4 зарядные группы: 1 — вольтметр; 2 — переключатель «Заряд — разряд»; 3 — предохранитель; 4 — нагру- зочный реостат; 5 — амперметр; 6 — аккумуляторная батарея Таблица 9 Величина зарядного тока для танковых аккумуляторных батарей Типы батарей Величина заряд- ного тока, А 1-я сту- пень 2-я сту- пень заряд перед контрольным разрядом при КТЦ 6СТЭН-140М 16 10 10 6СТ-140Р 16 10 10 12СТ-70М 8 5 5 12СТ-70 8 5 5 12СТ-85Р 9 5 5 Танковые аккумуля- торные батареи при экс- плуатации и хранении с электролитом заряжают- ся токами, указанными в табл. 9. Все заряды, как пра- вило, проводятся током 2-й ступени. Двухступен- чатый заряд рекомен- дуется проводить при большой степени разря- женности батарей, а именно: при разряде в процес- се эксплуатации на 50% и более; 52
после контрольного разряда при контрольно-тренировочном цикле. Автомобильные и мотоциклетные батареи заряжаются то- ком нормального заряда, указанным в табл. 10. Таблица 10 Величина нормального зарядного тока для автомобильных и мотоциклетных аккумуляторных батарей Тип батареи Зарядный ток, А Тип батареи Зарядный ток, А Тип батареи Зарядный ток, А ЗСТ-150 15,0 6СТ-75 7,5 6СТ-190 19,0 ЗСТ-215 21,5 6СТ-82 8,0 ЗМТ-12 1,2 6СТ-45 4,5 6СТ-90 9,0 ЗМТ-8 1,0 6СТ-50 5,0 6СТ-105 10,5 6МТС-9 1,0 6СТ-55 5,5 6СТ-132 13,0 6МТС-22 2,0 6СТ-60 6,0 6СТ-182 18,0 Зарядные группы следует составлять из однотипных батарей так, чтобы нагрузочные реостаты поглощали как можно меньше энергии. Для этого в группу включают максимально возможное по напряжению количество батарей из расчета 2,7 В на каждый аккумулятор, т. е. 8,1 В на 6-вольтовую батарею, 16,2 В на 12-вольтовую и 32,4 В на 24-вольтовую батарею. Величина зарядного тока устанавливается и регулируется с помощью реостатов, применяемых в ЗРУ, а также путем измене- ния напряжения зарядного источника или же другим способом в зависимости от особенностей применяемого зарядного агрегата. Примеры расчета количества заряжаемых батарей Пример 1. Определить, какое количество 24-, или 12-, или 6-вольтовых ак- кумуляторных батарей можно включить в одну группу и каково число парал- лельных групп при заряде батареи от генератора постоянного тока ПН-100 мощностью 10,5 кВт, шунтовый реостат которого позволяет регулировать напря- жение в пределах от 90 до 130 В. Решение. Исходя из того что для полного заряда батарей необходимо обеспечить в конце заряда напряжение на одну 24-вольтовую батарею — 32,4 В, на 12-вольтовую—16,2 В и на 6-вольтовую — 8,1 В, определяем максимальное количество батарей в группе по формуле где п — число батарей, соединенных последовательно в группе; Ur — максимальное напряжение генератора, В; Uб — напряжение батареи в конце заряда, В. В одну группу можно включить следующее количество батарей: 24-вольто- вых—-4 шт. (130:32,4^4); 12-вольтовых — 8 шт. (130:16,2 — 8) и 6-вольто- вых—16шт. (130:8,1^16). 53
Ток нагрузки генератора определим по формуле Рг иг 10 500 130 <= 80,7 где /н — ток нагрузки генератора, А; Рг — мощность генератора, Вт. Число групп определим по формуле т -~ Л где т — число параллельных групп: /3 —величина зарядного тока, А. Для заряда танковых аккумуляторных батарей током 2-й ступени (табл. 9), а автомобильных батарей — нормальным зарядным током (табл. 10) число па- раллельных групп, составленных из однотипных батарей, будет равно: из ба- тарей 12СТ-70М—16 (80,7:5^16); из батарей 6СТЭН-140М—8(80,7:10~8) и из батарей ЗСТ-95—8,5 (80,7:9,5^8,5). Общее количество аккумуляторных батарей одного и того же типа, кото- рое можно одновременно заряжать от генератора ПН-100 указанными выше токами, может быть определено по формуле К — пт, где К — общее количество батарей; п —количество батарей в группе; т — число параллельных групп. Произведя расчет, получим, что от ПН-100 можно одновременно заря- жать 64 (4X16) батареи 12СТ-70М, или 64 (8X8 = 64) батареи 6СТЭН-140М, или 128 (16x8=128) батарей ЗСТ-95. Пример 2. Какое количество батарей разных типов можно одновременно заряжать от генератора ПН-100 при полной его загрузке. Тип батарей, подле- жащих заряду, и токи те же, что и в примере 1. Решение. Исходя из условий полной загрузки генератора ПН-100 коли- чество батарей в одной зарядной группе, а также максимальный ток нагрузки генератора примем таким же, как в примере 1. Количество батарей каждого типа, включаемых на заряд, определяем в за- висимости от требуемой очередности заряда. Пусть требуется в первую очередь зарядить аккумуляторные батареи 12СТ-70М в количестве 40 шт., т. е. 10 групп. Требуемая величина тока для их заряда составляет 50 А (10X5=50). Для полной загрузки генератора от него можно еще отобрать ток 30,7 А. Следовательно, на заряд можно включить дополнительно три группы (24 шт.) батарей 6СТЭН-140М при зарядном токе на группу 10 А или две группы (16 шт.) батарей 6СТЭН-140М с общим заряд- ным током 20 А и одну группу (16 шт.) батарей ЗСТ-95 с общим зарядным током 9,5 А. Во время заряда плотность электролита в аккумуляторах по- степенно повышается и только к концу заряда принимает посто- янное значение. Напряжение на аккумуляторах медленно возра- стает с 2,2 до 2,4 В, при котором начинается разложение воды и заметное на глаз газовыделение. Газ выделяется на поверхности электролита в виде пузырьков. Напряжение аккумуляторов к концу заряда достигает величины 2,6 ... 2,65 В, после чего более не возрастает. Газовыделение становится при этом обильным, соз- дающим впечатление «кипения». 54
При заряде танковых аккумуляторных батарей током двух сту- пеней, заряд током 1-й ступени надо вести до повышения на- пряжения на аккумуляторах до 2,4 В, затем снизить зарядный ток до величины 2-й ступени. Заряд батарей во всех случаях надо проводить до тех пор, пока напряжение на аккумуляторах и плотность электролита не будут постоянными в течение 1 ч при одновременном обильном газовыделении («кипении») во всех аккумуляторах батареи. Температура электролита во время заряда батарей возра- стает, поэтому необходимо контролировать ее величину, особенно к концу заряда. Температура электролита при заряде не должна превышать 45°С. В случае если температура окажется выше 45°С, следует уменьшить наполовину зарядный ток или прервать за- ряд на время, необходимое для остывания электролита до 30... 35°С. Уровень электролита перед началом заряда должен быть: в танковых батареях—10... 12 мм над предохранительным щитком, в автомобильных и мотоциклетных батареях — таким же, как и после заливки сухих батарей. Измерение напряжения аккумуляторов, плотности и темпера- туры электролита в процессе заряда следует проводить в начале заряда — через каждые 2... 3 ч, а в конце заряда — через каждый час. Если к концу заряда в группе будут обнаружены батареи с отстающими аккумуляторами, плотность электролита и напряже- ние которых ниже, чем у других аккумуляторов, то во избежание ненужного перезаряда всех батарей в группе, а также излишней траты электроэнергии следует изымать батареи с отстающими аккумуляторами из общей зарядной группы и заряжать их от- дельно. Для этого к перемычкам отстающего аккумулятора с помощью зажимов Румянцева необходимо присоединить провода от заряд- ного агрегата и продолжить заряд при той же величине заряд- ного тока. Заряд продолжается до появления всех признаков его окончания. После этого доводят плотность электролита в отстаю- щем аккумуляторе до необходимой величины. В конце заряда плотность электролита, приведенная к 25°С, должна быть в пределах нормы, указанной в табл. 3. Если конеч- ная плотность электролита отличается от нормы, необходимо про- извести корректировку плотности электролита доливкой дистилли- рованной воды в случаях, когда плотность выше нормы, или до- ливкой раствора серной кислоты плотностью 1,40 г/см3, когда она ниже нормы. Перед доливкой часть электролита из аккуму- лятора отбирают с помощью груши. Доводку плотности можно проводить только в конце заряда, когда плотность электролита больше не возрастает, а за счет «кипения» обеспечивается быст- рое и полное перемешивание. Корректировка плотности электролита улучшает работоспособ- ность батареи и дает возможность правильно определить степень заряженности батареи в эксплуатации по плотности электролита. 55
Корректировку необходимо проводить особо тщательно. Если за один прием довести плотность электролита до нормы не удается, корректировку следует повторить. Операции по корректировке плотности рекомендуется прово- дить в такой последовательности: в конце заряда измерить и записать температуру электролита в среднем аккумуляторе батареи; измерить поочередно плотность электролита в каждом аккуму- ляторе, найти по табл. 5 температурную поправку и определить характер корректировки (понижение или повышение плотности) и ее величину. Рекомендуется отметить это на крышке аккумуля- тора, в котором проводится измерение, например « + 0,02» или «—0,01», что означает соответственно необходимость повышения в данном аккумуляторе плотности электролита на 0,02 г/см3 или понижения ее на 0,01 г/см3; не прекращая заряда батареи, из аккумуляторов с отметками на крышках отобрать часть электролита и долить в них дистил- лированную воду или раствор кислоты плотностью 1,40 г/см3. Количество отбираемого электролита и добавляемой воды или ра- створа кислоты для каждого аккумулятора определить, поль- зуясь данными табл. 1 и приложения 9; продолжить заряд батареи в течение 30 ...40 мин, после чего снова измерить плотность электролита в аккумуляторах, где про- водилась корректировка, и, если плотность электролита, приве- денная к температуре 25°С, будет отличаться от нормы, коррек- тировку повторить. Практически, если плотность электролита отличается от нормы не более чем на 0,03 г/см3, а уровень элек- тролита над предохранительным щитком составляет 12... 14 мм, корректировку плотности можно провести за один прием. Пример корректировки плотности электролита. Аккумуляторная батарея 6СТЭН-140М по климатическим условиям долж- на эксплуатироваться при плотности электролита 1,26 г/см3, приведенной к тем- пературе 25°С. В конце заряда отмечено, что при температуре электролита (в среднем аккумуляторе) 38°С плотность электролита в разных аккумуляторах составляет 1,25; 1,26 и 1,27 г/см3. Требуется провести корректировку плотности электролита в этой батарее. Определяем по табл. 5, что при температуре электролита 38°С для приве- дения плотности его к температуре 25°С в показания денсиметра нужно вво- дить поправку +0,01. Следовательно, приведенная плотность в аккумуляторах батареи составляет 1,26; 1,27 и 1,28 г/см3. Измеряем поочередно плотность электролита в каждом аккумуляторе батареи. На крышках аккумуляторов, где плотность электролита с учетом температурной поправки составляет 1,28 г/см3, делаем отметку «—0,02». В этих аккумуляторах следует понизить плотность электролита на 0,02 г/см3, т. е. долить дистиллированную воду взамен отсосан- ного электролита. В аккумуляторах, где плотность электролита 1,26 и 1,27 г/см3, корректировка плотности не производится. Для расчета корректировки пользуемся данными приложения 9 и табл. 1. Из приложения 9 определяем количество отсасываемого электролита и долива- емой воды для корректировки плотности от 1,28 до 1,26 г/см3 в объеме одного литра. Из табл. 1 определяем количество электролита в одном аккумуляторе батареи 6СТЭН-140М (1,33. л). Умножив величины, найденные в приложении 9, на 1,33, получим, что для корректировки плотности электролита от 1,28 до 56
1,26 г/см3, т. е. на 0,02, требуется отсосать электролита 106 см3 и долить дистиллированной воды 114 см3. С помощью резиновой груши и мензурки про- изводим отсос и доливку расчетного количества электролита и воды. Эксплуатационный уровень электролита над предохранитель- ным щитком устанавливается после окончания корректировки плотности и выключения батарей с заряда. Время выдержки ба- тарей в бездействии до установки уровня должно быть: для тан- ковых батарей — 2 ч, для автомобильных и мотоциклетных — 30 мин. При уровне электролита ниже нормы в аккумулятор нужно добавить электролит такой же плотности, какая указана в табл.3 (графа 6); при уровне электролита выше нормы избыток электро- лита отсосать. Для установки эксплуатационного уровня электролита после заряда батарей рекомендуется применять резиновую грушу со специальным наконечником (рис. 38), как указано вподразд. 4.2 Руководства. Если танковые батареи требуется выдать с зарядной станции сразу же после выключения с заряда, уровень электролита в них должен быть 15... 17 мм над предохранительным щитком. 5.1.1. Особенности заряда аккумуляторных батарей от выпрямителей типа ВАК Благодаря наличию системы автоматической стабилизации вы- ходного напряжения и выходного тока, а также возможности ре- гулировки напряжения в широких пределах заряд аккумулятор- ных батарей от выпрямителей ВАК-6-115 и ВАК-12-115 может проводиться без применения зарядно-распределительных уст- ройств. Подбор батарей в зарядные группы и количество одновре- менно заряжаемых батарей проводится для каждой зарядной секции выпрямителя по тем же правилам, что и для других за- рядных средств, т. е. в зависимости от выходного напряжения и выходного тока зарядной секции. Так как выходное напряжение может регулироваться в пределах от 57 до 138 В, в одну заряд- ную группу можно включать четыре — восемь 12-вольтовых и две — четыре 24-вольтовых аккумуляторных батарей. Номинальный выходной ток одной секции выпрямителя со- ставляет 21,75 А. Следовательно, в одну зарядную секцию можно включать одновременно от одной до четырех групп батарей в за- висимости от типа батарей и режима заряда (величины зарядного тока). При заряде одновременно нескольких групп батарей без при- менения ЗРУ необходимо выполнить дополнительные условия: к одной зарядной секции выпрямителя должны подключаться только группы, составленные из однотипных батарей; 57
в каждой группе должно быть одинаковое количество бата- рей; разница в степени разряженное™ между группами нс должна превышать 10... 15%. Зарядный ток каждой группы зависит от степени разряжен- ности батарей этой группы и в процессе заряда может отличаться по величине от тока других групп. При разности в степени разря- женное™ между группами батарей до 15% зарядный ток каж- дой группы не выходит из установленных норм и аккумулятор- ные батареи полностью заряжаются *. Рис. 43. Кремниевый автоматизм а — общий вид; б — принципиальная схема подключения аккумуляторных секция; 3—секция автоматики (зарядная секция); 4 — крыша; 5 — рым- Если для какой-либо секции выпрямителя указанные выше дополнительные условия не могут быть выполнены, заряд бата- рей от этой секции должен проводиться с применением ЗРУ или реостатов и амперметров. Принципиальная схема подключения аккумуляторных батарей к выпрямителю ВАК-12-115 показана на рис. 43, б. 5.2. ЗАРЯД ПРИ ПОСТОЯННОЙ ВЕЛИЧИНЕ ЗАРЯДНОГО НАПРЯЖЕНИЯ Сущность способа заряда аккумуляторных батарей при посто- янной величине зарядного напряжения состоит в том, что заряд- ное напряжение источника тока поддерживается постоянным вте- * Подробное описание правил заряда -аккумуляторных батарей от выпря- мителей ВАК дано в пособии «Применение автоматизированных кремниевых выпрямителей серии ВАК», Воениздат, 1976 г. 58
чение всего времени заряда, а зарядный ток при этом сни- жается. Применение способа заряда аккумуляторных батарей по ме- тоду постоянства напряжения наиболее целесообразно для тан- ковых батарей без снятия их с машин. Силовая Зарядные рованный выпрямитель ВАК-12-115: батарей к выпрямителю для заряда;/— опорный швеллер; 5 —силовая болты; 6 — скоба крепления; 7 — боковой щит; 8 — нижний лицевой щит Начальная величина зарядного тока зависит от степени раз- ряженности батарей, при которой они включаются на заряд, за- рядного напряжения и температуры электролита. В момент вклю- чения батарей на заряд зарядный ток может достигать 150... 250 А и более на группу из четырех батарей типа 6СТЭН-140М, а через 2,5... 3 ч заряда он снижается до нескольких ампер. Для заряда аккумуляторных батарей без обильного газовы- деления и чрезмерного повышения температуры электролита за- рядное напряжение устанавливается из расчета 2,25 ...2,4 В на один аккумулятор батареи, что соответствует 13,5... 14,4 В на 12-вольтовую и 27...28,8 В на 24-вольтовую батарею. При таком уровне зарядного напряжения батареи, разряженные на 50%, за 2,5 ...3 ч заряжаются до 90% емкости. Для заряда батарей используются передвижные зарядные пре- образователи ЗП-4/ЗО, ЗП-7,5/ЗО, германиевые выпрямители ВАГГ-12-600, а также выпрямители автоматизированные крем- ниевые ВАК-6-28,5М1 и ВАК-12-28,5. 59
Выпрямители типа ВАК (рис. 44, а) являются наиболее со- вершенными зарядными устройствами для заряда батарей наз- ванным способом. Наличие в выпрямителях ВАК автоматической системы регулировки зарядного напряжения и ограничения тока нагрузки (отсечки тока) исключает необходимость контроля и регулировок в процессе заряда батарей. Оборудование каждого выпрямителя тележкой для перевозки вручную на небольшие расстояния позволяет оперативно переходить от заряда батарей в стационарных условиях к заряду непосредственно в хранили- щах, парках, мастерских и т. д. Рис. 44. Кремниевый автоматизиро а — общий вид; б — принципиальная схема подключения аккумуляторных батарей тами заземления; 3 — левый отсек; 4 — крыша; 5 — правый отсек; Для заряда вне машин аккумуляторные батареи соединяются в зарядные группы. В зарядную группу включаются только бата- реи одного типа, имеющие примерно одинаковую (отличающуюся не более чем на 10%) степень разряженности. Применительно к танковым аккумуляторным батареям в каждую зарядную груп- пу следует включать четыре батареи (с одной или двух машин в зависимости от числа штатных батарей' в машине). Батареи в группе соединяются между собой по схеме, принятой в машинах с четырьмя штатными батареями, т. е. 12-вольтовые параллельно- последовательно, а 24-вольтовые параллельно. Зарядное напря- жение устанавливают по вольтметру выпрямителя до включения батарей на заряд. Рекомендуемые величины зарядного напряже- ния в зависимости от температуры электролита приведены в табл. 11, 60
Таблица 11 Величина зарядного напряжения в зависимости от температуры электролита Температура электролита перед зарядом, °C 30 . . .15 15 ... 5 От 4-5 до—5 От—5 до—10 Зарядное напряжение, В 27 . . .28 28 . . .29 30 . . .31 31 . . .32 Выходы Аккумуляторные батареи d ванный выпрямитель ВАК-12-28,5: к выпрямителю для заряда; / — болт заземления; 2 — нижний лицевой щит с элемец- 6—щит с гнездами штепсельных разъемов; 7 — средние отсеки От выпрямителей ВАК-6-28,5М1 и ВАК-12-28,5 можно одновре- менно заряжать аккумуляторные батареи как одного, так и раз- ных типов и с разной степенью разряженности (разница до 50%), но при этом нужно строго соблюдать правило: к одному незави- симому выходу выпрямителя можно подключать батареи только одного типа и с одинаковой начальной степенью разряженности. Батареи, различающиеся по типу и степени разряженности, под- ключаются к разным выходам выпрямителя. Принципиальная схема подключения батарей к выпрямителю ВАК-12-28,5 пока- зана на рис. 44, б. Наиболее эффективное использование мощно- сти выпрямителей достигается при одновременном включении на заряд максимально возможного числа групп батарей, а именно: к выпрямителю ВАК-6-28,5М1 — трех групп (12 танковых батарей), по одной группе на каждый выход; 61
к выпрямителю ВАК-12-28,5—шести групп (24 танковые бата- реи), по две параллельно соединенные группы на каждый выход. Общий зарядный ток при этом устанавливают по амперметру выпрямителя путем поворота рукояток регуляторов тока до тех пор, пока ток не перестанет повышаться, что соответствует его максимальному значению. Батареи можно выключать с заряда, когда их степень заряженности достигнет 90%. Значения тока, соответствующего степени заряженности батареи на 90%, при различных зарядных напряжениях приведены в табл. 12. Таблица 12 Ток в конце заряда батарей, соответствующий степени заряженности 90% Тип батарей Режим заряда Ток в конце заряда температура электролита, °C зарядное напряжение, В (на группу из че- тырех батарей), А 6СТЭН-140М 6СТ-140Р 30. . .5 27 . . .29 8 ... 10 12СТ-70М 12СТ-70 12СТ-85Р 30 ... 5 27. . .29 10 ... 12 Танковые аккумуляторные батареи без снятия их с машин можно заряжать от выпрямителя ВАК одновременно на одной, двух и трех машинах независимо от типа установленных в них батарей. Наибольшая эффективность заряда достигается при за- ряде батарей одновременно на трех машинах, имеющих штатные батареи одного и того же типа. Каждый выход выпрямителя под- ключается с помощью выходного кабеля к батареям машины че- рез выводы «Внешняя зарядка» или непосредственно к полюсным выводам группы батарей. Величины зарядного напряжения и за- рядного тока в конце заряда такие же, как и при заряде вне ма- шины. При заряде аккумуляторных батарей непосредственно в машинах напряжение бортовой сети, замеренное вольтампермет- ром машины, не должно превышать 29 В. При необходимости за- ряда при напряжении выше 29 В (например, при отрицательной температуре электролита) батареи должны быть полностью от- ключены от бортовой сети машины. Для такого отключения необходимо отсоединить от положи- тельного вывода группы батарей провод, соединяющий батареи с главным распределительным щитком. Провода от выпрямителя соединяются с корпусом машины («—») и свободным выводом группы батарей (« + »). 5.3. УСКОРЕННЫЙ КОМБИНИРОВАННЫЙ ЗАРЯД Ускоренный комбинированный способ заряда применяется при необходимости 100%-ного заряда аккумуляторных батарей в сок- ращенное время. Ускоренный комбинированный заряд произво- 62
дится в два этапа. На первом этапе заряд батарей осуществ- ляется при постоянном зарядном напряжении, на втором этапе — при постоянной величине зарядного тока. Переход к заряду ба- тарей при постоянной величине зарядного тока производится при снижении его на первом этапе заряда до величины, указанной в табл. 9 и 10. Для заряда батарей используется ремонтно-зарядная аккуму- ляторная станция СРЗ-А-М1 с автоматическим зарядным уст- ройством УЗА-200-60 и зарядно-разрядным устройством ЗРУ но-^ вой конструкции (допускающим использование больших заряд- ных токов и позволяющим производить заряд батарей как при постоянной величине зарядного тока, так и при постоянном на- пряжении зарядного источника). Заряд аккумуляторных батарей производится в следующем порядке. Автоматическое зарядное устройство УЗА-200-60 устанавли- вается на режим стабилизации напряжения. Аккумуляторные батареи подбираются в зарядные группы, в которых соединяются между собой последовательно. Максималь- ное количество батарей, подключаемых к группам ЗРУ, а также наибольшее количество используемых групп ЗРУ приведены в табл. 13. Таблица 13 Максимальное количество аккумуляторных батарей при заряде ускоренным комбинированным способом Тип аккумуля- торной батарей Максималь- ное количе- ство бата- рей, подклю- чаемых к группе ЗРУ Количество используемых групп ЗРУ • при одновре- менном вклю- чении бата- рей, разря- женных Общее количество заряжаемых батарей, разряженных Номера групп ЗРУ, используемых при заряде батарей, разряженных на 50% на 25% на 50% на 25% на 50% на 25% ЗСТ-150 8 3 5 24 40 6 ...9 1 .. .13 ЗСТ-215 8 3 3 24 24 6 ...9 6.. .9 6СТ-45 4 9 13 36 52 1 ...13 1.. .13 6СТ-50 4 8 13 32 52 1 ...13 1.. .13 6СТ-55 4 7 13 28 52 1 ...13 1.. .13 6СТ-60 4 7 13 28 52 1 ...13 1.. .13 6СТ-75 4 5 10 20 40 1 ...13 1.. .13 6СТ-82 4 5 9 20 36 1 ...13 1.. .13 6СТ-90 4 4 8 16 32 1. ...13 1.. .13 6СТ-105 4 4 7 16 28 6. ..9 1.. .13 6СТ-132 4 3 6 12 24 6. ...9 1.. .13 6СТ-182 4 3 4 12 16 6. ...9 6.. .9 6СТ-190 4 3 4 12 16 6. ...9 6.. .9 бстэн -140М 4 3 6 12 24 6. .. .9 1.. .13 6СТ-140Р 4 3 6 12 24 6. ,..9 1.. .13 12СТ-70М 2 5 10 10 20 1. ...13 1.. .13 12СТ-85Р 2 5 10 10 20 1, ...13 1.. .13 63
В зарядную группу должны подбираться батареи одного типа с примерно равной (отличающейся не более чем на 10... 15%) степенью заряженности. До включения батарей на заряд определяется величина заряд- ного тока для каждой группы с помощью соотношения I^KCw(d~dnm), где I — ток заряда, А; К — коэффициент пропорциональности (Д^б); Сю — номинальная емкость аккумуляторной батареи при 10-часовом режиме разряда (см. приложения 1 и 2), А-ч; d — плотность электролита полностью заряженной бата- реи, приведенная к 25°С, г/см3; с/нач — плотность электролита перед началом заряда, приве- денная к 25°С, г/см3. Чтобы исключить заряд батарей недопустимо большими то- ками, первоначальную величину зарядного напряжения источ- ника следует устанавливать в зависимости от номинального на- пряжения батарей и температуры электролита в соответствии с табл. 14. Таблица 14 Напряжение, устанавливаемое перед зарядом батарей ускоренным комбинированным способом Температура электролита» °C Зарядное напряжение, В, при номинальном напряжении батарей 12 В 24 В 30 ... 15 13,5.,.14 27 .28 15 ... 5 14. ..14,5 28.. .29 От+ 5 дс—5 15.. .15,5 30.. .31 От—5 до—10 15*5...16 31 .. .32 Через 3... 5 мин после включения батарей на заряд в соответ- ствии с рассчитанными значениями проводится корректировка ве- личины зарядного тока в каждой группе с помощью реостатов ЗРУ или при необходимости изменением напряжения УЗА-200-60. При расчетах учитывается плотность электролита в наименее разряженной батарее каждой группы. Первоначальная плотность электролита принимается равной плотности, установленной для данной климатической зоны (см. табл. 3). При уменьшении зарядного тока в наиболее отстающей группе до величины, численно равной величине тока 2-й ступени по табл. 9 или нормального зарядного тока по табл. 10, произ- водится перевод всех групп на заряд при постоянной величине за- 64
рядного тока. Для этого необходимо переключателями отключить зарядные группы, реостаты групп ЗРУ ввести на полное сопро- тивление и затем установить переключатели на соответствующий режим заряда. В каждой зарядной группе устанавливается величина заряд- ного тока в зависимости от типа заряжаемых батарей в соответ- ствии с табл. 9 и 10. Установка тока производится регулирова- нием величины тока на УЗА-200-60 и при необходимости измене- нием величины сопротивления реостатов ЗРУ. При этом суммарная величина зарядного тока не должна пре- вышать номинального тока УЗА (200А). В дальнейшем поддер- жание необходимых уровней зарядных токов в группах осуще- ствляется изменением сопротивления реостатов ЗРУ. Если заряду подлежат батареи, прошедшие ремонт с заменой электродов, первоначально (в течение 5... 6 ч) заряд целесооб- разно вести при постоянной величине зарядного тока, а затем ис- пользовать ускоренный комбинированный заряд. Порядок и периодичность контроля состояния аккумулятор- ных батарей во время заряда комбинированным способом ана- логичны общепринятым, указанным в разд. 5.1. 3—774
6. КОНТРОЛЬНО-ТРЕНИРОВОЧНЫЙ цикл Контрольно-тренировочный цикл проводится для контроля тех- нического состояния аккумуляторных батарей, проверки отдавае- мой ими емкости, исправления отстающих аккумуляторов. При контрольно-тренировочном цикле проводятся: предварительный полный заряд; контрольный (тренировочный) разряд током 10-часового ре- жима; окончательный полный заряд. Предварительный полный заряд при КТЦ проводится за- рядным током, указанным в табл. 9 и 10, с соблюдением всех правил заряда. Контрольный разряд производится по группам при соответст- вующих переключениях в ЗРУ. Перед началом контрольного раз- ряда температура электролита должна быть 18...27°С. Величина разрядного тока для аккумуляторных батарей должна соответ- ствовать значению, указанному в табл. 15. Таблица 15 Величина разрядного тока для аккумуляторных батарей при проведении контрольно-тренировочного цикла Тип батареи Разрядный ток, А Тип батареи Разрядный ток, А 6СТЭН-140М 12,6 6СТ-75 6,8 6СТ-140Р 12,6 6СТ-82 7,5 12СТ-85Р 8,0 6СТ-90 8,1 12СТ-70М 7,0 6СТ-105 9,5 12СТ-70 7,0 6СТ-132 12,0 ЗСТ-150 13,5 6СТ-182 16,5 ЗСТ-215 19,5 6СТ-190 17,0 6СТ-45 4,2 ЗМТ-12 1,2 6СТ-50 4,5 ЗМТ-8 0,7 6СТ-55 5,0 6МТС-9 0,8 6СТ-60 5,4 6МТС-22 2,0 Постоянство разрядного тока должно тщательно соблюдаться в течение всего разряда, который должен заканчиваться в мо- мент снижения напряжения до 1,7 В на первом вышедшем акку- 66
муляторе батареи. Замер напряжения на аккумуляторах и темпе- ратуры в среднем аккумуляторе батареи производится при вклю- чении на разряд, затем через каждые 2 ч. При снижении напря- жения на одном из аккумуляторов до 1,85 В замеры напряжения надо проводить через каждые 15 мин, а при снижении напряже- ния до 1,75 В аккумулятор контролируется непрерывно, чтобы уловить конец разряда. Как только на указанном аккумуляторе напряжение упадет до 1,7 В, следует немедленно измерить напря- жение на всех остальных аккумуляторах, отключить батарею от разрядной иепи и восстановить величину разрядного тока для оставшихся в группе батарей. Разряд автомобильных аккумуляторных батарей со скрытыми перемычками ведется до конечного напряжения на выводах 5,1 В у 6-вольтовых батарей и 10,2 В у 12-вольтовых батарей. При сни- жении напряжения до 5,55 В на 6-вольтовой батарее и до 11,1 В на 12-вольтовой батарее измерения производят через каждые 15 мин, а при снижении напряжения до 5,25 В на 6-вольтовой ба- тарее и до 10,5 В на 12-вольтовой батарее измерения производят непрерывно до конца разряда. При контрольном разряде необходимо записывать время включения батареи на разряд и начальную температуру электро- лита, а также время окончания разряда (при достижении 1,7 В на первом вышедшем аккумуляторе или напряжения на выводах 5,1 В у 6-вольтовой батареи и 10,2 By 12-вольтовой батареи) и конечную температуру электролита. Форма записей указана в приложении 8. Подсчет емкости, отдаваемой аккумуляторной батареей, в про- центах от номинальной производится по таблице приложения 10. Фактическая емкость, отдаваемая при контрольном разряде, мо- жет быть как меньше, так и больше номинальной. Окончательный полный заряд автомобильных батарей произ- водится нормальным зарядным током, указанным в табл. 10, с соблюдением всех правил с доводкой плотности электролита в конце заряда. Танковые батареи заряжаются током двух сту- пеней согласно табл. 9. Между окончанием контрольного разряда и началом последующего заряда допускается разрыв по вре- мени не более 12 ч. Танковые аккумуляторные батареи, не отработавшие гаран- тийного срока и отдавшие при контрольном разряде емкость ме- нее 100% номинальной, подвергают повторному контрольно-тре- нировочному циклу. Перед вторым контрольным разрядом в ак- кумуляторах должна быть установлена плотность электролита 1,28±0,01 г/см3. Если при втором контрольном разряде батареи, не отработавшие гарантийного срока, отдают менее 100% гаран- тированной емкости, предъявляется акт-рекламация. 3*
7. ЭКСПЛУАТАЦИЯ АККУМУЛЯТОРНЫХ БАТАРЕЙ 7.1. ОБЩИЕ ПРАВИЛА ОБРАЩЕНИЯ С АККУМУЛЯТОРНЫМИ БАТАРЕЯМИ Для обеспечения надежности, работоспособности и макси- мального срока службы аккумуляторных батарей при эксплуа- тации на машинах необходимо строго соблюдать правила эксплу- атации, объем и периодичность их технического обслуживания. На машины должны устанавливаться только аккумуляторные батареи, полностью заряженные, имеющие плотность электро- лита в зависимости от климатической зоны (в соответствии с табл. 3) и уровень электролита, равный 10... 12 мм для танковых и 10... 15 мм для автомобильных батарей. Аккумуляторные батареи должны быть закреплены за маши- ной. Номер машины наносится масляной краской на ящике или моноблоке батареи. Если на машине применяется группа из не- скольких батарей, то все батареи группы должны иметь одина- ковое техническое состояние, обслуживаться и заряжаться одно- временно. С батареями следует обращаться осторожно, оберегать их от ударов и механических повреждений при снятии, переноске и установке на машины. Нельзя допускать коротких замыканий полюсных выводов и перемычек. Перед снятием батарей и перед установкой их на машину вы- ключатель батарей необходимо выключать. При транспортировке на батареи должны быть установлены крышки и защитные ко- жухи (где они предусмотрены). Аккумуляторные батареи следует надежно закреплять, так чтобы они не смещались при движении машины. Для предохра- нения батарей, имеющих эбонитовый или пластмассовый моно- блок, от повреждения при тряске рекомендуется подкладывать под них резиновые подкладки. Провода, подсоединяемые к батареям, и их наконечники дол- жны быть исправными. Не допускается натяжение проводов, при- водящее к порче полюсных выводов и трещинам в мастике. При подключении проводов к полюсным выводам необходимо строго соблюдать полярность и прочно затягивать болты, чтобы обеспе- чить надежный электрический контакт. Не допускать выплескивания электролита из аккумуляторов на поверхность батареи. Для предохранения деревянных ящиков от разрушения необходимо обрабатывать поверхность мастики и ящика 10%-ным раствором кальцинированной соды или наша- 68
тырного спирта, после чего протирать батарею влажной ве- тошью и затем вытирать насухо. Необходимо своевременно уст- ранять трещины в мастике, а деревянные ящики танковых ба- тарей подкрашивать черным кислотостойким лаком БТ-783 ГОСТ 1347—77. Аккумуляторные батареи необходимо содержать в чистоте. Полюсные выводы и наконечники проводов необходимо очищать от продуктов коррозии (не снимая основного металла). Коррозия может нарушить надежность электрического соединения и вы- звать отказ при пуске двигателя. После подключения к батарее проводов полюсные выводы, а также детали крепления следует слегка смазать консервационным маслом К-17 ГОСТ 10877—76 или смазкой ПВК ГОСТ 19537—74 (толщина слоя не более 0,5мм), установить крышки и защитные кожухи (где они преду- смотрены). Вентиляционные отверстия в пробках (или крышках аккуму- ляторов) должны быть прочищены. При закупоренных вентиля- ционных отверстиях выделяющиеся газы могут вызвать разрыв крышек или слоя мастики. При эксплуатации машин необходимо контролировать заряд- ный режим аккумуляторных батарей, чтобы не допустить излиш- него перезаряда или недозаряда, сокращающих срок их службы. Для этого необходимо периодически проверять, а в случае откло- нения от нормы регулировать реле-регулятор в соответствии с ин- струкцией по эксплуатации машины или рекомендациями прило- жения 11. При эксплуатации аккумуляторных батарей из электролита испаряется вода, поэтому уровень электролита доводится до нор- мы добавлением дистиллированной воды. Доливать в аккумуля- торы электролит запрещается, за исключением тех случаев, когда точно известно, что понижение уровня электролита произо- шло за счет его выплескивания. Подготавливать двигатель к пуску и пользоваться стартером необходимо в строгом соответствии с инструкцией по эксплуата- ции машины. При работе двигателя во время длительных стоя- нок машины рекомендуется устанавливать частоту вращения дви- гателя, при которой обеспечивается подзаряд батарей. Аккумуляторные батареи, впервые поступившие в часть с ма- шинами от заводов-изготовителей или из других частей, должны пройти контрольно-тренировочный цикл с обязательной доводкой плотности электролита в конце окончательного полного заряда в соответствии с климатической зоной (табл. 3, графа 6) *. Один раз в год все стартерные аккумуляторные батареи, на- ходящиеся в эксплуатации и хранящиеся с электролитом, дол- * Контрольно-тренировочный цикл танковым батареям, поступившим в часть вместе с машинами от заводов — изготовителей машин, не проводится. Если плотность электролита в аккумуляторах не соответствует климатической зоне эксплуатации, проводится корректировка плотности, 69
жны проходить КТЦ (для танковых батарей 12СТ-70 и 12СТ-70М через каждые 6 месяцев, для батарей 12СТ-85Р — через 9 ме- сяцев). Рекомендуется проводить КТЦ при подготовке машин к осен- не-зимней эксплуатации. В каждой части на батареи должна вестись учетно-отчетная документация (приложение 12). 7.2. ВЛИЯНИЕ УСЛОВИЙ ЭКСПЛУАТАЦИИ НА РАБОТОСПОСОБНОСТЬ АККУМУЛЯТОРНЫХ БАТАРЕЙ Аккумуляторные батареи способны надежно работать в пре- делах установленных сроков службы при соблюдении правил эксплуатации, обслуживания и хранения, изложенных в настоя- щем Руководстве. Наибольшее влияние на работоспособность и срок службы аккумуляторных батарей оказывают: температурные условия; степень разряженности батарей на машинах; уровень зарядных напряжений в бортовой сети. Низкие температуры снижают работоспособность и надеж- ность батарей. При этом следует различать три характерных тем- пературных интервала: при температуре электролита от 0°С до минус 10°С наблю- дается ухудшение разрядных и зарядных характеристик аккуму- ляторных батарей, не оказывающее существенного влияния на работоспособность батарей; при температуре электролита от минус 10 до минус 20°С про- исходит снижение величины отдаваемой батареями энергии в ре- жиме стартерного разряда и ухудшение эффективности заряда из-за значительного уменьшения зарядного тока; при температуре электролита ниже минус 20°С аккумулятор- ные батареи не обеспечивают надежного пуска двигателя и не- способны принимать заряд от генератора машины. В условиях низких температур уменьшается также разрядное напряжение на зажимах аккумуляторных батарей. В результате указанных причин существенно снижается пу- сковая мощность батарей, что является одним из основных пре- пятствий для надежного пуска двигателя. Ухудшение работоспособности аккумуляторных батарей про- исходит потому, что при низких температурах возрастает вяз- кость электролита и увеличивается его сопротивление прохожде- нию электрического тока, а также затрудняется перемешивание, необходимое для проникновения свежего электролита в поры ак- тивной массы электродов. При температурах ниже минус 35°С заливочная мастика мо- жет растрескиваться, что приведет к течи электролита. Систематические недозаряды, происходящие из-за снижения 70
зарядного тока и эффективности зарядного процесса при низких температурах, могут привести к снижению емкости батарей, раз- мораживанию и осыпанию активной массы электродов и резкому сокращению их срока службы. При высоких температурах из-за повышенного испарения во- ды быстро понижается уровень электролита в аккумуляторах, происходит повышенная коррозия токоотводов положительных электродов и увеличивается самозаряд батарей при их хранении, а также происходит перезаряд батарей на машинах, что может привести к коррозии и сокращению срока службы батарей. Для уменьшения влияния низких и высоких температур на работоспособность аккумуляторных батарей рекомендуется при- нимать меры по утеплению автомобильных батарей в зимнее вре- мя и по защите их от потоков подкапотного воздуха летом. При высоких температурах окружающей среды заряд батарей реко- мендуется проводить в ночное время. При температуре ниже ми- нус 30°С батареи необходимо с машин снимать и хранить в по- мещении с положительной температурой. Степень разряженности батарей при эксплуатации зимой до- пускается не более 25%, а летом не более чем на 50%. Зимой нельзя разряжать батареи более чем на 25%, чтобы не снижать запаса энергии и предотвратить возможное замерзание электро- лита. Температура замерзания электролита показана в табл. 16. Таблица 16 Температура замерзания электролита Плотность электролита при 25 °C, г/см3 Температура замерзания, °C Плотность электролита при 25°С, г/см3 Температура замерзания, °C 1,09 —7 1,22 —40 1,10 -8 1,23 -42 1,11 -9 1,24 —50 1,12 -10 1,25 -54 1,13 — 12 1 ,26 —58 3,14 -14 1,27 —68 1,15 — 16 1,28 —74 1,16 — 18 1,29 -68 1,17 —20 1,30 -66 1,18 —22 1,31 -64 1,19 -25 1,32 —57 1,20 —28 1,33 —54 1,21 — 34 1,40 -37 Летом не следует допускать разряженность батарей более чем на 50%, так как при более глубоких разрядах быстрее разру- шается активная масса и сокращается срок службы батарей. Степень разряженности должна проверяться при обслуживании батарей путем измерения плотности электролита согласно на- стоящему Руководству (см. подразд. 7.3). 71
Уровень и колебания зарядных напряжений в бортовой сети машины влияют на работоспособность и срок службы батарей. При большом зарядном напряжении летом батареи будут пере- заряжаться. При перезаряде происходит электролиз — разложе- ние воды на водород и кислород. Выделяющийся на положитель- ных электродах кислород вызывает усиленную коррозию (разру- шение) токоотводов электродов, из-за чего батарея преждевре- менно может выйти из строя. При низких температурах и малом зарядном напряжении ба- тарея почти не принимает заряда, из-за чего зимой может про- исходить постепенное увеличение разряженности, превышающее допустимые 25%. Поэтому необходимо периодически проверять, а в случае отклонения от нормы регулировать реле-регулятор в соответствии с инструкцией по эксплуатации машины. Для автомобильных аккумуляторных батарей рекомендуемые пределы регулировок реле-регуляторов указаны в приложении И. Напряжение бортовой сети машин, на которых устанавливаются танковые аккумуляторные батареи, поддерживается реле-регуля- тором от 26,5 до 29 В (для батарей 12СТ-70 — не выше 28,5 В). Регулировать реле-регуляторы должны только специалисты- электрики. 7.3. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ АККУМУЛЯТОРНЫХ БАТАРЕЙ ПРИ ЭКСПЛУАТАЦИИ При техническом обслуживании аккумуляторных батарей не- обходимо руководствоваться данными табл. 17 и 18, где указаны плотность электролита в зависимости от степени разряженности, объем и периодичность технического обслуживания батарей, а также следующими указаниями и рекомендациями. Таблица 17 Плотность электролита в г/см3 (приведенная к 25°С) в зависимости от степени разряженности батарей Плотность электролита ПОДЛОСТЬЮ заряженной батареи Плотность электролита батареи, разряженной Плотность электролита полностью заряженной батареи Плотно с ть электролита батареи, разряженной на 2570 на 50'7о на 25% на 50% 1,30 1,26 1,22 1,25 1,21 1,17 1,29 1,25 1,21 1,24 1,20 1,16 1,28 1,24 1,20 1,23 1,19 1,15 1,27 1,23 1,19 1,22 1,18 1,14 1,26 1,22 1,18 1,20 1,16 1,12 Проверка работосп< эсобности танковых б; атарей пр< □ВОДИТСЯ с помощью штатных и переносных приборов, как описано в пп. 7.6.1 и 7.6.2 настоящего Руководства. 72
Контроль зарядного режима автомобильных аккумуляторных батарей заключается в проверке правильности работы реле-регу- лятора непосредственно на машине. При отклонении величины регулируемого* напряжения от пределов, оговоренных в инструк- ции по эксплуатации машины, реле-регулятор должен быть снят с машины и отправлен в мастерскую для регулировки или ре- монта. Для определения степени разряженности батарей по плотно- сти электролита нужно знать, какая плотность была установлена в конце полного заряда батареи, измерить плотность электро- лита во всех аккумуляторах и температуру в среднем аккумуля- торе батареи. Понижение плотности электролита на 0,01 г/см3 соответствует потере емкости на 5...6%. Степень разряженности батарей можно определить также по табл. 17. Для правильного определения степени разряженности батарей необходимо в пока- зания ареометра вносить температурную поправку по табл. 5. Заряд аккумуляторных батарей проводится в соответствии с указаниями разд. 5 Руководства. Танковым аккумуляторным ба- тареям 12СТ-70М и 12СТ-70 допускается проводить ежемесячный подзаряд непосредственно в машинах от выпрямителей ВАК-6-28,5М1 и ВАК-12-28,5, а также с помощью СРЗ-АМ1 по способу постоянства напряжения. Снятие батарей с машин для заряда на зарядной станции проводится в этом случае один раз в три месяца. Техническое обслуживание аккумуляторных батарей с внут- ренним электрообогревом типа 6СТ-190ТРН включает проведе- ние ряда дополнительных специфических работ, объем и перио- дичность которых приведены в приложении 3. 7.4. СПОСОБЫ ПОВЫШЕНИЯ РАБОТОСПОСОБНОСТИ ТАНКОВЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ ПРИ ЭЛЕКТРИЧЕСКОМ ПУСКЕ ДВИГАТЕЛЯ В ЗИМНИХ УСЛОВИЯХ Танковые аккумуляторные батареи при допустимой для зим- них условий степени заряженное™ 75% обеспечивают надеж- ный пуск двигателя при температуре окружающего воздуха до минус 20°С. При температуре окружающего воздуха от минус 20°С до минус 30°С пуск двигателя следует осуществлять комби- нированным способом, используя для этого системы электриче- ского и воздушного пусков. При температуре окружающего воздуха ниже минус 30°С и перерывах в эксплуатации более суток аккумуляторные батареи необходимо с машин снимать и хранить в отапливаемых помеще- ниях. При ежедневной эксплуатации машин и заряженное™ ба- тарей выше 75% их можнос машин не снимать даже при эксплуа- тации в районах с умеренно холодным и холодным климатом. 73
Таблица 18 Объем и периодичность технического обслуживания аккумуляторных батарей при их эксплуатации Периодичность обслуживания Обьем обслуживания танковых батарей 6СТЭН-140М, 6СТ-140Р, 12СТ-85Р 12СТ-70М, I2CT-70 автомобильных батарей Без снятия батарей с ма- шины 1. Провести внешний осмотр и очи- стку поверхности батарей от пыли и грязи 2. Проверить: плотность крепления наконечни- ков проводов с полюсными вы- водами батарей; надежность крепления батарей на стеллажах и в гнездах; работоспособность батарей При снятых батареях с машины 1. Очистить: поверхность батарей (мастику, ящик, моноблок, перемычки) от пыли и грязи; контактные поверхности вывод- ных зажимов от окислов 2. Проверить: чистоту вентиляционных отвер- стий в пробках; при необходимо- сти прочистить их; Один раз в 15 дней То же Один раз в три месяца. Ле- том при температуре 25°С и выше — один раз в месяц То же Один раз в 15 дней То же При ежемесячном заряде на зарядной станции То же При ТО-1 машины, но не ре- же одного раза в 15 дней То же При ТО-1 машины, но не реже: летом — одного раза в 15 дней, зимой — одного раза в месяц То же
отсутствие трещин в мастике; обнаруженные трещины и вспу- чивания оплавить нагретым элек- тропаяльником с насадкой; уровень электролита во всех ак- кумуляторах; довести его до нормы 3. Нейтрализовать поверхность ба- тарей 10% раствором кальциниро- ванной соды или нашатырного спир- та » 4. Проверить степень разряженно- сти по плотности электролита. При степени разряженности более допу- стимой отправить батареи на за- рядную станцию Один раз в три месяца. Ле- том при температуре 25°С и выше и зимой при температу- ре —10°С и ниже —один раз в месяц При ежемесячном заряде на зарядной станции При ТО-2 машины, но не ре- же одного раза в три месяца летом и одного раза в месяц зимой 5. Провести контроль зарядного режима для автомобильных бата- рей — При ТО-2 машины, но не реже одного раза в три меся- ца летом и одного раза в ме- сяц зимой 6. Провести полный заряд на за- рядной станции При разряженности При переходе с летней эксплуатации на зимнюю и с зимней на летнюю i батарей летом на 50°/< Ежемесячно незави- симо от степени раз- ряженности ), а зимой на 25% 7. Провести контрольно-тренировоч- ный цикл Один раз в год (12СТ-85Р — один раз в 9 месяцев) Один раз в 6 меся- цев Один раз в год. При по- ступлении в часть вместе с машинами от автомобильных заводов и других частей При поступлении с машинами от других частей Примечание. Под термином «лето» (если нет указаний на конкретную температуру) понимается период года, Oi когда устойчивая окружающая температура выше 5°С. Под термином «зима» — когда эта температура ниже 5°С.
Пусковые возможности частично разряженных холодных ак- кумуляторных батарей могут быть повышены путем их кратко- временного подзаряда перед пуском двигателя в течение 10 мин от постороннего источника с напряжением 26... 29 В. Улучшение пусковых- возможностей батарей проявляется в повышении их начальной пусковой мощности за счет более высокого разрядного напряжения. Подзаряд батарей следует осуществлять после двух- трех предварительных попыток пуска двигателя электрическим стартером, если они окажутся неудачными. Подзаряд батарей может быть осуществлен от любого источ- ника питания постоянного тока, имеющего напряжение 26... 29 В и мощность 0,5 кВт и более. Наиболее целесообразно для этой цели использовать выпрямители типа ВАК с номинальным напря- жением 28,5 В. Подсоединение выпрямителей и других источни- ков питания и подзаряд следует осуществлять, как указано в подразд. 5.2. В полевых условиях можно применять источники питания подвижных машин типа МТО-70, МЭС, МТП-2, ТРМ-75 и др. Для обеспечения внешнего пуска двигателей в условиях низ- ких температур используется также табельная «буферная груп- па» аккумуляторных батарей, которая должна храниться при по- ложительной температуре. Одна буферная группа батарей с по- ложительной температурой электролита обеспечивает надежный пуск двигателей 10... 12 машин с разогревом их подогревателями до пускового состояния от штатных аккумуляторных батарей или другого внешнего источника тока или позволяет разогреть 10 ма- шин при условии, что непосредственный пуск двигателя должен в этом случае проводиться от других источников тока. Для питания подогревателей могут использоваться выпрями- тели типа ВАК мощностью 6 и 12 кВт с номинальным напряже- нием 28,5 В. Эти выпрямители могут одновременно обеспечивать питание подогревателей на 10 и 20 машинах (соответственно для выпрямителей мощностью 6 и 12 кВт). 7.5. СПОСОБЫ ОБЕСПЕЧЕНИЯ РАБОТОСПОСОБНОСТИ АВТОМОБИЛЬНЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ В ЗИМНИХ УСЛОВИЯХ Эксплуатация аккумуляторных батарей в зимних условиях требует специальных мероприятий, направленных на обеспече- ние работоспособности и надежности батарей при низких темпе- ратурах. Температурный режим аккумуляторных батарей характери- зуется температурой электролита. Температура электролита ак- кумуляторных батарей при эксплуатации машин в зимних усло- виях зависит от условий эксплуатации и места хранения маши- ны, температуры окружающего воздуха и скорости ветра, места установки батарей на машине и эффективности применяемого способа их утепления и обогрева. 76
При хранении машин более суток на открытых площадках или в неотапливаемых хранилищах при температуре окружаю- щего воздуха ниже минус 15°С аккумуляторные батареи сни- маются с машин и хранятся в отапливаемых помещениях, за ис- ключением случаев: когда на машине применяются средства обогрева батарей, обеспечивающие поддержание такого их теплового состояния, при котором независимо от температуры наружного воздуха и скорости ветра температура электролита в батарее не снижается более чем до минус 5°С; когда перед пуском двигателя применяются средства форси- рованного разогрева аккумуляторных батарей на машине; когда продолжительность стоянки машины на открытой пло- щадке не превышает 10 ч; когда машины хранятся в отапливаемом помещении с темпе- ратурой, при которой сохраняется полная работоспособность ба- тарей. Для повышения пусковой мощности аккумуляторных батарей в качестве основной меры рекомендуется обеспечение необходи- мого их теплового состояния содержанием в отапливаемых поме- щениях или на открытых площадках на машинах путем их обо- грева с одновременным утеплением. Обогрев аккумуляторных батарей может быть обеспечен сле- дующими способами: питанием встроенных внутри аккумуляторов электрических нагревателей от источника электроэнергии постоянного или пе- ременного тока (батареи типа 6СТ-190ТРН) как на стоянке, так и в движении машины; поддержанием температуры окружающего воздуха внутри теп- лоизолирующего контейнера с аккумуляторными батареями от внешнего источника тепловой или электрической энергии как на стоянке, так и в движении машины. Способ обеспечения работоспособности батарей при низких температурах путем их внутреннего электрообогрева реализо- ван в аккумуляторной батарее 6СТ-190ТРН (см. приложение 3)v На машинах, где предусмотрены штатные обогреваемые теп- лоизолирующие контейнеры, обогрев размещенных в них акку- муляторных батарей осуществляется теплым воздухом, отрабо- тавшими газами двигателя, нагретыми жидкостями и т. п., а так- же электрообогревом самого контейнера от внешнего источника электроэнергии на стоянке и от генераторной установки машины в движении. На машинах, где штатные обогревные контейнеры не предус- мотрены, рекомендуется утепление аккумуляторных батарей вой- лочными чехлами. Такой способ повышает работоспособность электропусковой системы двигателя в условиях низких темпера- тур от минус 35 до минус 40°С при работе двигателя на загу- щенных моторных маслах при содержании в межсменное время на П
открытых площадках в течение не более 10 ч в сутки. При этом рекомендуется при первой возможности, но не реже одного раза в месяц, производить полный заряд батарей на зарядной станции при положительной температуре. Для повышения пусковой мощности аккумуляторных батарей при низких температурах в случаях, когда отсутствует возмож- ность их утепления и обогрева, рекомендуется: использование при пуске двигателя буферной схемы включе- ния собственной батареи на машине с батареей аналогичной ма- шины или специальной внешней группы батарей; использование внешних пусковых источников (электромашин- ные агрегаты, мощные выпрямительные установки, специальные аккумуляторные группы с периодическим или постоянным под- зарядом). 7.6. КОНТРОЛЬ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТАНКОВЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ В МАШИНАХ Состояние батарей может быть проверено без снятия их с ма- шины с помощью штатного вольтамперметра, установленного на щитке механика-водителя, или переносным прибором. 7.6.1. Проверка состояния батарей с помощью штатного вольтамперметра а) Проверка батарей на отсутствие утечки тока Отсутствие утечки тока проверяют по показанию вольтампер- метра при неработающем двигателе и выключенных выключателе батарей и потребителях электроэнергии. Нажимают на кнопку вольтамперметра и отмечают положение стрелки прибора. При отсутствии утечки тока стрелка прибора должна стоять на нуле. Если показание прибора не равно нулю, то это свидетельствует о наличии утечки тока, вызывающей повышенный саморазряд; чаще всего это происходит вследствие загрязнения поверхности батарей и мастики электролитом и реже — плохого состояния изоляции проводов. При наличии утечки тока батареи нужно снять со штатных мест, очистить от загрязнений и нейтрализо- вать электролит, попавший на поверхность батарей. б) Проверка состояния батарей по э.д.с. и напряжению Включают выключатель батарей, нажимают на кнопку вольт- амперметра и замеряют э.д.с. батарей при неработающем двига- теле и выключенных потребителях электроэнергии. При исправ- ных и заряженных аккумуляторных батареях показание прибора должно быть больше 24 В. Если показание прибора меньше 24 В, батареи необходимо снять и сдать на зарядную станцию. При нормальной степени заряженности батарей проверяют их состояние по величине напряжения при прокручивании коленча- 78
того вала двигателя. Нажимают на кнопку стартера без подачи топлива и кнопку вольтамперметра и замеряют показание при- бора. Прибор должен показывать значения напряжения не ниже указанного в табл. 19. Таблица 19 Минимально допустимые значения напряжения танковых аккумуляторных батарей при прокручивании коленчатого вала двигателя Тип батарей Значения напряжения по вольтамперметру, В, в систе- мах электрического пуска с номинальным напряжением 48 В 24 В 6СТ-140Р 15... 16 16...17 6СТЭН-140М 14... 15 14...15 12СТ-85Р 12СТ-70М 16... 17 12СТ-70 15... 16 Примечание. В числителе — напряжение при положительной темпера- туре окружающей среды, в знаменателе — при отрицательной температуре. Если значение напряжения при прокручивании коленчатого вала двигателя стартером ниже указанного в табл. 19, то это свидетельствует о том, что батареи изношены ниже допустимых норм или неисправны и должны быть сняты с машин для про- верки или восстановления на зарядной станции. в) Проверка степени зараженности батарей по величине зарядного тока Если батареи заряжены на 75... 90%, то величина зарядного тока при работе двигателя на эксплуатационных частотах вра- щения (не ранее чем через 15 мин после пуска) должна состав- лять 45... 20 А соответственно. Увеличение значения зарядного тока указывает на большую степень разряженности батарей. Проверка степени заряженности батарей проводится при положительной температуре электро- лита. Степень заряженности батарей по величине зарядного тока мо- жет быть определена более точно, если использовать для этой цели номограмму, приведенную на рис. 45. Пользуются номо- граммой следующим образом: определяют по штатному вольтамперметру машины напряже- ние бортовой сети и зарядный ток при работе двигателя на эксплуатационных частотах вращения (после пуска двигатель должен проработать не менее 15 мин); 79
принимают температуру электролита равной температуре ок- ружающего воздуха; Рис. 45. Номограмма для определения степени заряженности акку- муляторных батарей находят на горизонтальной оси номограммы температурный диапазон и значение напряжения бортовой сети, а на вертикаль- ной оси — величину зарядного тока; по пересечению линии напряжения и линии зарядного тока определяют на кривых номограммы степень заряженности бата- рей в процентах. Пример пользования номограммой Напряжение бортовой сети и зарядный ток, измеренные по штатному вольтамперметру, составляют 27,5 В и 50А соответственно. Температура окру- жающего воздуха составляет 15°С. Определить степень заряженности батарей. Решение. Принимаем температуру электролита равной 15°С. Выбираем соответствующий температурный диапазон равный в данном случае 11 ... 20°С. Находим пересечение вертикальной линии, соответствующей напряжению 27,5 В, и горизонтальной линии, соответствующей зарядному току 50 А. Точка пересе- чения линий на кривой номограммы соответствует степени заряженности бата- реи около 78%. 80
7.6.2. Проверка степени заряженности батарей переносным прибором Переносный прибор (рис. 46) позволяет определять степень заряженности аккумуляторных батарей, как установленных в машинах на штатных местах, так и хранящихся вне ма- шины. Измерительная часть прибора представляет собой стрелочный вольтметр магнитоэлектрической системы, шкала которого про- градуирована в процентах степени заряженности батарей. На лицевой панели прибора рас- положены: шкалы плотности электролита; шкала для определения степени заряженности батарей; рукоятка потенциометра для ус- тановки начальной плотности элект- ролита; переключатель .напряжения в за- висимости от напряжения проверяе- мых батарей (12 или 24 В). Для определения степени заря- женности батарей необходимо: подключить к прибору соедини- тельный провод; установить рукоятку потенцио- метра в положение, соответствующее плотности электролита полностью заряженной батареи для данной кли- матической зоны (начальной плот- ности) ; установить переключатель напря- жения при проверке группы батарей Рис. 46. Прибор для опреде- ления степени заряженности батарей. Общий вид: 1 — шкала плотности электролита; 2 — рукоятка потенциометра; 3 — переключатель напряжения; 4 — шкала для определения степени заряженности батарей в машине в положение «24 В», а при проверке одиночных бата- рей в положение «12 В» или «24 В» в зависимости от номиналь- ного напряжения проверяемой батареи; подключить соединительные провода (соблюдая полярность) к полюсным выводам батареи или группы батарей; произвести по отклонению стрелки прибора отсчет степени за- ряженности батарей (группы батарей) в процентах. Подключение прибора к батареям при определении степени заряженности всей группы батарей машины нужно производить следующим образом: в машинах с 24-вольтовой системой пуска — непосредственно к выводам группы батарей; в машинах с 48-вольтовой системой пуска — «плюс» прибора к выводу «+1» РСГ (реле стартер-генератора), а «минус» при- бора к выводу «—2» РСГ. 81
При контроле заряженности батарей, установленных в загер- метизированных машинах, прибор подключается к переходным щиткам системы подзаряда малыми токами. При этом должен быть вынут предохранитель зарядной цепи соответствующей ма- шины. Для определения степени заряженности батарей без снятия их с машин необходимо предварительно: в машинах с батареями 12СТ-70М, 12СТ-70 и 12СТ-85Р отсоединить перемычки от мину- совых полюсных выводов каждой батареи; в машинах с бата- реями 6СТЭН-140М и 6СТ-140Р — отсоединить перемычки от ми- нусовых полюсных выводов задних (по ходу машины) или ниж- них батарей, в зависимости от расположения батарей в машине. Затем подключать прибор поочередно к выводам каждой ба- тареи. Необходимо учитывать, что точность определения степени за- ряженности зависит от времени бездействия батарей после вы- ключения их с заряда (на зарядной станции, в машине, малыми токами). Чем больше промежуток времени от момента выключения ба- тарей с заряда до измерения, тем меньше ошибка. Измерение следует проводить не раньше чем через 8... 10 ч после выключе- ния батарей с заряда. При этом точность определения степени за- ряженности составит 10... 12%. Через 24 ч бездействия батарей ошибка является минимальной и составляет 5... 6%. Пользоваться прибором непосредственно после прекращения заряда батарей не разрешается. Если степень заряженности батарей прибором определяется при температуре электролита ниже 0°С, то в показания прибора нужно вводить поправку на температуру, прибавляя ее к показа- ниям прибора: для 12-вольтовой батареи — 0,2% на каждый градус темпе- ратуры; для 24-вольтовой батареи или группы батарей — 0,4% на каж- дый градус. 7.6.3. Проверка уровня электролита в аккумуляторах с помощью прибора-индикатора Для проверки уровня электролита в аккумуляторах с помо- щью прибора-индикатора (рис. 47) батареи должны быть выдви- нуты со штатных мест. Порядок проверки следующий: подключить провода датчика к выводам контролируемой ба- тареи; вставить трубку датчика в заливное отверстие аккумулятора до упора в предохранительный щиток; 82
опустить (путем нажима) движок датчика до момента заго- рания сигнальной лампы; Рис. 47. Прибор-индикатор для проверки уровня электро- лита: / — корпус прибора; 2 — шкала уровня электролита; 3 — соединитель- ные провода; 4 —движок датчика; 5 — трубка датчика по положению движка на шкале датчика произвести опреде- ление уровня электролита.
8. ХРАНЕНИЕ АККУМУЛЯТОРНЫХ БАТАРЕЙ 8.1. ОБЩИЕ ПОЛОЖЕНИЯ Хранение аккумуляторных батарей является важным этапом, в значительной степени определяющим их работоспособность при эксплуатации. От правильной организации хранения, своевремен- ного и качественного обслуживания батарей во многом зависит как работа их после приведения в рабочее состояние, так и го- товность к использованию при хранении с электролитом. Аккумуляторные батареи могут содержаться на хранении как в сухом виде, так и приведенными в рабочее состояние (зали- тыми электролитом). Сухие батареи и батареи, залитые электро- литом, рекомендуется хранить в отдельных вентилируемых поме- щениях установленными на стеллажах. Допускается их совмест- ное хранение в общем помещении, но в этом случае батареи дол- жны быть размещены раздельно. Совместное хранение кислот- ных и щелочных аккумуляторных батарей не допускается. При наличии в помещении (хранилище) печей или других на- гревательных приборов батареи должны устанавливаться от них на расстоянии не менее одного метра. Размещение батарей в хранилище должно производиться таким образом, чтобы исклю- чить возможность воздействия на них прямых солнечных лучей. Планировка хранилища, его площадь, а также размещение батарей должны обеспечивать возможность и удобство проведо ния* всех работ, связанных с осмотром и обслуживанием батарей в процессе их хранения. 8.2. ХРАНЕНИЕ АККУМУЛЯТОРНЫХ БАТАРЕЙ В СУХОМ ВИДЕ 8.2.1. Хранение аккумуляторных батарей в складских условиях Сухие (не залитые электролитом) аккумуляторные батареи рекомендуется хранить в неотапливаемых помещениях: танко- вые— при температуре окружающего воздуха до минус 40°С; автомобильные — до минус 30°С. Допускается хранение танковых и автомобильных батарей в отапливаемых помещениях. При хранении батарей на складах их следует размещать на поддонах (рис. 48), обеспечивающих их укладку партиями по типам, а батареи каждого типа по годам выпуска. Укладка бата- рей производится в штабеля рядами (рис. 49). В случае если 84
Рис. 48. Поддон для штабельной укладки батарей (размеры даны в сантиметрах) Рис. 49. Хранение сухих (не залитых электролитом) акку- муляторных батарей в штабельной укладке 85
танковые батареи укладываются в штабеля без поддонов, необхо- димо устанавливать батареи не более чем в три яруса, прокла- дывая между ярусами деревянные прокладки. Перед постановкой батарей на хранение необходимо прове- рить плотность затяжки вентиляционных пробок, наличие и це- лость герметизирующих деталей (уплотнительные диски, герме- тизирующие пленки, стержни, колпачки и т. д.). Батареи уста- навливаются в нормальное положение. Запрещается укладывать батареи на боковые или торцовые стенки. Полюсные выводы тан- ковых батарей должны быть смазаны смазкой ПВК ГОСТ 19537—74 или консервационным маслом К-17 ГОСТ 10877—76 и обвернуты плотной бумагой, закрепленной шпагатом. У аккумуляторных батарей типа 6СТ-190ТРН допол- нительно должны быть защищены от попадания пыли, влаги, грязи выводные шпильки коммутационной панели. Срок хранения танковых, автомобильных и мотоциклетных ба- тарей в сухом виде приведен в табл. 23. До истечения установ- ленного срока хранения в сухом виде батареи должны быть при- ведены в рабочее состояние и сданы в эксплуатацию. Форма кни- ги учета аккумуляторных батарей дана в приложении 13. В про- цессе хранения (не реже одного раза в три месяца) проводится осмотр 25% батарей, при этом каждый раз осмотру подвергается новая партия. При осмотре батарей проверяется: состояние мастики (трещины, вспучивания, отслоения масти- ки от стенок ящика и моноблока или крышек не допускаются); плотность затяжки вентиляционных пробок аккумуляторов; состояние деревянных ящиков и моноблоков. В случае если хотя бы в одной батарее окажутся поврежде- ния, осмотру подвергается вся партия. На батареи, у которых обнаружены трещины в мастике, крышках аккумуляторов или деревянных ящиках, составляется акт-рекламация. 8.2.2. Хранение аккумуляторных батарей, предназначенных для машин длительного хранения В воинских частях на хранении в сухом виде содержатся ба- тареи, предназначенные для машин длительного хранения. Пе- ред постановкой на хранение на ящиках танковых аккумулятор- ных батарей наносятся номерные и опознавательные обозначе- ния, указывающие на принадлежность батарей к подразделени- ям и машинам (приложение 14). В хранилищах батареи размещаются по подразделениям на стеллажах в один ряд. Конструкция стеллажей, расстояние меж- ду ними и размещение батарей должны обеспечить удобство про- ведения всех работ, связанных с осмотром и обслуживанием ба- тарей в процессе хранения. Периодичность, порядок и содержа- ние осмотра сухих батарей такие же, как при хранении их в складских условиях (п. 8.2.1). 86
Аккумуляторные батареи, у которых истекает установленный срок хранения в сухом виде, должны быть приведены в рабочее состояние и сданы в эксплуатацию. Приведение танковых батарей в рабочее состояние может производиться либо обычными способами (подразд. 4.3), либо ускоренным способом — в особых случаях (подразд. 4.4). Для всех сухих батарей, находящихся на хранении, необхо- димо иметь запас электролита установленной плотности. Для автомобильных батарей, предназначенных к ускоренному приве- дению в рабочее состояние путем заливки их горячим электроли- том, создается запас раствора плотностью 1,19 г/см3 и серной ак- кумуляторной кислоты в соответствии с табл. 8. 8.3. ХРАНЕНИЕ АККУМУЛЯТОРНЫХ БАТАРЕЙ, ПРИВЕДЕННЫХ В РАБОЧЕЕ СОСТОЯНИЕ На хранение могут быть установлены как новые, так и быв- шие в эксплуатации, исправные и полностью заряженные бата- реи. Постановка на хранение не полностью заряженных батарей запрещается. Хранение аккумуляторных батарей с электролитом произво- дится либо в специальных хранилищах, либо непосредственно на машинах. При хранении батарей в машинах, выключатели бата- рей, где они имеются, должны быть установлены в положение «Выключено». В противном случае необходимо отсоединить про- вод от минусового вывода батареи. При содержании и хранении батарей с электролитом как на машинах, так и в хранилищах с целью сбережения батарей, сни- жения трудозатрат и компенсации емкости, утраченной в резуль- тате саморазряда, их хранение рекомендуется производить с под- зарядом малыми токами в соответствии с требованиями разд. 9. Перед постановкой на хранение танковых батарей, находив- шихся в эксплуатации на машинах либо поступивших в часть с машин из других войсковых частей, проводится контрольно-тре- нировочный цикл. Новым (не бывшим в эксплуатации) батареям контрольно-тренировочный цикл при постановке на хранение не проводится. Перед постановкой батарей на хранение необходимо выпол- нить следующие работы: произвести полный заряд батарей на зарядной станции, от- корректировать плотность и уровень электролита в соответствии с требованиями разд. 5. Исключение составляют автомобильные батареи, устанавливаемые на хранение в зоне с холодным кли- матом. В этом случае плотность электролита должна быть пони- жена до 1,29 г/см3, так как хранение батарей с электролитом вы- сокой плотности ускоряет разрушение электродов; ввернуть пробки в аккумуляторы, предварительно прочистив их вентиляционные отверстия; 87
Рис. 50. Двухъярусный стеллаж для хра- нения аккумуляторных батарей тщательно нейтрализовать поверхность батарей 10-процентным раствором кальцинированной соды или нашатырного спирта, про- тереть смоченной в чистой воде ветошью и вытереть насухо. У ба- тарей 6СТ-190ТРН дополнительно необходимо нейтрализовать выводные шпильки коммутационной панели, промыть их дистил- лированной водой, просушить, смазать и закрыть крышкой; выводы и перемычки очистить от окислов (белого или зеле- ного цвета); болты и гайки, полюсные выводы смазать тонким слоем смазки, указанной в п. 8.2.1; при необходимости произвести подкраску деревянных ящиков танковых батарей кислотостойким лаком; на передних торцовых стенках батарей нанести (обновить) номерные опознавательные обозначения в соответствии с их при- надлежностью к подразделениям и машинам. В хранилище батареи устанавливаются на стеллажах в один ряд на каждом ярусе. Конструкция стеллажей для хранения ба- тарей должна обеспечи- вать возможность и удоб- ство проведения контроля плотности и температуры электролита в батареях. На рис. 50 показан двухъ- ярусный стеллаж для хра- нения батарей с электро- литом. Температура возду- ха в помещении для хра- нения батарей с электро- литом допускается от ми- нус 30°С (от минус 40°С для батарей 6СТ-190ТРН) до плюс 45°С. Однако для обеспечения работоспособ- ности танковых батарей при пуске двигателей ма- шин в холодное время года минимальную температуру воздуха в хранилище сле- дует поддерживать не ни- же 5°С. Допускается хранение батарей на штатных местах в машине круглый год. В холодное время года при устойчивой температуре окружающего воздуха (минус 30°С и ниже для танковых и ми- нус 15°С и ниже для автомобильных батарей) батареи с машин снимаются и хранятся в отапливаемых помещениях. Объем и периодичность обслуживания батарей при хранении их с электролитом, без подзаряда малыми токами, указаны в табл. 20. Обслуживание батарей, находящихся на подзаряде малыми токами, производится в соответствии с указаниями разд. 9 88
Таблица 20 Объем и периодичность технического обслуживания аккумуляторных батарей при хранении их с электролитом Объем обслуживания Периодичность обслуживания танковых батарей автомобильных и мотоциклетных батарей 6СТЭН-140М, 6CT-I40P, 12СТ-85Р 12СТ-70, 12СТ-70М Внешний осмотр, очистка зажимов (без демонтажа батарей с машин) Проверка степе- ни - заряженности (ареометром, пе- реносным прибо- ром) и уровня электролита Полный заряд на зарядной станции Контрольно-тре- нировочный цикл При температу- ре окружающего воздуха 25°С и бо- лее — ежемесячно, в остальное время года — один раз в три месяца При разряжен- ности на 25%, но не реже одного ра- за в три месяца Один раз в год (12СТ-85Р — один раз в 9 месяцев) Один раз в месяц Один раз в ме- сяц При разряжен- ности на 25%, по не реже одного ра- за в месяц Один раз в 6 ме- сяцев Летом — один раз в месяц, зи- мой — один раз в три месяца При разряжен- ности зимой на 25% и летом на 50%, но не реже одного раза в три месяца Один раз в год
9. ХРАНЕНИЕ АККУМУЛЯТОРНЫХ БАТАРЕЙ С ПОДЗАРЯДОМ МАЛЫМИ ТОКАМИ 9.1. ХРАНЕНИЕ ТАНКОВЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ 9.1.1. Общие положения Подзаряд батарей малыми токами производится с целью ком- пенсации потери емкости от саморазряда приведенных в рабочее состояние аккумуляторных батарей. Подзаряд батарей типа 6СТЭН-140М и 6СТ-140Р произво- дится во всех климатических зонах СССР; батареи типа 12СТ-70, 12СТ-70М и 12СТ-85Р подзаряжать малыми токами разрешается только в условиях умеренного и холодного климата. Батареи могут быть установлены на подзаряд как в машинах (в том числе и в загерметизированных методом «заклейка», «че- хол» или «получехол»), так и в хранилищах (на стеллажах). На подзаряд разрешается устанавливать только исправные и полностью заряженные батареи. Подзаряд танковых батарей в машинах и в хранилищах про- изводится непрерывно. Разрешается приостанавливать подзаряд на срок до 10 суток при ремонте сети и на праздничные дни. Подзаряд батарей малыми токами производится по методу по- стоянства напряжения, которое должно в определенных пределах поддерживаться на зажимах батарей. При подзаряде батарей в машинах необходимо соблюдать следующие меры безопасности: выдерживать установленный зарядный режим; перед отсоединением батарей от сети, а также перед включе- нием в работу подогревателя на 3... 5 мин открыть верхний люк и проветрить внутренний объем машины; при отсоединении батарей от бортовой сети не допускать ко- ротких замыканий; обслуживание батарей производить вне машины; выступающие части гильз и снарядов, расположенных около батарей, оградить фанерным щитком; внутри машины запрещается пользоваться открытым пламе- нем; выключатель батарей в процессе подзаряда, а также при их установке и снятии должен находиться в выключенном поло- жении; включать выключатель разрешается только на период ос- мотра (технического обслуживания) машины. Для осуществления контроля за режимом подзаряда батарей и ведения соответствующей документации (журналов) в воинской части выделяются два-три ответственных лица, изучивших настоя- щие правила проведения подзаряда батарей малыми токами. 90
Периодический контроль уровня и плотности электролита, до- ливка дистиллированной воды в батареи производится аккумуля- торщиками под наблюдением помощника начальника службы по электро- и спецоборудованию или техников подразделений. Операции по снятию (установке) батарей с машин, нейтрализа- ция их поверхности и подкраска выполняются экипажами машин. При поступлении в воинскую часть подзарядные блоки дол- жны проходить приемные испытания, а ввод их в эксплуатацию должен оформляться актом комиссии, назначенной приказом по части. В случае отказа в работе нового подзарядного блока или выхода его из строя в течение гарантийного срока службы со- ставляется акт-рекламация. При температуре окружающего воздуха ниже 5°С саморазряд батарей практически прекращается, поэтому подзаряжать бата- реи малыми токами в зимнее время года не следует. При пре- кращении подзаряда батарей подзарядный блок необходимо от- ключить от сети и хранить в сухом помещении. 9.1.2. Устройство сети подзаряда В сеть подзаряда батарей малыми токами входят подзаряд- ный блок, комплект переходных шунтов и электрические провода. На рис. 51 и 52 показаны принципиальные схемы сетей под- заряда батарей при их хранении в машинах, расположенных в боксе в один и два ряда. На каждый бокс необходимо иметь индивидуальную сеть, к которой допускается подключать до 32 машин с установлен- ными на них батареями типа 6СТЭН-140М и 6СТ-140Р или не бо- лее 20 машин с батареями типа 12СТ-70, 12СТ-70М и 12СТ-85Р*. Принципиальные схемы сетей подзаряда батарей в хранилище приведены на рис. 53 и 54. В хранилище к одному подзарядному блоку допускается под- ключать на подзаряд до 120 батарей типа 6СТЭН-140М и 6СТ-140Р или до 80 батарей типа 12СТ-70, 12СТ-70М и 12СТ-85Р. В группах батареи соединяются на номинальное напряжение 24 В. Для подзаряда батарей малыми токами используются подза- рядные блоки типа БЭА9814-02А0, БЭА9814-02В0, БЭА9814-02Д0 и БЭА9814-02Е1, представляющие собой выпрямители со стаби< лизацией выходного напряжения. Подзарядные блоки обеспечивают установку и поддержание стабилизированного напряжения в диапазоне от 25 до 28 В и максимальный выпрямленный ток до 15 А**, * Номинальное напряжение бортовой сети машин должно быть 24 В не- зависимо от количества установленных в них батарей. ** У блока БЭА9814-02А0 значение максимального выпрямленного тока 8 А, у блока БЭА9814-02ДО — 10... 15 А. 91
Сеть з 123456769 10 111213 И1516171813 20 Группа машин Рис. 51. Принципиальная схе- ма сети подзаряда батарей малыми токами при их хране- нии в машинах (для 20 ма- шин, расположенных в один ряд): 1 — подзарядный агрегат; 2 — пере- носный вольтметр; 3 — главная ли- ния; 4 — боковая отводка; 5 — пе- реходный щиток; 6 — соединитель- ный кабель Рис. 52. Принципиальная схе- ма сети подзаряда батарей малыми токами при их хране- нии в машинах (для 20 ма- шин, расположенных в два ряда): 1 — переносный вольтметр-. 2— под- зарядный агрегат; 3 — переходный щиток; 4 — главная линия; 5 — бо- ковая отводка: б — соединитель- ный кабель 92
Рис. 53. Принципиальная схема сети подзаряда 12-вольтовых батарей в хранилище: 1 — переносный вольтметр; 2 — подзарядный агрегат; 3 — предохранитель на 20 А; 4 соединительные провода Сеть Рис. 54. Принципиальная схема сети подзаряда 24-вольтовых батарей в хранилище: / — переносный вольтметр: 2 — подзарядный агрегат; 3 — предохранитель на 20 А: 4 — соединительные провода 83
В настоящее время в воинские части поступает подзарядный блок типа БЭА9814-02Е1. Внешний вид этого блока показан на рис. 55. Подробное описание устройства и правила эксплуатации подзарядного блока приведены в заводской инструкции. 4 5 Рис. 55. Подзарядный блок БЭА9814-02Е1: / — вольтметр; 2— ручка установки зарядного напряжения; 3 — сигнальная лампа; 4 — амперметр; 5 — ручка для пере- носки блока: 6— крышка предохранителей; 7 — зажим для заземления блока; 8 — провод с вилкой для включения в сеть переменного тока; 9 — зажимы для подключения на- грузки; 10 — выключатель; 11 — регулятор тока отсечки В комплект подзарядного блока входят переходные щитки (рис. 56), предназначенные для подключения батарей на подза- ряд, для периодической проверки исправности сети подзаряда и подключения переносных ламп при обслуживании машин. Прин- ципиальная схема переходного щитка показана на рис. 57. На щитке (рис. 56) смонтированы два блока БЗ-ЗО с предохраните- лями на 20 А, четыре вывода и две розетки ШР-51. К выводам ЛМ и ПМ подключаются батареи соответственно левой и правой машины. 9.1.3. Монтаж сети подзаряда Монтаж сети подзаряда батарей в машинах выполняется по схеме, приведенной на рис. 51 и 52. Монтаж сети включает: уста- новку подзарядного блока и подвод к нему питающего напряжения; установку (закрепление) переходных щитков; про- ведение расчета и монтаж проводов магистральной линии и боко- вых отводок; изготовление и оборудование соединительных кабелей. 94
к 2 Рис. 56. Внешний вид переходного щитка: / — штепсельные розетки ШР-51; 2 — блоки защиты БЗ-ЗО; 3 — выводы для подключения соединительного кабеля Рис. 57. Принципиальная схема переходного щитка: 1 — штепсельные розетки; 2 —предохранители; 3 — выводы для подключения соединительного кабеля 95
Подзарядный блок устанавливается снаружи парка — стоянки машин в металлическом заземленном ящике на отдельной опоре. Металлический ящик должен закрываться на замок и иметь уда- ление от стены не менее 0,5 м. Ящик должен быть защищен от прямых солнечных лучей и от воздействия атмосферных осадков на подзарядный блок. Питание подзарядного блока должно осуществляться от сети переменного тока по самостоятельной линии, не связанной с сетью, к которой подключены мощные потребители электроэнер- гии. На вводе проводов до подзарядного блока должны быть установлены рубильник и предохранители, помещенные в метал- лический заземленный ящик на несгораемом основании. Установка переходных щитков производится на опорах (стол- бах) между машинами или на стене бокса на высоте 1,5...2 мот пола. Для монтажа сети применяются следующие провода: для магистральной линии и проводов, соединяющих с ней под- зарядный блок, и для боковых отводок — провода марки БПВЛ, ЛПРГС, ПР и ПРГ; для соединительного кабеля — кабель марки КРПТ, ШРПЛ или ШБРЛ. Магистральная (главная) линия выполняется из проводов та- кого сечения, чтобы падение напряжения в ней на участке от места подключения подзарядного блока до места подсоеди- нения наиболее удаленной боковой отводки не превышало 0,2 В. В связи с тем что длина магистральной линии, боковых отво- док и соединительных кабелей зависит от конкретной плани- ровки парков — стоянок (боксов) машин, в каждом отдельном случае сечение проводов магистральной линии необходимо рас- считать в соответствии с указаниями приложения 15. Сечение проводов сети, рассчитанное для различного количе- ства машин, подключаемых на подзаряд, а также условий их размещения приведено в табл. 21. Монтаж проводов магистральной линии и боковых отводок производится на роликах или изоляторах таким образом, чтобы они не переплетались между собой и не касались строения. Про- вода боковых отводок прокладываются против проходов между двумя машинами. При монтаже сети необходимо выдерживать одинаковые размеры всех боковых отводок и соединительных кабелей с точностью ±1м. Расстояние между проводами магист- ральной линии должно быть не менее 150 мм, а боковых отво- док— 50 ...70 мм. Необходимо обращать внимание на надежность контактных соединений^ на всех участках сети подзаряда. Для этого провода боковых отводок должны припаиваться к магист- ральной линии, а концы проводов, подсоединяемых к подзаряд- ному блоку и переходным щиткам, оборудоваться наконечни- ками. 96
Таблица 21 Сечение Проводов сёти для подзаряда батарей малыми токами в машинах Количе- ство машин Рядность расположе- ния машин Место подсоеди- нения подзарядного блока Сечение проводов, мм2 для батарей 6СТЭН-140М и€СТ-140Р для батарей 12СТ-70, 12СТ-70М и 12СТ-85Р маги- стральная линия боковые отводки соединитель- ный кабель маги- стральная линия боковые отводки соединитель- ный кабель 10 1 В середине 10 2,5 2,5 25 4 2,5 16 1...2 То же 25 2,5 2,5 25 4 2,5 20 1...2 » 25 2,5 2,5 35 4 2,5 32 2 > 50 2,5 2,5 —• — Примечание. Для зон с жарким климатом расчетное сечение проводов необходимо увеличить в два раза. Соединительный кабель подключается к переходному щитку наконечниками 3 (рис. 58). На другом конце кабеля к одной жиле (плюсовый провод) припаивается наконечник 2 (диаметр отверстия 11 мм), а к другой (минусовый провод)—зажим 1. При отсутствии зажима к минусовому проводу необходимо при- паять латунную пластину с вырезом. Плюсовые наконечники кабеля должны быть окрашены (кроме контактных поверхностей) красной краской и иметь обозначение «4-», а зажим (пластина) минусового провода покрыт кислотостойким лаком. Для подсоединения соединительного кабеля к батареям плю- совый провод подключается к плюсовому выводу внешней за- Рис. 58. Соедини- тельный кабель: 1 — зажим; 2 и 3 — наконечники; 4 — ка- бель 4—774 97
рядки машины, а минусовый провод — к общему минусу батарей или к болту выключателя «массы». В другом варианте (рис. 59) в качестве штепсельной вилки Рис. 59. Элементы подсоединения к переходному щитку: / _ крышка аккумуляторной батареи; 2 — блок защиты БЗ-ЗО; 3 — защитная крышка; 4 — соединительный кабель; 5 — штепсельная вилка; 6— провода подключения батарей используется предохранитель 5 на 80 А (жилка удаляется) и блок 2 защиты БЗ-ЗО, укрепляемый на крышке / аккумуляторной батареи. Для исключения короткого замыкания блок защиты БЗ-ЗО закрывается защитной крышкой <?, изготовленной из тексто- лита. К блоку БЗ-ЗО защитная крышка крепится винтами. При выводе машины в эксплуатацию блок защиты БЗ-ЗО и провода, соединяющие блок с батареями, При наличии на машине сш Рис. 60. Встроенный разъем для под- ключения батареи на подзаряд в машине: / — габаритный фонарь; 2 — розетка разъема; 3 — предохранительный колпа- чок разъема не снимаются. щиального (встроенного) разъема для подзаряда батарей малыми токами (рис. 60) плюсовый и ми- нусовый провода соединительно- го кабеля припаиваются к штеп- сельной вилке разъема с соблю- дением полярности. Подключение батарей к подзарядной сети про- изводится путем соединения штепсельной вилки с розеткой, установленной на машине. На одних марках машин розетка встроенного разъема устанавли- вается внутри (в отделении уп- равления) машины, на других — снаружи машины. Монтаж сети подзаряда ба- тарей в хранилище выполняется в соответствии со схемами, при- веденными на рис. 53 и 54. Для 98
монтажа сети применяются провода тех же марок, что и при вы- полнении магистральной линии подзаряда батарей в машинах. Монтаж линии стеллажей производится из провода сечением не менее 10 мм2. Крепление проводов производится с помощью роликов высотой 25 ...30 мм. Все группы батарей (рис. 53 и 54) подключаются к магист- ральной линии параллельно с помощью соединительных прово- дов * сечением 4 мм2. Плюсовый провод к группе батарей (к ба- тарее) подключается через предохранитель на 20 А, а минусо- вый— непосредственно к зажиму батарей. При двухъярусном расположении батарей в разрыв минусо- вого соединительного провода целесообразно установить переход- ную колодку 9К. Предохранители и переходные колодки на стой- ках стеллажей монтируются с помощью блоков БЗ-ЗО. Батареи соединяются в группы с помощью перемычек, кото- рые могут быть изготовлены двух видов: с применением пружин- ных зажимов Румянцева или свинцовых штырей (рис. 61). Провода в перемычках должны быть изолированы и иметь сече- ние 4 мм2. Для предохранения перемычек от коррозии оголен- ную часть провода необходимо окрасить кислотостойким лаком. Рис. 61. Перемычка со свинцовым штырем для соединения батарей в группы 9.1.4. Установка батарей на подзаряд и отключение от сети подзаряда Перед установкой батарей на подзаряд малыми токами их не- обходимо полностью зарядить, а плотность электролита откор- ректировать в соответствии с установленной для данной клима- тической зоны. По окончании заряда рекомендуется батареи охладить до тем- пературы окружающего воздуха, после чего осторожно наклонить их и сделать несколько качательных движений для удаления пу- зырьков газа из аккумуляторов. Понизившийся уровень электро- лита необходимо довести до 15 мм над предохранительным щит- * 24-вольтовые батареи к магистральной линии могут подключаться непо- средственно (без соединения их в группы), в этом случае предохранитель на 20 А должен устанавливаться на каждую батарею в отдельности. 4* 99
ком путем доливки электролита плотности, равной плотности электролита в аккумуляторах. При приемке батарей с зарядной станции для последующей установки их в машины необходимо проверить плотность и уро- вень электролита во всех аккумуляторах. Результаты проверки заносятся в журнал (приложение 8). Без указанной проверки ба- тареи на подзаряд малыми токами не устанавливать. Для подключения группы батарей (машины) к переходному щитку необходимо: вынуть соответствующий предохранитель на переходном щитке (если батареи подключаются к выводам ПМ, вынуть правый пре- дохранитель); подключить соединительный кабель прежде всего к переход- ному щитку, а затем к батареям; проверить переносным вольтметром наличие и полярность на- пряжения на выводах переходного щитка; проверить утечку тока, для чего подключить вольтметр к плю- совому выводу переходного щитка и к корпусу машины; при от- сутствии утечки стрелка вольтметра не должна отклоняться от нулевой отметки, в противном случае необходимо проверить, вы- ключен ли выключатель батарей, исправны ли перемычки, ка- ково качество нейтрализации поверхности батарей и т. д. Для подключения на подзаряд группы батарей (батареи) в хранилище необходимо: вынуть предохранитель данной группы; подключить соединительные провода к полюсным выводам бата- рей, соблюдая полярность; проверить вольтметром наличие на- пряжения на группе батарей. После выполнения указанных работ, перед включением на подзаряд одновременно всех групп батарей, необходимо: ручку регулировки напряжения на подзарядном блоке устано- вить в нулевое положение; установить на место предохранители на всех переходных щит- ках (блоках БЗ-ЗО); включить подзарядный блок. При применении подзарядных блоков БЭА9814-02В0 и БЭА9814-02Д0 ручкой установки зарядного напряжения устано- вить его требуемую величину, не повышая при этом суммарную величину зарядного тока более 12 А. В случае если не удается установить необходимое зарядное напряжение (величина зарядного тока максимальная), следует производить подзаряд батарей установленным напряжением в течение суток, а затем повторить его регулировку. Для отключения части групп батарей (машин) от подзаряд- ной сети на переходных щитках (блоках БЗ-ЗО) необходимо вы- нуть соответствующие предохранители и отсоединить соедини- тельные кабели от батарей в машинах (провода и перемычки в хранилищах). При отключении всех групп батарей необходимо 100
дополнительно выключать подзарядный блок и рубиль- ник. Соединительные кабели отключенных групп необходимо хра- нить аккуратно свернутыми около переходных щитков или на за- рядной аккумуляторной станции. Снятые с переходных щитков предохранители хранятся в помещений зарядной станции. При отсутствии переменного напряжения питающего подза- рядные блоки более суток, их необходимо выключить, а на пере- ходных щитках вынуть предохранители. При прекращении подзаряда батарей на срок более 10 суток, подзарядные блоки отключаются от сети и хранятся в отапли- ваемом помещении, а на переходных щитках вынимаются все предохранители. 9.1.5. Техническое обслуживание аккумуляторных батарей и подзарядных устройств в процессе подзаряда малыми токами Техническое обслуживание батарей- и подзарядного блока включает: ежедневный контроль (кроме воскресных и праздничных дней) за состоянием подзарядного блока, а также за режимом подзаряда батарей; периодическое обслуживание батарей (замер плотности и уровня электролита, доливка дистиллированной воды, нейтрали- зация поверхности батарей, подкраска); проверку исправности сети в конце паркового дня и после работы экипажей на машинах. При ежедневном контроле внешним осмотром проверяется со- стояние подзарядного блока и зарядный режим (величина заряд- ного напряжения и общий зарядный ток). Результаты проверки и регулировки зарядного напряжения заносятся в журнал, фор- ма которого дана в приложении 16. Замер величины зарядного напряжения производится на вы- ходе подзарядного блока переносным вольтметром, а общий за- рядный ток фиксируется по его амперметру. В качестве переносного вольтметра рекомендуется применять вольтметр постоянного тока типа М-45М с пределом измерения 0...30 В (цена деления 0,4 В, класс точности I) или другой, более точный вольтметр. Без переносного вольтметра, а также с вольтметром, не про- шедшим проверку в контрольно-измерительной лаборатории, про- изводить подзаряд батарей малыми токами запрещается. Переносные вольтметры должны подвергаться ежегодной про- верке в контрольно-измерительной лаборатории и иметь соответ- ствующее клеймо. Зарядное напряжение на выходе подзарядного блока устанав- ливается величиной 26,8±0,2 В. При устойчивой температуре ок- 101
ружающего воздуха свыше 20°С подзаряд батарей необходимо производить при напряжении 26,4 ±0,2 В *. В случае если измеренное по вольтметру напряжение ока- жется ниже нормы, поворотом рукоятки потенциометра необхо- димо установить требуемую величину напряжения. Если замерен- ное напряжение будет выше нормы, общий зарядный ток необхо- димо уменьшить вдвое, плавно изменив регулировку напряжения на выходе подзарядного блока. Объем и периодичность обслуживания батарей в процессе их хранения на подзаряде малыми токами приведены в табл. 22. Таблица 22 Объем и периодичность обслуживания батарей, находящихся на подзаряде малыми токами Объем обслуживания Периодичность обслуживания аккумуляторных батарей 6СТЭН-140М, 6СТ-140Р 12СТ-70, 12СТ-70М, 12СТ-85Р Замер уровня и плот- ности электролита, до- ливка дистиллированной воды, нейтрализация по- верхности батарей, под- краска ящиков Полный заряд на за- рядной станции Контрольно-трениро- вочный цикл При температуре воз- духа 25°С и выше — еже- месячно, в остальное время года — один раз в в три месяца При разряженное Один раз в год При температуре воздуха 25°С и выше — один раз в 15 дней, при температуре воздуха ниже 25°С — еже- месячно :ти батарей на 25% Один раз в 6 месяцев (батареи 12СТ-85Р — один раз в 9 месяцев) Как правило, при проверке уровня и плотности электролита батареи с машин снимаются. Производить их проверку на штат- ных местах внутри машины разрешается только в том случае, если это может быть выполнено без отключения батарей от бор- товой сети. Для организации контроля за периодичностью обслуживания батарей помощником начальника службы по электро- и спецобо- рудованию ведется график периодичности обслуживания бата- рей, находящихся на подзаряде малыми токами. Образец гра- фика приведен в приложении 17. При периодическом обслуживании проверке ‘подвергаются все батареи машины, а результаты замера плотности и уровня элект- ролита заносятся в журнал. Форма журнала дана в приложении * Устойчивой считается температура окружающего воздуха, измеренная на 12 ч дня в течение нескольких суток, 102
Рис. 62. Приспособление для доливки воды в ак- кумуляторные батареи: 1 — стеклянная бутылка; 2 — резиновая пробка; 3 — стеклянные трубочки; 4 — распорная муфта; 5 — вели- чина уровня электролита; 6 — резиновая трубка 18. Допускается снижение плотности электролита (приведенной к 25°С) на 0,04 г/см3. Батареи, у которых хотя бы в одном аккумуляторе плотность электролита, приведенная к 25°С, окажется ниже номинального значения более чем на 0,04 г/см3 (что соответствует разряду ба- тарей на 20 ...25%), должны быть сняты с машин и заряжены на зарядной станции. При необходимости такие батареи подвергаются КТЦ. При проверке уровень электролита в батареях необходимо довести до 15 мм. Понижение уровня электролита ниже 7 мм не допускается. Для сокращения времени на доливку дистиллированной -воды в ак- кумуляторы рекомендуется применять при- способление, показанное на рис. 62, кото- рое обеспечивает установку одинакового уровня электролита во всех аккумулято- рах. Для контроля за зарядным режимом и обслуживанием батарей необходимы следующие приборы: вольтметр постоян- ного тока типа М-45М (класс точности — I, предел измерения 0... 30 В), ареометр с пипеткой, термометр, стеклянная трубка с внутренним диаметром 5... 6 мм и при- способление для доливки воды. При ежемесячной проверке исправности подзарядной сети необходимо: внешним осмотром убедиться в исправ- ности всех ее участков, включая подзаряд- ный блок и предохранители на переходных щитках; проверить надежность контактов в мес- тах подсоединения проводов боковых отво- док и соединительных кабелей к переход- ным щиткам; проверить наличие зарядного напряжения на каждой гругще батарей и исправность цепи от переходных щитков до полюсных выводов батарей. Последняя операция выполняется с помощью переносного вольтметра, которым вначале измеряется зарядное напряжение (при установленном на переходном щитке предохранителе), а затем напряжение на группе батарей (при вынутом предохрани- теле). Если величина напряжения на батареях, измеренного при вы- нутом предохранителе более чем на 0,2 В ниже его значения, за- меренного при установленном предохранителе, то режим подза- ряда батарей нарушен из-за плохого контакта в переходных сое- 103
дйнениях. Отсутствие напряжения на выводах переходного щит- ка (при вынутом предохранителе) указывает на обрыв в соеди- нительном кабеле или на нарушение подсоединения батарей к подзарядной сети. В конце паркового дня, а также после работы, экипажей на машинах необходимо проверить подключение батарей к переход- ным щиткам, исправность предохранителей и подвод напряжения от главной линии к переходному щитку. Эту работу целесооб- разно выполнять, используя контрольную переносную лампу 5 ВтХ28 В. Контрольную лампу рекомендуется иметь одну на 10 машин и хранить около одного из переходных щитков. При применении в хранилищах перемычек со свинцовыми штырями их периодически необходимо очищать от окислов. Це- лесообразно один раз в год производить переливку свинцовых штырей. 9.2. ХРАНЕНИЕ АВТОМОБИЛЬНЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ 9.2.1. Общие положения На хранение с подзарядом малыми токами допускается уста- навливать только исправные и полностью заряженные ба- тареи. При хранении автомобильных аккумуляторных батарей с под- зарядом малыми токами применяется устройство для подзаряда аккумуляторных батарей малыми токами (УПМТ). Это устройство обеспечивает одновременный подзаряд до 70 шт. 12-вольтовых аккумуляторных батарей или подзаряд та- кого же количества групп из 6-вольтовых батарей, соединенных попарно-последовательно. Допускается подзаряд 24-вольтовых ак- кумуляторных батарей. Одновременно на подзаряде могут находиться батареи (или группы) различных типов, но при одном из двух номинальных напряжений— 12 или 24 В. При подзаряде автомобильных аккумуляторных батарей ма- лыми токами применяется метод постоянства зарядного тока. Поскольку величина тока, необходимого для компенсации са- моразряда батарей, зависит от их типа, срока службы и темпе- ратуры, в схеме устройства предусмотрена возможность выбора одного из трех значений тока для подзаряда. В комплект УПМТ входят зарядный (силовой) шкаф, соеди- нительные кабели, ответвительные коробки (рис. 63) и ЗИП. Зарядный шкаф имеет металлический кожух (рис. 64), в ко- тором установлены селеновый выпрямитель, стабилизатор на- пряжения сети переменного тока и набор выводов для монтаж- 101
~220 В Рис. 63. Принципиальная схема устройства УПМТ для подзаряда автомобильных аккумуля- торных батарей малыми токами; 1 — зарядный (силовой) шкаф; 2 — селеновый выпрями- тель; 3— стабилизатор напряжения сети; 4— магист- ральные кабели; 5 — кабели снижения; 6 — ответви- тельная коробка; 7 — ответвления с зажимами Румян* цева; 8 — предохранитель Рис. 64. Зарядный шкаф: / — кожух; 2 — выпрямитель ВСА-5Л- 3 — набор зажимов КН-6008; 4 — стабилизатор СНЭ-220-0,75 105
ных соединений. В комплекте имеются следующие двухпровод- ные соединительные кабели: кабель ввода длиной 20 м, с помощью которого зарядный шкаф подключается к сети переменного тока 220 В 50 Гц. Кабель ввода имеет на одном конце вилку, а на другом конце гнездо штепсельного разъема для подключения к зарядному шкафу; магистральный кабель длиной 100 м; кабели снижения длиной по 2 м, смонтированные на ответви- тельных коробках. Концы кабеля снижения имеют маркировку « + » и «—» для подключения к магистральному кабелю; ответвительные коробки (рис. 65) в количестве 35 шт., кото- Рис. 65. Ответвительная коробка: 1 — корпус коробки; 2 — ка- бель снижения; 3 — трехпо- зиционные переключатели режимов; 4 — выключатели тока подзаряда: 5 —лампы; 6 — ответвления к батареям рые служат для распределения, контроля и ступенчатого регу- лирования зарядного тока. От каждой ответвительной коробки отходят две пары ответвлений для подключения к полюсным вы- водам батарей. Ответвления заканчиваются зажимами Румян- цева, имеющими маркировку « + » и «—». Непосредственно у по- ложительного зажима установлен предохранитель с плавкой вставкой на 2 А, защищающей от токов коротких замыканий в проводах ответвлений. Каждая ответвительная коробка рассчитана на подключение двух батарей (или двух групп). Для каждой батареи на коробке предусмотрены выключатель 4, электрическая лампа 5, сигнали- зирующая об исправности цепи и стабилизирующая ток подза- ряда, трехпозиционный переключатель 3 для выбора режима под- заряда и диод (рис. 66), предотвращающий разряд одних бата- рей на другие. 106
В зависимости от типа батареи и срока ее службы предусмот- рены три режима подзаряда: основной режим при номинальном токе 50 мА; повышенный режим при номинальном токе 100 мА; максимальный режим при номинальном токе 150 мА. Рис. 66. Принципиаль-. ная схема ответвитель- ной коробки: Rl, R3 — резисторы МЛ Т-2-51 Ом; R2, R4 — резисторы МЛТ-2-27 Ом; Пь П2 — переключатели П20А; Пз, П4 — выключатели П19А; Ль Л2лампы А22—12 В 1 свеча; Д1» Д2 — диоды Д226; Прь Пр2 — предохранители ПК45-2.0 При вводе устройства в действие для батарей (или групп) всех типов должен устанавливаться только основной режим под- заряда при токе 50 мА. Повышенный режим подзаряда 100 мА применяется только для тех батарей (или групп), у которых ток основного режима оказывается недостаточным для компенсации их саморазряда. Необходимость в переходе на повышенный режим определяется путем ежемесячного контроля степени заряженности батареи по плотности электролита. Максимальный режим (150 мА) допускается как исключение только для батарей или групп с номинальной емкостью более 100 А-ч в тех случаях, когда токи основного и повышенного ре- жимов недостаточны для компенсации саморазряда указанных батареи. Для машин, имеющих группу из четырех 12- или 24-вольто- вых батарей, допускается при необходимости также параллель- ное подключение обоих ответвлений от одной ответвительной коробки для обеспечения необходимой величины тока подзаряда 107
батарей, которая в этом случае может достигать 200 мА и более. Общий ток подзаряда будет при этом равен сумме токов в ответ- влениях. 9.2.2. Монтаж устройства УПМТ и ввод его в действие Корпус зарядного шкафа должен быть надежно заземлен или соединен с защитным нулевым проводом. Кабель ввода разрезается на две части, длина которых опре- деляется при монтаже по месту так, чтобы зарядный шкаф нахо- дился посредине стоянки машин. Конец кабеля с вилкой ШГП-10 разделывается и подключается к набору выводов зарядного шкафа (выводы 5 и 6) без определения полярности. .Конец ка- беля с гнездом ШГП-10 разделывается и подключается к сети 220 В 50 Гц через предохранители и рубильник. После подключения зарядного шкафа к сети 220 В следует опробовать его в работе на холостом ходу, следя за показани- ями вольтметра. Переключатель напряжения на ВСА-5А следует установить в положение «1-я ступень». При эксплуатации УПМТ указанный переключатель должен всегда находиться в этом по- ложении. Во избежание ошибочного переключения в положение «2-я ступень» должны быть приняты меры по блокировке пере- ключателя (снятие, заклейка ручки и др.). Магистральный кабель разрезается на две части, длина кото- рых определяется по месту. Концы кабеля с наконечниками за- водятся в отверстия зарядного шкафа с надписью «Постоянный ток» й подсоединяются на выводы 1—2 и 3—4 с соблюдением по- лярности (при монтаже следует снять нижнюю переднюю стенку зарядного шкафа). Магистральный кабель подвешивается на столбах или стенах стоянки машин таким образом, чтобы он не препятствовал поста- новке и выходу машин со стоянки. Ответвительные коробки устанавливаются на столбах, стенах или подставках из расчета одна коробка на две машины. Ответвительные коробки подключаются к магистральному кабелю кабелем снижения, закрепленным на ответвительной ко- робке. Для их подключения необходимо зачистить жилы магист- рального кабеля, подключить к нему кабель снижения с соблю- дением полярности, место соединения пропаять и изолировать. Для определения полярности жил магистрального кабеля следует пользоваться прибором (омметром или вольтметром). При необходимости к зарядному шкафу устройства УПМТ может быть подключено дополнительно до 20 ответвительных ко- робок (на 40 машин). В этом случае следует нарастить магист- ральный кабель. Длина и сечение проводов дополнительного ма- гистрального кабеля при этом несущественны, но места соедине- ний необходимо тщательно пропаять и изолировать. Перед постановкой на хранение с подзарядом малыми токами все аккумуляторные батареи должны быть предварительно пол- 108
костью заряжены на зарядной станции. Уровень электролита сле- дует довести до 15 мм над предохранительным щитком, плот- ность электролита должна быть откорректирована в соответствии с климатической зоной. При вводе устройства УПМТ в действие необходимо: вывести центральную ручку плавной регулировки напряжения выпрямителя ВСА-5А, вращая ее против хода часовой стрелки до упора; поставить выключатели 4 (рис. 65) на ответвительных короб- ках в положение «Откл.», а переключатели 3 режимов в поло- жение «50 мА»; Рис. 67. Присоединение ответвления к аккумуля- торной батарее: 1 — провода бортовой сети; 2 — провода ответвления с за* жимами Румянцева; 3 — предохранитель выключить выключатели батарей на машинах (в Случае от- сутствия выключателей на машинах отсоединить вывод от «—» батареи); подключить провода 2 ответвления (рис. 67) с помощью за- жимов Румянцева непосредственно к полюсным выводам батарей (или групп), соблюдая полярность; поставить выключатели 4 (рис. 65) на осветительных короб- ках в положение «Вкл.». Включить выпрямитель ВСА-5А и путем плавного вращения центральной ручки по ходу часовой стрелки установить по вольт- метру выпрямителя предварительное напряжение 16... 17 В при подзаряде 12-вольтовых батарей (иди 29 ...30 В при подзаряде 24-вольтовых групп). При этом лампы нд ответвительных короб- ках должны неярко засветиться, сигнализируя об исправности цепей заряда каждой батареи. После предварительной уста- новки напряжения необходимо окончательно отрегулировать ве- 109
Личину зарядного тока. Для этого на любой из машин следует отсоединить от батарей зажим « + » ответвления и включить в разрыв цепи миллиамперметр М-4200 из комплекта УПМТ. За- тем путем плавного вращения центральной ручки ВСА-5А уста- новить по миллиамперметру ток 50 ...55 мА. Нормальное свечение ламп на ответвительных коробках при всех режимах должно быть неярким. При ошибочном включении ответвлений по полярности, а также при случайных замыканиях концов ответвления, отсоединенных от батарей, лампа ярко заго- рается, что свидетельствует о неисправности в цепи ответ- вления, 9.2.3. Эксплуатация и обслуживание УПМТ и автомобильных аккумуляторных батарей, хранящихся с подзарядом малыми токами Ежедневно визуально контролируется подзаряд каждой бата- реи (группы) по свечению ламп на ответвительных коробках. Еженедельно в течение первого месяца после ввода УПМТ в действие, а впоследствии один раз в месяц необходимо проверять уровень электролита и степень заряженности аккумуляторных батарей по плотности электролита, а также замерять миллиам- перметром М-4200 зарядный ток. Уровень электролита (15 мм над предохранительным щитком) доводить доливкой дистиллированной воды. В жаркое время года уровень электролита проверять не реже одного раза в две недели. Если при ежемесячном измерении степени заряженности бата- реи по плотности электролита наблюдается снижение плотности, приведенной к 25°С, более чем на 0,03 ...0,04 г/см3, то для дан- ной батареи может быть установлен повышенный режим подза- ряда путем перевода трехпозиционного переключателя на ответ- вительной коробке в положение 100 мА. В случае повышения в отдельных аккумуляторах плотности электролита в течение месяца более чем на 0,02 г/см 3 следует от- сосать из них 10...20 см3 электролита, долить дистиллированной водой и переключить режим подзаряда на 50 мА, затем через 30 ...40 мин выключить ток и дать батарее «отдых» на одну-две недели. Максимальный режим подзаряда (150 мА) следует применять лишь в исключительных случаях, указанных выше. В зимнее время года саморазряд батарей уменьшается, поэтому при температурах ниже 5°С подзаряжать батареи малыми то- ками не следует. Зарядный шкаф необходимо отключить от сети, демонтировать и хранить в отапливаемом помещении. Провода ответвлений отсоединить от батарей, осторожно свернуть в бухты, поместить в брезентовые чехлы и подвесить под ответвительными коробками. ПО
При необходимости отсоединения одной или нескольких бата- рей или снятия их с подзаряда малыми токами следует выклю- чить ток выключателями на ответвительных коробках. При этом зарядные токи системы УПМТ практически не изменяются. Незадействованное ответвление свернуть в бухту, поместить в брезентовый чехол и подвесить под ответвительной коробкой. Результаты ежемесячных замеров плотности и уровня элект- ролита заносятся в Журнал учета обслуживания автомобильных аккумуляторных батарей, находящихся на подзаряде малыми то- ками (по форме приложения 18). Один раз в год все автомобильные аккумуляторные батареи, находящиеся на хранении с подзарядом малыми токами, должны пройти контрольно-тренировочный цикл.
10. ОСНОВНЫЕ НЕИСПРАВНОСТИ АККУМУЛЯТОРНЫХ БАТАРЕЙ И СПОСОБЫ ИХ УСТРАНЕНИЯ Во время эксплуатации и хранения аккумуляторных батарей могут возникать следующие неисправности: трещины в заливочной мастике и отслоение ее; повреждение и износ полюсных выводов и перемычек; сульфатация электродов; повышенный саморазряд; отстающие аккумуляторы; короткое замыкание внутри аккумуляторов; нарушение электрической цепи аккумуляторной батареи; трещины моноблоков, баков и крышек аккумуляторов; разрушение деревянных ящиков батарей. Для устранения некоторых неисправностей требуется произ- водить частичную разборку батарей. Аккумуляторные батареи и отдельные аккумуляторы в воинских частях разбираются для уст- ранения неисправностей только после отработки ими гарантий- ного срока службы или наработки. Если до истечения гарантий- ного срока при соблюдении правил эксплуатации и обслужива- ния обнаружены неисправности, требующие разборки батарей, составляется акт-рекламация. 10.1. ТРЕЩИНЫ В ЗАЛИВОЧНОЙ МАСТИКЕ И ОТСЛОЕНИЕ ЕЕ Трещины в заливочной мастике и отслоение ее от крышек ак- кумуляторов и стенок моноблока образуются при длительной экс- плуатации аккумуляторных батарей в результате естественного старения мастики, нарушения правил хранения батарей при отри- цательных температурах воздуха, а также в результате случайных ударов и тряски батарей. Небольшие трещины в мастике устраняют с помощью элект- рического паяльника (рис. 68) со специальными насадками. Пользоваться для этой цели открытым пламенем воспре- щается. Если в мастике имеются глубокие трещины или отслоения от стенок моноблока (ящика), ее необходимо удалить и залить по- верхность батарей новой расплавленной мастикой. Мастику для заливки расплавляют в мастиковарке (рис. 69) на электрической плитке. Температура расплавленной мастики БР-20 и БРТ-1 дол- жна быть 180... 220°С, а мастики ЭП-10 и БР-Д — 22О...23О°С, 112
Заливку батарей мастикой производят вручную с помощью спе- циального ковша с оттянутым носиком. Рис. 69. Мастико- варка Рис. 68. Электрический паяльник с комп- лектом насадок Перед заливкой мастики поверхность батареи необходимо очистить от электролита с помощью ветоши, смоченной в раст- воре кальцинированной соды, и обязательно протереть насухо. После заливки удалить с помощью ножа излишки мастики и выровнять поверхность нагретым паяльником с насадкой. 10.2. ПОВРЕЖДЕНИЕ И ИЗНОС ПОЛЮСНЫХ ВЫВОДОВ И ПЕРЕМЫЧЕК Изношенные или поврежденные полюсные выводы (выполнен- ные под «конус») автомобильных аккумуляторных батарей на- плавляются с помощью угольного электрода (рис. 70) и специ- альных форм (шаблонов) для положительного или отрицатель- ного вывода (рис. 87). В качестве источника тока может быть использована бата- рея напряжением 6 или 12 В или понижающий трансформатор на вторичное напряжение 12 В. Один провод от батареи присое- диняется к шаблону, другой — к угольному электроду. Изношенные полюсные выводы танковых батарей заменяют год- ными, снятыми со списанных батарей, или новыми. Для отливки полюсных выводов танковых батарей используют специальную форму (рис. 71). Негодные перемычки заменяют новыми, отлитыми в специаль- ной форме (рис. 72). 113
Рис. 70. Приспособление для сварки свинцовых деталей с помощью угольного электрода: / — присадочный свинцовый пруток; 2 — держатель прутка (зажим Румянцева); 3~ угольный электрод; 4— держатель электрода; 5 — соединительные провода; 6 — штепсельный разъем Рис. 71. Форма для отливки полюсных выводов «под болт» Рис. 72. Форма с комплектом сменных вставок для отливки перемычек батарей различных типов 114
Материалом для отливки выводов и перемычек служат свин- цовые детали ремонтируемых и непригодных батарей. Температура форм должна быть около 200°С, а расплавлен- ного свинца около 500°С. 10.3. СУЛЬФАТАЦИЯ ЭЛЕКТРОДОВ Под термином «Сульфатация электродов» в значении неис- правности аккумуляторной батареи понимают такое состояние электродов, когда они не заряжаются при пропускании нормаль- ного зарядного тока в течение установленного промежутка времени. Для отрицательного электрода сульфатация внешне прояв- ляется наличием на поверхности крупных, трудно растворимых при заряде кристаллов или даже сплошного слоя сульфата свинца. Активный материал таких электродов является жестким, поверхность электродов не дает ясной металлической черты, если по ней прочертить ножом. Активный материал положительных электродов, подверг- шихся сульфатации, часто приобретает светлую окраску, причем появляются белые пятна сульфата. Поверхность электродов ста- новится жесткой, шероховатой; при растирании такой активной массы между пальцами создается ощущение, сходное с ощуще- нием, получаемым при растирании песка. При сульфатации элек- тродов резко возрастает внутреннее сопротивление аккумуля- тора, а следовательно, понижается напряжение при разряде. Ем- кость сульфатированного аккумулятора резко снижается, осо- бенно при стартерном режиме разряда. Сульфат свинца имеет больший объем, чем активная масса, поэтому при сульфатации происходят закупоривание пор, выкра- шивание и выдавливание активной массы, а также искривление и разрыв электродов. Сульфатация электродов (рис. 73) возникает в результате не- соблюдения правил обслуживания батарей при их эксплуатации и хранении. б Рис. 73. Электроды аккумуляторной ба- тареи, сульфатировавшиеся вследствие: « — несвоевременной доливки дистиллирован- ной воды; б — нарушения правил хранения а 115
Сульфатация характеризуется следующими признаками: при заряде быстро повышается температура электролита (из- за высокого внутреннего сопротивления сульфатированных акку- муляторов); плотность электролита при заряде почти не повышается или повышается очень медленно; газовыделение начинается значительно раньше, чем у исправ- ных аккумуляторов (нередко оно начинается при включении ак- кумулятора на заряд); напряжение аккумуляторов в начале заряда имеет более вы- сокое значение, чем у исправных аккумуляторов, затем медленно возрастает и в конце заряда остается ниже нормы (2,4 В против 2,6 ...2,65 В у исправных аккумуляторов); при контрольном разряде батарея отдает емкость значительно меньше номинальной. Раннее газовыделение, незначительное возрастание плотности электролита и повышенное напряжение при заряде сульфатиро- ванных батарей иногда приводят к тому, что неправильно опре- деляют окончание заряда батареи. Эту особенность следует всег- да помнить, чтобы не прекратить заряд преждевременно. Причины сульфатации: применение загрязненного примесями электролита; длительное нахождение батарей в разряженном состоянии; систематический недозаряд батарей; снижение уровня электролита в аккумуляторах (ниже верх- ней кромки электродов); эксплуатация аккумуляторных батарей при недопустимо высо- кой температуре и плотности электролита. Исправление сильно сульфатированных электродов аккумуля- тора невозможно. Частичную сульфатацию, не вызвавшую разрывов и коробле- ния электродов, можно устранить путем длительного (до 24 ч и более) заряда батареи. Заряд необходимо вести до тех пор, пока плотность электролита и напряжение не будут постоянными в те- чение 5...6 ч. Если путем длительного заряда сульфатацию уст- ранить не удается, следует разрядить аккумулятор током 10-ча- сового режима, вылить электролит, промыть аккумуляторы ди- стиллированной водой и проверить, нет ли короткого замыкания *. Затем следует залить в аккумуляторы слегка подкисленную ди- стиллированную воду и через час после заливки поставить на за- ряд током сниженным наполовину от нормального (для танковых батарей величина тока 4 А). Заряд производят до тех пор, пока плотность и напряжение не будут постоянными в течение 5...6 ч, после чего необходимо довести плотность до нормальной и прове- сти контрольный разряд. Практически оказывается необходимым ♦ Если при выливании электролита произойдет замыкание электродов час- тицами осыпавшейся активной массы (шлама), батарею необходимо разобрать. 116
провести еще не менее одного-двух контрольно-тренировочных циклов, чтобы сульфатированная батарея отдала 75% гарантиро- ванной емкости. 10.4. ПОВЫШЕННЫЙ САМОРАЗРЯД Аккумуляторная батарея, отключенная от разрядной цепи, са- мопроизвольно разряжается и теряет емкость. Такой разряд ак- кумуляторной батареи называется саморазрядом. Саморазряд бывает нормальным и повышенным. Нормальный саморазряд для свинцовой стартерной аккумуляторной бата- реи— явление неизбежное. Саморазряд считается повышенным, если после 14-суточного бездействия батарей среднесуточная вели- чина его превышает 0,7% номинальной емкости автомобильных батарей и 0,5 ...0,6% номинальной емкости танковых батарей с мипоровыми сепараторами при температуре окружающей среды 20±5°С. Повышенный саморазряд вызывается следующими основными причинами: наличием на поверхности батарей загрязнений, проводящих электрический ток (например, электролита, пролитого при небре- жной заливке батарей, при установке батарей в машину или по- павшего во время их заряда при бурном газовыделении); применением дистиллированной воды или электролита, содер- жащих вредные примеси; хранением аккумуляторных батарей при повышенных темпе- ратурах окружающего воздуха; повышенным износом электродов в процессе эксплуатации ак- кумуляторных батарей. Повышенный саморазряд обнаруживается по быстрому умень- шению плотности электролита при хранении батарей, а также по утечке тока, определяемой вольтметром со щупом. Для обнаружения утечки тока концом провода (щупом) от переносного вольтметра (рис. 74) прика- саются к поверхности мастики или дере- вянного ящика, а специальный вывод вольтметра прижимают к перемычке. Отклонение стрелки вольтметра от «ну- ля» показывает утечку тока, вызыва- ющую повышенный саморазряд батареи. Для предупреждения и устранения повышенного саморазряда необходимо применять для приготовления электро- лита только аккумуляторную кислоту, отвечающую требованиям ГОСТа, и дис- тиллированную воду; своевременно про- водить обслуживание батарей при экс- плуатации и при хранении, обращая особое внимание на то, чтобы поверх- 117
ность батарей была чистой и сухой; своевременно устранять тре- щины в мастике. Саморазряд аккумуляторных батарей в значительной степени зависит от температуры окружающего воздуха (соответственно и от температуры электролита). При повышении окружающей температуры саморазряд увеличивается, при температуре элек- тролита 0° и ниже саморазряд практически прекращается. 10.5. ОТСТАЮЩИЕ АККУМУЛЯТОРЫ Состояние отдельных аккумуляторов батареи должно быть практически одинаковым. Если в батарее хотя бы один аккуму- лятор будет разряжаться раньше остальных, то работоспособ- ность батареи определяется именно этим отстающим аккумуля- тором. Отстающие аккумуляторы можно обнаружить при заряде на зарядной станции, а также при контрольном разряде во время контрольно-тренировочного цикла. Наиболее характерными при- знаками отстающего аккумулятора являются следующие: плот- ность электролита при заряде повышается значительно медлен- нее, чем в других аккумуляторах, и не достигает необходимого значения; напряжение в конце заряда ниже, а температура элек- тролита выше, чем в остальных исправных аккумуляторах. Отстающие аккумуляторы следует дозаряжать отдельно по- сле окончания заряда остальных исправных аккумуляторов бата- реи. Для этого к перемычкам отстающих аккумуляторов с по- мощью зажимов Румянцева присоединяют провода от зарядного источника через дополнительный реостат. Заряд производится в течение 3... 4 ч тем же током и по тем же правилам, что и заряд батареи. Затем следует провести конт- рольный разряд всей батареи током 10-часового разрядного ре- жима. Если в конце разряда разница между напряжением отстаю- щего аккумулятора и другими будет менее 0,2 В, то такую батарею после нормального заряда можно сдать в эксплуатацию. Если дополнительный заряд отстающих аккумуляторов не дает положительных результатов, исправление их надо проводить способами устранения сульфатации (подразд. 10.3) или корот- кого замыкания (подразд. 10.6). 10.6. КОРОТКОЕ ЗАМЫКАНИЕ ВНУТРИ АККУМУЛЯТОРА Внутренние короткие замыкания в аккумуляторах происхо- дят между разноименными электродами через токопроводящие мостики из свинцовой губки, образующейся на нижних и боко- вых кромках электродов; через осадок (шлам), откладывающийся в придонном пространстве аккумулятора в результате оползания активной массы, а также за счет заполнения наиболее крупных по диаметру пор сепараторов разбухшей активной массой до 118
образования сквозных мостиков через сепараторы (так называе- мое «прорастание»). Мостики образуются вследствие продавлива- ния сепараторов разбухшей активной массой и образования тре- щин в сепараторах. Характерными признаками короткозамкнутого аккумулятора являются отсутствие или очень малая величина э.д.с.; непрерывное уменьшение плотности электролита несмотря на то, что батарея получает нормальный заряд; быстрая потеря емкости после полного заряда. Плотность электролита, а также напряжение на аккумуляторе в процессе заряда не повышаются, а после выключения зарядного тока напряжение быстро падает. При заряде в короткозамкнутом аккумуляторе быстро повы- шается температура. Причины коротких замыканий устанавливаются после раз- борки аккумуляторов и устраняются заменой поврежденных се- параторов, удалением губки на кромках электродов и накопивше- гося на дне аккумулятора осадка. 10.7. НАРУШЕНИЕ ЭЛЕКТРИЧЕСКОЙ ЦЕПИ АККУМУЛЯТОРНОЙ БАТАРЕИ Нарушение электрической цепи батареи обнаруживается по отказу в работе стартера при исправной цепи батарея — стартер, по низкому уровню напряжения (см. табл. 19). Оно может быть вызвано распайкой перемычек, расплавлением или обломом по- люсного вывода борна, а также обрывом полублока положитель- ных электродов в результате коррозии токоотводов. Признаком нарушения контакта в местах пайки токоведущих частей является нагревание места спайки при больших разряд- ных токах, потрескивание и дымление. Признаком обрыва электрической цепи внутри аккумулятора является малая величина э.д.с. без нагрузки и низкое напряже- ние под нагрузкой. Нарушение пайки полюсного вывода перемычки может быть устранено путем проварки нарушенного соединения угольным электродом. При обрыве цепи внутри аккумулятора она подле- жит разборке и исправлению мест повреждения или замене блока электродов. 10.8. ТРЕЩИНЫ МОНОБЛОКОВ, БАКОВ И КРЫШЕК АККУМУЛЯТОРОВ Трещины моноблоков, баков, внутренних перегородок моно- блока и крышек аккумуляторов вызываются механическими по- вреждениями, ударами, тряской и т. п. в процессе эксплуатации аккумуляторных батарей. Появление трещин может произойти также из-за плохого крепления батарей на машинах. Эти неисправности обнаруживаются при внешнем осмотре бата- рей, а также по быстрому снижению уровня электролита вслед- ствие подтекания его через трещины. 119
Трещины во внутренних перегородках моноблока вызывают постепенный разряд смежных аккумуляторов батареи. Первым признаком такого повреждения обычно является неспособность ба- тареи держать заряд и различие в степени заряженности отдель- ных аккумуляторов. При устранении неисправностей крышки аккумуляторов, от- дельные баки и моноблоки, имеющие трещины, подлежат замене исправными. 10.9. РАЗРУШЕНИЕ ДЕРЕВЯННЫХ ЯЩИКОВ БАТАРЕЙ Разрушение деревянных ящиков вызывается попаданием электролита на стенки ящика через трещины в мастике и щели между мастикой и стенкой ящика; выплескиванием электролита на стенки ящика при большом наклоне батареи во время уста- новки в машину. Под действием электролита деревянные ящики обугливаются, теряют механическую прочность и разрушаются. Устранение тре- щин в заливочной мастике по мере их появления, регулярная об- работка поверхности мастики и ящика кальцинированной содой для нейтрализации разрушающего действия электролита, а также окраска ящика (после обработки содой и просушки) лаком БТ-783 являются действенными мерами предохранения его от преждевременного разрушения. 10.10. РАЗБОРКА И СБОРКА АККУМУЛЯТОРНЫХ БАТАРЕЙ Аккумуляторные батареи или отдельные аккумуляторы бата- реи в воинских частях разбираются только после отработки ба- тареями гарантийного срока службы. Батареи и аккумуляторы разбираются для выполнения следующих видов ремонта: устранения короткого замыкания внутри аккумулятора; устранения обрыва цепи внутри аккумулятора; замены баков, моноблока и крышек аккумуляторов; замены отдельных блоков и полублоков электродов автомо- бильных батарей. Перед разборкой аккумуляторную батарею необходимо раз- рядить током 10-часового режима до напряжения 1,7 В на пер- вом вышедшем аккумуляторе. Разбирать заряженную батарею не следует, так как на воздухе происходит быстрое окисление отри- цательных электродов. Разборку батареи рекомендуется вести в такой последователь- ности. Наметить керном центры штырей борнов или полюсных выво- дов и высверлить отверстия диаметром 3,5 мм и глубиной 120
4...5 мм. В полученные отверстия поочередно вставить стержень трубчатого сверла (рис. 75 и 76) и высверлить кольцевое отвер- стие на всю толщину перемычки или на всю высоту полюсного Рис. 75. Коловорот с набором трубчатых сверл для высверлива- ния отверстий в пере- мычках аккумуляторных батарей Рис. 76. Высверливание отверстий в перемычках коловоротом с трубча- тым сверлом вывода до полного отделения от свинцовой втулки крышки и борна. Неповрежденные перемычки или выводы «под болт» мо- гут быть использованы вторично. Затем с помощью разогретого электрического паяльника с на- садкой (рис. 68) удалить с поверхности батареи заливочную ма- стику. В случае ремонта отдельных аккумуляторов батареи зали- 121
вочная мастика удаляется лишь по периметру крышек этих акку- муляторов. Снятая мастика может быть повторно использована после нейтрализации в 2... 3%-ном растворе кальцинированной соды. При необходимости замены аккумуляторные крышки сни- маются с помощью съемника (рис. 77 и 78). Для этого в резьбо- вое отверстие крышки ввертывается соответствующий конец съем- ника и снимается крышка. Подготовленная к разборке аккуму- Рис. 77. Съемник для снятия крышек с акку- муляторов (резьба под гнезда пробок в крыш- ках аккумулятора) Рис. 78. Выемка блока электродов с крышкой с помощью съемника 122
ляторная батарея с помощью скоб-захватов закрепляется на до- ске для выемки блоков. Затем на штыри борнов накладывают зажимы съемника (рис. 79) и вынимают поочередно блоки элект- Рис. 79. Съемники для выемки блока электродов из аккумуляторов: а — танковых и автомобильных батарей; б — мотоцик- летных батарей родов каждого аккумулятора. Когда для вытаскивания тре- буются значительные усилия, используется приспособление (рис. 80). Блоки электродов ставятся наклонно на ячейки моно- блока (рис. 81) на 2,..3 мин для стекания электролита. После Рис. 80. Приспособление для вы- емки блока электродов из танко- вых батарей Рис. 81. Установка блока электродов для стекания электролита 123
этого блоки электродов и внутренняя поверхность моноблока промываются и блоки помещаются в ванну с дистиллиро- ванной водой для уменьшения окисления отрицательных элек- тродов. После разборки необходимо приступить к устранению неис- правности, из-за которой была произведена разборка. Для устра- нения короткого замыкания или обрыва электрической цепи надо осмотреть блок, найти место замыкания между электродами или обрыва цепи и устранить неисправность. При неисправности мо- ноблока или отдельных баков следует осмотреть их и при обна- ружении сколов и трещин заменить. Если есть сомнения, какой из баков или какая ячейка моноблока дает течь, надо налить в баки или ячейки моноблока горячую воду. При этом через трещину будет заметно просачивание воды. Если разборка батареи или аккумулятора произведена для замены блоков или полублоков электродов, необходимо: вынуть из блока с помощью деревянной или эбонитовой пла- стинки старые сепараторы; разделить блоки на полублоки и поместить полублоки отри- цательных электродов в ванну с дистиллированной водой; осмотреть полублоки, а затем каждый электрод и сепараторы для определения их пригодности к дальнейшему использо- ванию. Полублоки положительных электродов могут быть признаны пригодными к использованию, если активная масса электродов прочно держится в токоотводах, тверда на ощупь, не имеет взду- тостей, а токоотводы не разрушены. Полублоки отрицательных электродов считаются пригодными к использованию, если активная масса электродов покрыта суль- фатом свинца только на поверхности, не имеет усадки, вздутос- тей и при прочерчивании ножом на электроде остается след с ме- таллическим блеском. Положительные и отрицательные электроды считаются непри- годными, если они покрыты белой коркой сульфата, покороб- лены, имеют оползание, усадку или вздутие активной массы, тре- щины кромок и изломы токоотводов. Мипластовые сепараторы, не имеющие трещин, отверстий и обломов кромок, могут быть использованы повторно после про- мывки, если на них нет налета сульфата свинца. Сепараторы из мипора рекомендуется заменять новыми. После осмотра и разбраковки негодные полублоки заменяются годными из батарей, подлежащих списанию, или новыми. Сборка и спайка новых полублоков отрицательных и положи- тельных электродов производятся с помощью универсального кондуктора (рис. 82). В кондуктор, предварительно оборудован- ный нижней и верхней гребенками соответствующего типа, встав- ляется требуемое (указанное в приложении 19) количество элек- 124
тродов так, чтобы нижние кромки электродов входили в пазы нижней гребенки, а ушки — в прорези верхней гребенки. Затем в пазы верхней крышки вставляется соответствующий типу бата- Рис. 82. Универсальный кон- дуктор для пайки полублоков электродов: 1 — основание; 2 — нижняя гребен- ка; 3 — электроды; 4 — шаблон; 5 — винт; 6 — верхняя гребенка; 7 — винт; 8 — стойка; 9 — гайка- барашек; 10 — штифт реи шаблон и закрепляется там. В гнездо шаблона вставляется борн, который предварительно отливается с помощью специаль- ной формы (рис. 83) со сменными в соответствии с типами бата- рей стаканами. 1 — эксцентриковый валик; 2 —> ручка; 3— съемные стаканы; 4— крышка; 5 — штырь; 6 — корпус; 7 — рукоятка Подсоединив к основанию кондуктора зажим держателя уголь- ного электрода, расплавляют с помощью угольного электрода свинцовый пруток и выступающие из верхней гребенки ушки 125
электродов, заполняя расплавленным свинцом до краев гнездо шаблона (рис. 84). Рис. 84. Пайка полу- блока электродов: / — стойка кондуктора; 2 — верхняя гребенка кондук- тора; 3—присадочный свинцовый пруток; 4 — угольный электрод; 5 — борн; 6 — электроды акку- мулятора; 7 — нижняя гре- бенка кондуктора Из полублоков составляются блоки, в которых отрицательные электроды должны чередоваться с положительными. Собранные блоки прокладываются сепараторами. Сепараторы устанавли- вают в блок электродов, начиная с середины, ребристой стороной к положительным электродам, равнивают, с тем чтобы они Рис* 85. Тиски для опрессовки блока электродов После установки сепараторы вы- равномерно выступали по обеим сторонам блока. Снизу блока се- параторы должны быть в одной плоскости с ножками электродов. Собранные блоки электродов опрессовывают с помощью ти- сков (рис. 85) с целью придания им необходимых размеров, после чего вставляют их без резких ударов о призмы в баки или ячейки моноблока, соблюдая при этом правильное чередование по- лярности аккумуляторов. На каж- дый блок накладывается перфо- рированный винипластовый щи-* 126
гок таким образом, чтобы его края находились под «пятками» борнов. После установки блоков необходимо проверить, нет ли короткого замыкания между положительными и отрицательными электродами. Затем устанавливают аккумуляторные крышки, ко- торые должны надеваться на борны свободно, щели между кры- шками и баками или ячейками моноблока заполняют асбестовым шнуром или резиновыми прокладками (в зависимости от типа батареи), после чего поверхность батареи заливают расплавлен- ной мастикой вручную, с помощью специального ковша с оттяну- тым сливным носиком. Температура мастики не должна превы- шать значений, указанных в приложении 20, Рис. 86. Сварка перемычек акку- муляторной бата- реи с помощью угольного электро- да: 1 — свариваемая пе- ремычка; 2 — приса- дочный свинцовый пруток; 3 — уголь- ный электрод; 4 — провода от источни- ка тока Для последовательного соединения отдельных аккумуляторов используются или высверленные при разборке батареи пере- мычки, или перемычки, вновь отлитые в форме (рис 72). Пере- мычки наваривают угольным электродом (рис. 86). В случае необходимости производится наварка полюсных вы- водов. Выводы «под конус» навариваются с помощью специаль- ных шаблонов (рис. 87). На неостывшне выводы теснителем зна- Рис. 87. Наварка полюс- ного вывода автомобиль- ной аккумуляторной ба- тареи: 1 — присадочный свинцовый пруток; 2 — угольный электрод; 3—шаблон по форме и размеру полюсного вывода 127
ков наносятся знаки « + » или «—». Для батарей с выводами «под болт» используются или ранее снятые полюсные выводы, или вновь отлитые с помощью специальной формы (рис. 71). Собранные аккумуляторные батареи заполняют свежим элек- тролитом плотностью 1,12 г/см3 и проводят им полный нормаль- ный заряд, как и батареям, находящимся в эксплуатации. По окончании заряда плотность электролита доводится до нормы, указанной в табл. 3, графа 6.
11. СРОКИ ХРАНЕНИЯ И ЭКСПЛУАТАЦИИ АККУМУЛЯТОРНЫХ БАТАРЕЙ. ПОРЯДОК СПИСАНИЯ БАТАРЕЙ. РЕКЛАМАЦИЙ. СДАЧА ЛОМА АККУМУЛЯТОРНОГО СВИНЦА Гарантийные сроки хранения батарей в сухом виде и гаран- тийные сроки службы и наработки батарей в эксплуатации при- ведены в табл. 23. Таблица 23 Гарантийные сроки хранения аккумуляторных батарей в сухом виде и гарантийные сроки их службы в эксплуатации Гип батарей Срок хранения в сухом виде, годы, не менее Минималь- ный срок службы в эксплуа- тации, ГОДЫ Срок службы при наработке Отдаваемая ем- кости в конце гарантийных сроков службы или наработки, ®/о к номинальной тыс. км пробега, не более мэточасы 1 2 3 4 5 6 Танковые 6СТЭН-140М 7 3 — 600 100 6СТ-140Р 7 3 — 600 100 12СТ-70М 5 2 — 400 90 12СГ-70 5 2 — 400 90 12СТ-85Р 7 3 — 600 90 Автомобильные С одинарными сепара- 5 1,5 75 — 70 торами 5 2 — 2500 70 С двойными сепарато- 5 2 90 3000 70 рами 6СТ-190ТР (ТМ) 5 1,5 60 2500 70 6СТ-190ТРН (ТМН) 5 1,5 60 2500 70 Мотоциклетные ЗМТ-8, ЗМТ-12 2 1,5 — — — 6МТС-9 2 1,5 —. — — 6МТС-22 2 1,5 — — — Примечания: 1. ] Г арантии относятся как к нс 1вым, так и к батареям, хранившимся в сухом виде (без электролита) в течение времени, указанного в графе 2 таблицы. 2. Гарантийный срок службы батарей в эксплуатации исчисляется с момента приведения их в рабочее состояние. 3. Минимальный гарантийный срок службы автомобильных батарей в усло- виях малоинтенсивной эксплуатации должен быть независимо от вида сепара- торов не менее трех лет при годовом пробеге автомобиля не более 2000 км. 1/25—774 129
При соблюдении правил эксплуатации батареи работают бо- лее установленного для них гарантийного срока, но при этом до- пускается снижение отдаваемой батареями емкости ниже номи- нальной. Действующими руководящими документами установлены ми- нимальные амортизационные сроки службы аккумуляторных ба- тарей (табл. 24), после отработки которых они могут быть спи- саны. Таблица 24 Минимальный амортизационный срок службы аккумуляторных батарей Тип батарей Срок службы и наработка годы тыс, км пробега моточасы Отдаваемая емкость в конце срока службы, % Аккумуляторные батареи для бронетанковой техники 6СТЭН-140М, 6СТ-140Р, 12СТ-85Р, 12СТ-70М и 12СТ-70 1 5 1 = I 800 | 600 1 1 70 | 70 Аккумуляторные батареи для автомобильной техники Автомобильные батареи с двойной 4 75 3000 50 сепарацией Автомобильные батареи с одинар- 4 60 2500 50 ной сепарацией 6СТЭН-140М и 6СТ-140Р 5 60(10)* — 50 12СТ-70М и 12СТ-70 4 48 (8)* — 50 Аккумуляторные батареи для мотоциклов ЗМТ-8, ЗМТ-12, 6МТС-9, 6МТС-22 * В скобках — для гусеничных тягачей. Примечания: 1. Сроки, службы аккумуляторных батарей снижаются: при эксплуатации па автомобилях, гусеничных тягачах (транспортерах-тяга- чах) в районах с температурой воздуха летом выше 40°С — на 15%, а в усло- виях Крайнего Севера — на 50%; на автомобилях и тягачах аэродромного об- служивания, непосредственно используемых для обеспечения самолетов (верто- летов),— на 10%. 2. После отработки автомобильными батареями амортизационного срока службы проводится контрольный разряд. Если батареи при этом отдают емкость менее 50% номинальной, то они подлежат списанию. 3. После отработки минимального амортизационного срока танковые батареи подвергаются контрольно-тренировочным циклам. Батареям, отдавшим при вто- ром контрольном разряде более 70% номинальной емкости, срок службы продлевается на один год; батареи же, отдающие менее 70% емкости, списы ваются установленным порядком. Разрешение (акт на списание или инспекторское свидетель- ство) на выбраковку и списание аккумуляторных батарей, при- шедших в негодность в процессе эксплуатации, дается в установ- 130
ленном порядке командиром соединения на основании заключе- ния комиссии, назначенной командиром части. Во всех случаях выхода из строя аккумуляторных батарей до истечения их гарантийного срока необходимо: предъявить рекламации заводу, если аккумуляторные батареи вышли из строя по вине завода-изготовителя; расследовать и установить причину выхода из строя аккуму- ляторных батарей, привлечь виновных к ответственности, если ба- тареи вышли из строя по вине эксплуатировавшего и обслужи- вавшего их личного состава. Танковые аккумуляторные батареи, не отработавшие гаран- тийного срока службы и отдавшие при контрольном разряде ем- кость менее 100% номинальной, подвергаются повторному конт- рольному разряду. Плотность электролита перед вторым разря- дом устанавливается 1,28+0,01 г/см5 независимо от климатиче- ской зоны эксплуатации. Если при повторном контрольном разряде ( в конце гарантий- ного срока службы) батареи 6СТЭН-140М и 6СТ-140Р отдают менее 100%, а батареи 12СТ-70М, 12СТ-70 и 12СТ-85Р менее 90% номинальной емкости, предъявляется рекламация заводу. Акт-рекламация составляется и считается действительным только в случаях: если дефект или несоответствие батарей ГОСТ или ТУ обнару- жены в течение гарантийного срока службы; если были соблюдены правила приведения батарей в рабочее -состояние, правила хранения и эксплуатации; если батареи не имеют механических повреждений и не под- вергались вскрытию. Рекламации на дефектные аккумуляторные батареи предъяв- ляются в соответствии с Инструкцией о порядке составления и предъявления рекламаций на бронетанковую и автотракторную технику, поставляемую заводами промышленности для МО СССР. Свинцово-сурьмянистые детали (полюсные выводы, пере- мычки, электроды, борны и втулки) со списанных аккумулятор- ных батарей подлежат сдаче установленным порядком как цвет- ной металл. Разрешается использовать исправные детали со списанных батарей для ремонта других батарей. При хранении и сдаче лома аккумуляторного свинца нельзя смешивать его со свинцом другого происхождения и особенно с другими цветными металлами. Отработавшие, негодные аккумуляторные детали (лом), со- держащие свинец, перед сдачей необходимо хорошо промыть в чистой воде (в деревянных баках) для удаления грязи и электро- лита, высушить, рассортировать и упаковать в тару, исключаю- щую потери свинцовой пыли при транспортировке указанных де- талей. Лом аккумуляторного свинца сдавать заготовительным кон- »/25* 131
торам Вторцветмета. Конторы Вторцветмета выдают квитанции установленного образца, в которых указывается чистая масса по- лученных аккумуляторных деталей, содержащих свинец (без учета массы упаковки, аккумуляторных деревянных ящиков, се- параторов, баков и моноблоков), а также марки аккумуляторных батарей (танковые, мотоциклетные, автомобильные). Нормы сдачи лома аккумуляторного свинца даны в приложении 21. Кви- танции на сданный лом используются при составлении отчета о его сдаче в установленном порядке. Новые аккумуляторные батареи всех типов и марок выдаются частям после предъявления ими инспекторского свидетельства, разрешающего списание негодных батарей.
12. ПОРЯДОК ХРАНЕНИЯ СЕРНОЙ КИСЛОТЫ, ЭЛЕКТРОЛИТА И ДИСТИЛЛИРОВАННОЙ ВОДЫ Аккумуляторная серная кислота хранится в тех же стеклян- ных бутылях с притертыми пробками или винтовыми полиэтиле- новыми крышками, в которых она транспортировалась. Горло- вины бутылей и пробки обертываются тканью или полиэтилено- вой пленкой (ГОСТ 10354—73) и обвязываются шпагатом. ОСТАВЛЯТЬ БУТЫЛИ НЕЗАКУПОРЕННЫМИ ЗАПРЕ- ЩАЕТСЯ’ Бутыли помещаются в ивовые корзины, деревянные или поли- этиленовые обрешетки, доходящие до горловины бутыли. Снизу и с боков бутыли тщательно обкладываются соломой или мягкой древесной стружкой. Каждая бутыль снабжается деревянной биркой с надписями, удостоверяющими количество, дату изготовления, номер партии и номер ГОСТа. На каждую партию кислоты должен быть пас- порт (сертификат). Бутыли с серной кислотой следует хранить в закрытых под- вальных помещениях, имеющих земляной пол и вентиляцию. Бу- тыли устанавливаются на пол в один ряд. Под корзины или де- ревянные обрешетки рекомендуется устанавливать подкладки из дерева или другого материала, предохраняющие их от гниения. Не разрешается хранить вместе с серной кислотой какие-либо материалы и химикаты, в частности щелочи, глицерин, аммиак и др. Срок хранения серной кислоты не ограничен. Раствор серной кислоты плотностью 1,40 г/см3, приготовлен- ный электролит, а также дистиллированную воду следует хранить при положительных температурах в стеклянных бутылях с при- тертыми пробками (крышками) или в плотно закрытых пласт- массовых (полиэтиленовых, фторопластовых и других) канистрах или бутылях. На каждой емкости должна быть соответствующая надпись: «Дистиллированная вода», «Раствор кислоты» или «Электролит» (с указанием его плотности). 6—774 133
13. ТРАНСПОРТИРОВАНИЕ АККУМУЛЯТОРНЫХ БАТАРЕЙ Транспортирование аккумуляторных батарей, не залитых элек- тролитом, может производиться любым видом транспорта при тем- пературе окружающего воздуха от минус 40 до плюс 60°С при условии защиты батарей от атмосферных осадков, солнечной ра- диации, механических повреждений и загрязнений. Не допускается транспортирование батарей перевозочными средствами, загрязненными пылящими и агрессивно действую- щими по отношению к батареям веществами. При транспортировании батарей в перевозочных средствах должна быть исключена возможность перемещения батарей. При перевозке танковых аккумуляторных батарей без электро- лита железнодорожным транспортом допускается устанавливать их рядами не более чем в три яруса, при перевозке другими ви- дами транспорта — не более чем в два яруса. При транспортиро- вании батарей с электролитом они устанавливаются в один ярус. При перевозке автомобильным транспортом автомобильных батарей, не залитых электролитом (в бумажной или картонной упаковке или без нее), батареи укладываются набок, выводами к боковому борту кузова, не более чем в три яруса. Аккумуляторные батареи типа 6СТ-190 перевозятся в кузовах машин в один ярус при установке крышками вверх. Перед транспортировкой машин по железной дороге или вод- ному пути аккумуляторные батареи этих машин должны быть полностью заряжены. Для обеспечения надежного пуска двигателя с помощью эле- ктрического стартера при окружающей температуре ниже ми- нус 10°С батареи с машин следует снимать и перевозить в от- дельных вагонах-теплушках. В этом случае аккумуляторные ба- тареи устанавливают в вагоне в один ярус. Между стенками ва- гона и аккумуляторными батареями оставляют промежуток ши- риной не менее 60 мм. В случае невозможности полностью заполнить вагон бата- реями крайние батареи закрепляют досками во избежание пере- мещения батарей внутри вагона при движении. 134
ПРИЛОЖЕНИЕ 1 Электрические характеристики танковых аккумуляторных батарей (гарантируемые предприятиями-изготовителями) Типы батарей Номинальное напряже- ние, В 10-часовой ре- жим разряда 20-часовой ре- жим разряда Стартерный режим разряда Ток разряда, А Конечное разрядное напряжение на акку- муляторе, В Емкость, приведен- ная к 25°С, А-ч Ток разряда, А Конечное разрядное напряжение на акку- муляторе, В Емкость, приведен- ная к 25°С, А-ч Ток разряда, А При начальной температуре 25±5°С При начальной темпе- ратуре —30±zl°C Конечное напряжение на батарее, В Минимальное время разря- да, мин Емкость, А-ч 1 Конечное напряжение на батарее, В Минимальное время разря- да, мин Емкость, А-ч 1 1 2 3 1 4 5 1 6 7 8 1 9 1 10 11 1 12 1 13 1 14 1 ’5 6СТЭН-140У1 12 12,6 1,7 126 7,0 1,75 140 420 9 5 35 6 1,5 10,5 6СТ-140Р 12 12,6 1,7 126 7,0 1,75 140 420 9 6 42 б 1,5 10,5 12СТ-70М 24 7,0 1,7 70 3,5 1,75 — 400 18 3 20 12 0,5 3,3 12СТ-70 24 7,0 1,7 70 3,5 1,75 — 400 18 3,5 22,3 12 0,5 3,3 12СТ-85Р 24 8 1,7 80 4,3 1,75 85 400 18 3,5 23,3 12 0,83 5,5 Примечания: 1. Данные этого приложения используются при предъявлении рекламаций на батареи, а также в качестве справочного материала. 2. Указанные в таблице емкости гарантируются заводами-изготовителями при начальной плотности электролита 1,28±0,01 г/см3 (приведенной к 25°С) и уровне его над предохранительным щитком 10... 12 мм: на 10-часовом и 20-часовом режимах разряда при температуре электролита 18... 27°С для всех типов батарей — не позднее 5-го разряда; на стартерном режиме разряда при температуре электролита 25±2 °C для батарей 6СТЭН-140М и 6СТ-140Р —не позднее 3-го разряда, для 12СТ-70М, 12СТ-70 и 12СТ-85Р —не позднее 6-го разряда; на стартерном режиме разряда при температуре электролита минус 30± ГС для батарей 6СТЭН-140М и6СТ-140Р — сл не позднее 5-го разряда, для батарей 12СТ-70М, 12СТ-70 и 12СТ-85Р — не позднее 6-го разряда.
ПРИЛОЖЕНИЕ 2 00 о Электрические характеристики автомобильных аккумуляторных батарей (гарантируемые предприятиями-изготовителями) Тип батареи Номи- нальное напряже- ние, В 10-часовой режим разряда 20-часовой режим разряда Стартерный режим разряда ток разряда, А конечное разрядное напряже- ние на аккуму- ляторе, В емкость, приведен- ная к 25°С, А-ч ток разряда, А конечное разрядное напряжение на выводах батареи, В емкость, приведен- ная к 25°С, А-ч ток разряда, А начальное (5 ... 7 с) напряже- ние на вы- водах, В конечное напряже- ние на вы- водах, В минимальная продолжи- тельность разряда, мин 1 2 3 4 5 6 7 8 9 10 11 12 ЗСТ-150 6 13,5 1 ,7 135 7,5 5,25 150 450 4,2 3 3 ЗСТ-215 6 19,5 1,7 195 10,75 5,25 215 645 4,2 3 3 6СТ-45 12 4,2 1,7 42 2,25 10,5 45 135 8,4 6 3 6СТ-50 12 4,5 1,7 45 2,5 10,5 50 150 8,4 6 3 6СТ-55 12 5,0 1,7 50 2,75 10,5 55 255 8,1 6 2,75 6СТ-60 12 5,4 1,7 54 3,0 10,5 60 180 8,4 6 3 6СТ-75 12 6,8 1,7 68 3,75 10,5 75 225 8,4 6 3 6СТ-82 12 7,5 1,7 75 4,1 10,5 82 246 8,4 6 3 6СТ-90 12 8,1 1,7 81 4,5 10,5 90 270 8,4 6 3 6СТ-105 12 9,5 1,7 95 5,25 10,5 105 315 8,4 6 3 6СТ-132 12 12,0 1,7 120 6,6 10,5 132 396 8,4 6 3 6СТ-182 12 16,5 1,7 165 9,1 10,5 182 546 8,4 6 3 6СТ-190 12 17,0 1,7 170 9,5 10,5 190 570 8,0 6 2,5 Примечания: 1. Данные могут быть использованы в качестве справочного материала, а также при составлении акта-рекламации. 2. Емкость при 10-часовом или 20-часовом режиме разряда определяется не позднее 4-го разряда при темпера- туре 18 ... 27°С и плотности электролита 1,28±0,01 г/см3 (приведенной к 25°С). 3. Емкость батарей, определяемая при 20-часовом режиме разряда не позднее 4-го разряда, должна быть не ниже 85% номинального значения. 4. Параметры стартерного разряда определяются не позднее 5-го разряда при температуре электролита минус 18±ГС и плотности электролита 1,28±0,01 г/см3 (приведенной к 25°С). Для аккумуляторной батареи 6СТ-190 пара- метры гарантируются при температуре электролита минус 25±1°С.
ПРИЛОЖЕНИЕ 3 СТАРТЕРНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ 6СТ-190ТРН С ВНУТРЕННИМ ЭЛЕКТРООБОГРЕВОМ 1. Рекомендации по применению режимов электрообогрева батарей в условиях эксплуатации Система внутреннего электрообогрева в условиях низких тем- ператур обеспечивает два основных эксплуатационных режима: режим форсированного разогрева и режим длительного подогрева. Режим форсированного разогрева означает повышение темпера- туры электролита охлажденной за время стоянки автомобиля батареи в течение ограниченного времени, отводимого на подго- товку двигателя к принятию нагрузки, до величины, при которой обеспечивается надежный его пуск. Основное назначение режима форсированного разогрева аккумуляторных батарей состоит в обеспечении работоспособности электропусковой системы двига- теля при его пуске. Режим длительного подогрева означает поддержание при дви- жении автомобиля и на стоянке заданного перепада температур между электролитом батареи и окружающим ее воздухом. Режим длительного подогрева на стоянке автомобиля поддерживает ак- кумуляторные батареи в постоянной готовности к пуску двига- теля, а при движении обеспечивает нормальный зарядный про- цесс батарей. Необходимый режим достигается путем внешней коммутации выводов нагревателей с параллельного их соединения при форси- рованном разогреве на последовательное соединение для обеспе- чения режима длительного подогрева с помощью специального коммутационного устройства, установленного на машине. Выбор и применение того или иного режима работы си- стемы внутреннего электрообогрева батарей в эксплуатации оп- ределяются прежде всего требованиями готовности техники, усло- виями ее эксплуатации, а также энергетическими возможностями стационарных или подвижных энергетических установок и элект- рических сетей. Режим форсированного разогрева целесобразно применять в условиях, когда требования готовности техники допускают за- траты времени на подготовку и пуск двигателя в пределах 30 мин и более. Форсированный разогрев аккумуляторных батарей перед пу- ском двигателя следует применять при содержании машин на неотапливаемых стоянках более 10 ч при температуре окружаю- щего воздуха ниже минус 20°С. Ориентировочная продолжительность разогрева батарей в за- висимости от начальной температуры электролита приведена в таблице. 137
Температура электролита батарей перед началом разогревал °C Продолжитель- ность форсированного разогрева батарей, мин В случаях когда требования го- товности техники во времени яв- пяются более жесткими, чем это обеспечивается техническими воз- -50 -45 —40 —35 -30 периодических 50 40 30 20 15 его прогревов. можностями форсированного разо- грева батарей и подготовки двига- теля к пуску, следует использо- вать режим длительного подогре- ва батарей и поддержание тепло- вого состояния двигателя путем Особенно удобно применение этого режима на машинах, которые постоянно или значительное время находятся на определенных стоянках в постоянной готовности к выполнению задач с малым пробегом. Для машин транспортной группы эксплуатации, имеющих ге- нераторные установки до 1000 Вт и постоянно эксплуатирую- щихся с большими пробегами и ночными стоянками не более 10 ч, режим длительного подогрева во многих случаях может быть рекомендован в качестве основного. В этом случае при дли- тельной работе генераторной установки обеспечивается достаточ- ное тепловое состояние батарей для их нормального заряда. За время непродолжительных стоянок температура батарей сохра- няется на уровне, обеспечивающем их работоспособное состояние при пуске прогретого двигателя. Режим длительного подогрева рекомендуется к применению на машинах при среднесуточных температурах окружающего воздуха ниже минус 15°С. Для машин, эксплуатирующихся с длительными (сутки и бо- лее) перерывами между рейсами, и главным образом для машин постоянной готовности может быть рекомендован режим посто- янного дежурного стояночного подогрева. Для этого к коммута- ционному устройству в режиме подогрева от внешнего источника тока подается пониженное постоянное или переменное напряже- ние 12... 15 В. Этот режим рекомендуется к применению при тем- пературе воздуха не выше минус 15°С. Питание системы электрообогрева батарей на стоянках мо- жет быть обеспечено как от стационарных, так и от подвижных источников электроэнергии переменного тока. В полевых усло- виях электроснабжение систем обогрева может быть организо- вано за счет резервных мощностей агрегатов питания с примене- нием штатных электрических кабельных сетей специальных ма- шин, используя в случае необходимости небольшие по протяжен- ности дополнительные переходные кабели. Энергоснабжение систем обогрева аккумуляторных батарей в режиме длительного подогрева в движении обеспечивается от генераторных установок машин. Наилучшие результаты дает сочетание режимов форсирован- ного разогрева батарей перед пуском двигателя с последующим 138
длительным их подогревом в движении от генераторной уста- новки машины. 2. Рекомендации по эксплуатации системы внутреннего электрообогрева батарей В процессе эксплуатации аккумуляторных батарей 6СТ-190ТРН на машинах система внутреннего электрообогрева требует перио- дического осмотра и обслуживания. После приведения аккумуляторных батарей в рабочее состоя- ние, после каждого заряда батарей на зарядной станции и при переводе машины на зимнюю эксплуатацию должны быть прове- дены измерение электрического сопротивления нагревательных элементов и проверка наличия гальванической связи. Измерение сопротивления производится методом «вольтметра- амперметра» или омметром (класс приборов не ниже 1,0) на каждой паре выводов коммутационной панели, предварительно нейтрализованной, промытой и высушенной. Сопротивление нагревателей (три нагревателя, соединенные параллельно) постоянному току должно быть 2,4± 10% Ом при температуре 20±5°С. При изменении сопротивления на величину более чем на 20% указанного значения производится полная проверка сопротивления каждого из нагревательных элементов батареи, для чего выводы всех нагревателей отсоединяются от коммутационной панели. При изменении сопротивления на величину не более чем на 20% номинального (7,2 Ом) значения у четырех и более нагрева- телей или при изменении сопротивления любого нагревателя на величину более 20% батарея подлежит ремонту или может эксп- луатироваться лишь как необогревная. Проверка наличия гальванической связи между каждым из выводов коммутационной панели и выводом «плюс» батареи про- изводится вольтметром постоянного тока с пределом измерений 0... 15 В (класс не ниже 1,5). При обнаружении гальванической связи * на любом из выводов панели производится полная про- верка всех нагревательных элементов с отсоединением их от ком- мутационной панели. При наличии гальванической связи более чем у двух нагрева- телей батарея подлежит ремонту или может использоваться только как необогревная. Одновременно с проверкой сопротивления нагревателей и целости их изоляции проводится проверка работоспособности температурного реле: путем проверки сопротивления изоляции датчика, т. е. про- веркой наличия гальванической связи между соответствующими выводами коммутационной панели и выводом «плюс» батареи; * Наличие гальванической связи определяется по отклонению стрелки вольтметра (с внутренним сопротивлением более 1000 Ом) на величину более 139
путем проверки срабатывания температурного реле при вклю- чении электрообогрева батареи от постороннего источника тока. Срабатывание температурного реле определяется по показаниям омметра, включенного в его цепь. При этом следует учитывать, что контакты температурного реле нормально замкнуты при температурах ниже 10°С. Температура электролита, измерен- ная в аккумуляторе, в котором размещено температурное реле, в момент его срабатывания должна составлять 15±5°С. При на- личии гальванической связи между температурным реле и выво- дом «плюс» батарея снимается с эксплуатации и подвергается ре- монту. В случае нарушения работоспособности температурного реле и отсутствия его гальванической связи батарея может быть ос- тавлена в эксплуатации на машинах при условии, что продол- жительность форсированного разогрева батарей не будет превы- шать значений, указанных выше. Проверка сопротивления нагревательных элементов, проверка наличия гальванической связи нагревательных элементов и тем- пературного реле проверка работоспособности температурного реле производятся только специалистами-электриками. При техническом обслуживании № 1 необходимо проверить надежность присоединения наконечников проводов к выводным шпилькам коммутационной панели. В случае необходимости по- верхность панели следует очистить от пыли и грязи, а электро- лит, попавший на ее поверхность, вытереть чистой ветошью, смо- ченной в 10%-ном растворе нашатырного спирта или кальцини- рованной соды, затем панель промыть дистиллированной водой и протереть насухо. При переводе машин на летнюю эксплуатацию система внут- реннего электрообогрева должна быть отключена, для чего от- соединяются наконечники проводов питания от выводных шпилек коммутационой панели. Затем коммутационная панель закры- вается крышкой и принимаются меры, препятствующие попада- нию пыли и грязи внутрь панели. 3. Меры предосторожности При установке и снятии аккумуляторных батарей с машин и при их транспортировании не допускаются механические повреж- дения выводов нагревательных элементов и коммутационной па- нели, попадание внутрь нее пыли, песка и т. п. При загрязнении коммутационной панели необходимо немедленно удалить про- дукты загрязнения способом, исключающим механические по- вреждения панели и выводов. После этого наружные и внутрен- ние поверхности панели и выводы промываются 10%-ным раст- вором каустической соды, а затем дистиллированной водой и про- сушиваются. При попадании внутрь панели смазочных или им подобных материалов, которые могут привести к частичному или полному 140
нарушению электрического контакта между выводами нагревате- лей и проводами питания, разрешается промывка панели бензи- ном. При проведении технического обслуживания аккумуляторных батарей на машинах, установке, снятии и их транспортировании не допускается попадание электролита на коммутационную па- нель, так как это приводит к коррозии выводов и последующему выходу панели из строя. В случае попадания электролита на панель и ее выводы они немедленно должны быть промыты водой, нейтрализованы 10%-ным раствором соды, а затем промыты дистиллированной водой и высушены. При техническом обслуживании аккумуляторных батарей 6СТ-190ТРН (с системой внутреннего электрообогрева) на за- рядной станции необходимо соблюдать следующие меры предо- сторожности. При приведении батарей в рабочее состояние, проведении полного их заряда или контрольно-тренировочного цикла должны быть обеспечены меры, препятствующие попаданию электролита на коммутационную панель или внутрь ее. В любом случае попа- дания электролита на панель необходимо нейтрализовать внут- ренние и наружные поверхности панели и металлические выводы, промыть их дистиллированной водой и высушить, как это ука- зано выше. Не следует подключать электронагреватели к источнику по- стоянного или переменного тока с напряжением выше 32 В. При хранении аккумуляторных батарей в сухом виде на скла- дах должна быть обеспечена герметичная упаковка коммутаци- онной панели. При необходимости длительного хранения залитых электроли- том батарей из коммутационной панели предварительно должны быть удалены пыль, грязь, продукты коррозии, после чего метал- лические части панели должны быть нейтрализованы 1О°/о-ным раствором соды, промыты дистиллированной водой, высушены и смазаны. При обнаружении коррозии выводов коммутационной панели, например после длительного хранения батарей вне машины, про- дукты коррозии необходимо удалить способом, исключающим ме- ханические повреждения выводов.
ПРИЛОЖЕНИЕ 4 Допустимое содержание примесей в дистиллированной воде Наименование примесей Допустимое содержание примесей, не более, мг/л Остаток после выпаривания 60 Остаток после прокаливания 40 Летучие вещества (потери при прока- ливании) 20 Окиси кальция и магния 10 Железо Fe 0,5 Хлор С1 5 Вещества, восстанавливающие КМпО4(О) 25 142
ПРИЛОЖЕНИЕ 5 Карта-схема климатических зон и районов СССР Зона Район и подрайон Обозначения I Холодная II Умеренная Ш Теплая влажная IV Жаркая Высокогорные территории Очень холодный Холодный 1-й подрайон 2-й подрайон Умеренно холодный Умеренно холодный влажный Умеренно теплый Умеренно теплый влажный Жаркий сухой Умеренно жаркий влажный Очень жаркий сухой Кавказ (умеренная зона) Средняя Азия (умеренная и холод- ная зоны) 1а 16 I61 1б" Па Пав Пб Пбв III IVa IVas IV6 Пк (14 П) A Примечания: 1. Высокогорные территории Кавказа и Средней Азии выделены из примыкающих климатических районов, от которых они отли- чаются пониженным атмосферным давлением, более низкой температурой, повы- шенной влажностью и более интенсивной солнечной радиацией. 2. Высокогорные территории Сибири и Дальнего Востока включены в очень холодный и холодный районы, так как они мало отличаются от них но режиму тепла и влаги. 143
ПРИЛОЖЕНИЕ 6 ФОРМА ЖУРНАЛА ПРИВЕДЕНИЯ ТАНКОВЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ В РАБОЧЕЕ СОСТОЯНИЕ Тип аккумуля- торных батарей Номер аккумуляторной батареи Месяц и год выпуска Дата приведения в рабочее состояние (число, месяц, год) Электролит перед за- ливкой Время пропитки пластин, ч—мин Электролит после пропитки электродов Подзаряд током 1-й ступени Подзаряд током 2-й ступени Общее время подзаряда, ч—мин Электролит после подзаряда плотность, г/см3 температура, °C плотность, г/см3 уровень над щит- ком, мм температура, °C зарядный ток, А время заряда, ч—мин зарядный ток, А время заряда, ч—мин плотность, г/см3 температура, °C уровень над щит- ком, мм Примечания: 1. Журнал изготавливается в воинской части, в него заносятся данные на каждую батарею, приводимую в рабочее состояние. 2. Для каждой батареи указываются предельные значения плотности и уровня электролита (например, 1,26... Си 1,27 г/см3; 10 ... 12 мм).
ПРИЛОЖЕНИЕ 7 ВОЗМОЖНОСТИ ВОЙСКОВЫХ ЗАРЯДНЫХ СРЕДСТВ ПРИ ПРИВЕДЕНИИ ТАНКОВЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ В РАБОЧЕЕ СОСТОЯНИЕ УСКОРЕННЫМ СПОСОБОМ Тип зарядного агрегата и место его установки Характеристика зарядного агрегата Дополнительное оборудование для регулирования зарядного тока Количество батарей в одной за- рядной группе Количество зарядных групп при заряде током 20 А Количество зарядных групп при заряде по методу постоянства напряжения Максимальное количество подключаемых батарей Номера групп ЗРУ, требуюшие параллельного соединения максимально регулируе- мое зарядное напряже- ние, В максимальный заряд- ный ток, А 6СТЭН-140М, 6СТ-140Р 12СТ-70, 12СТ-70М, 12СТ-85Р Генератор ПН-100 (ПРЗС-4, АЗДС-20) 130 80,7 ЗРУ 8(4)* 4 — 32 16 3.. .5; 4...6 Преобразователь ЗП-12/60 (ПРЗС-60) 60 200 ЗРУ 4(2) 10 — 40 20 3...5;4...G; 7...8 Генератор ПД-62 (ПРЗС-60А, ПРЗС-70, АЗДС-20М) Генератор П-52 (электромашинный агрегат), ста- 115 87 ЗРУ 7(3) 4 —— 28 12 3. ..5; 4. ..6 ционарно 138 68 УЗРУ 9(4) 3 — 27 12 — Выпрямитель ВАК-6-115, стационарно 138 21,75** — 9(4) 2 ' 18 8 —• Выпрямитель ВАК-12-115, стационарно Выпрямитель ВАК-6-28.5 Ml, на тележке .... Выпрямитель ВАК-12-28,5 138 21,75** — 9(4) 2(1) 4(2) 4 2 3 36 8 12 16 4 6 111 * В скобках указано количество 24-вольтовых батарей. ** Указан номинальный ток одной зарядной секции.
ПРИЛОЖЕНИЕ 8 ФОРМА ЖУРНАЛА УЧЕТА ОБСЛУЖИВАНИЯ АККУМУЛЯТОРНЫХ БАТАРЕЙ НА АККУМУЛЯТОРНОЙ ЗАРЯДНОЙ СТАНЦИИ I Дата сдачи батарей на зарядную 1 I станцию I Подразделение Номер машины Тип батарей и номера (заводские) Состояние батарей при сдаче на заряд- ную станцию Вид обслуживания (заряд, разряд, КТЦ, ремонт и др.) Состояние батарей при включении на заряд или разряд Состояние батарей при выключении с заряда или разряда Емкость, отданная батареями, % Подпись лица, проводившего обслуживание Состояние батарей при выдаче с заряд- ной станции Подпись лица, получившего ба- тареи Примечание плотность электролита, г/см5 уровень электролита, мм температура электроли- та, °C обнаруженные дефекты в батареях время включения, ч мин величина тока, Л плотность электролита, ' г/см3 температура электроли- время включения, ч/мип плотность электролита, г/см3 темпэратура электроли- та, °C уровень электролита, мм дата, (число, месяц, год) плотность электролита, г/см3 уровень электролита, мм температура электроли- та, °C £ 1
Примечания: 1. Журнал изготавливается воинской частью. Он является основным документом аккумуляторной зарядной станции. Правильное ведение журнала обеспечивает: предупреждение нарушения режима заряда (разряда) батарей; своевременное определение момента окончания заряда; выявление отстающих и неисправных аккумуляторов и их исправление; обоснованное предъявление рекламаций заводу-изготовителю. 2. Величины плотности и уровня электролита для каждой батареи приводятся предельные (наименьшая и наи- большая).
ПРИЛОЖЕНИЕ 9 ПРИМЕРНЫЕ НОРМЫ В СМ3 ДОВОДКИ ПЛОТНОСТИ ЭЛЕКТРОЛИТА в ОБЪЕМЕ ОДНОГО ЛИТРА Плотность электролита в аккумуляторах, г/см’ Необходимая плотность, г/см’ 1,24 1.25 1,26 1,27 1,29 1,31 Отсос электролита Доливка раствора 1,40 г/см’ Доливка воды Отсос электролита Доливка раствора 1,40 г/см’ Доливка воды Отсос электролита Доливка раствора 1,40 г/см’ Доливка воды Отсос электролита Доливка раствора 1,40 г/см’ Доливка воды Отсос электролита Доливка раствора 1,40 г/см’ Доливка воды Отсос электролита Доливка раствора 1,40 г/см’ Доливка воды 1,24 — — — 60 62 — 120 125 — 173 175 — 252 256 — — — — 1,25 44 — 45 — — 65 70 — 118 120 — 215 220 —— — —— — 1,26 85 — 88 39 — 40 —- — — 65 66 — 177 180 — 290 294 — 1,27 122 — 126 78 — 80 40 — 43 — — — 122 126 — 246 250 — 1,28 156 — 162 117 —- 120 80 — 86 40 — 43 63 65 — 198 202 — 1,29 190 — 200 158 •— 162 123 — 127 75 — 78 — — — 143 146 — 1,30 — — — — — — — — — 109 — 113 36 — 38 79 81 — Примечание. Пользуясь данными для ~ вить таблицы доводки плотности электролита в о объем электролита в одном аккумуляторе батареи, доводки плотности электролита в объеме одного литра, можно соста- батарее любого типа. Для этого цифры таблицы надо умножить на выраженный в литрах (см. табл. 1).
ПРИЛОЖЕНИЕ 10 ЕМКОСТЬ АККУМУЛЯТОРНЫХ БАТАРЕИ В ПРОЦЕНТАХ ОТ НОМИНАЛЬНОЙ ПРИ Ю-ЧАСОВОМ РЕЖИМЕ РАЗРЯДА, ПРИВЕДЕННАЯ К 25°С Время разря- да, ч—мин Средняя температура электролита при разряде, °C 17 18 19 20 21 22 23 24 25 26 27 28 29 30 5—00 54,3 53,8 53,2 52,6 52,1 51,5 51,0 50,5 50,0 49,5 49,0 48,5 48,1 47,6 5—05 55,3 54,7 54,1 53,5 53,0 52,4 51,9 51,4 50,8 50,3 49,8 49,4 48,9 48,4 5—10 56,2 55,6 55,0 54,4 53,8 53,3 52,7 52,2 51,7 51,2 50,7 50,2 49,7 49,2 5—15 57,1 56,5 55,9 55,3 54,7 54,1 53,6 53,0 52,5 52,0 51,5 51,0 50,5 50,0 5—20 58,0 57,3 56,7 56,1 55,6 55,0 54,4 53,9 53,3 52,8 52,3 51,8 51,3 50,8 5—25 58,9 58,2 57,6 57,0 56,4 55,8 55,3 54,7 54,2 53,6 53,1 52,6 52,1 51,6 5-30 59,8 59,1 58,5 57,9 57,3 56,7 56,1 55,6 55,0 54,5 53,9 53,4 52,9 52,4 5—35 60,7 60,0 59,4 58,8 58,2 57,6 57,0 56,4 55,8 55,3 54,7 54,2 53,7 53,2 5-40 61,6 60,9 60,3 59,7 59,0 58,4 57,8 57,2 56,7 56,1 55,6 55,0 54,5 54,0 5—45 62,5 61,8 61,2 60,5 59,9 59,3 58,7 58,1 57,5 56,9 56,4 55,8 55,3 54,8 5-50 63,4 62,7 62,1 61,4 60,7 60,1 59,5 58,9 58,3 57,8 57,2 56,6 56,1 55,6 5—55 64,3 63,6 62,9 62,3 61,6 61,0 60,4 59,8 59,2 58,6 58,0 57,4 56,9 56,4 6—00 65,2 64,8 63,8 63,2 62,5 61,9 61,2 60,6 60,0 59,4 58,8 58,3 57,7 57,1 6-05 66,1 65,4 64,7 64,0 63,4 62,7 62,1 61,5 60,8 60,2 59,6 59,1 58,5 57,9 6—10 67,0 66,3 65,6 64,9 64,2 63,6 62,9 62,3 61,7 61,1 60,5 59,9 59,3 58,7 6—15 67,9 67,2 66,5 65,8 65,1 64,4 63,8 63,1 62,5 61,9 61,3 60,7 60,1 59,5 6—20 68,8 68,1 67,4 66,7 66,0 65,3 64,6 64,0 63,3 62,7 62,1 61,5 60,9 60,3 6—25 69,8 69,0 68,3 67,5 66,8 66,2 65,5 64,8 64,2 63,5 62,9 62,3 61,7 61,1 6—30 70,7 69,9 69,1 68,4 67,7 67,0 66,3 65,7 65.0 64,4 63,7 63,1 62,5 61,9
6—35 71,6 70,8 70,0 69,3 68,6 67,9 67,2 66,5 65,8 65,2 64,5 63,9 63,3 62,7 6—40 72,5 71,7 70,0 70,2 69,4 68,7 68,0 67,3 66,7 66,0 65,4 64,7 64,1 63,5 6—45 73,4 72,6 71,8 71,1 70,3 69,6 68,9 68,2 67,5 66,8 66,2 66,5 64,9 64,3 6—50 74,3 73,5 72,7 71,9 71,2 70,4 69,7 69,0 68,3 67,7 67,0 66,3 65,7 65,1 6-55 75,2 74,4 73,6 72,8 72,1 71,3 70,6 69,9 69,2 68,5 67,8 67,2 66,5 65,9 7-00 76,1 75,3 74,5 73,7 72,9 72,2 71,4 70,7 70,0 69,3 68,6 68,0 67,3 66,7 7—05 77,0 76,2 75,4 74,6 73,8 73,0 72,3 71,6 70,8 70,1 69,5 68,8 68,1 67,5 7—10 77,9 77,1 76,2 75,4 74,7 73,9 73,1 72,4 71,7 71 ,0 70,3 69,6 68,9 68,3 7—15 78,8 78,0 77,1 76,3 75,5 74,7 74,0 73,2 72,5 71,8 71,1 70,4 69,7 69,0 7—20 79,7 78,8 78,0 77,2 76,4 75,6 74,8 74,0 73,3 72,6 71,9 71,2 70,5 69,8 7—25 80,6 79,7 78,9 78,1 77,3 76,5 75,7 74,9 74,2 73,4 72,7 72,0 71,3 70,6 7—30 81,5 80,6 79,8 78,9 78,1 77,3 76,5 75,8 75,0 74,3 73,5 72,8. 72,1 71,4 7—35 82,4 81,5 80,7 79,8 79,0 78,2 77,4 76,6 75,8 75,1 74,3 73,6 72,9 72,2 7-40 83,3 82,4 81,6 80,7 79,9 79,0 78,2 77,4 76,7 75,9 75,2 74,4 73,7 73,0 7—45 84,2 83,3 82,4 81,6 80,7 79,9 79,1 78,3 77,5 76,7 76,0 75,2 74,5 73,8 7—50 85,1 84,2 83,3 82,5 81,6 80,8 79,9 79,1 78,3 77,6 76,8 76,0 75,3 74,6 7—55 86,1 85,1 84,2 83,3 82,5 81,6 80,8 80,0 79,2 78,4 77,6 76,9 76,1 75,4 8-00 87,0 86,0 85,1 84,2 83,3 82,5 81,6 80,8 80,0 79,2 78,4 77,7 76,9 76,2 8-05 87,9 86,9 86,0 85,1 84,2 83,3 82,5 81,7 80,8 80,0 79,3 78,5 77,7 77,0 8—10 88,8 87,8 86,9 86,0 85,1 84,2 83,3 82,5 81,7 80,9 80,1 79,3 78,5 77,8 8—15 89,7 88,7 87,8 86,8 85,9 85,1 84,2 83,3 82,5 81,7 80,9 80,1 79,9 78,6 8—20 90,6 89,6 88,6 87,7 86,8 85,9 85,0 84,2 83,3 82,5 81,7 80,9 80,1 79.4 8—25 91,5 90,5 89,5 88,6 87,7 86,8 85,9 85,0 84,2 83,3 82,5 81,7 80,9 80,2 8—30 92,4 91,4 1 90,4 89,5 88,5 87,6 86,7 85,9 85,0 84,2 83,3 82,5 81,7 81,0
Продолжение 1 - ьо Время разря- да, ч—мин Средняя температура электролита при разряде, °C 17 18 19 20. 21 22 23 24 25 26 27 28 29 зо 8—35 93,3 92,3 91,3 90,4 89,4 88,5 87,6 86,7 85,8 85,0 84,2 83,3 82,5 81,7 8-40 94,2 93,2 92,2 91,2 90,3 89,4 88,4 87,5 86,7 85,8 85,0 84,1 83,3 82,5 8-45 95,1 94,1 93,1 92,1 91,2 90,2 89,3 88,4 87,5 86,6 85,8 85,0 84,1 83,3 8-50 96,0 95,0 94,0 93,0 92,0 91,1 90,1 89,2 88,3 87,5 86,6 85,8 84,9 84,1 8-55 96,9 95,9 94,9 93,9 92,9 92,0 91,0 90,1 89,2 88,3 87,4 86,6 85,7 84,9 9—00 97,8 96,8 95,7 94,7 93,8 92,8 91,8 90,9 90,0 89,1 88,2 87,4 86,5 85,7 9—05 98,7 97,7 96,6 95,6 94,6 93,7 92,7 91,8 90,8 89,9 89,1 88,2 87,3 86,5 9-Ю 99,6 98,6 97,5 96,5 95,5 94,5 93,5 92,6 91,7 90,8 89,9 89,0 88,1 87,3 9—15 100,5 99,5 98,4 97,4 96,4 9514 94,4 93,4 92,5 91,6 90,7 89,8 88,9 88,1 9—20 101,4 100,4 99,3 98,2 97,2 96,2 95,2 94,3 93,3 92,4 91,5 90,6 89,7 88,9 9-25 102,4 101,3 100,2 99J 98,1 97,1 96,1 95,1 94,2 93,2 92,3 91,4 90,5 89,7 9-30 103,3 102.2 101,1 100,0 99,0 97,9 96,9 96,0 95,0 94,1 93,1 92,2 91,3 90,5 9-35 104,2 юз,о 102,0 100,9 99,8 98,8 97,8 96,8 95,8 94,9 94,0 93,0 92,1 91,3 9-40 105,1 103,9 102,8 101,8 100,7 99,7 98,6 97,6 96,7 95,7 94,8 93,9 93,0 92,1 9—45 106,0 104,8 103,7 102,6 101,6 100,5 99,5 98,5 97,5 96,5 95,6 94,7 93,8 92,9 9-50 106,9 105,8 104,8 103,5 102,4 101,4 100,3 99,4 98,3 97,4 96,4 95,5 94,6 93,7 9-55 107,8 106,6 105,6 104,4 103,3 102,2 101,2 100,2 99,2 98,2 97,2 96,3 95,4 94,4 10-00 108,7 107,5 106,4 105,3 104,2 103,1 102,0 101,0 100,0 99,0 98,0 97,1 96,2 95,2 10—05 109,6 108,4 107,3 106,1 105,0 104,0 102,9 101,9 100,8 99,8 98,9 97,9 97,0 96,0 10-10 110,5 109,3 108.2 107,0 105,9 104,8 103,7 102,7 101,7 100,7 99,7 98,7 97,8 96,8 10-15 111,4 110,2 109,0 107,9 106,8 105,7 104,6 103,5 102,5 101,5 100,5 99,5 98,6 97,6
10—20 112,3 111,1 109,9 108,8 107,6 106,5 105,4 104,4 103,3 102,2 101,3 100,3 99,4 98,4 Т 10-25 113,2 112,0 110,8 109,7 108,5 107,4 106,3 105,2 104,2 103,1 102,1 101,2 100,2 99,2 3 10—30 114,1 112,9 111,7 110,5 109,4 108,2 107,1 106,.1 105,0 104,0 102,9 101,9 101,0 100,0 10—35 115,0 113,8 112,6 111,4 110,2 109,1 108,0 106,9 105,8 104,8 103,8 102,7 101,8 100,8 10—40 115,9 114,7 113,5 112,3 111,1 110,0 108,8 107,7 106,7 105,6 104,6 103,6 102,6 101,6 10—45 116,8 115,6 114,4 113,2 112,0 110,8 109,7 108,6 107,5 106,4 105,4 104,4 103,4 102,4 10-50 117,8 116,5 115,2 114,0 112,8 111,7 110,5 109,4 108,3 107,3 106,2 105,2 104,2 103,2 10—55 118,7 117,4 116,1 114,9 113,7 112,5 111,4 110,3 109,2 108,1 107,0 106,0 105,0 104,0 11—00 119,6 118,3 117,0 115,8 114,6 113,4 112,2 111,1 110,0 108,9 107,8 106,8 105,8 104,8 11-05 120,5 119,2 117,9 116,7 115,5 114,3 113,1 112,0 110,8 109,7 108,7 107,6 106,6 105,6 11—10 121,4 120,1 118,8 117,5 116,3 115,1 114,0 112,8 111,7 110,6 109,5 108,4 107,4 106,4 11—15 122,3 121,0 119,7 118,4 117,2 116,0 114,8 113,6 112,5 111,4 110,3 109,2 108,2 107,2 11—20 123,2 121,9 120,6 119,3 118,1 116,8 115,6 114,5 113,3 112,2 111,1 110,0 109,0 107,9 11-25 124,1 122,8 121,5 120,2 118,9 И7,7 116,5 115,3 114,2 113,0 111,9 110,8 109,8 108,7 11—30 125,0 123,7 122,3 121,1 119,8 118,6 117,3 116,2 115,0 113,9 112,7 111,7 110,6 109,5 11—35 125,9 124,5 123,2 121,9 120,7 119,4 118,2 117,0 115,8 114,7 113,6 112,5 111,4 110,3 11—40 126,8 125,4 124,1 122,8 121,5 120,3 119,1 117,8 116,7 115,5 114,3 113,3 112,2 111,1 11-45 127,7 126,3 125,0 123,7 122,4 121,1 120,0 118,7 117,5 116,3 115,2 114,1 113,0 111,9 11—50 128,6 127,2 125,9 124,6 123,3 122,0 120,8 119,5 118,3 117,2 116,0 114,9 113,8 112,7 11-55 129,5 128,1 126,8 125,4 124,1 122,9 121,6 120,4 119,2 118,0 116,8 115,7 114,6 113,5 12—00 130,4 129,0 127,7 126,3 125,0 123,7 122,4 121,2 120,0 118,8 117,6 116,5 115,4 114,3 153
Правила пользования таблицей 1. По записи в журнале (определить время разряда бата- рей в часах и минутах. Минуты округлить до 5 (1 и 2 не считать, а 3 и 4 округлять до 5). 2. Определить среднюю температуру электролита при разряде: *ср — g где Тер — средняя температура электролита при разряде, °C; Тн — температура электролита начальная, °C; Тк — температура электролита конечная, °C. 3. В таблице на пересечении средней температуры и вре- мени разряда найти цифру, определяющую величину отдан- ной батареей емкости в процентах от номинальной. Пример. 1. Время разряда батарей 6СТЭН-140М током 12,6 А (ток 10-часового режима) составило 7 ч 20 мин (7-20). 2. Начальная температура электролита 30°С, а конечная „ 30 4- 10 10 С. Средняя температура при разряде равна —----------= = 20 °C. 3. Отданная емкость, приведенная к температуре 25°С, равна 77,2% (на пересечении линий).
ПРИЛОЖЕНИЕ 11 РЕКОМЕНДУЕМЫЕ ВЕЛИЧИНЫ* РЕГУЛИРОВОК РЕЛЕ-РЕГУЛЯТОРОВ НА АВТОМОБИЛЯХ И ТРАКТОРАХ Установка аккумуляторной батареи Климатические зоны Напряже- ние бор- товой сети, В наружная подкапотная (ГОСТ 16350-70) и средняя месячная температура воздуха в январе Время года регулировка регулятора напряжения, В напряжение включения реле обратного тока, В регулировка регулятора напряжения, В напряжение включения реле обратного тока, В Холодная от —50 — 15°С до Зима 12 24 14,5...15,5 29,0...31,0 12,5.. ..13,0 14,2.. .15,0 12,5.. .13,0 Лето 12 24 13,8...14,8 27,0...29,0 12,0.. ..12,5 13,2. . .14,2 12,0.. .12,5 Умеренная от —15 —4СС до Круглый год 12 24 13,8...14,8 27,0...29,0 12,0.. ..12,5 13,2.. .14,2 12,0.. .12,5 Жаркая и теплая влажная от —15 до + 6°С Круглый год 12 24 13,2...14,0 26,0...28,0 11,8. ..12,2 13,0.. .14,0 11,8.. .12,2 * Параметры проверяются при температуре реле-регулятора 20°С. Примечания: 1. Реле-регуляторы, имеющие переключатель посезонной регулировки «зима — лето», должны регулироваться прежде всего путем соответствующего изменения положения этого переключателя. 2. Регулятор напряжения регулируется при частоте вращения генератора 3000 об/мин (если нет других спе- циальных указаний для конкретного типа генератора) и при токе нагрузки, равном половине номинального. 3. В зимнее время года в случае систематического недозаряда батарей производится повышение регулируемого напряжения, но при этом максимальное значение напряжения не должно быть более 15,5 В при номинальном напряжении Сл 12 В и 31 В при номинальном напряжении 24 В.
£ ПРИЛОЖЕНИЕ 12 cn ПЕРЕЧЕНЬ УЧЕТНО-ОТЧЕТНОЙ ДОКУМЕНТАЦИИ ПО ЭКСПЛУАТАЦИИ ТАНКОВЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ В ВОИНСКИХ ЧАСТЯХ Перечень документов Где ведется Примечание на зарядной станции в подразделении в части План-график периодического обслуживания ак- кумуляторных батарей, находящихся в эксплуа- тации (приведенных в рабочее состояние) + Выписка 4- Форма произвольная План-график обслуживания (осмотра) аккуму- ляторных батарей, находящихся на хранении в сухом виде 4- Выписка + То же План-график (расчет) приведения сухих акку- муляторных батарей в рабочее состояние в «осо- бых случаях» — — + » План-график замены аккумуляторных батарей на 5 лет — — + » Книга учета наличия аккумуляторных бата- рей, находящихся на хранении приведенными в рабочее состояние и в сухом виде, по годам вы- пуска —• — 4- Приложение 13 Журнал учета обслуживания аккумуляторных батарей на аккумуляторной зарядной станции 4- — — Приложение 8 Журнал учета обслуживания аккумуляторных батарей, находящихся на подзаряде малыми то- ками + Приложение 18
Перечень документов на зарядной станции Журнал ежедневного контроля за подзарядом аккумуляторных батарей малыми токами — График периодичности обслуживания аккуму- ляторных батарей, находящихся на подзаряде малыми токами — Журнал выдачи резервных аккумуляторных ба- тарей в подразделения + Паспорта и инструкции по эксплуатации за- рядно-разрядного оборудования + Акт комиссии части о проведении приемных испытаний зарядно-разрядных устройств и устройств для подзаряда батарей малыми токами — Акт комиссии части о проверке электролита, приготовленного для приведения батарей в ра- бочее состояние в особых случаях (к акту при- — лагаются паспорта на серную кислоту и анализы дистиллированной воды, использованные для при- готовления электролита) Сл
Продолжение Где ведется в подразделении в части Примечание + — Приложение 16 Выписка + Приложение 17 — — Форма произвольная — + Представляется заводом-изготовителем изделия Форма произвольная — + То же
ПРИЛОЖЕНИЕ 13 ФОРМА КНИГИ УЧЕТА АККУМУЛЯТОРНЫХ БАТАРЕЙ, НАХОДЯЩИХСЯ НА ХРАНЕНИИ № по пор. Номер машины Заводской номер батареи Дата изготовления батареи Дата приведе- ния батареи в рабочее состоя- яние Дата закрепления батареи за машиной Планируемый год замены (списания) батареи Фактическая дата замены (списания) батареи Примечание 1 2 3 4 5 6 7 8 9 Примечания: 1. При хранении закрепленных за машинами батарей в сухом виде в графе 5 ставится прочерк. 2. В графе 9 необходимо указать причину замены (списания) батарей.
ПРИЛОЖЕНИЕ 14 ОБОЗНАЧЕНИЯ, РЕКОМЕНДУЕМЫЕ ДЛЯ НАНЕСЕНИЯ НА ТАНКОВЫХ АККУМУЛЯТОРНЫХ БАТАРЕЯХ ПРИ ИХ ЭКСПЛУАТАЦИИ В ВОИНСКИХ ЧАСТЯХ 1. На всех аккумуляторных батареях, закрепленных за ма- шинами, с помощью трафаретов белой краской наносятся номера подразделений и машин. Номерные обозначения целесообразно наносить на передней торцовой стенке батареи. Размеры обозна- чений: высота цифр и букв — 50 мм, ширина их — 30 мм, тол- щина линий— 10 мм. 2. На батареях, предназначенных для использования в каче- стве буферных групп, по периметру ящика красной краской на- носится горизонтальная полоса шириной 50 мм. 3. На резервных батареях по периметру ящика наносится белая полоса шириной 50 мм, 159
ПРИЛОЖЕНИЕ 15 РАСЧЕТ СЕЧЕНИЯ ПРОВОДОВ ДЛЯ МАГИСТРАЛЬНОЙ ЛИНИИ СЕТИ ПОДЗАРЯДА Расчет сечения проводов магистральной линии проводится из условия, чтобы потеря напряжения в проводах, от зажимов источника тока (подзарядного блока) до места подсоединения наиболее удаленной боковой отводки, не превышала 0,2 В. Потеря напряжения определяется по формуле = (1) где Д[7 — потеря напряжения, В; I — зарядный ток, А; 2 — количество проводов (прямой и обратный); I — длина расчетного участка линии, м; у — удельная электрическая проводимость (для медных проводов), м/Ом-мм2; S — сечение провода, мм2. Пример проведения расчета. Требуется определить сечение медных проводов магистраль- ной линии сети подзаряда, принципиальная схема которой пока- зана на рис. 88, при установке батарей типа 12СТ-70М. Рис. 88. Принципиальная схема сети подзаряда аккумулятор- ных батарей в машинах (10 машин, расположенных в один ряд): 1 — подзарядный агрегат; 2 — главная линия; 3 — боковая отводка; 4 — переходный щиток; 5 — соединительный кабель 16Q
Допускаем, что все группы батарей (4 батареи, соединенные параллельно) имеют одинаковое состояние и потребляют (каж- дая группа) ток 0,3 А *. Исходя из условий расположения подзарядного агрегата и ма- шин, определяем длину проводов. Принимаем, что Zo = 2O м; /1 = 5 м; /2=10 м; /3 = 5 м. Тогда д/7_т Wo I / 2/1 , 2/2 г 2Z3 /п\ Откуда 5=57^<ЗХ20+ 1,5 Х 5+0,9 Х 10 + 0,3 Х5) = 13,7 мм2‘ Принимаем сечение проводов магистральной линии и прово- дов, соединяющих с ней подзарядный блок, равным 25 мм2. Для районов с жарким климатом расчетное сечение проводов необхо- димо увеличить в два раза. * При установке в машинах батарей типа 6СТЭН-140М и 6СТ-140Р ток, потребляемый каждой группой, принимается равным 0,2 А. 161
ПРИЛОЖЕНИЕ 16 ЖУРНАЛ ЕЖЕДНЕВНОГО КОНТРОЛЯ* ЗА ПОДЗАРЯДОМ АККУМУЛЯТОРНЫХ БАТАРЕЙ МАЛЫМИ ТОКАМИ (образец) Рота----------------------- Батальон --------------------- Подзарядный блок ---------------------- Дата замера Время замера Температура окружающего воздуха, °C Зарядное напряже- ние на выходе подзарядного блока, В Общий зарядный ток на батарее, А Примечание Подпись лица, проводившего замеры 7.06.78 г. 15—00 20 26,2 2,2 Иванов 8.06.78 г. 14-30 16 26,6 2,0 — Иванов 9.06.78 г. 10—00 18 26,5 1,6 Произведена 9.06.78 г. 10—00 13 26,8 3,0 регулировка зарядного режима Иванов 10.06.78 г. 14—30 19 26,8 3,0 — 11.06.78 г. 13—00 20 27,1 4,0 — 11 .06.78 г. 13-00 20 26,8 3,0 — 12.06.78 г. 10—00 17 26,8 3,0 Иванов Заводится один на каждый подзарядный блок и хранится на зарядной станции.
ПРИЛОЖЕНИЕ 17 ГРАФИК ПЕРИОДИЧНОСТИ ОБСЛУЖИВАНИЯ АККУМУЛЯТОРНЫХ БАТАРЕЙ, НАХОДЯЩИХСЯ НА ПОДЗАРЯДЕ МАЛЫМИ ТОКАМИ (образец) Подразде- ление Дата сдачи батарей на за- рядную станпию Дата окончания заряда батарей Дата постановки батарей на подзаряд ма- лыми токами Дата обслуживания батарей Примечание Подпись ответственного лица по плану фактически 1 р 10.6.78 г. 12.6.78 г. 15.6.78 г. 12.7.78 г. 15.7.78 г. — Петров 2 Р 13.6.78 г. 15.6.78 г. 16.6.78 г. 15.7.78 г. 15.7.78 г. Две группы Петров 3 Р 16.6.78 г. 18.6.78 г. 20.6.78 г. 18.7.78 г. 20.7.78 г. сданы на АЗС Петров 1 Р — — — 15.8.78 г. 2 р — — — 15.8.78 г. 3 Р 20.7.78 г. 21.7.78 г. 22.7.78 г. 20.8.78 г. Примечания: 1. График ведется помощником начальника службы по электро- и спецоборудованию. Разре- шается вести график отдельно на каждую машину. »—1 2. Планирование даты обслуживания батарей производится за 1—3 месяца в соответствии с подразд. 7.3 Руко- 3 водства.
ПРИЛОЖЕНИЕ 18 с*. I** ЖУРНАЛ УЧЕТА* ОБСЛУЖИВАНИЯ АККУМУЛЯТОРНЫХ БАТАРЕЙ, НАХОДЯЩИХСЯ НА ПОДЗАРЯДЕ МАЛЫМИ ТОКАМИ (образец) Рота---------------- Батальон ---------------------- Номер машины Номер батареи Плотность (числитель), уровень электролита (знаменатель) в аккумуляторе, г/смэ/мм Темпера- тура электро- лита, °C Примеча- ние Подпись лица, проводящего замеры, и дата В 023 423 1,27 1,27 1,27 1,275 1,26 1,25 1,26 1,27 1,27 1,265 1,275 1,26 12 13 12 14 13 14 14 14 13 13 11 14 424 1,26 13 1,26 13 1,27 12 1,26 13 L265 14 1,26 14 1,27 14 1,27 12 1,275 13 1,265 12 1,26 13 1,26 14 +21 20.08.1978 г. Петров 425 1,26 1,26 1,265 1,27 1,26 1,275 1,26 1,265 1,27 1,27 1,27 L275 12 12 12 13 13 13 13 12 11 12 13 13 426 1,27 14 1,27 14 1,275 13 1,27 13 1,27 13 1,27 14 1,27 14 П255 14 1,26 14 1,255 14 1,26 14 1,27 13 Заводится один на роту и хранится на зарядной* станции.
Продолжение Номер машины Номер батареи Плотность (числитель), уровень электролита (знаменатель) в аккумуляторе, г/см3/мм Темпера- 1 тура электро- лита, °C Примеча- ние Подпись лица, проводящего замеры, и дата В 024 320 1,22 1,22 1,24 1,20 1,20 1,20 1,20 1,19 1,20 1,21 1,215 1,22 10 10 И 12 11 10 И И 11 12 10 11 21.08.1978 г. Батареи сняты 321 1,23 1,24 1,25 1,24 1,23 1,24 1,23 1,235 1,23 1,24 1,25 1,24 с машины и отправлены для подзаряда на 10 10 11 12 11 10 И И И 12 И 10 322 1,23 1,24 1,25 1,24 1,23 1,22 1,21 1,21 1,22 1,23 1,22 1 ,22 н -21 зарядной станции Петров 10 10 11 11 12 И 10 10 10 10 11 11 323 1,20 1,21 1,22 1,21 1,21 1,22 1,23 1,24 1,24 1,22 1,21 1,21 11 11 11 12 12 12 12 12 12 12 И 11 Подпись (Иванов)
о о ПРИЛОЖЕНИЕ 19 ЭЛЕКТРОДЫ И СЕПАРАТОРЫ АВТОМОБИЛЬНЫХ (ТРАКТОРНЫХ) АККУМУЛЯТОРНЫХ БАТАРЕЙ Тип батареи Размеры электродов, мм Количество электродов Размеры сепараторов, мм Количество сепараторов в аккумуля- торе, шт. ширина высота тип и толщина ширина высота толщина положительные отрицательные положи- тельных отрица- тельных мипчаст или мипор стекло- волокно средние крайние ми- пласт или мипор стекло- волок- но Автомобильные (тракторные) батареи ЗСТ—150 143 133,5 СТП—1 2,6 СТО—1 2,3 СТО—3 1,9 9 10 148 144 1,5 0,4 18 18 ЗСТ—215 143 133,5 СТП—1 2,6 СТО—1 2,3 СТО—3 1,9 13 14 148 144 1,9 26 6СТ—45 143 119,0 СТП—2 2,4 СТО—2 2,4 -1 4 3 148 128 1,7 6 6СТ—50 143 133,5 СТП—1 2,6 СТО—1 2,3 СТО—3 1,9 3 4 148 144 1,5 0,4 6 6 6СТ—55 143 119,0 СТП—5 1,7 СТО—5 1,4 .—. -—. 6 7 148 128 1,1 12 6СТ—60 143 133,5 СТП—3 2,3 СТО—3 1,9 — 4 5 148 144 1,5 8 . 6СТ—75 143 133,5 СТП—3 2,3 СТО—3 1,9 — 5 6 148 144 1,5 0,4 10 10 6СТ—75 143 133,5 СТП—3 2,3 СТО—3 1,9 — — 5 6 148 144 1,9 10 6СТ—82 143 133,5 СТП—1 2,6 СТО—1 2,3 СТО—3 1,9 6 7 148 144 1,5 0,4 10 10 6СТ—90 143 133,5 СТП—3 2,3 СТО—3 1,9 — — 6 7 148 144 1,5 0,4 12 12 6СТ—105 143 133,5 СТП—3 2,3 СТО—3 1,9 — — 7 8 148 144 1,5 0,4 14 14 6СТ—132 143 133,5 СТП—1 2,6 СТО—1 2,3 СТО—3 1,9 8 9 148 144 1,5 0,4 16 16 6СТ—182 143 133,5 СТП—1 2,6 СТО—1 2,3 СТО—3 1,9 И 12 148 144 1,5 0,4 22 22 6СТ—190 143 133,5 СТП—3 2,3 СТО—3 1,9 — — 14 15 148 144 1,5 28 Модернизированные автомобильные (тракторные) батареи зет—150 143 133,5 СТП—3 2,3 СТО—3 1,9 — — 10 11 148 144 1,5 0,4 20 20 6СТ—50 143 133,5 СТП—4 1,9 СТО—3 1,9 — 4 4 148 144 1,3 0,4 7 7 бет—75 143 133,5 СТП—4 1,9 СТО—4 1,7 — — 6 7 148 144 1,3 0,4 12 12 6СТ—82 143 133,5 СТП—3 2,3 СТО—3 1,9 — 6 7 148 144 1,3 0,4 12 12 6СТ—132 143 133,5 СТП—3 2,3 СТО—3 1,9 — — 9 10 148 144 1,5 0,4 18 18 6СТ—182 143 133,5 СТП—3 2,3 СТО—3 1,9 — — 13 14 148 144 1,3 0,4 26 26
ПРИЛОЖЕНИЕ 20 АККУМУЛЯТОРНАЯ МАСТИКА Аккумуляторные мастики ЭП-10, БР-20 и БРТ-1 применяются для заливки всех аккумуляторных батарей. Они выпускаются по ОСТ 160.686.369—76 и обладают следующими свойствами: хорошо прилипают к дереву, эбониту, полиэтилену и полипро- пилену; однородны по составу, кислотостойки, водо- и кислотонепро- ницаемы; пригодны для повторного расплавления и заливки поверхно- сти аккумуляторных батарей; морозо и теплостойки (при температуре минус 40°С мастика не растрескивается, а при плюс 60°С несколько размягчается, но не течет). Мастика хранится в виде брикетов. Перед заливкой аккуму- ляторных батарей мастику расплавляют в мастиковарке. В процессе расплавления мастику необходимо перемешивать. Температура мастики при разогреве и заливке должна быть 18О...22О°С (мастика ЭП-10—220... 230°С). Количество мастики, расплавленной в мастиковарке, не дол- жно превышать потребности в ней для заливки поверхности бата- рей. Заливают мастику из ручных ковшей и разравнивают с по- мощью паяльника с насадками. Разогревать и разравнивать ма- стику с помощью огня категорически запрещается. Мастика хранится в чистых закрытых помещениях. Для заливки аккумуляторных батарей 6СТ-190ТРН приме- няется мастика БР-Д термостойкостью от минус 50 до плюс60°С. Температура мастики БР-Д при разогреве и заливке должна быть 22О...23О°С. В остальном технология ее подготовки и хране- ния такая же, как для мастики ЭП-10, БР-20 и БРТ-1. 167
ПРИЛОЖЕНИЕ 21 НОРМЫ СДАЧИ ЛОМА АККУМУЛЯТОРНОГО СВИНЦА КОНТОРАМ ВТОРЦВЕТМЕТА Тип батареи Масса свинца и активных материалов батареи (ориентировочно), кг Подлежит сдаче (не ме- нее 90% от массы во 2-й графе), кг 6СТЭН-140М 36,7 33 6СТ-140Р 36,7 33 12СТ-70М 40,8 36,7 12СТ-70 40,8 36,7 12СТ-85Р 44,0 39,6 ЗСТ-150 16,5 14,8 ЗСТ-215 23,5 21,1 6СТ-45 11,0 9,9 6СТ-50 12.2 11,0 6СТ-55 12,4 11,1 6СТ-60 14,0 12,5 6СТ-75 16,5 14,8 6СТ-82 20,0 18,0 6СТ-90 21,0 18,9 6СТ-105 22,0 19,8 6СТ-132 30,5 27,4 6СТ-182 42,0 37,8 6СТ-190 44,0 39,6 ЗМТ-12 3,0 2,7 ЗМТ-8 1,1 1,0 6МТС-9 2,2 2,0 6МТС-22 5,6 5,0 168
ПРИЛОЖЕНИЕ 22 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА АККУМУЛЯТОРНОЙ СЕРНОЙ КИСЛОТЫ (В СООТВЕТСТВИИ С ГОСТ 667—73) Аккумуляторная серная кислота представляет собой масляни- стую прозрачную жидкость. В зависимости от количества приме- сей кислоту подразделяют на два сорта—1-й и 2-й. Содержание серной кислоты в обоих сортах должно быть 92 ...94%. Предельное содержание допустимых примесей приводится в таблице. Название примесей Предельное содержание допустимых примесей сорт 1-й сорт 2-й Остаток после прокаливания, % 0,03 0,04 Железо (Fe), % 0,006 0,012 Окисли’азота (N2O3), % 0,00005 0,0001 Мышьяк (As), % 0,00005 0,0001 Хлористые соединения (С1), % 0,0003 0,0005 Марганец (Мп), % 0,00005 0,0001 Сумма тяжелых металлов в пересчете на свинец, % 0,01 0,01 Медь (Си), % 0,0005 0,0005 Содержание веществ, восстанавливающих марганцовокислый калий, мл 0,01 н раст- вора КМпО4 4,5 8 Аккумуляторная серная кислота поставляется в стеклянных бутылях по ГОСТ 14182—69 емкостью 20... 30 л. К горловине бутыли подвязывается деревянная бирка, на ко- торой указываются наименование завода-изготовителя, название продукта, сорт, дата изготовления, номер партии, масса нетто, ГОСТ 667—73. К каждой обрешетке или корзине привязывается ярлык «Бе- регись ожога», изготовленный на белой бумаге с синей полосой. 169
ПРИЛОЖЕНИЕ 23 о ТЕХНИЧЕСКИЕ ДАННЫЕ ОСНОВНЫХ ЗАРЯДНЫХ СРЕДСТВ Показатели Тип зарядных средств по способу постоянства зарядного тока зарядного напряжения УЗА-150-80 ВАЗ-230-70 ВАГЗ-120-60 ВАК-6-115 ВАК-12-115 ВСА-5К ЗП-4/ЗО ЗП-7,5/ЗО ВАК-6-28,5 ВАК-12-28,5 Род тока Переменный Частота, Гц 50 50 50 50 50 50 50 50 50 50 Число фаз 3 3 3 3 3 1 3 3 3 3 Напряжение, В 220/380 380 220/380 220/380 220/380 127/220 380 380 220/380 220/380 Потребляемая мощ- ность, кВА 18,3 19 13,5 9,2 18,8 — — — 9,2 18,8 Отдаваемая мощность, кВт 12 16 7,2 6 12 0,8 4 7,5 6 12 Выпрямленное напря- жение, В 150 230 120 115 115 65 30 30 28,5 28,5 Выпрямленный ток од- ного канала, А 80 70 60 21,75 21,75 12 133 250 55,5 НО Число выходных кана- лов 1 1 1 2 4 1 1 1 3 3
Диапазон регулирова- ния напряжения, В 150...170 220...235 — 57...138 57...138 0...65 24...36 24...36 12.. .36 12...36 Диапазон регулирова- ния тока, А — — — 2,5...24 2,5...24 — — — — — Точность стабилизации напряжения, % — — — ±2 ±2 — — — ±2 ±2 кпд 0,81 0,85 — 0,8 0,8 — 0,61 0,67 0,8 0,8 Количество батарей, заряжаемых одновре- менно: 12-вольтовых 72* 98* 42* 3...16** 3.. .32** 4 2...4 2...8 1. ..12 1...24 24-вольтовых 64* 98* 36* 2...8** 2...16** 4 2...4 2...8 1...12 1.. .24 Масса, кг 265 460 250 330 550 20 328 540 310 1 450 * Заряд батарей производится только с применением зарядно-распределительных устройств (ЗРУ). ** Количество батарей показано при заряде их без ЗРУ. При применении дополнительных ЗРУ количество заря жаемых батарей может быть удвоено.
ПРИЛОЖЕНИЕ 24 ТЕХНИЧЕСКИЕ ДАННЫЕ ПОДВИЖНЫХ ЗАРЯДНЫХ СРЕДСТВ Показатели Тип зарядных средств ПРЗС-4 ПРЗС-60 ПРЗС-60А ПРЗС-70 СРЗ-А Тип силового агрегата АЗДС-20 ЕСС-81-4Ш. | АЗДС-20М АЗДС-20М ЕСС-81-4 Зарядный агрегат: с приводом ша от двигателя сси с приводом от двигателя шасси тип ПН-100 ЗП-12/60 ПД-62 ПД-62 ЗП-12/60 мощность, кВт 10,5 12 10 10 12 напряжение, В 115 48...72 115 115 48.. .72 ток, А 80,7 200 87 87 200 частота вращения, об/мин 1500 1450 1500 1500 1450 Число зарядно-распределительных устройств (ЗРУ) 3 3 3 3 3 Количество батарей, заряжаемых одновременно: 12-вольтовых 2...64 2.. .48 2...56 2...56 2...48 24-вольтовых 2...32 1.. .24 2...24 2...24 1.. .24
ПРИЛОЖЕНИЕ 25 СВЕДЕНИЯ ОБ ОСОБЕННОСТЯХ ЭКСПЛУАТАЦИИ ТАНКОВЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ В ПОЛЕВЫХ УСЛОВИЯХ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ При эксплуатации танковых батарей в полевых условиях при низких температурах следует осуществлять постоянный контроль за степенью разряженности батарей. Это необходимо потому, что расход электроэнергии батарей при отрицательных температурах на подготовку к пуску и пуск двигателя, на питание потребите- лей, которые включаются для обеспечения выполнения боевых задач, а также защиты и контроля, на проведение технического обслуживания машин и на выполнение других работ значительно возрастает, а возможность восполнения израсходованной элект- роэнергии батарей от штатных генераторов машин значительно снижается. При планировании периодичности заряда батарей в таких ус- ловиях необходимо учитывать расход электроэнергии батарей на выполнение этих задач и возможности батарей, определяющиеся степенью их заряженности и температурой электролита. 1. Ориентировочные данные по расходу электроэнергии Ориентировочные данные по расходу электроэнергии на пита- ние различных потребителей и возможностям батарей при различ- ных отрицательных температурах приведены в табл. 1 ...4. Таблица 1 Данные по расходу электроэнергии на подготовку к пуску * и пуск холодного двигателя после перерыва в эксплуатации машин продолжительностью более двух суток Тип двигателя Расход электроэнер- гии батарей в % от емкости на один , пуск двигателя 1 Количество гарантированных пусков 1 холодного двигателя от батарей при исход- / ной степени заряженности 100 Vo | 75% Температура, , °C -10 -20 -30 -10 -20 -30 -10 -20 -30 Дизельный 5 7 9* 8 5 3 2 Газотурбинный 7 9 11 6 4 3 2 1 1 * Пуск комбинированный. 173
Таблица 2 Данные по продолжительности работы потребителей, обеспечиваемой батареями при неработающем двигателе 1 № по пор. I Наименование включа- емых потребителей Потребляемый ток, А Исходная сте- пень заряжен- ности батарей, °/с Продолжительность работы потребителей в часах, обеспечиваемая батареями при разряде их до 75% емкости при температуре, °C Примечание -10 -20 -30 -40 1 Противопожарное 2,8 100 23,8 18,2 12,6 7,0 Потребите- оборудование и копт- 2,8 85 9.5 7,3 5,0 2,8 ли включа- рольно-измерительные 2,8 80 4,8 3,6 2,5 1,4 ются с вклю- приборы чением вык- лючателя батарей 2 Потребители по 3,7 100 16,2 12,4 8,6 4,80 пункту 1 и внутрен- 3,7 85 6,5 4,9 3,4 1,90 нее освещение 3,7 80 3,2 2,5 1,7 0,95 3 Потребители по 4,1 100 14,5 11,0 7,7 4,30 пунктам 1, 2 и внут- 4,1 85 5.8 4,4 3,1 1,70 реннее переговорное устройство 4,1 80 2,9 2,2 1,5 0,85 4 Потребители по 9,8 100 6,0 4,6 3,2 1,80 пунктам 1, 2, 3 и 9,8 85 2,4 1,8 1,3 0,70 радиостанция 9,8 80 1,2 0,9 0,6 0,35 5 Потребители по 19,6 100 3.1 2,30 1,60 0,90 пунктам 1, 2, 3, 4 и 19,6 85 1,2 0,94 0,65 0,36 система коллективной защиты (без нагнета- теля) 19,6 80 0,6 0,47 0,32 0,18 6 Потребители по пунктам 1, 2, 3, 4, 5 и приборы ночного видения: без обогрева 20,6 100 2.90 2,21 1,50 0,85 20,6 85 1,16 0,90 0,60 0,34 20,6 80 0,58 0,45 0,30 0,17 с обогревом 23,6 100 2.60 2,00 1,40 0,75 23,6 85 1,00 0,80 0,54 0,30 23,6 80 0,50 0,40 0,27 0,15 174
Таблица 3 Данные по расходу электроэнергии батарей на периодический разогрев двигателя подогревателем и продолжительности его работы при отрицательных температурах Температура окружающего воздуха, °C Время, через которое необходимо включать подогреватель, ч Продолжительность работы подогре- вателя, мин, для разогрева охлаждающей жидкости до температур Общее количество разогревов, обеспечи- ваемое батареями при разряде их до 75% ем- кости и исходной степени заряженности для машин, не укрытых брезентом для машин, укры- тых брезентом от 4-40 до -f-80...90°С на штатном масле от 4-20 ДО 4-80...90°С на маловязком масле 100% 85% 807в на штат- ном масле на мало- вязком масле на штат- ном масле на мало- вязком масле на штат- ном масле о я с ев 05 2 к и 2 на штат- ном масле ?! ев О « S т <-> ев о: 2 г и <s на штат- ном масле на мало- вязком масле — 10 4 8 6,5 13 7...10 12...14 18 13 7 5 4 3 -20 3 6 5 10 9...12 14...18 11 8 4 3 3 2 -30 2,5 4,5 3,5 5,5 11...16 18...23 6 4 3 2 2 1 -40 2 3,5 2,5 4,5 13...19 24...29 3 2 2 1 1 — Таблица 4 Данные по расходу электроэнергии батарей на техническое обслуживание при отрицательных температурах Вид обслуживания Расход электроэнергии батарей в % от емкости ЕТО ТО-1 ТО-2 8. 15. .6 .10 .20 СП Примечание. При проведении обслуживания в зимних условиях необ- ходимо проводить работы, связанные с расходом электроэнергии, как правило, при работающем двигателе.
2. Возможности заряда батарей при отрицательных температурах от штатного генератора машины С понижением температуры окружающего воздуха ниже ми- нус 10°С в машинах, не имеющих систем обогрева, заряд бата- рей из-за охлаждения ухудшается. При определении возможности заряда батарей от штатного генератора машины необходимо учитывать температуру электро- лита в батареях. Температура электролита батарей, находящихся в машинах не менее двух суток, изменяется, как правило, вслед за изменением температуры окружающего воздуха с запаздыванием на 4... 5 ч, оставаясь выше ее на 5...7°С. При совершении длительного марша (10... 12 ч) температура электролита в необогреваемых батареях повышается на 2... 3°С. В машинах, у которых обогревается отделение, где установлены батареи, температура электролита повышается на 5...7°С. В процессе совершения длительного марша при температуре окружающего воздуха минус 15...30°С осуществляется частичный заряд батарей. Степень заряженности батарей при ее исходном значении 50...60% и температуре электролита минус 1О...2О°С за период движения повышается примерно на 15...20%, т. е. до уро- вня 70 ...80%. При исходной степени заряженности батарей 70 ...75% ее воз- растание происходит лишь на 3... 10%. С понижением темпера- туры окружающего воздуха ниже минус 30°С, т. е. при темпера- туре электролита ниже минус 20°С, заряд батарей в машинах практически отсутствует. 3. Планирование периодичности заряда батарей при отрицательных температурах в полевых условиях и особенности заряда батарей на подвижных ремонтно-зарядных станциях типа ПРЗС и СРЗ-А При определении необходимой периодичности заряда батарей при отрицательных температурах в полевых условиях необхо- димо учитывать температуру окружающего воздуха и условия эксплуатации машин, на которых установлены батареи. Если машины длительное время будут использоваться для вы- полнения задач, когда по условиям обстановки двигатели машин длительное время не работают и потребители электроэнергии пи- таются за счет батарей, периодичность подзаряда батарей опре- деляется на основании вышеуказанных рекомендаций и данных, приведенных в табл. 1...4 данного приложения с учетом факти- ческой исходной степени заряженности батарей. На основании этих данных составляется график заряда бата- рей и использования подвижных зарядных средств. Периодич- 176
ность подзаряда должна обеспечивать постоянное поддержание степени заряженности батарей не менее 75%. На время заряда штат- ных батарей в машины должны устанавливаться резервные батареи. 4. Заряд аккумуляторных батарей при отрицательных температурах в полевых условиях Зимой в полевых условиях аккумуляторные батареи заря- жаются на подвижных ремонтно-зарядных станциях типа ПРЗС или СРЗ-А по методу постоянства зарядного тока. Батареи раз- мещаются в палатках и устанавливаются на деревянных подстав- ках (брусьях) сечением 15X15 см. Подготовка батарей к заряду, составление зарядных групп и контроль в процессе заряда в полевых условиях производятся в соответствии с разд. 5 настоящего Руководства, но с учетом сле- дующих особенностей: для заряда батарей на 100% при температуре электролита ниже минус 20°С необходимо устанавливать зарядное напряже- ние на один аккумулятор не 2,7 В, а 2,9... 3,0 В, что требует при заряде 12-вольтовых батарей на ПРЗС-70 включения в одну за- рядную группу не семи, а только шести батарей; доливку воды в аккумуляторы с пониженным уровнем электро- лита следует проводить не перед зарядом, а только в конце за- ряда, когда температура электролита становится положительной; определять конец заряда батарей можно по постоянству плот- ности электролита и напряжения на аккумуляторах (газовыделе- ние при отрицательных температурах начинается почти сразу по- сле включения батарей на заряд и поэтому признаком окончания заряда служить не может); можно также пользоваться ориентировочными данными по продолжительности заряда аккумуляторных батарей при отри- цательных температурах (табл. 5). Зарядные станции ПРЗС-60А и ПРЗС-70 с генератором ПД-62 мощностью 10 кВт, с учетом необходимости повышения на- пряжения на батарею при отрицательных температурах, могут обеспечить каждая одновременный заряд 42 аккумуляторных ба- тарей 6СТ-140Р и 6СТЭН-140М (7 зарядных групп по 6 батарей в группе) или 24 аккумуляторных батарей 12СТ-85Р и 12СТ-70М (8 зарядных групп по 3 батареи в группе). Зарядный ток батарей 6СТ-140Р и 6СТЭН-140М устанавливается от 10 до 12 А на группу с учетом допустимого тока нагрузки на реостаты ЗРУ. Зарядный ток батарей 12СТ-85Р и 12СТ-70М устанавливается для всех групп в пределах 5... 6 А. Группы с более разряжен- ными батареями подвергаются заряду большим по величине то- ком в пределах 10... 12 и 5...6 А. Зарядные станции ПРЗС-60 и СРЗ-А с зарядным преобразо- вателем ЗП-12/60 позволяют заряжать одновременно 48 батарей типа 6СТ-140Р и 6СТЭН-140М (12 зарядных групп по 4 батареи в группе) или 24 батареи 12СТ-85Р и 12СТ-70М (12 групп по 2 177
оатареи в группе). Следует учитывать, что продолжительность заряда батарей с одинаковой степенью заряженности и одинако- вым по величине током при отрицательных температурах элект- ролита увеличивается в 1,5 ...2,5 раза по сравнению с зарядом при положительных температурах. Примерно во столько же раз увеличивается и расход энергии на заряд. Повышение эффективности и сокращение продолжительности заряда аккумуляторных батарей при отрицательных температу- рах достигается обогревом воздуха в палатке, с тем чтобы темпе- ратура в ней на уровне установки батарей была не ниже ми- нус 5°С. В процессе заряда в отапливаемой палатке холодные (с отри- цательной, температурой) батареи подвергаются нагреву от про- ходящего через них зарядного тока и от более теплого воздуха палатки. В результате нагрева сопротивление батарей умень- шается, усвоение зарядного тока проходит более эффективно и, как следствие, продолжительность заряда сокращается. Ремонтно-зарядная станция СРЗ-А оборудована отопительно- вентиляционной установкой ОВ-95. Эта установка в сочетании с подогретым воздухом, поступающим в палатку от системы вен- тиляции ЗРУ, создает перепад температур внутри и снаружи па- латки 25°С, что обеспечивает поддержание температуры внутри палатки не ниже минус 5°С при наружной температуре до ми- нус 30°С. Ремонтно-зарядные станции ПРЗС-60, ПРЗС-60А и ПРЗС-70 не имеют отопительной установки для палатки. Для обогрева воздуха в палатке при заряде аккумуляторных батарей на этих станциях может быть применен нагреватель воздуха НВ-7 (от установки УСС-1 для сушки силикагеля) в комплекте с соедини- тельной трубой. Нагреватель воздуха НВ-7 с теплопроизводи- телыюстью от 20 000 до 45 000 ккал/ч может обеспечить темпера- туру в палатке не ниже минус 5°С при наружной температуре до минус 40°С. Нагреватель НВ-7 питается от источника переменного трех- фазного тока напряжением 380 или 220 В, поэтому в ПРЗС-60 работа его обеспечивается от силового агрегата ЕСС-81-4 самой станции. Для нагрева воздуха внутри палатки на станциях ПРЗС-60А и ПРЗС-70 необходимо иметь посторонний источник электроэнер- гии переменного трехфазного тока. Наиболее целесообразно ис- пользовать для питания нагревателя НВ-7 источники электро- энергии мастерских ТРМ-Б-60, ТРМ-Б-70 и МРМ. Эти мастерские при выполнении работ в полевых условиях не требуют передви- жения и, будучи расположенными в непосредственной близости от ПРЗС, могут обеспечить электроэнергией нагреватель воздуха НВ-7, выполняя одновременно свои основные функции. Кроме указанных могут также использоваться и другие ма- стерские, имеющие источники переменного тока напряжением 230 В. 178
Ориентировочные данные по продолжительности заряда бата- рей при разных начальных температурах электролита приведены в табл. 5. Подготовка и заряд аккумуляторных батарей в отапливаемой палатке должны производиться в таком порядке: развернуть палатку, подготовить подставки для батарей, под- готовить ЗРУ и силовой агрегат станции; установить рядом с палаткой нагреватель воздуха НВ-7, соб- людая общие правила пожарной безопасности; соединительную трубу от выходного отверстия нагревателя ввести внутрь па- латки; произвести пуск нагревателя в соответствии с инструкцией; одновременно с подготовкой и пуском нагревателя устано- вить в палатку (на подставки) подлежащие заряду аккумулятор- ные батареи; провести подготовку батарей к заряду, соединив их в заряд- ные группы, и подключить к ЗРУ; произвести пуск силового агрегата зарядной станции и вклю- чить группы батарей на заряд, не дожидаясь их подогрева; проводить контроль за процессом заряда и определять оконча- ние заряда, как указано выше. Таблица 5 Продолжительность заряда аккумуляторных батарей, разряженных на 25% зимой, в зависимости от начальной температуры электролита Тип аккумуляторных батарей Начальная отри- цательная температура электролита, °C Зарядный Время заряда батарей в отапли- ваемой палатке с температурой не ниже — 5°С, ч ток, А заряд до 100% заряд до 857о -10 10.. .12 3. ..4 2...3 6СТ-140Р, I —20 10.. .12 5...6 4...5 6СТЭН-140М I -30 10.. .12 7...8 5...6 -40 10.. .12 8...9 6...7 -10 5.. .6 3...4 2...3 12СТ-85Р, I —20 5.. .6 5...6 4...5 12СТ-70М 1 —30 5.. .6 7...8 5...6 -40 5.. .6 00 о 6...7 179
СОДЕРЖАНИЕ Стр. 1. Введение........................................................... 3 2. Общие указания..................................................... 4 2.1. Общие сведения об аккумуляторных батареях................. — 2.2. Типы, общие характеристики и условные обозначения аккуму- ляторных батарей ................................................ 6 2.3. Устройство стартерных аккумуляторных батарей.............. 12 2.4. Контрольно-измерительные приборы для работы с аккумулятор- ными батареями.................................................. 23 3. Техника безопасности при работе с аккумуляторными батареями . . 25 3.1. Защитные средства.......................................... — 3.2. Техника безопасности при работе с серной кислотой и элек- тролитом ....................................................... 26 3.3. Техника безопасности при заряде аккумуляторных батарей 28 3.4. Техника безопасности при техническом обслуживании акку- муляторных батарей.............................................. 29 3.5. Техника безопасности при работе с электроустановками для заряда аккумуляторных батарей............................... 30 3.6. Правила санитарии и личной гигиены. Оказание первой помощи — 4. Приведение аккумуляторных батарей в рабочее состояние........... 33 4.1. Общие указания ............................................ — 4.2. Приготовление электролита и заливка аккумуляторных бата- рей ............................................................. — 4.3. Пропитка электролитом и первый подзаряд аккумуляторных батарей......................................................... 40 4.4. Ускоренное приведение в рабочее состояние танковых акку- муляторных батарей.............................................. 43 4.5. Ускоренное приведение в рабочее состояние автомобильных аккумуляторных батарей.......................................... 47 5. Заряд аккумуляторных батарей..................................... 50 5.1. Заряд при постоянной величине зарядного тока.............. 51 5.1.1. Особенности заряда аккумуляторных батарей от выпря- мителей типа ВАК............................................. 57 5.2. Заряд при постоянной величине зарядного напряжения .... 58 5.3. Ускоренный комбинированный заряд.......................... 62 180
Стр. 6. Контрольно-тренировочный цикл..................................... 66 7. Эксплуатация аккумуляторных батарей............................... 68 7.1. Общие правила обращения с аккумуляторными батареями — 7.2. Влияние условий эксплуатации на работоспособность аккуму- ляторных батарей ..... .................................... . 70 7.3. Техническое обслуживание аккумуляторных батарей при экс- плуатации ...................................................... 72 7.4. Способы повышения работоспособности танковых аккумулятор- ных батарей при электрическом пуске двигателя в зимних условиях........................................................ 73 7.5. Способы обеспечения работоспособности автомобильных ак- кумуляторных батарей в зимних условиях.......................... 76 7.6. Контроль технического состояния танковых аккумуляторных батарей в машинах............................................... 78 7.6.1. Проверка состояния батарей с помощью штатного вольт- амперметра .............................................. а) Проверка батарей на отсутствие утечки тока........ — б) Проверка состояния батарей по э. д. с. и напряжению — в) Проверка степени заряженности батарей по величине зарядного тока.......................................... 79 7.6.2. Проверка степени заряженности батарей переносным прибором..................................................... 81 7.6.3. Проверка уровня электролита в аккумуляторах с по- мощью прибора-индикатора..................................... 82 8. Хранение аккумуляторных батарей................................. 84 8.1. Общие положения............................................ — 8.2. Хранение аккумуляторных батарей в сухом виде.............. — 8.2.1. Хранение аккумуляторных батарей в складских условиях — 8.2.2. Хранение аккумуляторных батарей, предназначенных для машин длительного хранения................................... 86 8.3. Хранение аккумуляторных батарей, приведенных в рабочее состояние....................................................... 87 9. Хранение аккумуляторных батарей с подзарядом малыми токами 90 9.1. Хранение танковых аккумуляторных батарей................... — 9.1.1. Общие положения....................................... — 9.1.2. Устройство сети подзаряда............................ 91 9.1.3. Монтаж сети подзаряда........................... . 94 9.1.4. Установка батарей на подзаряд и отключение от сети под- заряда .................................................... 99 9.1.5. Техническое обслуживание аккумуляторных батарей и подзарядных устройств в процессе подзаряда малыми токами..................................................... 101 9.2. Хранение автомобильных аккумуляторных батарей............ 104 9.2.1. Общие положения........................................ — 9.2.2. Монтаж устройства УПМТ и ввод его в действие .... 108 18!
Стр. 9.2.3. Эксплуатация и обслуживание УПМТ и автомобильных аккумуляторных батарей, хранящихся с подзарядом ма- лыми токами ............................................... ПО 10. Основные неисправности аккумуляторных батарей и способы их устранения......................................................... 112 10.1. Трещины в заливочной мастике и отслоение ее........... — 10.2. Повреждение и износ полюсных выводов и перемычек. . . 113 10.3. Сульфатация электродов.............................. 115 10.4. Повышенный саморазряд............................... 117 10 5. Отстающие аккумуляторы............................ 118 10.6. Короткое замыкание внутри аккумулятора................ — 10.7. Нарушение электрической цепи аккумуляторной батареи. . 119 10.8. Трещины моноблоков, баков и крышек аккумуляторов ... — 10.9. Разрушение деревянных ящиков батарей................ 120 10.10. Разборка и сборка аккумуляторных батарей.............. — 11. Сроки хранения и эксплуатации аккумуляторных батарей. Порядок списания. Рекламации. Сдача лома аккумуляторного свинца . ... 129 12. Порядок хранения серной кислоты, электролита и дистиллированной воды............................................................... 133 13. Транспортирование аккумуляторных батарей........................ 134 Приложения: 1. Электрические характеристики танковых аккумуляторных батарей (гарантируемые предприятиями-изготовителями)....................... 135 2. Электрические характеристики автомобильных аккумуляторных ба- тарей (гарантируемые предприятиями-изготовителями)................. 136 3. Стартерная аккумуляторная батарея 6СТ-190ТРН с внутренним электрообогревом................................................... 137 4. Допустимое содержание примесей в дистиллированной воде........... 142 5. Карта-схема климатических зон и райнов СССР...................... 143 6. Форма журнала приведения танковых аккумуляторных батарей в рабочее состояние..................,............................... 145 7. Возможности войсковых зарядных средств при приведении танковых аккумуляторных батарей в рабочее состояние ускоренным способом 146 8. Форма журнала учета обслуживания аккумуляторных батарей на ак- кумуляторной зарядной станции ..................................... 147 9. Примерные нормы доводки плотности электролита в объеме одного литра..................... ........................................ 149 10. Емкость аккумуляторных батарей в процентах от номинальной при 10-часовом режиме разряда, приведенная к 25°С..................... 150 11. Рекомендуемые величины регулировок реле-регуляторов на автомо- билях и тракторах.................................................. 155 12. Перечень учетно-отчетной документации по эксплуатации танковых аккумуляторных батарей в воинских частях........................... 156 13. Форма книги учета аккумуляторных батарей, находящихся на хранении 158 182
14. Обозначения, рекомендуемые для нанесения на танковых аккумуля- торных батареях при их эксплуатации в воинских частях............ 159 15. Расчет сечения проводов для магистральной линии сети подзаряда 160 16. Журнал ежедневного контроля за подзарядом аккумуляторных ба- тарей малыми токами................................................ 162 17. График периодичности обслуживания аккумуляторных батарей, на- ходящихся на подзаряде малыми токами............................... 163 18. Журнал учета обслуживания аккумуляторных батарей, находящих- ся ” ппцзяп -- - 'Ы токами.................................... 164 <¥Ty (тракторных) аккумулятор- ... 166 ’67 ъ 25.
МИНИСТЕРСТВО ОБОРОНЫ СССР СВИНЦОВЫЕ СТАРТЕРНЫЕ АККУМУЛЯТОРНЫЕ БАТАРЕИ РУКОВОДСТВО