
На чтение 25 мин Просмотров 1.8к. Опубликовано
Содержание
- Схема сборки двигателя д 245
- Установка гильз в блок цилиндров
- Порядок регулировки
- Установка первого цилиндра в такте « сжатия »
- Укладка коленчатого вала
- Детали блока цилиндров и коленвала дизельного двигателя Д-245
- Описание двигателя
- Подготовка стягиваемой поверхности блока и головки
- Шатуны и поршня Д-245 устанавливаем
- 4. Затяжка болтов
- Установка поршневых колец на поршень
- Как подбирать поршневые кольца?
- Контрольная, повторная обтяжка ГБЦ
- Поршневая МТЗ 80 и МТЗ 82: установка шатунно-поршневой группы
- Как устроен двигатель?
- Блок цилиндров двигателя
- Кривошипно-шатунный механизм двигателя
- Газораспределительный механизм
- Насос
- Расположение замков поршневых колец перед установкой поршня в цилиндр
- Двигатель Д-240 трактора МТЗ-82: устройство, ремонт и характеристики
- » Двигатель Д-240 » Двигатель Д-240 трактора МТЗ-82: устройство, ремонт и характеристики
- Неисправности поршневой группы двигателя
- Проблемы с двигателем д-245 (Бычок)
- Основные элементы дизеля Д-243
- Блок цилиндров двигателя Д-243
- Головка цилиндров двигателя Д-243
- Направление поршня при установке
- Какой стороной ставится шатун мтз
Схема сборки двигателя д 245
Поршни в сборе с шатунами при разборке дизеля вынимайте только вверх. Перед выемкой поршней удалите нагар с верхней части гильзы цилиндров.
При замене деталей гильзо-поршневой группы и кривошипно-шатунного механизма обращайте внимание на размерные группы деталей.
Гильзы цилиндров по внутреннему диаметру и поршни по наружному диаметру юбки сортируются на три размерные группы в соответствии с таблицей 6. Обозначение групп (Б, С, М) наносится на заходном конусе гильзы и на днище поршня.
| Маркировка групп | Диаметр гильзы, мм | Диаметр юбки поршня, мм |
| Б | 110 | 110 |
| С | 110 | 110 |
| М | 110 +0,02 | 110 |
В комплект на один дизель подбирайте поршни, шатуны и поршневые пальцы одинаковой весовой группы, разновес шатунов в комплекте с поршнями не должен превышать 30 г.
Коренные и шатунные шейки и вкладыши подшипников коленчатого вала изготовляются двух номинальных размеров в соответствии с таблицей 7.
| Обозначение номинала вкладышей | Диаметр шейки вала, мм | |
| коренной | шатунной | |
| 1Н | 75,25 | 68,25 |
| 2Н | 75,00 | 68,00 |
Коленчатые валы, шатунные и коренные шейки которых изготовлены по размеру второго номинала, имеют на первой щеке дополнительное обозначение:
- «2К» — коренные шейки второго номинала;
- «2Ш» — шатунные шейки второго номинала;
- «2КШ» — шатунные и коренные шейки второго номинала.
На каждый поршень дизеля Д-243 в соответствии с рисунком 33а устанавливаются верхнее компрессионное кольцо, покрытое по наружной поверхности хромом, два компрессионных конусных кольца и одно маслосъемное кольцо коробчатого типа с пружинным расширителем, на дизель Д-245 – три кольца (рисунок 33б). Компрессионные конусные кольца на торцевой поверхности у замка имеют маркировку «верх» («ТОР»), которая при установке колец должна быть обращена к днищу поршня. Стык расширителя маслосъемного кольца не должен совпадать с замком кольца.
Замки поршневых колец располагайте на ровном расстоянии по окружности.
Установку шестерен распределения производите по имеющимся на них меткам в соответствии с рисунком 34. Метки на промежуточной шестерне должны совмещаться с соответствующими метками шестерен коленчатого и распределительного валов и шестерни привода топливного насоса.
При сборке воздухоочистителя после промывки его с выемкой фильтрующих элементов устанавливайте их в корпус в следующей последовательности: первым — фильтрующий элемент с наименьшим диаметром (0,2 мм) капроновой нити; вторым — фильтрующий элемент со средним диаметром (0,24 мм) капроновой нити; последним фильтрующий элемент с наибольшим диаметром (0,4 мм) капроновой нити.
Установка гильз в блок цилиндров
Гильзы правильно устанавливать с разгона. То есть гильзу необходимо осадить вручную до резиновых уплотнений. И затем нанести по верхней части резкий но не сильный удар. Чтобы гильза вошла на свое посадочное место. При резком ударе меньше вероятности того что закусятся резиновые уплотнения. Конечно удар необходимо наносить не по самой гильзе. А предварительно установить деревянный брусок. Что бы избежать скола гильзы. На гильзах двигателя д 240 и последующих модификациях делать это не желательно, или с большой осторожностью. Чтобы не допустить удара верхней юбки гильзы о посадочное место в блоке. Если произойдет даже не значительный удар. Верхняя часть гильзы в посадочном месте лопнет, по кругу. Поэтому лучше аккуратно осаживать гильзу в ручную. Добиваясь. равномерного осаживания в уплотнительные кольца. Чтобы избежать закусывания.
Порядок регулировки
Необходимость установки впрыска возникает при замене топливного насоса высокого давления (ТНВД) или его монтаже после ремонта, а также после ремонта поршневой группы дизеля. Регулировку производят при условии исправной топливной аппаратуры, ТНВД и отрегулированном газораспределительном механизме дизеля. Процесс установки состоит из ниже описанных последовательных операций.
Установка первого цилиндра в такте « сжатия »
С правой стороны по ходу движения машины в стенке крепления двигателя к корпусу сцепления, над продольной балкой рамы трактора возле заливной горловины для масла — есть установочный щуп. Своей короткой резьбовой частью он ввёрнут в стенку крепления и длинной безрезьбовой установлен наружу. При необходимости установки первого цилиндра в положение такта « сжатия » щуп устанавливают в отверстие, длинной частью упирая его в маховик двигателя. Медленно проворачивая коленчатый вал дизеля, находят положение, при котором щуп попадёт в отверстие на маховике и зайдёт в тело детали полностью на 4-5 см. Важно не перепутать установочное отверстие с технологическими, балансировочными сверлениями маховика, которые по своей глубине гораздо меньше. Найденное положение соответствует опережению на 26 ̊ до подхода поршня первого или четвёртого цилиндра в ВМТ. Такое положение соответствует техническим требованиям Д 240 для установки начала впрыска топлива в цилиндр в такте « сжатия ». Для определения, в каком из цилиндров в первом или четвёртом начался такт « сжатия » нужно снять клапанную крышку. Пара закрытых клапанов укажет, в каком из двух цилиндров (первом или четвёртом) начался такт « сжатия ».
Укладка коленчатого вала
Перед сборкой каждый коленчатый вал должен быть проверен на магнитном или ультразвуковом дефектоскопе на отсутствие микро и макротрещин, а также на соответствие подобранного комплекта вкладышей коренных подшипников размеру коренных шеек.
Установка шатунно-поршневой группы
Проверить соответствие размерной группы комплекта поршней и размерной группы гильз цилиндров.
Поршни одного комплекта на дизеле должны быть одной размерной группы, соответствующей размерной группе гильз цилиндров.
Установка механизма газораспределения
Прокладка щита распределения не должна иметь видимых повреждений.
Забоины и другие механические повреждения обработанных поверхностей щита распределения не допускаются.
Детали блока цилиндров и коленвала дизельного двигателя Д-245
Блок цилиндров Д-245 Блок цилиндров Д-245 является основной корпусной деталью двигателя трактора МТЗ-892, МТЗ-92 и представляет собой жесткую чугунную отливку. В вертикальных расточках блока цилиндров установлены четыре съемные гильзы, изготовленные из специального чугуна. Гильза устанавливается в блок цилиндров Д-245 по двум центрирующим поясам: верхнему и нижнему. В верхнем поясе гильза закрепляется буртом, в нижнем — уплотняется двумя резиновыми кольцами, размещенными в канавках блока цилиндров.
Гильзы по внутреннему диаметру сортируются на три размерные группы: большая (Б), средняя (С) и малая (М). Маркировка группы наносится на заходном конусе гильзы. На дизеле устанавливаются гильзы одной размерной группы. Между стенками блока цилиндров и гильзами циркулирует охлаждающая жидкость. Торцовые стенки и поперечные перегородки блока цилиндров в нижней части имеют приливы, предназначенные для образования опор коленчатого вала. На эти приливы установлены крышки.
Приливы вместе с крышками образуют постели для коренных подшипников. Постели под вкладыши коренных подшипников расточены с одной установки в сборе с крышками коренных подшипников, поэтому менять крышки местами нельзя. Блок цилиндров дизеля Д-245 МТЗ-892, МТЗ-92П имеет продольный масляный канал, от которого по поперечным каналам масло поступает к коренным подшипникам коленчатого вала и подшипникам распределительного вала.
Конструкцией блока цилиндров дизелей предусмотрены пять подшипников распредвала. В верхней части второй и четвертой опор коленчатого вала установлены форсунки, которые служат для охлаждения поршней струей масла.
На наружных поверхностях блока цилиндров Д-245 имеются обработанные привалочные плоскости для крепления масляного фильтра, водяного насоса, фильтров грубой и тонкой очистки топлива, щита распределения и листа заднего. Головка блока цилиндров Д-245 Головка блока Д-245 МТЗ-892, МТЗ-92П представляет собой чугунную отливку, во внутренних полостях которой имеются впускные и выпускные каналы, закрываемые клапанами.
Впускные каналы — с винтовым профилем. Для обеспечения отвода тепла головка блока цилиндров имеет внутренние полости, в которых циркулирует охлаждающая жидкость. Головка блока цилиндров имеет вставные седла клапанов, изготовленные из жаропрочного и износостойкого сплава. На головке цилиндров сверху устанавливаются стойки, ось коромысел с коромыслами, крышка головки, впускной коллектор и колпак крышки, закрывающий клапанный механизм.
С левой стороны (со стороны топливного насоса) в головке установлены четыре форсунки и четыре свечи накаливания, а с правой стороны к головке крепится выпускной коллектор. Для уплотнения разъема между головкой и блоком цилиндров Д-245 установлена прокладка из безасбестового полотна, армированного перфорированным стальным листом.
Отверстия в прокладке для гильз цилиндров и масляного канала окантованы листовой сталью. При сборке двигателя на заводе цилиндровые отверстия прокладки дополнительно окантовываются фторопластовыми разрезными кольцами. Коленвал, поршни и шатуны двигателя Д-245 Основными деталями кривошипно-шатунного механизма Д-245 являются: коленчатый вал, поршни с поршневыми кольцами и пальцами, шатуны, коренные и шатунные подшипники, маховик. Коленвал Д-245 МТЗ-892, МТЗ-92П — стальной, имеет пять коренных и четыре шатунные шейки. В шатунных шейках коленчатого вала имеются полости для дополнительной центробежной очистки масла. Полости шеек закрыты резьбовыми заглушками. Осевое усилие коленчатого вала Д-245 воспринимается четырьмя биметаллическими полукольцами или полукольцами из алюминиевого сплава, установленными в расточках блока цилиндров и крышки пятого коренного подшипника. Для уменьшения нагрузок на коренные подшипники от сил инерции на первой, четвертой, пятой и восьмой щеках коленвала устанавливаются противовесы. Спереди и сзади коленчатый вал уплотняется манжетами.
На передний конец вала устанавливаются шестерня привода газораспределения (шестерня коленчатого вала), шестерня привода масляного насоса, шкив привода водяного насоса и генератора. На задний фланец вала крепится маховик. Коленвал может изготавливаться и устанавливаться на дизель двух производственных размеров (номиналов).
Коленчатый вал, шатунные и коренные шейки которого изготовлены по размеру второго номинала, имеет на первой щеке дополнительную маркировку. Поршень двигателя Д-245 МТЗ-892, МТЗ-92П изготавливается из алюминиевого сплава. В днище поршня выполнена камера сгорания. Камера сгорания смещена относительно оси поршня.
В верхней части поршень имеет три канавки — в первые две устанавливаются компрессионные кольца, в третью — маслосъемное кольцо. Под канавку верхнего компрессионного кольца залита вставка из специального чугуна. В бобышках поршня расточены отверстия под поршневой палец. Поршневые кольца Д-245 изготовлены из чугуна. Верхнее компрессионное кольцо выполнено из высокопрочного чугуна, в сечении имеет форму равнобокой трапеции, Второе компрессионное кольцо конусное.
На торцовой поверхности у замка компрессионные кольца имеют маркировку «Верх» («ТОР»). Маслосъемное кольцо коробчатого типа с пружинным расширителем. Схема установки поршневых колец приведена на рисунке 1. Поршневой палец Д-245 — полый, изготовлен из хромоникелевой стали. Осевое перемещение пальца в бобышках поршня ограничивается стопорными кольцами. Шатун двигателя — стальной, двутаврового сечения. В верхнюю головку его запрессована втулка. Для смазки поршневого пальца в верхней головке шатуна и втулке имеются отверстия.
Расточка постели в нижней головке шатуна под вкладыши производится в сборе с крышкой. Поэтому менять крышки шатунов не допускается. Шатун и крышка имеют одинаковые номера, набитые на их поверхностях. Кроме того, шатуны имеют весовые группы по массе верхней и нижней головок.
Обозначение группы по массе наносится на торцовой поверхности верхней головки шатуна. На двигателе должны быть установлены шатуны одной группы. Вкладыши коренных и шатунных подшипников коленвала Д-245 – из биметаллической полосы. На дизелях Д-245 используются вкладыши коренных и шатунных подшипников двух размеров в соответствии с номиналом шеек коленчатого вала.
Для ремонта дизеля предусмотрены также четыре ремонтных размера вкладышей. Маховик изготовлен из чугуна, крепится к фланцу коленвала болтами. На маховик напрессован стальной зубчатый венец. Основные рекомендации по замене поршневых колец Д-245 Снимите с двигателя головку цилиндров и масляный поддон. Опустите поршень в нижнюю мертвую точку, поворачивая вручную маховик дизеля.
Очистите верхний пояс гильзы от нагара, исключив при этом попадание в цилиндр частиц нагара. Не допускается использовать при очистке стальной скребок с целью исключения повреждений «зеркала» гильзы.
На каждый поршень дизеля, в соответствии с рисунком 1, устанавливаются верхнее компрессионное кольцо трапецеидальное, одно компрессионное конусное кольцо и одно маслосъемное кольцо коробчатого типа с пружинным расширителем. Компрессионные кольца на торцевой поверхности у замка имеют маркировку «верх» и “ТОР”, которая при установке колец должна быть обращена к днищу поршня. Стык расширителя маслосъемного кольца не должен совпадать с замком кольца.
Замки поршневых колец располагайте на равном расстоянии по окружности. Вставьте поршень с шатуном в цилиндр, установите крышку шатуна. Для исключения поломок поршневых колец при установке поршня с шатуном в цилиндр, используйте оправку для обжима колец.
Описание двигателя
Двигатель Д-245
Мотор Д-245 выполнен в виде рядного устройства, оснащенного четырьмя цилиндрами вертикального типа. В сравнении с предшественником данный двигатель имеет существенные отличия в своей конструкции. Установка вала осуществляется на пяти опорах вместо трех, как было раньше. Впрыск топлива в систему происходит другим образом, что повышает эффективность агрегата. Это достигается путем установки специального топливного насоса с отличными техническими характеристиками.
В таком исполнении установка Д-245 пользовалась популярностью из-за своей надежности и продуктивности. Модель продолжает выпускаться и активно эксплуатироваться по сегодняшний день. Последние экземпляры соответствуют современному экологическому стандарту Евро-5.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Шатуны и поршня Д-245 устанавливаем
Установка шатунно-поршневой группы Д-245
Проверить соответствие размерной группы комплекта поршней и размерной группы гильз цилиндров
Поршни одного комплекта на дизеле должны быть одной размерной группы, соответствующей размерной группе гильз цилиндров
Размерная группа «Б«
Диаметр юбки поршня 110-0,05-0,07 мм
Диаметр гильзы цилиндра 110 +0,06+0,04 мм
Зазор между поршнем и гильзой 0,09…0,13 мм
Размерная группа «С«
Диаметр юбки поршня 110-0,07-0,09 мм
Диаметр гильзы цилиндра 110 +0,04+0,02 мм
Зазор между поршнем и гильзой 0,09…0,13 мм
Размерная группа «М«
Диаметр юбки поршня 110-0,09-0,11 мм
Диаметр гильзы цилиндра 110 +0,02 мм
Зазор между поршнем и гильзой 0,09…0,13 мм
Разность массы поршней одного комплекта не должна превышать 10 г.
Разность массы шатунов в сборе с поршнями не должна превышать 30 г.
Проверить соответствие размерной группы шатунных вкладышей ремонтному или номинальному размеру шатунных шеек. Размерные группы поршней и гильз цилиндров приведены в таблице.
Перед установкой в гильзы поршней в сборе с шатунами и поршневыми кольцами следует протереть чистой салфеткой и продуть сжатым воздухом зеркало гильз цилиндров, наружную поверхность поршней, рабочую поверхность вкладышей шатунных подшипников и шейки коленчатого вала.
Некруглость и допуск профиля продольного сечения отверстия втулки верхней головки шатуна — 0005 мм.
При запрессовке втулки должно быть обеспечено ее симметричное расположение относительно средней плоскости шатуна.
После растачивания поверхность отверстия втулки верхней головки не должна иметь рисок и задиров, шероховатость обработанной поверхности должна быть Rа≤0,63 мкм
На верхней поверхности втулки допускается одна спиральная или радиальная риска шириной не более 0,1 мм.
На поверхности шатунного болта трещины и риски не допускаются. Резьба болта должна быть чистой, без забоин и заусенцев.
На поверхности поршневого пальца не должно быть рисок, забоин и трещин.
Разность массы пальцев, устанавливаемых на один дизель, не должна превышать 10 г.
Не смазанный маслом палец должен легко от усилия руки проворачиваться в шатуне, не иметь поперечного качания и не выпадать из шатуна под действием собственной массы.
Радиальный зазор (просвет) между поршневым кольцом и контрольным калибром для верхнего компрессионного кольца не должен превышать 0,02 мм не более чем на 10 % поверхности и не ближе 20° от замка; а для маслосъемных колец — овальность должна быть в пределах 0,15. 0,65 мм
Зазор в стыке колец должен быть в переделах 0,3. 0,6 мм, причем подгонка этого зазора не допускается.
Предел прочности колец при изгибе кольца — не менее 441 Нм.
Сборку шатуна с поршнем и пальцем рекомендуется производить с помощью специальной оправки, показанной на рисунке 3.
На каждый поршень устанавливаются верхнее компрессионное кольцо, покрытое по наружной поверхности хромом, два (или одно) компрессионных конусных кольца и одно маслосъемное кольцо коробчатого типа с пружинным расширителем.
Компрессионные конусные кольца на торцовой поверхности у замка имеют маркировку верх, которая при установке колец должна быть обращена к днищу поршня
Стык расширителя маслосъемного кольца не должен совпадать с замком кольца.
Маслосъемные поршневые кольца устанавливаются меткой (выдавкой), нанесенной на поверхности кольца в 7. 20 мм от замка, к днищу поршня.
При вращении поршня, находящегося в горизонтальном положении, поршневые кольца должны свободно, без заеданий, перемещаться в его канавках и утопать в них под действием собственной массы.
Замки поршневых колец надо располагать на равном расстоянии по окружности.
Зеркало гильз цилиндров, поршни с поршневыми кольцами, шатунные шейки коленчатого вала и вкладыши шатунных шеек нужно смазать моторным маслом.
Замки рядом стоящих поршневых колец должны быть расположены под углом 180°.
Для установки поршней в гильзу блока надо использовать оправки И 806.01.200 и И 804.01.200.
Момент затяжки гаек шатунных болтов должен быть в пределах 180. 200 Нм.
Осевой люфт нижних головок шатунов на шатунных шейках допускается не более 1 мм при любом положении коленчатого вала. У нового дизеля осевой люфт находится в пределах 0,15. 0,4 мм.
Момент проворачивания коленчатого вала после затяжки всех гаек шатунных болтов не должен превышать 60 Нм.
В ВМТ плоскость днища каждого поршня должна выступать над верхней плоскостью блока цилиндров на 0,3..0,55 мм.
Зазор между головкой поршня и гильзой на расстоянии 3 мм от верхней плоскости блока должен быть не менее 0,2 мм.
4. Затяжка болтов
При усилии затяжки более 210 Нм происходит деформация гильзы в районе бурта.
Последовательность затяжки болтов крепления головок блока цилиндров Д-260
Последовательность затяжки болтов крепления головок блока цилиндров Д-240, Д-245
Последовательность затяжки болтов крепления головок блока цилиндров Д-65
Установка поршневых колец на поршень
Установка поршневой д240-д245 начинается с установки гильз. Затем необходимо установить поршневые кольца на поршня. На современных поршнях устанавливаются пять колец. Три компрессионных. Одно стальное самое верхнее. Два чугунных расположенные ниже и два маслосъёмных. Одно из которых ставится по нижней кромке поршня. Кольца имеют обязательное направление установки. На них написано ли верх. Либо просто стоит знак изготовителя. Чтобы установить кольца необходимо разжать их в замках и аккуратно опускать вниз до канавки. Разжать можно пальцами, если тяжело можно воспользоваться съёмником стопорных колец. Главное не сломать кольца. Делать нужно это аккуратно. Но боятся не стоит. Чем больше опасаться сломать кольцо тем оно скорее сломается. Просто уверенными движениями разжимать и ставить. При установке маслосъёмных колец можно сначала установить внутреннюю пружину а затем ставить само кольцо Так будет удобнее. Имеет значение, как располагаются замки колец между собой
Как подбирать поршневые кольца?
Изношенные и потерявшие упругость поршневые кольца заменяют новыми. Их размер должен соответствовать ремонтному размеру цилиндра и поршня.
Чтобы подобрать кольцо по цилиндру, деталь помещают в него и выравнивают поршнем. Затем при помощи щупа замеряют зазор в стыке. Если он отсутствует или недостаточен, стык отпиливают (например, напильником) до нормальной величины. Если зазор превышает нормальный, то кольцо непригодно для данного цилиндра.
Чтобы подобрать кольцо по поршню, его «прокатывают» по канавке детали, а затем замеряют зазор в канавке поршневого кольца щупом. Если кольцо заедает или зазор маленький, его торцевая часть подлежит шлифовке. Делается это вручную при помощи наждачной бумаги, укрепленной на ровной деревянной плите.
Упругость новых колец проверяется на специальном приборе. Величина нагрузки при этом должна равняться значению зазора в стыке кольца, установленного в цилиндр.
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
Поршневая МТЗ 80 и МТЗ 82: установка шатунно-поршневой группы
Двигатели внутреннего сгорания оснащаются элементами, совершающими возвратно-поступательное движение, которое затем преобразуется во вращение коленчатого вала. Поршни и шатуны в процессе работы испытывают нагрузки, приводящие к износу деталей и снижению характеристик двигателя. Для обеспечения работоспособности техники требуется устанавливать новые детали ремонтного размера.

Как устроен двигатель?
Для повышения технико-экономических показателей дизельного двигателя «Д-245» система его впуска оснащена турбонаддувом, где происходит промежуточное охлаждение воздуха. Установка турбокомпрессора позволила регулировать мощность наддува. Это существенно увеличило крутящий момент при меньшем значении частоты вращения. Наличие турбокомпрессора обеспечило соответствие двигателя современным экологическим стандартам.
Установка свечей накаливания сделала возможным запуск двигателя при низкой температуре воздуха. Присутствие жидкостно-масляного теплообменника позволяет быстро добиться оптимальной температуры масла.
Блок цилиндров двигателя
Блок цилиндров является основной корпусной деталью двигателя. Она представляет собой жесткую чугунную отливку. В конструкции установки присутствуют четыре съемных гильзы. Между его стенками и цилиндрами происходит циркуляция охлаждающей жидкости.
Корпусные детали дизеля Д-245
Произведена установка и других конструкционных элементов:
- приливы с крышками для пяти подшипников;
- масляный канал;
- форсунки.
Наружная поверхность блока Д-245 подготовлена особым образом для установки прочих элементов – масляного фильтра, щита распределения, топливных фильтров и пр.
Кривошипно-шатунный механизм двигателя
Кривошипно-шатунный механизм Д-245
На стальном коленвале присутствуют четыре шатунных шейки и пять коренных. В их конструкции есть специальные полости, которые позволяют выполнить дополнительную центробежную установку масла. Они покрываются резьбовыми заглушками.
Осевое усиление коленчатого вала принимают на себя четыре биметаллических полукольца. Их установка произведена в расточках блока цилиндров и в крышке коренного подшипника. Чтобы компенсировать производимые нагрузки, на нескольких щеках присутствуют противовесы. Данный конструктивный элемент Д-245 дополнительно оснащен манжетами, которые выполняют уплотняющую функцию.
Газораспределительный механизм
В составе данного механизма двигателя Д-245 присутствуют следующие конструктивные элементы:
Газораспределительный механизм Д-245
- распределительный вал;
- клапаны;
- толкатели и коромысла;
- регулировочные винты;
- штанги;
- пружины, оси и стойки коромысел.
Распределительный вал Д-245 является пятиопорным, приводится в действие благодаря коленчатому валу. Свойства подшипников в нем выполняют пять втулок. Коромысла, толкатели и штанги изготовлены из высококачественной стали, клапаны – из ее жаропрочных видов.
Насос
На двигатель Д-245 произведена установка топливного насоса блочной конструкции. Он оснащен кулачковым приводом и золотниковым дозировочным агрегатом. Привод насоса осуществляется от коленчатого вала с включением в процесс шестерней распределения.
Расположение замков поршневых колец перед установкой поршня в цилиндр
- Прорези колец не должны быть расположены друг под другом. Лучше если на соседних кольцах они будут разведены в разные стороны
- Прорези колец не должны быть расположены на отверстием под палец
Это основные условия, которые необходимо соблюдать при разведении замков колец.
Двигатель Д-240 трактора МТЗ-82: устройство, ремонт и характеристики
» Двигатель Д-240 » Двигатель Д-240 трактора МТЗ-82: устройство, ремонт и характеристики
На трактор МТЗ-82 устанавливается четырехцилиндровый четырехтактный дизельный двигатель Д-240 с электростартером (Д-240Л с пускачем). Мощность двигателя составляет 59 кВт или 80 л.с.
В двигателе д-240 реализована неразделенная камера сгорания с объемно-пленочным образованием рабочей смеси. Одна часть впрыскиваемого топлива распыляется в объеме камеры сгорания, а другая растекается по ее поверхности, создавая тонкую пленку. Первая часть дизельного топлива активно смешивается с потоком нагретого сжатого воздуха, при это происходит интенсивное испарение и сгорание — протекает процесс предварительного воспламенения топлива. Шатровая форма камеры сгорания способствует образованию завихрений воздушного потока и лучшему смешиванию воздуха и топлива. Часть топлива находясь в виде пленки испаряется, нагреваясь от потока сжатого горячего воздуха и стенки камеры сгорания. Поэтапно создающийся процесс сгорания топлива, образует условия для мягкой экономичной работы двигателя.
Как и любые подобные дизели, двигатель Д-240 состоит из газораспределительного (ГРМ) и кривошипно-шатунного механизма (КШМ), а также ис систем: охлаждения, смазки, пуска и питания.
Неисправности поршневой группы двигателя
При износе компонентов поршневой группы в работе силового агрегата возникают неполадки:
- При работе прогретого двигателя из выхлопного патрубка наблюдается дым синего цвета, указывающий на попадание масла в камеру сгорания. Проблема возникает при образовании слоя кокса на поршневых кольцах, который вызывает залегание элементов. Дополнительным симптомом поломки является снижение уровня моторного масла в картере.
- Появление белого дыма в выхлопных газах прогретых дизелей (при нормативной нагрузке и отсутствии следов воды в топливе) указывает на снижение компрессии из-за износа или разрушения колец или стенок гильзы. Одновременно с появлением белого дыма наблюдается снижение мощности и крутящего момента силовой установки. Для восстановления работоспособности требуется демонтировать головку и проверить состояние элементов поршневой группы.
- Затрудненный пуск двигателя (вне зависимости от температуры охлаждающей жидкости) при исправных системах подачи топлива и очистки воздуха указывает на повышение зазора в поршневой группе. При увеличении зазоров появляются глухие стуки, прослушиваемые по всей длине блока.
- Стук (или звон), доносящийся из верхней части блока дизеля при изменении оборотов, указывает на появление зазоров между верхней втулкой шатуна и пальцем. Износ поршневых колец дополнительно усиливает шумовой эффект.
Проблемы с двигателем д-245 (Бычок)
Измерял плоскость ГБЦ, блока и выступы гильз относительно блока. Циферки были в допуске по книге. Измерения поводил обычной металлической линейкой длинной 700мм толщиной 1.5мм и набором щупов. Тянул с правильным усилием. Линейкой мог не точно измерить(она играет-болтается) В понедельник товарищ должен штангель 600мм взять с работы, думаю получится более точно измерить. Длину болтов и глубину резьбовых отверстий измерял, запас 10мм. Кольца форопластовые ориентировал замками к ТНВД. Гильзы не прижимал, в этот раз учту, спасибо. Металл до блеска всегда чищу. Сегодня при осмотре головки после очистки обнаружил маленькие краторы в районе прогара(фото прикреплю ниже) Отвез головку в фирму механика там промерили голову , сказали все в допуске, спросили зачем снимал голову, рассказал, подумали, сказали давай шлифанем раз такое дело. Оставил,сказали в понедельник-вторник будет готова, ценник 1520р. В магазине много разных прокладок гбц 200р 300р 450р и вроде как оригинал 711р(с овальным отверстием под масляный канал) и евро 3 металлическая 3350р Какую брать посоветуйте завтра поеду закупаться. Ну и фото кратеров и след от прогара на гбц:
Основные элементы дизеля Д-243
Конструкция двигателя имеет классическую компоновку. Основой ему служит отлитый из чугуна блок цилиндров. Головка блока цилиндров, так же из чугунного литья, с элементами механизма газораспределения. Снизу блок цилиндров закрывает масляный поддон – картер.
Блок цилиндров двигателя Д-243

Блок цилиндров – основа корпуса дизеля. Отливается из чугуна и имеет четыре расточки для установки гильз образующих цилиндры. Для установки гильз в расточках блока имеются два посадочных пояса.
Гильза фиксируется буртом в верхнем посадочном поясе. А нижняя же ее часть уплотняется парой колец из резины, установленных в проточках блока. Между гильзой и целиндровым блоком образуется пространство, с циркулирующей охлаждающей жидкостью.
Приливы в торцовых стенках и поперечных и внутренних перегородках блока образуют опоры коленвала. На приливы устанавливаются крышки, образующие постели для монтажа коренных подшипников. Каждая крышка индивидуальна т.к. проточена под определенную постель, поэтому заменять ех крышками с других постелей запрещенно.
Так же в блоке имеются каналы по которым к коренным подшипникам и подшипникам распредвала поступает смазка. С наружи блока есть обработанные плоскости, служащие креплением для различного оборудования: ТНВД, фильтров, водяной помпы и так далее.
Головка цилиндров двигателя Д-243

Головка цилиндра является цельнолитой чугунной деталью, служащей основой для механизма газораспределения и топливной системы. В головке цилиндров имеются каналы для поступления в цилиндры свежего воздуха и отведения отработанных газов. Перекрываются каналы выпускными и впускными клапанами.
Под клапана, монтируются седла. Для достижения полной герметичности каждый клапан притирается к седлу индивидуально. Изготавливаются седла из высокопрочной и тугоплавкого сплава. Для отведения тепла головке имеются полости с циркулирующей в них охлаждающей жидкостью.
Сверху располагаются коромысла, всасывающий коллектор и колпак скрывающие клапанный механизм. Со стороны ТНВД в головке закреплены форсунки. С другой стороны выхлопной коллектор.
Уплотнением между блоком и головкой выступает асбестовая, армированная сталью прокладка. В прокладке, отверстия для гильз а так же канала для смазки окантованы обечайками из стали.
Направление поршня при установке
Обычно отверстия под пальцы имеют смещение относительно вертикальной оси поршня в одну сторону. Поэтому поршня имеют направление, в какую сторону они должны быть обращены. На них имеется стрелка указывающая направление в сторону переда двигателя. Либо имеется надпись «Вперед» или «назад».
На поршнях ММЗ д 240 и других модификациях направления установки поршней нет. Отверстия поршневых пальцев сделаны строго по центру вертикальной оси. Поэтому направление поршня не имеет значения. Но имеет значение расположение шатунов.
Какой стороной ставится шатун мтз
Шатуны устанавливаются на палец поршня совместно поршнем. Стопорное кольцо уже установлено. С одной стороны. Осталось вставить палец в поршень с противоположной стороны от стопорного кольца и вставив шатун внутрь поршня установить палец на место. После этого стопорится кольцо с другой стороны пальца. Затем можно устанавливать поршневые кольца. Как было описано выше.
Источники
- https://NpfGeoProm.ru/ino-brendy/d-245-rukovodstvo-po-remontu.html
- https://ltruck-service.ru/brend/protyazhka-golovki-mtz.html
- https://AvtoZavod-online.ru/avtobrendy/moment-zatyazhki-mahovika-d-245.html
- https://school21nv.ru/vystupanie-porshnya-otnositelno-ploskosti-bloka-tsilindrov-d-245/
- https://medwegonok.ru/vystupanie-porshnya-otnositelno-ploskosti-bloka-tsilindrov-d-245/
- https://mirsmazok.ru/smazki/osnovnye-prichiny-polomki-porshney-dvs-i-ikh-remont/
- https://avto-mechanik.ru/ustanovka-porshnevoj-d240/
- https://avto-layn.ru/gruzovoj-transport/razmery-kolenvala-d-245.html
0,9 Мб
-
Год:
2006
-
Страниц:
53
-
Формат:
pdf
-
Язык:
русский
-
Размер:
0,9 Мб
Руководство по ремонту двигателей ММЗ Д-243, Д-245 Скачать Бесплатно
Скачать0,9 Мб
Категории: Руководства, Двигатели, Двигатели ММЗ, Двигатель ММЗ Д-243, Двигатель ММЗ Д-243С, Двигатель ММЗ Д-245, Двигатель ММЗ Д-245.7, Двигатель ММЗ Д-245.9, Двигатель ММЗ Д-245.7Е2, Двигатель ММЗ Д-245.9Е2, Двигатель ММЗ Д-245.30Е2, Двигатель ММЗ Д-245.12С, Двигатель ММЗ Д-245С
ПОКАЗАТЬ ВСЕСВЕРНУТЬ
Как собрать двигатель Д245
Двигатель Д245 — это надежное и мощное устройство, которое широко применяется в различных сферах промышленности. Он обладает высокой эффективностью и долгим сроком службы. В этой статье мы рассмотрим пошаговую инструкцию по сборке двигателя Д245 и поделимся с вами полезными советами и рекомендациями.
1. Подготовка инструментов и деталей
Для сборки двигателя Д245 вам понадобятся следующие инструменты и детали:
- Ключи разных размеров
- Отвертки
- Молоток
- Измерительные приборы (например, микрометры)
- Детали двигателя (поршни, коленвал, распределительный вал и др.)
2. Проверка деталей
Перед тем, как приступить к сборке, необходимо проверить все детали на наличие повреждений и дефектов. Внимательно осмотрите каждую деталь и убедитесь, что она находится в отличном состоянии. Если вы обнаружите какие-либо проблемы, замените дефектные детали новыми.
3. Сборка блока двигателя
Начните сборку с монтажа поршней в блок двигателя. Убедитесь, что поршни установлены правильно и подходят по размеру. Затем приступите к монтажу коленвала и распределительного вала. Фиксируйте детали, используя подходящие болты и закручивая их с заданной силой.
4. Сборка головки блока цилиндров
Перейдите к сборке головки блока цилиндров. Установите клапаны и пружины клапанов. Убедитесь, что все детали правильно позиционированы и надежно закреплены. Затяните болты головки блока цилиндров согласно рекомендуемому затяжному моменту.
5. Установка системы смазки и охлаждения

Далее приступайте к установке системы смазки и охлаждения. Подключите масляный насос и распределитель для обеспечения оптимальной смазки двигателя. Подключите радиатор и систему охлаждения, чтобы предотвратить перегрев двигателя.
6. Подключение системы выпуска отработанных газов и впуска воздуха
Подключите систему выпуска отработанных газов и впуска воздуха. Установите глушитель и выхлопную трубу для отвода отработанных газов. Подключите воздушный фильтр и систему впуска воздуха для обеспечения достаточной подачи воздуха в двигатель.
7. Завершающие шаги
Завершите сборку двигателя Д245, установив все оставшиеся детали, такие как генератор, стартер и топливный насос.
Собирая двигатель Д245, помните о том, насколько важна точность и внимательность. Процесс сборки может быть многоэтапным и требовательным, но правильно собранный двигатель обеспечит вам мощность и надежность на долгие годы. Не спешите, проводите все необходимые проверки и следуйте рекомендациям производителя.
Итог

Собрать двигатель Д245 — сложная и ответственная задача, требующая опыта и тщательности. Однако, при правильном подходе и использовании рекомендаций, это вполне возможно. Надеемся, что данная статья поможет вам в сборке двигателя Д245 и подготовке его к успешной эксплуатации.
Как собрать двигатель Д245: подробная инструкция от эксперта

Собрать двигатель Д245 – задача, требующая определенных навыков и знаний. Однако, несмотря на комплексность процесса, собрать этот двигатель своими руками возможно. В данной статье я, опытный копирайтер и эксперт в данной области, поделюсь с вами подробной инструкцией о том, как собрать двигатель Д245.
Вступление
Двигатель Д245 является надежным и долговечным агрегатом, который применяется в различных сферах. Знание и понимание принципа работы двигателя позволит вам успешно собрать его с нуля.

Перед началом сборки двигателя Д245, убедитесь, что у вас есть все необходимые инструменты и комплектующие. Тщательно проверьте, чтобы все детали были в идеальном состоянии.
Начало сборки
- Установите блок цилиндров на специальную подставку и затяните болты.
- Установите поршни и кольца в блок цилиндров. Убедитесь, что кольца правильно установлены и плотно прилегают к цилиндру.
- Поместите коленчатый вал в коренные вкладыши, установите маховик и затяните болты.
- Подготовьте головку блока цилиндров — установите клапаны и пружины в нужном порядке. Будьте внимательны и аккуратны при установке клапанов, чтобы избежать ошибок.
- Установите головку блока цилиндров на блок цилиндров, затяните болты и установите гидрокомпенсаторы.
- Установите крышку клапанов и затяните болты.
- Проверьте и отрегулируйте зазоры клапанов.
- Установите масляный насос и затяните болты.
- Установите газораспределительный механизм.
- Установите генератор, стартер и другие дополнительные устройства.
Итог
Теперь вы знаете, как собрать двигатель Д245 своими руками. Помните, что сборка двигателя — ответственный процесс, требующий внимательности и тщательности. Следуйте этой инструкции и не спешите, чтобы избежать ошибок и повреждений деталей. Удачи в сборке двигателя Д245!
Как собрать двигатель Д245: пошаговое руководство
Двигатель Д245 — это надежный и мощный агрегат, который широко используется в различных отраслях. Собрать такой двигатель самостоятельно может быть интересным и захватывающим процессом. В данной статье мы подробно рассмотрим, как правильно собрать двигатель Д245, шаг за шагом.
Шаг 1: Подготовка и необходимые инструменты
Прежде чем приступить к сборке, необходимо подготовить все необходимые инструменты и материалы. Вам понадобятся следующие инструменты:
- Гаечный ключ набором разных размеров
- Набор отверток
- Динамометрический ключ
- Компрессор воздуха
- Пресс
- Микрометр
Также обязательно подготовьте все необходимые запчасти и компоненты для сборки двигателя. Убедитесь, что у вас есть все необходимые детали, проконсультируйтесь с экспертом или изучите руководство по сборке. Это поможет избежать неприятных сюрпризов в процессе сборки.
Шаг 2: Разборка двигателя
Перед сборкой двигателя необходимо выполнить его разборку. Внимательно изучите структуру и механизмы двигателя Д245. При разборке обратите внимание на следующие моменты:
- Отсоедините все трубки и шланги
- Отключите все электрические провода и разъемы
- Отверните и снимите все крышки и кожухи
- Пометьте и сохраните мелкие детали и элементы
Будьте внимательны и аккуратны при разборке, чтобы не повредить детали двигателя. Может потребоваться использование специализированных инструментов, таких как съемники или пресс, чтобы снять определенные компоненты.
Шаг 3: Очистка и подготовка деталей
После разборки необходимо тщательно очистить и подготовить все детали двигателя перед сборкой. Очистка может включать в себя следующие шаги:
- Используйте компрессор воздуха для удаления пыли и грязи
- Поместите детали в специальное растворение для удаления масла и других загрязнений
- Используйте микрометр для проверки размеров и геометрии деталей
Уделите особое внимание деталям, которые подвергались износу или повреждениям. Если необходимо, замените такие детали перед сборкой.
Шаг 4: Сборка двигателя
Теперь, когда все детали подготовлены и очищены, можно приступать к сборке двигателя. Действуйте внимательно и последовательно, следуя эти шаги:
- Установите поршни в цилиндры и проверьте, чтобы они свободно перемещались
- Установите коленвал в подшипники и удостоверьтесь, что он вращается свободно
- Постепенно собирайте остальные компоненты, следя за правильным порядком сборки и крепежных элементов
- Проверьте, чтобы все детали были установлены и закреплены правильно

Применяйте рекомендации и инструкции, представленные в руководстве по сборке двигателя Д245. Если у вас возникают вопросы или трудности, не стесняйтесь обращаться за помощью к экспертам или специалистам по сборке двигателей.
Итог

Сборка двигателя Д245 является сложной, но увлекательной задачей. Тщательная подготовка, внимательность и точность при выполнении каждого шага обеспечат успешную сборку и надежную работу двигателя.
Не забывайте, что безопасность всегда имеет первостепенное значение. Работайте в соответствии с предписаниями производителя и используйте защитное снаряжение при необходимости. Удачи в сборке вашего двигателя Д245!
Регулировка клапанов МТЗ: порядок работ, регулировка механизма газораспределения

Регулировка клапанов на МТЗ входит в список регламентных операций, проводимых при обслуживании сельскохозяйственной техники. От корректности настройки зависит легкость запуска, стабильность функционирования и тепловой режим работы силовой установки. Производитель рекомендует выполнять регулировку после обкатки мотора (нового или после проведения капитального ремонта), а затем повторять процедуру спустя 240-480 часов эксплуатации (зависит от модификации машины) либо при проведении ТО-2.
Регулировка клапанов является обязательным этапом при обслуживании сельскохоз техники.
Порядок регулировки
Под регулировкой подразумевается обеспечение регламентированного зазора между плоскостью бойка коромысла и торцом клапанов впуска воздуха и выброса отработавших газов в выпускной коллектор. Последовательность настройки и параметры зависят от модификации силового агрегата и способа подачи воздуха в камеру сгорания. Дополнительно проверяется затяжка гаек фиксации головки к блоку цилиндров, что позволяет снизить вероятность пробоя прокладки и коробления детали из-за неравномерных тепловых деформаций.
Подготовка к регулировке
В процессе подготовки к настройке требуется снять боковины и откинуть крышку капота, а затем отвернуть крепежные гайки и демонтировать защитный металлический кожух, закрывающий детали газораспределительного механизма на головке дизеля. Предварительно с поверхности детали тряпкой, смоченной в керосине или дизельном топливе, удаляется налет пыли и масла. Затем необходимо проверить затяжку болтов, крепящих валик, на котором установлены качающиеся коромысла.
Установка поршня цилиндра ВМТ для регулировки
Для установки поршня первого цилиндра в верхнее положение «такта сжатия» требуется проворачивать коленвал вручную до начала открытия впускного клапана. При этом выпускной клапан должен прекратить движение вверх и закрыться. Коленчатый вал проворачивается при помощи гаечного ключа, который набрасывается на гайку крепления шкива привода вспомогательных агрегатов.
Установка поршня цилиндра ВМТ для регулировки.
На ранних моделях силовых агрегатов Д-240, оснащенных механическим топливным насосом, допускается выкручивание форсунки. Верхнее положение поршня определяется штифтом, опущенным в отверстие. При обратной установке распылительного узла требуется заменить уплотнительные кольца. Еще одна методика основана на снятии трубки подачи топлива с насоса. В момент достижения верхней точки из плунжерной пары начнется подача горючего. Методика не отличается точностью, поскольку впрыск топлива начинается с опережением (до прихода поршня в ВМТ).
На атмосферных 4-цилиндровых силовых агрегатах Д-50, установленных на тракторах МТЗ-50/52, в картере маховика выполнен сквозной канал с резьбой, в которую вкручивается установочная шпилька (хранится в специальном канале на картере). На шпильке имеется участок без резьбы с закругленной головкой, которая совмещается с выемкой, выполненной в теле маховика. Методика позволяет точно выставить верхнее положение первого поршня.
Установка теплового зазора
Для выдерживания расстояния потребуется отвернуть гайку, удерживающую регулировочный винт коромысла клапана от самопроизвольного проворачивания. Затем следует изменять параметр вращением винта отверткой, регулировка прекращается после достижения расстояния 0,25 мм (одинаково для впуска и выпуска). Затем требуется затянуть гайку ключом и дополнительно проверить значение зазора в паре боек-стержень клапана. Аналогично настраивается расстояние для остальных клапанов. После поворота вала на полный оборот требуется отрегулировать оставшиеся коромысла.
Допускается использовать для регулировки специальный индикаторный прибор КИ9918, который монтируется на тарелку рабочей пружины выбранного клапана при поднятии каретки прибора до верхней позиции (до упора). Затем коромысло совмещается с измерительным стержнем, что позволяет выставить нулевое значение на шкале стрелочного прибора. Отведение коромысла до контакта с приводной штангой позволяет определить текущее значение рабочего расстояния между элементами. Затем производится выставление параметра вращением винта на коромысле.
На моторах Д-50Л (устанавливались на МТЗ-50/52) установлен дополнительный клапан декомпрессора с приводом от отдельного валика. Перед началом настройки валик выставляется так, что регулировочные винты занимают вертикальное положение. Затем отпускается контргайка, винт отворачивается отверткой до момента сферической головки и поверхности валика.
Как Отрегулировать Клапана На Мтз 80
Как отрегулировать клапаны на МТЗ-80 и МТЗ-82
Регулировка клапанов трактора МТЗ-80 и его аналогов (МТЗ-82) — составная и принципиальная задачка при техническом обслуживании системы газораспределения дизеля и после его ремонта. Эти деяния позволяют сделать лучше работу мотора, уменьшить расход горючего, повысить мощность и КПД.
Почти все находится в зависимости от режима и критерий эксплуатации трактора. Высококачественная работа дизеля отражается на его долговечности и надёжности. При насыщенной эксплуатации движок и его составные части получают существенную нагрузку.
как отрегулировать клапана или зажигание на тракторе МТЗ 82 клапана ЯМЗ 236. Она отражается на геометрии многих деталей. Клапана и остальные элементы газораспределительного механизма подвергаются тепловой нагрузке (сильному нагреву), механическим и динамическим перегрузкам.
Вибрация, неизменное движение, перепады температуры.
работ
Весь смысл операции состоит в получении подходящих зазоров меж бойками коромысел и торцами стержней регулируемых клапанов. При всем этом следует точно подтянуть болты крепления цилиндров. Как заменить и отрегулировать рабочий цилиндр на Газель?.
Следует держать в голове, что регулировка клапанов трактора МТЗ-82 (и предшественника МТЗ-80) должна производиться в чёткие промежутки времени. Поначалу, конкретно после процедуры обкатки, а позже следующие 480 часов определенной эксплуатации.
Неважно какая разборка цилиндров в следующее время предполагает подобные деяния. Очевидным признаком критической опции может служить стук клапанов. Тогда создают внеплановую регулировку
Тогда создают внеплановую регулировку.
При ухудшении свойства работы мотора, возникновения задымлённости канителить с проверкой клапанов не стоит!
Очерёдность работ
При наличии простых технических способностей, познания устройства мотора, умения обращаться с обычным слесарным инвентарем, эту регулировку можно выполнить без помощи других. Но главное — строго соблюдать очерёдность действий.
Начинать регулировку нужно с изготовления доступности к крышке головки блока цилиндров. Регулировка клапанов МТЗ 80 проводится на тракторе МТЗ 80 после того, как он пройдет обкатку, а в дальнейшем, в процессе работы, после 500 часов его “наезда”.
При этом поршень первого цилиндра обязан быть в положении ВМТ (верхняя мёртвая точка), а его клапаны плотно прижаты (другими словами — закрыты).
Регулювання клапанів на МТЗ-80/82
Регулировка клапанов
двигателя д-240 тракторамтз —80 -82 а также смд14-21.
На винте для регулировки необходимо ослаблять контргайку нужного клапана, а после, вкручивая или выкручивая винт, выставляют требуемый по щупу зазор между бойком и торцом. Щуп — это мерка, шаблон с определённым значением величины.
Ведь измерить зазор другим, примитивным способом в данных условиях нереально. Выполнив регулировку зазора, надо очень крепко закрутить контргайку и сделать контрольную проверку щупом величины зазора. При этом необходимо прокручивать штангу.
Разумеется, клапаны надо подвергать регулировке в строгой очерёдности по формуле работы цилиндров в двигателе. Как отрегулировать клапана трактора МТЗ-80, перед регулировкой клапанов на прогретом. Первый, третий, четвёртый, второй. Это делают при помощи вращения коленчатого вала на половину оборота, причём по часовой стрелке!
Дизельные двигатели Д-245
и их модификации являются4 -х тактными, поршневыми, четырехцилиндровыми двигателями внутреннего сгорания, с однорядным, вертикальным расположением цилиндров, оборудованными системой непосредственного впрыска топлива и возгоранием топливной смеси от сжатия. Для достижения наивысших технико-экономических параметров дизеля, в систему впуска воздуха добавлен турбонаддув, с промежуточным охлаждением наддувного воздуха.
Применение в системе наддува турбокомпрессора, с регулируемым давлением подаваемого воздуха, позволяет достигнуть на дизеле лучшей приемистости, которая обеспечивается повышенным значением крутящего момента, при минимальной частоте вращения коленвала и высоким уровенем соответствия требований к содержанию вредных выбросов в отработанных газах. Все модели данной серии рассчитаны на нормальную эксплуатацию при температуре окружающей среды в диапазоне −45°C … +40°C
Областью применения Д-245Д 245
Д-245-06
Рядный, 105
-ти сильный, четырехцилиндровый, четырехтактный дизель, с водяным охлаждением и свободным воздушным впуском. Применяется на тракторахМТЗ серий100/102 .
СТ142Н-3708
(24В ), генераторомГ9635.3701-01 (28В) , пневмокопрессоромА29.05.000-БЗА , шесеренчатым насосом10Ж-3-04Л , топливным насосомТНВД 4УТНИ-Т-1111007-400 (НЗТА г.Ногинск), водяным насосом, маслянным насосом,2 -х дисковой муфтой сцепления.
Д-245.9-336
Рядный, 136
-ти сильный, четырехцилиндровый, четырехтактный дизель, с водяным охлаждением и турбонаддувом. Применяется на автомобиляхМАЗ-4370 «Зубренок» .
В заводской комплектации двигатель оборудован стартером 7402.3708 (24В)
, генераторомГ9945.3701-1 (28В) , турбокомпрессоромТКР 6.1-03-05 (БЗА г.Борисов), пневмокопрессоромА29.05.000-А-06 (БЗА г.Борисов), шесеренчатым насосом10Ж-3-04Л , топливным насосомPP4M10U1F-3483 («РААЗ» г.Рославль), водяным насосом, маслянным насосом, однодисковой муфтой сцепления, без картера сцепления.
Д-245.12С-231
Рядный, 108
-ми сильный, четырехцилиндровый, четырехтактный дизель, с водяным охлаждением и турбонаддувом. Применяется для переоборудования автомобилейЗИЛ-131, ЗИЛ-130 .
В заводской комплектации двигатель оборудован стартером 74.3708 (12В)
, генераторомГ9645.3701-01 (14В) , турбокомпрессоромТКР 6-00.02 (БЗА г. Борисов), пневмокопрессоромА29.05.000-А-06-БЗА , шесеренчатым насосом10Ж-3-04Л , топливным насосомPP4V101f-3486 (РААЗ г. Рославль), водяным насосом, маслянным насосом, однодисковой муфтой сцепления, с картером сцепления.
Дефектация блока цилиндров
Осмотром блока цилиндров убеждаются в отсутствии в нем трещин, пробоин и кавитационного разрушения нижних посадочных поясов цилиндров, в наличии всех крышек коренных опор коленчатого вала и в удовлетворительном состоянии поверхностей под вкладыши подшипников коленчатого вала (поверхность Д на рис. 136). Если на блоке цилиндров отсутствует хотя бы одна крышка подшипника коленчатого вала, блок к дальнейшему использованию непригоден.
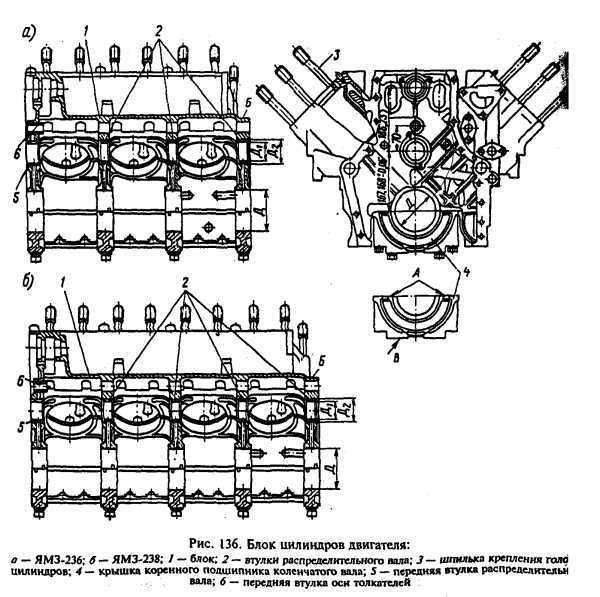
Кавитационное разрушение нижних поясов цилиндров в виде грубой шероховатости и неглубоких выемок, распространившихся не ниже 205 мм от привалочной плоскости под головку цилиндров, допустимо — блоки цилиндров считаются годными.
Подвергаемые ремонту трещины по характеру и месту расположения регламентируются. Выбраковке подлежат блоки цилиндров, имеющие трещины на плоскости прилегания головки цилиндров, трещины, проходящие через гнезда подшипников вала привода ТНВД, через гнезда под вкладыши подшипников коленчатого вала и через отверстия под втулки распределительного вала.
Для определения наличия трещин рубашку охлаждения блока цилиндров подвергают гидравлическому испытанию под давлением 0,4 МПа, (4 кгс/см2) в течение двух минут. Температура воды для испытания должна быть 60 °С. При испытании в блок вставляют технологические гильзы и сверху прижимают плитами, к которым приклеена резиновая уплотнительная прокладка. Одновременно плиты закрывают каналы, соединяющие полости рубашек охлаждения блока и головок блока цилиндров.
Так как каждый ряд цилиндров имеет свою рубашку охлаждения, то при испытании оба ряда цилиндров в передней части блока, соединяют тройником, по которому нагнетается вода в рубашки охлаждения. После опрессовки проверяются состояние и геометрические размеры поверхностей Д под вкладыши подшипников коленчатого вала и Д1 для втулок распределительного вала. Для новых блока цилиндров диаметр Д1 отверстий должен быть равен 54+0,03 овальность и конусность не превышать 0,015 мм, диаметр — 116+0,021 мм, причем несоосность всех промежуточных поверхностей относительно обшей оси крайних допускается не более 0,0125 мм. Диаметр Д1 допускается без ремонта не более 54,04 мм при овальности и конусности не более 0,02 мм, а диаметр Д — в пределах 115,99—116,03 мм при условии, что среднее арифметическое диаметров в двух взаимно перпендикулярных плоскостях находится в пределах 116,00—116,021 мм. Несоосность поверхностей Д следует проверять скалкой диаметром 115,98+0,01 мм, которая должна свободно проходить через все гнезда под коренные подшипники коленчатого вала. Проверку диаметров и несоосность поверхностей Д производят после затяжки болтов крепления крышек коренных подшипников коленчатого вала моментом 300-320 Н • м (30-32 кгс • м).
Блок дизелей типа Д50.
В случае появления свищей и трещин у посадочного пояса блока двигателей типа Д50 его ремонтируют на заводе. Посадочное место в блоке растачивают и впрессовывают сменное кольцо 1 (рис. 48), изготовленное из стали. Для предупреждения появления трещин у блока расточенное место подвергают дробеструйному наклепу. Для экономии металла допускается контактная сварка кольца встык. Возможна постановка сменного кольца на эластомере ГЭН-150 (В) или эпоксидной смоле. Поверхность А после запрессовки проверяют по краске. Отпечаток краски по кольцу должен быть непрерывным, шириной не менее 3 мм\ допускается подшабровка. Между кольцом и блоком в месте Б пластина щупа толщиной 0,03 мм входить не должна.
Отремонтированный блок при помощи специального приспособления опрессовывают водой под давлением 2,5 кГ/см2 в течение 25 мин. На месте перехода воды из блока в цилиндровые крышки ставят резиновые кольца.
Рис. 48. Вставка сменного кольца и уплотнения гильзы при ремонте блока двигателя типа Д50:
У дизелей 1Д12 на цилиндрах после вырезки поврежденных мест устанавливают стальную накладку с уплотняющей прокладкой и укрепляют их болтами.
Регулировка клапанов Д-245
Прежде чем приступить к настройке клапанов, необходимо изучить устройство и особенности данного узла. Распределительный вал имеет пять опор, в движение приводится посредством коленвала и шестеренки распределения. В качестве подшипников используются пять втулок, которые помещены в расточки блока методом прессовки.
Фронтальная втулка выполнена из алюминия, размещается в районе вентилятора, оснащена упорным буртом, фиксирующим распредвал от осевых сдвигов, другие втулки сделаны из чугуна. Стальные толкатели клапанов имеют наплавление специальным чугуном, сферическая поверхность обладает радиусом 750 мм. Кулачки распределительного вала выполнены с небольшим наклоном.
Для правильной регулировки клапанов Д-245 («Евро-2»), необходимо учитывать, что штанги толкателей сделаны из стального прутка, имеют сферическую часть, которая входит внутрь толкателя. Клапанные коромысла изготовлены из стали, качаются на оси, зафиксированной при помощи 4 стоек. Ось этих элементов полая, оборудована восемью радиальными отверстиями, служащими для доставки масла, перемещение коромысел стопорится распорками в виде пружин.

Услуги ремонта двигателя 245
Двигатель Д-245 – один из самых популярных агрегатов, производимых Минским моторным заводом. Эти дизельные моторы устанавливаются на грузовики, тракторы, погрузчики и другие виды специальной техники. Они отличаются длительным сроком эксплуатации и выдерживают высокие нагрузки. Но специфика использования техники, оснащенной такими агрегатами, подразумевает их эксплуатацию на «износ». Поэтому ремонт двигателя Д-245 в определенный момент становится неизбежным, даже если вы предпринимали все усилия, для сохранения функциональности мотора.
Отсрочить данную процедуру можно при регулярной диагностике состояния автомобиля и своевременном выполнении технического обслуживания. Чем выше нагрузки на технику и сложнее условия ее эксплуатации, тем чаще следует проверять состояние агрегата в автосервисе. Также на функциональность двигателя влияет состояние дорожного покрытия, условия хранения автомобиля и другие факторы.
К ремонту двигателя Д-245 могут привести различные неисправности:
- прогоревшая прокладка головки блока цилиндров;
- просадка гильз в блоке цилиндров;
- неправильное функционирование форсунок;
- чрезмерный износ вкладышей коленчатого вала;
- вышедший из строя турбокомпрессор.
Эти и другие причины владелец транспортного средства не может не заметить, ведь они ярко выражены:
- увеличивается длительность запуска агрегата стартером, которая в норме не должна превышать 20 секунд;
- из моторного отсека слышны постоянные стуки;
- увеличиваются расходы топлива и моторного масла;
- охлаждающая жидкость попадает в систему смазки или наоборот;
- двигатель начинает работать неустойчиво, с перебоями;
- обнаруживаются течи технических жидкостей.
Любой из таких признаков говорит о том, что ремонт двигателя 245 неизбежен. Обнаружив их, обращайтесь в компанию «Механика» за помощью. Наши мастера выполняют ремонт двигателя Д-245 любой сложности.
Особенности ремонта двигателя Д-245
У компании «Механика» есть просторные ремонтные боксы, современное оборудование, профессиональные инструменты и опытные специалисты высокой квалификации. Также имеется собственный склад качественных комплектующих для ремонта двигателя 245, что позволяет осуществлять восстановление силового агрегата в короткие сроки и с гарантией качества.
Мы аккуратно демонтируем мотор с автомобиля или спецтехники, обеспечивая сохранность всех, сопряженных с ним, узлов и деталей. Затем выполняются технологическая мойка и полная разборка силового агрегата. Детали двигателя проверяются на степень износа и наличие дефектов. Чрезмерно изношенные элементы заменяются новыми. Как правило, обновляются поршни, гильзы, поршневые кольца, вкладыши коленчатого вала и прокладки. Затем двигатель собирается и отправляется на проверку на специальный стенд. После достижения оптимальных эксплуатационных характеристик агрегат устанавливается обратно на автомобиль.
Двигатель Д-245
С целью обеспечения лучшего уровня приемистости применяется турбинный компрессор с возможностью корректировки потока воздуха. Благодаря этому обеспечиваются повышенный уровень крутящего момента даже при минимальном количестве оборотов коленвала. При этом подобный двигатель с турбиной выводит отработанные газы, которые соответствуют европейским стандартам Евро 3. Но вся серия подобных моторов предназначена для использования только в условиях температуры окружающей среды, находящейся в пределах -45 – +45 градусов. Главным местом использования этих агрегатов является их установка в дорожную, строительную, а также колесную технику.

Регулировка затяжки головки блока цилиндров
Порядок затяжки болтов ГБЦ определяет последовательность и силу, с которой проводится закручивание в резьбовых соединениях болтов маховика
Важно помнить, что момент затяжки ГБЦ должен находиться в пределах 190-210 Нм. При этом гайки шпилек и болты требуется затягивать до отказа
Процесс регулировки выполняется следующим образом:
- Сначала нужно провернуть коленвал посредством коренных подшипников, а также шатунов пока не перекроются клапаны первого цилиндра. В этот момент впускной в первом цилиндре только открывается, а вот выпускной закрывается. После этого выполняется регулировка зазоров в 4, 6, 7 и 8 клапанах (отсчет ведется со стороны вентилятора).
- После этого проворачивается коленвал на 1 оборот так, чтобы перекрылся 4 цилиндр. В этот момент проводится регулировка 1, 2, 3, а также 5 клапанов.
По завершении этого процесса по указанной схеме требуется поставить в первоначальное положение ось коромысел, после чего провести регулировку зазоров клапанов Д-245, присутствующих между ними и коромыслами.
Регулировка клапанов Д-245
Отдельно стоит рассмотреть порядок регулировки клапанов Д-245. До того, как приступать к этому процессу рекомендуется изучить особенности этого узла. Так, распредвал имеет сразу 5 опор, а в движение приводится за счет коленвала, а также шестерней распределения. Специальные 5 втулок применяются в виде подшипников, установленных методом прессовки. При этом фронтальная сделана из алюминия и находится в области вентилятора и оборудована упорным буртом, который отвечает за фиксацию распредвала и предотвращает его осевые сдвиги. Все остальные втулки выполнены из чугуна.

С целью корректной регулировки клапанов требуется принимать во внимание, что для создания штанг толкателей применяется стальной прут. У него имеется сферическая часть, входящая непосредственно в толкатель
Сам процесс регулировки происходит следующим образом:
Сначала требуется открутить все гайки, которые фиксируют стойки осей, после чего их самих вместе с пружинами и коромыслами необходимо снять.
Дальше проводится отвинчивание крепления головки с последующим её демонтажем. Сами клапаны рассухариваются, когда проводится удаление пружин, шайбы, различных уплотнителей, а также тарелки.
Теперь выполняется притирка клапанов, используя для этого специальные станки либо же стенды. Для этого сначала на фаску запчастей наносят притирочную пасту и дополнительно добавляют стеариновую кислоту.
Процесс регулировки клапанов (он же притирка) выполняется до того момента, пока не появится сплошная матовая окантовка. При этом её ширина должна составлять не меньше 0,015 см
Важно не допускать разрыва поясков, а любые отклонения по ширине допускаются в пределах 0,5 мм.
По завершении регулировки следует промыть головку цилиндра и сами клапаны. Дальше рабочие элементы смазываются маслом для силовой установки. Процесс притирки возможно провести вручную за счет применения обычных слесарных инструментов. Но в этом случае время, а также трудозатраты на эту операцию существенно повысятся.
Двигатель Д-245 представляет собой дизельную силовую установку, часто применяемую в различной строительной, дорожной либо иной подобной технике.
Для корректной работы при длительной эксплуатации требуется выполнять регулировку клапанов и затяжки ГБЦ.
Ремонт постели распредвала Cummins ISX (установка ремонтных втулок распредвала Cummins ISX)
Следующий случай оказался немного сложнее. Головка блока Cummins ISX. Причина обращения в ремонт повреждение посадочных отверстий втулок распредвала. Причина дефекта — масляное голодание.
| Головка блока Cummins ISX повреждена постель распредвала |
|---|
Эта головка уже и размеров серьёзных да и стоимости совсем не маленькой.
| Повреждения возникшие в следствии проворота втулки распредвала в головке блока цилиндров Cummins ISX |
|---|
Дефект выглядел достаточно тревожно.
В процессе изучения проблемы выяснилось , что проворот втулки распредвала в головке блока цилиндров Cummins ISX — случай достаточно часто встречающийся.
Готовых решений нам предложили целых два !!! Первое — заменить головку. Второе — установить втулки в поврежденные отверстия на клеевую основу.
Как то ни первый вариант ни второй ни нас, ни заказчика, совсем не устроили и понятно почему.
Решение проблемы было найдено через небольшой промежуток времени. Оказывается на данный двигатель Cummins ISX сторонним производителем изготавливаются втулки с наружным диаметром +1.00 мм от стандартного размера.
То есть втулки ремонтные. Официальный Cummins о наличие этого девайса скромно умалчивает. Оно и понятно. Гораздо приятнее продавать заказчику новую головку, чем какие-то семь биметаллических втулок.
| Установка на станок головки блока Cummins ISX |
|---|
Втулки то есть. Осталась одна проблема расточить в одну ось 7 отверстий в головке с увеличением диаметра +1.00 . Всего ничего. Только вот в России станков, на которых можно выполнить подобную работу совсем немного.
| Процесс обработки посадочных отверстий втулок распредвала Cummins ISX в ремонтный размер |
|---|
Снова используем станок фирмы Rottler.
| Следы повреждений после черновой расточки |
|---|
| Поверхность посадочных отверстий после чистовой обработки |
|---|
| Втулки распредвала и распредвал установлены в головку блока Cummins ISX |
|---|
И через один рабочий день работы закончены. Головка блока цилиндров восстановлена. И выглядит вот так:
| Работы выполнены |
|---|
Трещины в гильзе блока цилиндров
Рассмотренная выше проблема вызывает образование микротрещин на поверхности гильзы. Но могут и более серьезные повреждения возникнуть на детали, если мотор эксплуатируется в агрессивном режиме или с нарушением правил эксплуатации. Например, к образованию трещин на гильзе приведут:
-
Использование низкокачественного топлива, либо топлива, которое не рекомендуется производителем двигателя;
- Агрессивный старт на повышенных оборотах;
- Частое движение автомобиля при повышенных оборотах;
- Движение на непрогретом двигателе;
- Использование низкокачественного моторного масла;
- Некачественно выполненные ремонтные работы, связанные с двигателем.
Помимо факторов, которые зависят от водителя автомобиля, также стоит отметить, что образование трещин в гильзах возможно по причине производственного брака.
Есть ряд симптомов, которые указывают на наличие трещин на гильзах блока цилиндров:
- Снижение мощности автомобильного двигателя;
- Образование эмульсии в моторном масле и расширительном бачке;
- Неправильный температурный режим при отсутствии проблем с термостатом;
- Запах выхлопных газов из расширительного бачка.
Если имеют место быть перечисленные симптомы, рекомендуется прекратить эксплуатацию такого автомобиля и направиться на СТО, где специалисты смогут провести диагностику и определить наличие или отсутствие трещин на гильзах.
Для диагностики трещин гильзы блока цилиндров используются методы:
- Рентгенография — исследование двигателя при помощи специального оборудования;
- Внедрение красящих химических растворов с целью обнаружения наличия трещин.
Если в гильзе блока цилиндров образовались трещины, она не подлежит ремонту, и потребуется замена детали.
Дефект внутренней поверхности гильзы
При эксплуатации транспортного средства на запыленных дорогах и в промышленных городах через воздушный фильтр или негерметичное соединение воздуховодов, а также с грязным топливом и плохо отфильтрованным моторным маслом частицы пыли попадают в цилиндры ДВС.
Результат — воздействие на зеркало гильзы с эффектом наждачной бумаги (царапины и задиры на зеркале гильзы). Со временем царапин становится больше, далее герметичность прилегания поршневых колец к зеркальной стенке гильзы критически уменьшается, что приводит к падению компрессии в цилиндре.
Восстановить зеркало внутренней поверхности гильзы возможно методом хромирования, а в случаях критического износа поверхности гильзы, который нельзя устранить этим методом, потребуется замена поврежденной гильзы.
С целью предотвращения попадания абразива в цилиндры ДВС, владельцу автомобиля необходимо проводить ТО согласно строго определенного регламента
При проведении ТО нужно акцентировать внимание на проверке герметичности соединений воздуховодов, а также использовать рекомендованные производителем масла и фильтры
Компоненты двигателя
Базовая силовая установка, это мотор, работающий на тяжёлом топливе, цилиндры расположены в ряд и совершают работу за четыре такта.
Компоненты силовой установки:
| Структура | Расшифровка | |
| Станина | Объединение цилиндров | |
| Конструкции | Распределение газов | Головка, клапаны и толкатели |
| Крышка головки, коллектор | ||
| Механизм распределения | ||
| Кривошипы и шатуны | Поршни, шатуны, вал, маховик | |
| Структура | Снижения трения | Клапан отвода газов |
| Нижняя часть двигателя | ||
| Помпа и приёмник | ||
| Фильтрующий элемент и регенератор тепла | ||
| Маслопроводы турбокомпрессора | ||
| Подачи топлива | Топливные трубопроводы и аппаратура | |
| Фильтрующий элемент (тонкий) | ||
| Фильтрующий элемент (грубый) | ||
| Очиститель воздуха и подводящий тракт | ||
| Отвода тепла | Помпа | |
| Терморегулятор | ||
| Механизм обдува | ||
| Теплообменник жидкость, масло | ||
| Устройства | Повышения давления воздуха | Турбинный компрессор |
| Запуска | Электрическое устройство пуска, дополнительный двигатель с редуктором | |
| Электрический элемент накаливания | ||
| Приводы | Электрооборудования | Генератор |
| Агрегатов | Нагнетатель | |
| Шестерённый насос | ||
| Муфта сцепления |
Коромысло клапана силовая установка Д-245:

Направление поршня при установке
Обычно отверстия под пальцы имеют смещение относительно вертикальной оси поршня в одну сторону. Поэтому поршня имеют направление, в какую сторону они должны быть обращены. На них имеется стрелка указывающая направление в сторону переда двигателя. Либо имеется надпись «Вперед» или «назад».
На поршнях ММЗ д 240 и других модификациях направления установки поршней нет. Отверстия поршневых пальцев сделаны строго по центру вертикальной оси. Поэтому направление поршня не имеет значения. Но имеет значение расположение шатунов.
Какой стороной ставится шатун мтз
Шатуны устанавливаются на палец поршня совместно поршнем. Стопорное кольцо уже установлено. С одной стороны. Осталось вставить палец в поршень с противоположной стороны от стопорного кольца и вставив шатун внутрь поршня установить палец на место. После этого стопорится кольцо с другой стороны пальца. Затем можно устанавливать поршневые кольца. Как было описано выше.
Установка поршней в гильзы цилиндров
Установка поршневой д240 происходит вместе с шатунами. Предварительно необходимо открутить крышки шатунов и установит шатунный вкладыш в шатун. Вкладыш устанавливается таким образом чтобы замок вкладыша попал специальную прорезь в постели шатуна. При установке шатуна с поршнем. Шатун необходимо развернуть таким образом. Чтобы замок вкладыша смотрел в сторону установки топливной аппаратуры. Или в сторону противоположную расположению распредвала.

Прежде чем вставлять поршень в гильзу требуется сжать поршневые кольца при помощи специальной стяжки. Стягивать стяжку необходимо в два этапа. Предварительно сжать кольца с небольшим усилием чтобы они заняли своё место Затем вставить поршень чтобы стяжка уперлась в гильзу. Стяжка должна плотно и равномерно прилечь к гильзе. В случае необходимости её края следует подровнять по гильзе чтобы не было елей. Затем можно уже плотно сдавить поршневые кольца. Чтобы они беспрепятственно вошли в гильзу. Поршень в гильзу необходимо осаживать при помощи деревянного бруска. По мере осаживания поршня необходимо следить чтобы нижняя шейка шатуна попала на шатунную шейку коленчатого вала. Для этого ее необходимо направлять. После того как поршень полностью вошел в гильзу. И шатун плотно уперся вкладышем в коленчатый вал. Устанавливается шатунная крышка с вкладышем. И затягивается шатунная крышка . Усилие затяжки равняется 140—160 Н м
Из выше сказанного установка поршневой группы двигателя Д 240 имеет две особенности для этого двигателя. Это то, что нет направления установки поршней. И нужно быть очень осторожным при установке гильз в блок. Чтобы не повредить верхнюю кромку гильзы.
Результаты дефектовки
По результатам такой процедуры можно оценить реальное состояние двигателя, и исходя из этого составить список необходимых запчастей, обозначить фронт работ и указать примерную стоимость ремонта. Дефектовку рекомендуется проводить как перед приобретением автомобиля с рук, так и перед покупкой двигателя отдельно. Это даст покупателю возможность понять, насколько серьезны имеющиеся повреждения (если они есть), во сколько может обойтись их устранение и соответственно – учитывать эту информацию, составляя договор купли-продажи.

Также при таком осмотре можно выявить, был ли ранее произведен ремонт и узнать ряд нюансов по этому поводу. Например, для некоторых компонентов двигателя возможность ремонта не предусмотрена изначально, и такие узлы можно только заменить. Но специалисты находят способы починить такие элементы, причем со стороны результаты работы могут выглядеть аккуратно и качественно. На практике это лишь замена заводских частей самодельными или выполнение операций, не предусмотренных производителем. Соответственно, какой бы качественной ни казалась работа, для автовладельца не должно быть удивительным, что такая же поломка случится в ближайшее время.
История развития
Изначально двигатель серии Д 245 выполнялся в модификации 7Е2, которая имела увеличенные размеры и массу порядка 700 килограмм.
Этот силовой агрегат был фактически модернизированной версией устаревшей 240 серии. Он соответствовал экологической норме Евро 2 и в середине девяностых годов был полностью снят с производства.
В середине девяностых годов мотор Д 245 претерпел существенные изменения. Была полностью изменена система питания, появились прямые форсунки, а сам мотор стал соответствовать экологическим нормам Евро 3.
Этот силовой агрегат отличается простотой устройства и отличной надежностью. Существенно снизилась масса двигателя, которая составляла 455 килограмм.
Дефектовка двигателя: что такое процедура дефектовки мотора
Дефектовка двигателя внутреннего сгорания (ДВС) предусматривает проверку деталей на соответствие параметрам, определенным заводом-изготовителем. Для процедуры используются измерительные инструменты. Несоответствующие установленным параметрам комплектующие подлежат замене или ремонту.
Правильно проведенная дефектовка дает возможность владельцу транспортного средства определить целесообразность проведения ремонта. В некоторых случаях дешевле провести замену мотора.
Моторист составляет акт дефектовки двигателя автомобиля. Это позволяет определить итоговую стоимость ремонта. Кроме этого при следующем ремонте мастер узнает из этого документа, какие из комплектующих были заменены или восстановлены.