
Оглавление
1. Общие положения.
2. Требования к остряку, его положению относительно рамного рельса и порядок контроля до и после шлифовки.
2.1. Расстояния до проектных сечений.
2.2. Вертикальный и боковой износ остряков и рамных рельсов.
2.3. Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса.
2.4. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном.
2.5. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм.
2.6. Форма боковой рабочей грани головки остряка.
2.7. Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка.
2.8. Прямолинейность поверхности катания головки остряка.
3. Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса.
4. Технология выполнения работ по шлифовке остряков стрелочных переводов.
4.1. Подготовительные работы.
4.2. Шлифовка верха головки остряка.
4.3. Шлифовка боковой поверхности головки остряка на участке от острия остряка до сечения 5 мм.
4.4. Формирование профиля остряка на участке от сечения головки 5 мм до 20 мм.
4.5. Итоговый профиль головки остряка.
4.6. Формирование отвода понижения головки остряка.
5. Порядок выполнения работ по переносу острия остряка.
6. Периодичность работ по осмотру и измерению износа стрелочных переводов.
7. Требования по технике безопасности при производстве работ по шлифовке.
8. Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
9. Общий вид применяемых отраслевых средств измерений и механизмов.
9.1. Средства измерения.
9.2. Механизмы.
10. Контрольные вопросы.
11. Нормативные документы.
1. Общие положения.
Настоящий конспект разработан для выполнения шлифовки остряков стрелочных переводов типа Р50 и Р65, изготовленных в соответствии с требованиями ГОСТ 33535-2015, согласованной и утвержденной в установленном порядке конструкторской документации и контроля геометрических параметров износа рамных рельсов и остряков до и после шлифовки.
Конспект разработан с учетом применения для шлифовки только механизированного путевого инструмента: шлифовального станка МС-3 (рисунок 23), станка 2152 (рисунок 24) и электрошлифовалкой МРШ-3 (рисунок 25). Возможно применение аналогичных станков.
Шлифовка элементов стрелочных переводов рельсов позволяет увеличить срок их службы и обеспечивает безопасное движение поездов по стрелочным переводам.
2. Требования к остряку, его положению относительно рамного рельса и порядок контроля до и после шлифовки.
Целью шлифовки остряков является обеспечение укрытия острия остряка, а также приведение к нормативным значениям понижение остряка относительно изношенного рамного рельса и угла наклона рабочей грани остряка.
2.1. Расстояния до проектных сечений.
Контроль остряка и его положения относительно рамного рельса производится по проектным сечениям, где ширина головки остряка по верху составляет 5, 10, 15, 20 и 50 мм. Расстояния от острия остряка до проектных сечений представлены в таблице 1.
Таблица 1
|
Стрелочный перевод |
Вид остряка |
Расстояние от острия остряка до проектных сечений, мм |
|||||
|
Тип |
Марка |
Сечения острия остряка, мм |
|||||
|
5 |
10 |
15 |
20 |
50 |
|||
|
Р65 |
1/22 |
Прямой |
768 |
1536 |
2304 |
3072 |
7680 |
|
Криволинейный |
1208 |
2153 |
3042 |
3884 |
8251 |
||
|
1/18 |
Прямой |
547 |
1094 |
1640 |
2187 |
5470 |
|
|
Криволинейный |
878 |
1642 |
2327 |
2953 |
5989 |
||
|
1/11 и 1/9 |
Прямой |
327 |
654 |
981 |
1309 |
3273 |
|
|
Криволинейный |
563 |
1034 |
1448 |
1821 |
3589 |
||
|
1/11 для кривых участков пути на железобетоне |
Прямой (основного пути) |
667 |
1196 |
1646 |
2042 |
3881 |
|
|
Криволинейный (бокового пути) |
323 |
962 |
1475 |
1920 |
3875 |
||
|
Р50 |
1/11 и 1/9 |
Прямой |
280 |
560 |
840 |
1120 |
2800 |
|
Криволинейный |
399 |
760 |
1093 |
1404 |
2964 |
||
|
Стрелочный перевод |
Вид остряка |
Расстояние от острия остряка до проектных сечений, мм |
|||||
|
Тип |
Марка |
Сечения острия остряка, мм |
|||||
|
5 |
10 |
15 |
20 |
50 |
|||
|
Р65 Р50 |
1/9 перекрестный |
Прямой |
197 |
394 |
591 |
789 |
1972 |
|
Криволинейный |
339 |
651 |
939 |
1209 |
2582 |
||
|
Р65 |
1/6 горочный |
Криволинейный |
197 |
379 |
561 |
742 |
1715 |
|
Р50 |
1/6 горочный |
Криволинейный |
196 |
379 |
562 |
745 |
1709 |
Расстояния от острия остряка до проектных сечений измеряются рулеткой (рисунок 22).
2.2. Вертикальный и боковой износ остряков и рамных рельсов.
Вертикальный износ рамных рельсов и остряков не должен превышать значений, представленных в таблице 2.
Таблица 2
|
Тип стрелочного перевода |
Главные пути при скорости, км/час |
Главные пути при скорости движения 40 км/час и менее и приемо-отправочные пути |
Станционные, подъездные и прочие пути |
||||
|
121-200 |
101-120 |
81-100 |
61-80 |
41-60 |
|||
|
Р65 |
5 |
6 |
8 |
9 |
9 |
10 |
12 |
|
Р50 |
— |
5 |
8 |
8 |
8 |
9 |
10 |
Боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки не должен превышать значений, представленных в таблице 3.
Таблица 3
|
Тип стрелочного перевода |
Главные пути при скорости, км/час |
Главные пути при скорости движения 40 км/час и менее и приемо-отправочные пути |
Станционные, подъездные и прочие пути |
||||
|
121-200 |
101-120 |
81-100 |
61-80 |
41-60 |
|||
|
Р65 |
5 |
6 |
8 |
8 |
8 |
8 |
11 |
|
Р50 |
— |
6 |
8 |
8 |
8 |
8 |
11 |
Боковой износ рамных рельсов в острие остряка не должен превышать значений, представленных в таблице 4.
Таблица 4
|
Тип стрелочного перевода |
Главные пути при скорости, км/час |
Главные пути при скорости движения 40 км/час и менее и приемо – отправочные пути |
Станционные, подъездные и прочие пути |
||||
|
121-200 |
101-120 |
81-100 |
61-80 |
41-60 |
|||
|
Р65 |
5 |
6 |
6 |
6 |
6 |
6 |
61 |
|
Р50 |
— |
6 |
6 |
6 |
6 |
6 |
6 |
1При износе более указанной для данной скорости, скорость движения поездов ограничивается до величины, соответствующей износу, а при износе более указанной для главных путей – движение закрывается.
Для указанных градаций допустимый износ может быть увеличен до значений, допустимых вне пределов острия остряка, при условии обеспечения выполнения требований к взаимному положению остряка и рамного рельса, контролируемых шаблоном КОР (рисунок 16).
Вертикальный износ рамных рельсов контролируется с помощью штангенциркуля путевого модели ПШВ (рисунок 17) или скобы для измерения износа рельсов модели 08601 (рисунок 18) в наиболее изношенном месте по оси его головки.
Вертикальный износ остряков контролируется с помощью штангенциркуля путевого модели ПШВ в наиболее изношенном месте по оси его головки в сечении, где ширина ее составляет 50 мм и более.
Боковой износ рамных рельсов контролируется штангенциркулем путевым модели ПШВ у острия остряков и в наиболее изношенном месте и определяется как разность новой и изношенной ширины головки на уровне 13 мм ниже поверхности катания.
Проектные значения высоты рамного рельса и ширины головки, учитываемые при измерении вертикального и бокового износа рамных рельсов с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 5.
Таблица 5
|
Параметр |
Тип рамного рельса |
|
|
Р50 |
Р65 |
|
|
Высота рамного рельса |
152 |
180 |
|
Ширина головки рамного рельса |
69,6* |
72,25* |
* Расчетные размеры ширины головки для проведения измерений на уровне 13 мм от поверхности катания колеса
Проектные значения высоты остряков в сечении, где ширина головки составляет 50 мм и более (до начала выпрессовки под полнопрофильный рельс), учитываемые при измерении вертикального износа с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 6.
Таблица 6
|
Параметр |
Тип остряка |
|
|
Р50 |
Р65 |
|
|
Высота остряка |
112 |
140 |
Боковой износ остряков контролируется штангенциркулем путевым модели ПШВ вне пределов боковой строжки.
Проектные значения ширины головки остряка вне пределов боковой строжки, учитываемые при измерении бокового износа с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 7.
Таблица 7
|
Ширина головки остряка, мм |
Тип рамного рельса |
|
|
ОР 50 |
ОР 65 |
|
|
Несимметричного |
65,0 |
68,4 |
|
Симметричного |
70,0 |
72,6 |
2.3. Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса.
В продольном направлении головка остряка должна иметь плавное понижение к острию без образования обратных уклонов (рисунок 1).
Рисунок 1. Продольный профиль головки остряка
Величина понижения не должна превышать значений, указанных в таблице 8.
Таблица 8
|
Ширина головки остряка по верху, мм |
Острие остряка |
5 |
10 |
15 |
20 |
50 |
|
Понижение верха головки остряка в эксплуатации, мм |
Не более 27 |
Не более 21 |
11 … 15 |
6 … 10 |
4 … 6 |
До 2 мм, не более |
|
Понижение верха головки остряка проектное, мм |
25 |
17 |
13 |
9 |
5 |
0 |
Понижение верха головки остряка относительно верха головки рамного рельса контролируется путевым шаблоном модели 08809 (рисунок 19) в сечениях от острия остряка до сечения 20 мм или штангенциркулем путевым модели ПШВ (только в сечении 50 мм).
Для проведения измерений путевым шаблоном модели 08809 необходимо, чтобы остряк был прижат к рамному рельсу.
Для проведения контроля путевой шаблон устанавливают, как показано на рисунке 2, опускают наконечник каретки до касания с верхней частью рабочей грани остряка и по шкале на наконечнике напротив риски на корпусе каретки снимают показания понижения верха головки остряка относительно верха головки рамного рельса с округлением до ближайшего целого значения. Для изображенного случая величина понижения остряка составляет 5 мм.
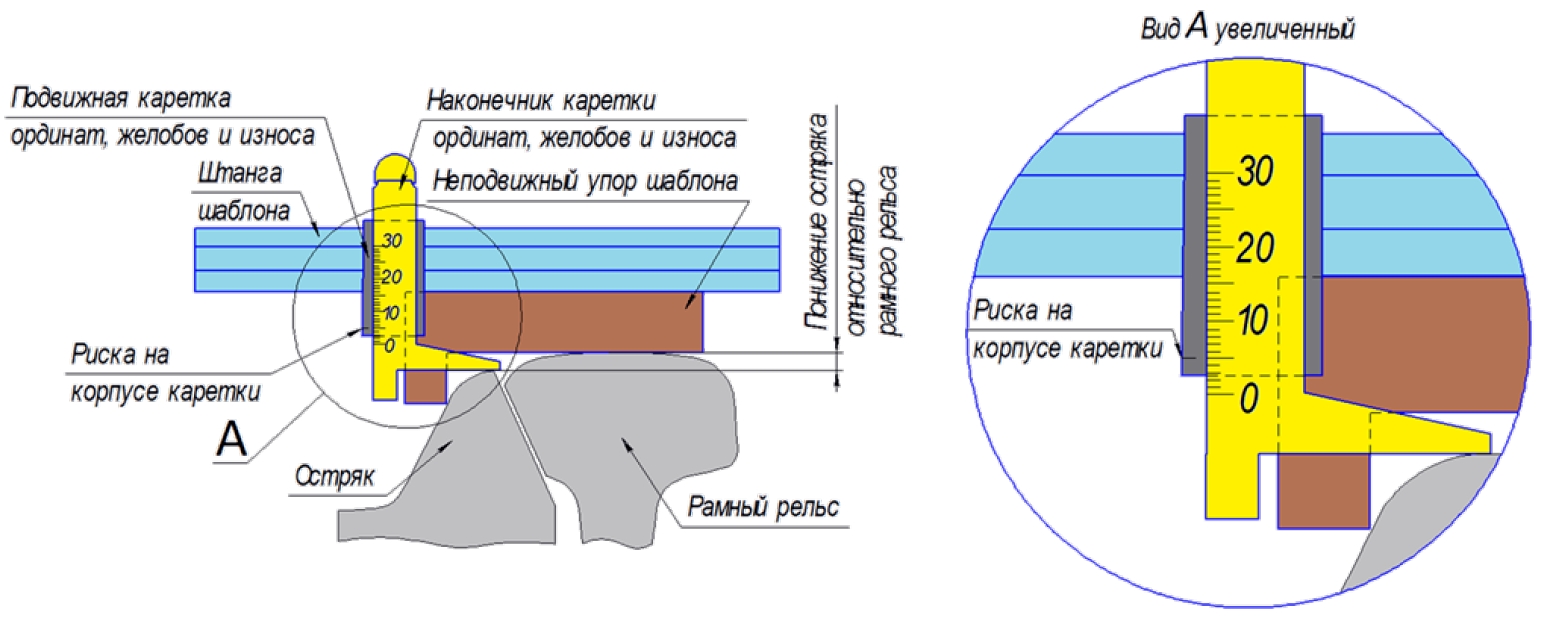
Рисунок 2. Контроль понижения верха головки остряка относительно верха головки рамного рельса
2.4. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном.
Взаимное положение контролируется универсальным шаблоном модели 00316 (далее шаблон КОР).
Рабочая грань шаблона КОР должна касаться только боковой грани рамного рельса. Между боковой рабочей гранью остряка и шаблоном КОР или профильной планкой должен быть зазор.
Измерение производится в двух контрольных точках, в острие остряка и на расстоянии:
— 450 мм от него для стрелок марки 1/22;
— 350 мм – для стрелок марки 1/18;
— 200 мм – для обыкновенных и симметричных стрелок марок 1/11 и 1/9;
— 120 мм – для симметричных стрелок марки 1/6 и перекрестных переводов марки 1/9.
Для выполнения требований шаблона КОР подлежат шлифовке следующие дефекты:
— наплывы на головке рамного рельса в сторону остряка величиной более 3 мм;
— наплывы металла на нерабочей грани остряка в сторонурамного рельса величиной более 3 мм;
— выкрашивание по верху головки остряка глубиной более 3 мм;
— горизонтальные уступы от бокового износа на рабочей грани остряка более 3 мм с плавным переходом к нешлифуемой части головки остряка.
На участке от острия остряка до его сечения 5 мм верх головки остряка должен иметь острую вершину, а угол наклона боковой рабочей грани не менее 60° (рисунок 3).
Рисунок 3. Контроль взаимного положения рамного рельса и боковой рабочей поверхности головки остряка с использованием шаблона КОР
2.5. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм.
Взаимное положение контролируется путевым шаблоном модели 08809.
Для проведения контроля путевой шаблон устанавливается, как показано на рисунке 4, опускают вниз до упора профильную планку и подводят ее до касания с боковой рабочей поверхностью головки остряка.
Контакт профильной планки с рабочей гранью остряка допускается в месте нанесения риски на планке или выше нее. Между нижней частью планки (ниже риски) и рабочей грани остряка должен быть зазор.
Рисунок 4. Контроль взаимного положения рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм с использованием путевого шаблона модели 08809
2.6. Форма боковой рабочей грани головки остряка.
На участке от острия остряка до проектного сечения его головки
5 мм верх головки остряка после шлифовки должен иметь острую вершину, а угол наклона боковой рабочей грани не менее 60° (рисунок 5). Форма боковой рабочей грани головки остряка контролируется шаблоном КОР или путевым шаблоном модели 08809.
Рисунок 5. Профили нового и отшлифованного остряков на участке от острия остряка до сечения его головки 5 мм
На участке проектного сечения головки от 5 мм до 20 мм верх головки остряка после шлифовки должен иметь сопряжение с боковой рабочей гранью скруглением или фаской под углом 45° (рисунок 6). Форма боковой рабочей грани головки остряка контролируется путевым шаблоном модели 08809.
Рисунок 6. Профили нового и отшлифованного остряков на участке сечения его головки от 5 до 20 мм
Форма верха головки остряка до и после шлифовки контролируется при прижатом к рамному рельсу остряке.
2.7. Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка.
На участке от острия остряка до сечения головки по верху 20 мм не должно быть уступов, смятий и выкрашиваний глубиной более 3 мм на боковой рабочей грани головки остряка.
Уступы и выкрашивания контролируются с использованием универсального путевого шаблона модели 00316. Смятие остряков контролируется с использованием приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова, рисунок 21) или с помощью метровой металлической линейки.
Для проведения контроля шаблон (приспособление) устанавливается вертикально на головку остряка вдоль его оси в месте наибольшей неисправности (рисунок 7 — установка шаблона 00316 при контроле выкрашивания). Для изображенного случая величина выкрашивания остряка составляет 8 мм.
Рисунок 7. Установка универсального путевого шаблона КОР модели 00316 на поверхность катания головки остряка на участке от острия остряка до сечения головки по верху 20 мм при контроле выкрашивания
Запрещается эксплуатировать стрелочный перевод, у которого протяженность зоны выкрашивания остряка составляет:
- 200 мм и более — на главных путях;
- 300 мм и более — на приемо — отправочных путях;
- 400 мм и более — на прочих станционных путях.
Протяженность зоны выкрашивания остряка измеряется рулеткой.
2.8. Прямолинейность поверхности катания головки остряка.
Прямолинейность поверхности катания головки остряка после шлифовки, измеренная на базе 1 метр, не должна превышать 1 мм.
Прямолинейностьконтролируется с использованием приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова) или метровой металлической линейкой.
Для проведения контроля приспособление устанавливается вертикально на головку остряка вдоль его оси (рисунок 8 — установка приспособления при контроле прямолинейности поверхности катания головки остряка после шлифовки).
Рисунок 8. Установка приспособления модели 82904 при контроле прямолинейности поверхности катания головки остряка после шлифовки
3. Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса.
Износ остряка и рамного рельса на участке от острия до первой стрелочной тяги (рисунок 9).
Рисунок 9. Износ остряка и рамного рельса на участке от острия до первой стрелочной тяги
Износ остряка на участке от первой стрелочной тяги до сечения остряка 20 мм (рисунок 10).
Рисунок 10. Износ остряка на участке от первой стрелочной тяги до сечения остряка 20 мм
4. Технология выполнения работ по шлифовке остряков стрелочных переводов.
Все работы, приведенные в этом разделе, выполняются только при начальном износе острия остряка, когда имеется запас по износу и понижению остряка относительно рамного рельса до их предельно допустимых значений.
Шлифовка может выполняться неоднократно до тех пор, пока не достигнуты предельно допустимые значения износа и понижения остряка относительно рамного рельса.
На стрелочных переводах, лежащих в главных и приемоотправочных путях и станционных путях лежащих в маршруте следования пассажирских и пригородных поездов, работы по профильной шлифовке остряков выполняются специализированными бригадами под руководством не ниже ПЧЗ, ПЧГ. На прочих путях по должности не ниже ПЧУ. Работы по устранению накатов с нерабочей грани остряка и рабочей грани рамного рельса на всех путях производится по должности не ниже ПЧУ, согласно телеграмме ЦЗ ЦДИ Г.Ф.Верховых № ИСХ-38/ДП от 19.08.2018 г.
4.1. Подготовительные работы.
Закрыть для движения стрелочный перевод!
Первое – измеряется боковой износ остряков. Если боковой износ равен или превышает предельно допустимый, то такой остряк шлифовке не подлежит.
Второе – приводится к нормативной величине провисание остряка на башмаке.
Третье – разметка проектных сечений остряков. Для этого тонким мелом или маркером на поверхности катания рамного рельса или остряка наносятся отметки, соответствующие расстояниям от острия остряка до проектных сечений (таблица 1).
Четвертое – при прижатом к рамному рельсу остряке в острие и в проектных сечениях головки 5, 10, 15, 20 мм измеряется и записывается понижение остряка относительно рамного рельса.
Пятое – оценивается целесообразность проведения шлифовки. Величина понижения остряка по каждому сечению не должна превышать значений, указанных в таблице 8, а износ остряка вне пределов боковой строжки не должен превышать значений, указанных в таблице 3.
Если хотя бы в одном проектном сечении понижение остряка превышает максимально допустимое значение (рисунок 11), то такой остряк проверяется на возможность шлифовки с переносом острия. В случае невозможности или нецелесообразности шлифовки остряка с переносом острия порядок его замены определяется начальником дистанции пути (инфраструктуры).
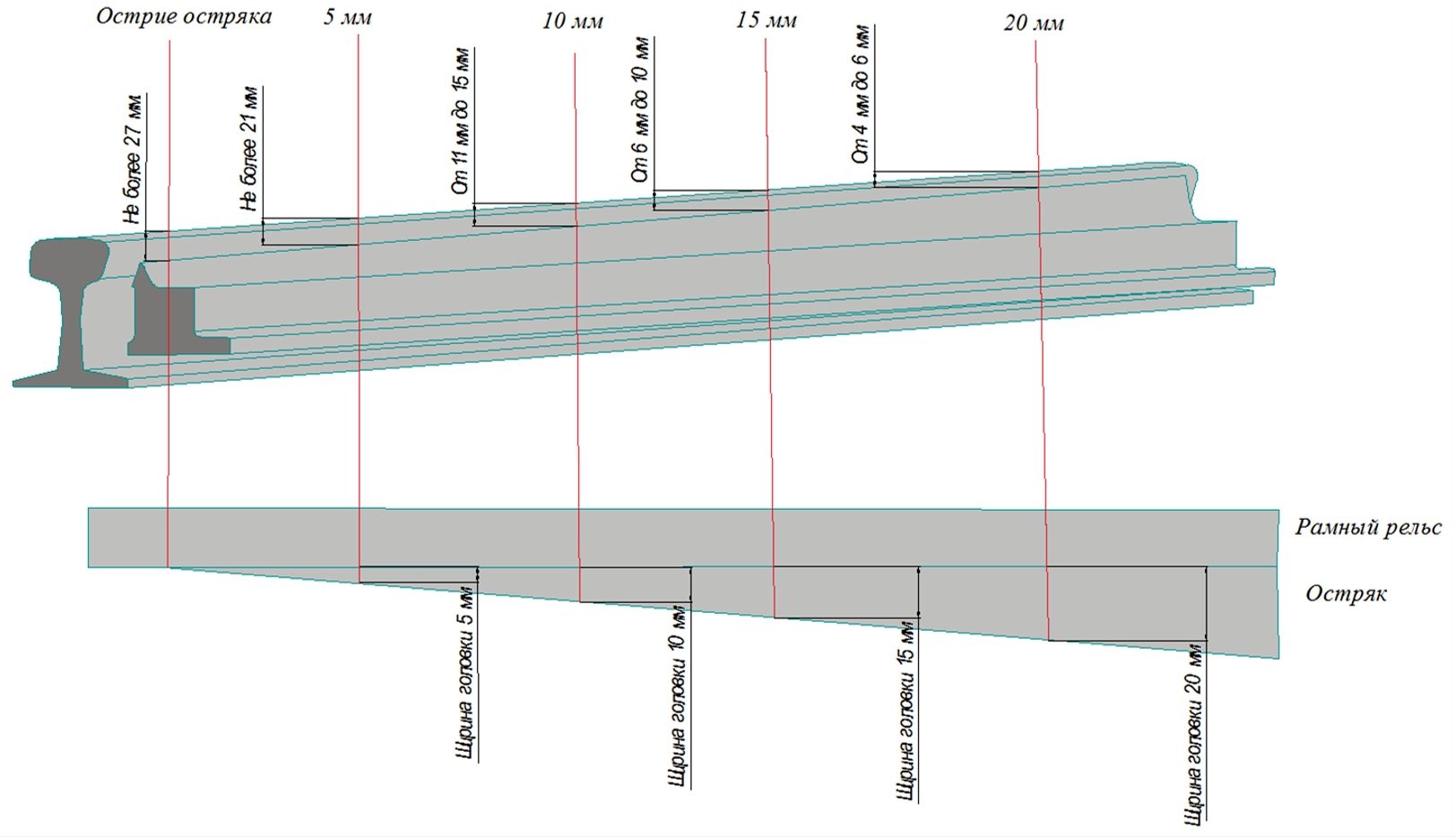
Рисунок 11. Понижение остряка относительно рамного рельса в проектных сечениях
Шестое – остряк от рамного рельса отводится, между ними устанавливается деревянный вкладыш.
Седьмое – на стороне остряка, обращенной к рамному рельсу, в острие остряка и проектных сечениях головки 5, 10, 15, 20 мм наносятся отметки максимального (таблица  понижения остряка относительно рамного рельса.
понижения остряка относительно рамного рельса.
Восьмое – с помощью металлической линейки (рисунок 20) отметки между собой соединяются, образуя область возможной шлифовки остряка.
Девятое – определяется целесообразность проведения шлифовки при наличии выкрашиваний. Шлифовка проводится, если выкрашивания (с учетом зашлифовки выкрашенной части) находятся в пределах области шлифовки. Если выкрашивания находятся ниже области шлифовки, то такой остряк проверяется на возможность шлифовки с переносом острия.
Десятое – внутри области шлифовки проводится линия, максимально близкая к проектным значениям понижения остряка (рисунок 12).
Рисунок 12. Проведение линии шлифовки
4.2. Шлифовка верха головки остряка.
Удаляется гребнеобразный наплыв или выкрашивание. Шлифуется верх головки остряка до линии шлифовки.
4.3. Шлифовка боковой поверхности головки остряка на участке от острия остряка до сечения 5 мм.
Шлифуется рабочая грань остряка под углом не менее 60°. Одновременно удаляются наплывы (ступеньки) и формируется профиль остряка на участке от острия до сечения 5 мм.
4.4. Формирование профиля остряка на участке от сечения головки 5 мм до 20 мм.
Снимается фаска между горизонтальной поверхностью головки и рабочей гранью остряка под углом 45° или формируется закругление.
4.5. Итоговый профиль головки остряка.
Профиль головки остряка, полученный после шлифовки верха головки, боковой поверхности и формирования профиля представлен на рисунках 5 и 6.
4.6. Формирование отвода понижения головки остряка.
Формируется за сечением остряка 20 мм плавное повышение головки остряка в сторону корня на расстоянии не менее 200 мм.
5. Порядок выполнения работ по переносу острия остряка.
Работа выполняются при понижении острия остряка относительно рамного рельса больше 27 мм. Предварительно производится шлифовка остряка по технологии, приведенной в разделе 6.
На участке до первой стрелочной тяги определяется сечение остряка, в котором понижение его относительно рамного рельса составляет не более
25 мм. В найденном сечении формируется новое острие остряка.
Шлифуется участок головки остряка от фактического острия до нового острия таким образом, чтобы понижение этого участка относительно верха головки рамного рельса составило более 45 мм с переходом к новому острию (рисунок 13).
Рисунок 13. Форма головки остряка проектная и после шлифовки с переносом острия
Радиус перехода определяется радиусом шлифовального круга (рисунок 14).
Рисунок 14. Продольный профиль поверхности остряка после шлифовки с переносом острия
Формируется плавное сопряжение нового острия с боковой необработанной частью головки остряка на расстоянии не менее 100 мм.
При переносе острия должны соблюдаться все требования, изложенные в разделе 2, по взаимному положению и форме головок рамного рельса и остряка.
Для уменьшения объемов шлифовки перенос острия должен производиться на минимальное расстояние от торца рельса в пределах зоны контроля шаблоном КОР.
При наличии смятия головки у острия новое острие принимается в конце зоны смятия.
Расстояния до проектных сечений при переносе острия отсчитываются от нового острия, а не от торца остряка.
Профиль головки остряка, полученный после переноса острия остряка, представлен на рисунке 15.
Рисунок 15. Профиль головки остряка, полученный после переноса острия остряка
6. Периодичность работ по осмотру и измерению износа стрелочных переводов.
При определении периодичности работ по осмотру и измерению параметров износа руководствоваться разделом 4.2 «Инструкции по текущему содержанию железнодорожного пути» от 14.11.2016 № 2288.
7. Требования по технике безопасности при производстве работ по шлифовке.
Шлифовка выполняется в технологические «окна» с закрытием стрелочного перевода для движения. В журнале осмотра путей, стрелочных переводов, устройств СЦБ, связи и контактной сети (ДУ-46) делается запись в соответствии с требованиями «Инструкции по обеспечению безопасности движения поездов при производстве путевых работ» от 14.12.2016 № 2540.
Остряк отводится от рамного рельса и между ними устанавливается деревянный вкладыш.
К работе по шлифовке допускаются только предварительно обученный персонал, имеющий свидетельство на право выполнения данных работ.
Персонал должен быть обеспечен брезентовыми куртками, брюками, рукавицами, кожаной обувью с металлическим носком, предохранительными очками (масками или щитками), респиратором.
Перед установкой на станок тщательно осмотреть и аккуратно обстучать деревянным молотком новый шлифовальный круг. Неповрежденный круг должен издавать чистый звук.
ЗАПРЕЩАЕТСЯ эксплуатировать абразивный круг, имеющий:
- механические повреждения (выколы, трещины);
- на рабочей поверхности значительное количество вкраплений продуктов шлифовки («засаленный» круг);
- превышение посадочного диаметра круга над диаметром посадочного места на шпинделе или втулке более чем на 1,2 мм;
- износ более допустимого.
После установки нового шлифовального круга станок запускается вхолостую на время не менее 5 минут. Запрещается эксплуатировать абразивный круг, имеющий биение.
Перед началом работ обеспечить в течение не менее 2 минут вращение круга вхолостую на максимальных оборотах.
Запрещается использовать абразивный круг не по назначению (для шлифовки дерева, цветных металлов и сплавов на их основе).
8. Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
- рулетка измерительная металлическая типа РС-10, с длиной шкалы 10 м, ценой деления 1,0 мм, 2-го класса точности, ГОСТ 7502-98;
- линейка измерительная металлическая с пределом измерений 1000 мм с ценой деления 1 мм, ГОСТ 427-75;
- штангенциркуль путевой ПШВ, ТУ 3933-002-60632410-2012;
- шаблон путевой тип ЦУП-1, модели 08809, ТУ2-00221190-023-95;
- шаблон универсальный КОР модели 00316, ТУ 3936-072-00221190-2002;
- скоба для измерения износа головки рельса модели 08601, ТУ 4389-027-00221190-96;
- приспособление для контроля глубины поверхностных дефектов рельсов модели 82904, ТУ 3936-071-00221190-2002.
9. Общий вид применяемых отраслевых средств измерений и механизмов.
9.1. Средства измерения
Рисунок 16. Шаблон универсальный КОР модели 00316
Рисунок 17. Штангенциркуль ПШВ «Путеец»
Рисунок 18. Скоба для измерения износа рельсов модели 08601
Рисунок 19. Шаблон путевой модель 08809
Рисунок 20. Линейка металлическая 1000 мм
Рисунок 21. Приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова)
Рисунок 22. Рулетка измерительная металлическая
9.2. Механизмы
Рисунок 23. Рельсошлифовальный станок МС-3
Рисунок 24. Рельсошлифовальный станок 2152
Рисунок 25. Шлифовальный станок МРШ-3
10. Контрольные вопросы
Расстояния до проектных сечений
1. Сколько проектных сечений на остряке и какая ширина головки остряка в этих местах?
2. Расстояние от острия остряка до проектных сечений криволинейного остряка на горочном стрелочном переводе типа Р-65 марки 1/6.
3. Расстояние от острия остряка до проектных сечений криволинейного остряка на стрелочном переводе типа Р-50 марки 1/11, 1/9.
4. Расстояние от острия остряка до проектных сечений криволинейного остряка на стрелочном переводе типа Р-65 марки 1/11, 1/9.
Вертикальный и боковой износ остряков и рамных рельсов
5. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-65 на главном пути при установленных скоростях 101-120 км/ч составляет ____.
6. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-50 на главном пути при установленных скоростях 61-80 км/ч составляет ____.
7. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-65 на станционных, подъездных и прочих путях составляет ____.
8. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-65 на главных путях с установленными скоростями
121-200 км/ч составляет ____.
9. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-50 на главных путях с установленными скоростями
61-80 км/ч составляет ____.
10. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-65 на станционных путях, подъездных и прочих путях составляет ____.
11. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-50 на станционных путях составляет ____.
12. Какие проектные значения высоты рамного рельса и ширины головки?
13. Какие проектные значения высоты остряка в сечении головки 50 мм и более?
14. Какие проектные значения ширины головки остряка вне предела боковой строжки?
Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса
15. В каких точках и каким инструментом измеряется понижение остряка относительно верха головки рамного рельса?
16. Какая максимальная величина понижения верха головки остряка относительно верха головки рамного рельса в проектных точках в процессе эксплуатации?
17. Какая проектная величина понижения верха головки остряка относительно верха головки рамного рельса в проектных точках?
Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном
18. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/22; 1/9?
19. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/18; 1/9 перекрестный?
20. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/11; 1/6 симметричный?
Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм
21. Каким шаблоном контролируется взаимное положение рамного рельса и боковой поверхности головки остряка?
22. Допустимое и не допустимое положение планки шаблона:
Форма боковой рабочей грани головки остряка
23. Угол наклона боковой рабочей грани остряка в проектном сечения его головки 5 мм после шлифовки должен быть не менее ____.
Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка
24. При какой протяженности зоны выкрашивания остряка запрещается эксплуатировать стрелочный перевод на главных, приемо-отправочных и прочих станционных путях?
Прямолинейность поверхности катания головки остряка
25. Прямолинейность поверхности катания головки остряка после шлифовки, измеренная на базе 1 метр, не должна превышать ____ мм.
Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса
26. Перечислите возможные неисправности, вызванные износом рамного рельса и остряка.
Технология выполнения работ по шлифовке остряков стрелочных переводов
27. Под чьим руководством выполняется профильная шлифовка остряка, с учетом категории пути, где расположен стрелочный перевод.
28. В каких случаях назначается шлифовка остряка с переносом острия.
29. Для чего на стороне остряка, обращенной к рамному рельсу, в острие остряка и проектных сечениях головки 5, 10, 15, 20 мм наносятся отметки максимального понижения остряка относительно рамного рельса?
30. Каким образом шлифуется верх головки остряка?
31. Под каким углом шлифуется боковая поверхность головки остряка в сечении 5 мм?
32. Под каким углом формируется профиль остряка на участке от сечения головки 5 мм до 20 мм?
Порядок выполнения работ по переносу острия остряка
33. На какое расстояние разрешается перенос острия остряка?
11. Нормативные документы
- Инструкция по устранению возникающих при эксплуатации дефектов остряков стрелочных переводов шлифовкой в пути. Утверждена Г.Ф.Верховых от 18.09.2017 № 1962/р.
- Инструкция по обеспечению безопасности движения поездов при производстве путевых работ. Утверждена распоряжением ОАО «РЖД» от 14.12.2016 № 2540р.
- Инструкция по сигнализации на железных дорогах Российской Федерации (приложение № 7 к Правилам технической эксплуатации железных дорог Российской Федерации, утверждённым приказом Министерства транспорта Российской Федерации от 21 декабря 2010 г. № 286).
- Инструкция по движению поездов и маневровой работе на железнодорожном транспорте Российской Федерации (приложение № 8 к Правилам технической эксплуатации железных дорог Российской Федерации,утверждённым приказом Министерства транспорта Российской Федерации от 21 декабря 2010 г. № 286).
- Инструкция по охране труда для монтера пути ОАО «РЖД» ИОТ РЖД-4100612-ЦП-035-2017. Утверждена распоряжением от 09.01.2018 № 5р.
- Положение о проведении аттестации работников, производственная деятельность которых связана с движением поездов и маневровой работой на железнодорожных путях общего пользования ОАО «РЖД», утвержденное распоряжением ОАО «РЖД» от 17.01.2015 № 66р.
- Типовые нормы бесплатной выдачи сертифицированных специальной одежды, специальной обуви и других средств индивидуальной защиты работникам железнодорожного транспорта Российской Федерации, занятым на работах с вредными и (или) опасными условиями труда, а также на работах, выполняемых в особых температурных условиях или связанных с загрязнением. Утверждены приказом Минздравсоцразвития России от 22.10.2008 № 582н, зарегистрированы Минюстом России 12.11.2008 № 12624.
- Правила по охране труда, экологической, промышленной и пожарной безопасности при техническом обслуживании и ремонте объектов инфраструктуры путевого комплекса ОАО «РЖД». Утверждены распоряжением ОАО «РЖД» от 04.02.2014 № 255р.
- Правила по безопасному нахождению работников ОАО «РЖД» на железнодорожных путях. Утверждены распоряжением от 24.12.2012 № 2665р (В ред. Распоряжение ОАО «РЖД» от 04.02.2015 № 235р).
- ГОСТ Р 51685-2013. Национальный стандарт Российской Федерации. Рельсы железнодорожные. Общие технические условия (утвержден и введен в действие Приказом Росстандарта от 14.10.2013 № 1155-ст), (ред. от 24.02.2016).
- ГОСТ 33535-2015. Межгосударственный стандарт. Соединения и пересечения железнодорожных путей. Технические условия (введен в действие Приказом Росстандарта от 29.10.2015 № 1663-ст).
- →
- →
Типовой конспект по выполнению профильной шлифовки остряков стрелочных переводов
утвержденный ЦДИ ОАО «РЖД» № ЦДИ-807 от 28.10.2019
ЦЕНТРАЛЬНАЯ ДИРЕКЦИЯ ИНФРАСТРУКТУРЫ – ФИЛИАЛ ОАО «РЖД»
ДИСТАНЦИЯ ПУТИ (ИНФРАСТРУКТУРЫ)
ТИПОВОЙ КОНСПЕКТ ПО ВЫПОЛНЕНИЮ ПРОФИЛЬНОЙ ШЛИФОВКИ ОСТРЯКОВ СТРЕЛОЧНЫХ ПЕРЕВОДОВ
51631360 (код наименования работы в ЕАСД)
Текущее содержание пути
УТВЕРЖДАЮ
Главный инженер
Управления пути и сооружений
Центральной дирекции инфраструктуры —
филиала ОАО «РЖД» Д.Н. Бурков
«28» октября 2019 г.
РАЗРАБОТАНО
Начальник отделения
пути и путевых машин ПКБ И –
филиала ОАО «РЖД» М.А.Маркин.
1. Общие положения.
Настоящий конспект разработан для выполнения шлифовки остряков стрелочных переводов типа Р50 и Р65, изготовленных в соответствии с требованиями ГОСТ 33535-2015, согласованной и утвержденной в установленном порядке конструкторской документации и контроля геометрических параметров износа рамных рельсов и остряков до и после шлифовки.
Конспект разработан с учетом применения для шлифовки только механизированного путевого инструмента: шлифовального станка МС-3 (рисунок 23), станка 2152 (рисунок 24) и электрошлифовалкой МРШ-3 (рисунок 25). Возможно применение аналогичных станков.
Шлифовка элементов стрелочных переводов рельсов позволяет увеличить срок их службы и обеспечивает безопасное движение поездов по стрелочным переводам.
2. Требования к остряку, его положению относительно рамного рельса и порядок контроля до и после шлифовки.
Целью шлифовки остряков является обеспечение укрытия острия остряка, а также приведение к нормативным значениям понижение остряка относительно изношенного рамного рельса и угла наклона рабочей грани остряка.
2.1. Расстояния до проектных сечений.
Контроль остряка и его положения относительно рамного рельса производится по проектным сечениям, где ширина головки остряка по верху составляет 5, 10, 15, 20 и 50 мм. Расстояния от острия остряка до проектных сечений представлены в таблице 1.
Расстояния от острия остряка до проектных сечений измеряются рулеткой (рисунок 22).
2.2. Вертикальный и боковой износ остряков и рамных рельсов.
Вертикальный износ рамных рельсов и остряков не должен превышать значений, представленных в таблице 2

Боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки не должен превышать значений, представленных в таблице 3.

Боковой износ рамных рельсов в острие остряка не должен превышать значений, представленных в таблице 4.

1При износе более указанной для данной скорости, скорость движения поездов ограничивается до величины, соответствующей износу, а при износе более указанной для главных путей – движение закрывается.
Для указанных градаций допустимый износ может быть увеличен до значений, допустимых вне пределов острия остряка, при условии обеспечения выполнения требований к взаимному положению остряка и рамного рельса, контролируемых шаблоном КОР (рисунок 16).
Вертикальный износ рамных рельсов контролируется с помощью штангенциркуля путевого модели ПШВ (рисунок 17) или скобы для измерения износа рельсов модели 08601 (рисунок 18) в наиболее изношенном месте по оси его головки.
Вертикальный износ остряков контролируется с помощью штангенциркуля путевого модели ПШВ в наиболее изношенном месте по оси его головки в сечении, где ширина ее составляет 50 мм и более.
Боковой износ рамных рельсов контролируется штангенциркулем путевым модели ПШВ у острия остряков и в наиболее изношенном месте и определяется как разность новой и изношенной ширины головки на уровне 13 мм ниже поверхности катания.
Проектные значения высоты рамного рельса и ширины головки, учитываемые при измерении вертикального и бокового износа рамных рельсов с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 5.

* Расчетные размеры ширины головки для проведения измерений на уровне 13 мм от поверхности катания колеса
Проектные значения высоты остряков в сечении, где ширина головки составляет 50 мм и более (до начала выпрессовки под полнопрофильный рельс), учитываемые при измерении вертикального износа с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 6.

Боковой износ остряков контролируется штангенциркулем путевым модели ПШВ вне пределов боковой строжки.
Проектные значения ширины головки остряка вне пределов боковой строжки, учитываемые при измерении бокового износа с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 7.

2.3. Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса.
В продольном направлении головка остряка должна иметь плавное понижение к острию без образования обратных уклонов (рисунок 1).
Рисунок 1. Продольный профиль головки остряка
Величина понижения не должна превышать значений, указанных в таблице 8.

Понижение верха головки остряка относительно верха головки рамного рельса контролируется путевым шаблоном модели 08809 (рисунок 19) в сечениях от острия остряка до сечения 20 мм или штангенциркулем путевым модели ПШВ (только в сечении 50 мм).
Для проведения измерений путевым шаблоном модели 08809 необходимо, чтобы остряк был прижат к рамному рельсу.
Для проведения контроля путевой шаблон устанавливают, как показано на рисунке 2, опускают наконечник каретки до касания с верхней частью рабочей грани остряка и по шкале на наконечнике напротив риски на корпусе каретки снимают показания понижения верха головки остряка относительно верха головки рамного рельса с округлением до ближайшего целого значения. Для изображенного случая величина понижения остряка составляет 5 мм.
Рисунок 2. Контроль понижения верха головки остряка относительно верха головки рамного рельса
2.4. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном.
Взаимное положение контролируется универсальным шаблоном модели 00316 (далее шаблон КОР).
Рабочая грань шаблона КОР должна касаться только боковой грани рамного рельса. Между боковой рабочей гранью остряка и шаблоном КОР или профильной планкой должен быть зазор.
Измерение производится в двух контрольных точках, в острие остряка и на расстоянии:
— 450 мм от него для стрелок марки 1/22;
— 350 мм – для стрелок марки 1/18;
— 200 мм – для обыкновенных и симметричных стрелок марок 1/11 и 1/9;
— 120 мм – для симметричных стрелок марки 1/6 и перекрестных переводов марки 1/9.
Для выполнения требований шаблона КОР подлежат шлифовке следующие дефекты:
— наплывы на головке рамного рельса в сторону остряка величиной более 3 мм;
— наплывы металла на нерабочей грани остряка в сторонурамного рельса величиной более 3 мм;
— выкрашивание по верху головки остряка глубиной более 3 мм;
— горизонтальные уступы от бокового износа на рабочей грани остряка более 3 мм с плавным переходом к нешлифуемой части головки остряка.
На участке от острия остряка до его сечения 5 мм верх головки остряка должен иметь острую вершину, а угол наклона боковой рабочей грани не менее 60° (рисунок 3).
Рисунок 3. Контроль взаимного положения рамного рельса и боковой рабочей поверхности головки остряка с использованием шаблона КОР
2.5. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм.
Взаимное положение контролируется путевым шаблоном модели 08809.
Для проведения контроля путевой шаблон устанавливается, как показано на рисунке 4, опускают вниз до упора профильную планку и подводят ее до касания с боковой рабочей поверхностью головки остряка.
Контакт профильной планки с рабочей гранью остряка допускается в месте нанесения риски на планке или выше нее. Между нижней частью планки (ниже риски) и рабочей грани остряка должен быть зазор.
Рисунок 4. Контроль взаимного положения рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм с использованием путевого шаблона модели 08809
2.6. Форма боковой рабочей грани головки остряка.
На участке от острия остряка до проектного сечения его головки
5 мм верх головки остряка после шлифовки должен иметь острую вершину, а угол наклона боковой рабочей грани не менее 60° (рисунок 5). Форма боковой рабочей грани головки остряка контролируется шаблоном КОР или путевым шаблоном модели 08809.
Рисунок 5. Профили нового и отшлифованного остряков на участке от острия остряка до сечения его головки 5 мм
На участке проектного сечения головки от 5 мм до 20 мм верх головки остряка после шлифовки должен иметь сопряжение с боковой рабочей гранью скруглением или фаской под углом 45° (рисунок 6). Форма боковой рабочей грани головки остряка контролируется путевым шаблоном модели 08809.
Рисунок 6. Профили нового и отшлифованного остряков на участке сечения его головки от 5 до 20 мм
Форма верха головки остряка до и после шлифовки контролируется при прижатом к рамному рельсу остряке
2.7. Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка.
На участке от острия остряка до сечения головки по верху 20 мм не должно быть уступов, смятий и выкрашиваний глубиной более 3 мм на боковой рабочей грани головки остряка.
Уступы и выкрашивания контролируются с использованием универсального путевого шаблона модели 00316. Смятие остряков контролируется с использованием приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова, рисунок 21) или с помощью метровой металлической линейки.
Для проведения контроля шаблон (приспособление) устанавливается вертикально на головку остряка вдоль его оси в месте наибольшей неисправности (рисунок 7 — установка шаблона 00316 при контроле выкрашивания). Для изображенного случая величина выкрашивания остряка составляет 8 мм.
Рисунок 7. Установка универсального путевого шаблона КОР модели 00316 на поверхность катания головки остряка на участке от острия остряка до сечения головки по верху 20 мм при контроле выкрашивания
Запрещается эксплуатировать стрелочный перевод, у которого протяженность зоны выкрашивания остряка составляет:
- 200 мм и более — на главных путях;
- 300 мм и более — на приемо — отправочных путях;
- 400 мм и более — на прочих станционных путях.
Протяженность зоны выкрашивания остряка измеряется рулеткой.
2.8. Прямолинейность поверхности катания головки остряка.
Прямолинейность поверхности катания головки остряка после шлифовки, измеренная на базе 1 метр, не должна превышать 1 мм.
Прямолинейностьконтролируется с использованием приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова) или метровой металлической линейкой.
Для проведения контроля приспособление устанавливается вертикально на головку остряка вдоль его оси (рисунок 8 — установка приспособления при контроле прямолинейности поверхности катания головки остряка после шлифовки).
Рисунок 8. Установка приспособления модели 82904 при контроле прямолинейности поверхности катания головки остряка после шлифовки
3. Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса.
Износ остряка и рамного рельса на участке от острия до первой стрелочной тяги (рисунок 9).
Рисунок 9. Износ остряка и рамного рельса на участке от острия до первой стрелочной тяги
Износ остряка на участке от первой стрелочной тяги до сечения остряка 20 мм (рисунок 10).
Рисунок 10. Износ остряка на участке от первой стрелочной тяги до сечения остряка 20 мм
4. Технология выполнения работ по шлифовке остряков стрелочных переводов.
Все работы, приведенные в этом разделе, выполняются только при начальном износе острия остряка, когда имеется запас по износу и понижению остряка относительно рамного рельса до их предельно допустимых значений.
Шлифовка может выполняться неоднократно до тех пор, пока не достигнуты предельно допустимые значения износа и понижения остряка относительно рамного рельса.
На стрелочных переводах, лежащих в главных и приемоотправочных путях и станционных путях лежащих в маршруте следования пассажирских и пригородных поездов, работы по профильной шлифовке остряков выполняются специализированными бригадами под руководством не ниже ПЧЗ, ПЧГ. На прочих путях по должности не ниже ПЧУ. Работы по устранению накатов с нерабочей грани остряка и рабочей грани рамного рельса на всех путях производится по должности не ниже ПЧУ, согласно телеграмме ЦЗ ЦДИ Г.Ф.Верховых № ИСХ-38/ДП от 19.08.2018 г.
4.1. Подготовительные работы.
Закрыть для движения стрелочный перевод!
Первое – измеряется боковой износ остряков. Если боковой износ равен или превышает предельно допустимый, то такой остряк шлифовке не подлежит.
Второе – приводится к нормативной величине провисание остряка на башмаке.
Третье – разметка проектных сечений остряков. Для этого тонким мелом или маркером на поверхности катания рамного рельса или остряка наносятся отметки, соответствующие расстояниям от острия остряка до проектных сечений (таблица 1).
Четвертое – при прижатом к рамному рельсу остряке в острие и в проектных сечениях головки 5, 10, 15, 20 мм измеряется и записывается понижение остряка относительно рамного рельса.
Пятое – оценивается целесообразность проведения шлифовки. Величина понижения остряка по каждому сечению не должна превышать значений, указанных в таблице 8, а износ остряка вне пределов боковой строжки не должен превышать значений, указанных в таблице 3.
Если хотя бы в одном проектном сечении понижение остряка превышает максимально допустимое значение (рисунок 11), то такой остряк проверяется на возможность шлифовки с переносом острия. В случае невозможности или нецелесообразности шлифовки остряка с переносом острия порядок его замены определяется начальником дистанции пути (инфраструктуры).
Рисунок 11. Понижение остряка относительно рамного рельса в проектных сечениях
Шестое – остряк от рамного рельса отводится, между ними устанавливается деревянный вкладыш.
Седьмое – на стороне остряка, обращенной к рамному рельсу, в острие остряка и проектных сечениях головки 5, 10, 15, 20 мм наносятся отметки максимального (таблица понижения остряка относительно рамного рельса.
Восьмое – с помощью металлической линейки (рисунок 20) отметки между собой соединяются, образуя область возможной шлифовки остряка.
Девятое – определяется целесообразность проведения шлифовки при наличии выкрашиваний. Шлифовка проводится, если выкрашивания (с учетом зашлифовки выкрашенной части) находятся в пределах области шлифовки. Если выкрашивания находятся ниже области шлифовки, то такой остряк проверяется на возможность шлифовки с переносом острия.
Десятое – внутри области шлифовки проводится линия, максимально близкая к проектным значениям понижения остряка (рисунок 12).
Рисунок 12. Проведение линии шлифовки
4.2. Шлифовка верха головки остряка.
Удаляется гребнеобразный наплыв или выкрашивание. Шлифуется верх головки остряка до линии шлифовки.
4.3. Шлифовка боковой поверхности головки остряка на участке от острия остряка до сечения 5 мм.
Шлифуется рабочая грань остряка под углом не менее 60°. Одновременно удаляются наплывы (ступеньки) и формируется профиль остряка на участке от острия до сечения 5 мм.
4.4. Формирование профиля остряка на участке от сечения головки 5 мм до 20 мм.
Снимается фаска между горизонтальной поверхностью головки и рабочей гранью остряка под углом 45° или формируется закругление.
4.5. Итоговый профиль головки остряка.
Профиль головки остряка, полученный после шлифовки верха головки, боковой поверхности и формирования профиля представлен на рисунках 5 и 6.
4.6. Формирование отвода понижения головки остряка.
Формируется за сечением остряка 20 мм плавное повышение головки остряка в сторону корня на расстоянии не менее 200 мм.
5. Порядок выполнения работ по переносу острия остряка.
Работа выполняются при понижении острия остряка относительно рамного рельса больше 27 мм. Предварительно производится шлифовка остряка по технологии, приведенной в разделе 6.
На участке до первой стрелочной тяги определяется сечение остряка, в котором понижение его относительно рамного рельса составляет не более
25 мм. В найденном сечении формируется новое острие остряка.
Шлифуется участок головки остряка от фактического острия до нового острия таким образом, чтобы понижение этого участка относительно верха головки рамного рельса составило более 45 мм с переходом к новому острию (рисунок 13).
Рисунок 13. Форма головки остряка проектная и после шлифовки с переносом острия
Радиус перехода определяется радиусом шлифовального круга (рисунок 14).
Рисунок 14. Продольный профиль поверхности остряка после шлифовки с переносом острия
Формируется плавное сопряжение нового острия с боковой необработанной частью головки остряка на расстоянии не менее 100 мм.
При переносе острия должны соблюдаться все требования, изложенные в разделе 2, по взаимному положению и форме головок рамного рельса и остряка.
Для уменьшения объемов шлифовки перенос острия должен производиться на минимальное расстояние от торца рельса в пределах зоны контроля шаблоном КОР.
При наличии смятия головки у острия новое острие принимается в конце зоны смятия.
Расстояния до проектных сечений при переносе острия отсчитываются от нового острия, а не от торца остряка.
Профиль головки остряка, полученный после переноса острия остряка, представлен на рисунке 15.
Рисунок 15. Профиль головки остряка, полученный после переноса острия остряка
6. Периодичность работ по осмотру и измерению износа стрелочных переводов.
При определении периодичности работ по осмотру и измерению параметров износа руководствоваться разделом 4.2 «Инструкции по текущему содержанию железнодорожного пути» от 14.11.2016 № 2288.
7. Требования по технике безопасности при производстве работ по шлифовке.
Шлифовка выполняется в технологические «окна» с закрытием стрелочного перевода для движения. В журнале осмотра путей, стрелочных переводов, устройств СЦБ, связи и контактной сети (ДУ-46) делается запись в соответствии с требованиями «Инструкции по обеспечению безопасности движения поездов при производстве путевых работ» от 14.12.2016 № 2540.
Остряк отводится от рамного рельса и между ними устанавливается деревянный вкладыш.
К работе по шлифовке допускаются только предварительно обученный персонал, имеющий свидетельство на право выполнения данных работ.
Персонал должен быть обеспечен брезентовыми куртками, брюками, рукавицами, кожаной обувью с металлическим носком, предохранительными очками (масками или щитками), респиратором.
Перед установкой на станок тщательно осмотреть и аккуратно обстучать деревянным молотком новый шлифовальный круг. Неповрежденный круг должен издавать чистый звук.
ЗАПРЕЩАЕТСЯ эксплуатировать абразивный круг, имеющий:
- механические повреждения (выколы, трещины);
- на рабочей поверхности значительное количество вкраплений продуктов шлифовки («засаленный» круг);
- превышение посадочного диаметра круга над диаметром посадочного места на шпинделе или втулке более чем на 1,2 мм;
- износ более допустимого.
После установки нового шлифовального круга станок запускается вхолостую на время не менее 5 минут. Запрещается эксплуатировать абразивный круг, имеющий биение.
Перед началом работ обеспечить в течение не менее 2 минут вращение круга вхолостую на максимальных оборотах.
Запрещается использовать абразивный круг не по назначению (для шлифовки дерева, цветных металлов и сплавов на их основе).
8. Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
- рулетка измерительная металлическая типа РС-10, с длиной шкалы 10 м, ценой деления 1,0 мм, 2-го класса точности, ГОСТ 7502-98;
- линейка измерительная металлическая с пределом измерений 1000 мм с ценой деления 1 мм, ГОСТ 427-75;
- штангенциркуль путевой ПШВ, ТУ 3933-002-60632410-2012;
- шаблон путевой тип ЦУП-1, модели 08809, ТУ2-00221190-023-95;
- шаблон универсальный КОР модели 00316, ТУ 3936-072-00221190-2002;
- скоба для измерения износа головки рельса модели 08601, ТУ 4389-027-00221190-96;
- приспособление для контроля глубины поверхностных дефектов рельсов модели 82904, ТУ 3936-071-00221190-2002.
9. Общий вид применяемых отраслевых средств измерений и механизмов.
9.1. Средства измерения
Рисунок 16. Шаблон универсальный КОР модели 00316
Рисунок 17. Штангенциркуль ПШВ «Путеец»
Рисунок 18. Скоба для измерения износа рельсов модели 08601
Рисунок 19. Шаблон путевой модель 08809
Рисунок 20. Линейка металлическая 1000 мм
Рисунок 21. Приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова)
Рисунок 22. Рулетка измерительная металлическая
Рисунок 23. Рельсошлифовальный станок МС-3
Рисунок 24. Рельсошлифовальный станок 2152
Рисунок 25. Шлифовальный станок МРШ-3
10. Контрольные вопросы
Расстояния до проектных сечений
1. Сколько проектных сечений на остряке и какая ширина головки остряка в этих местах?
2. Расстояние от острия остряка до проектных сечений криволинейного остряка на горочном стрелочном переводе типа Р-65 марки 1/6.
3. Расстояние от острия остряка до проектных сечений криволинейного остряка на стрелочном переводе типа Р-50 марки 1/11, 1/9.
4. Расстояние от острия остряка до проектных сечений криволинейного остряка на стрелочном переводе типа Р-65 марки 1/11, 1/9.
Вертикальный и боковой износ остряков и рамных рельсов
5. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-65 на главном пути при установленных скоростях 101-120 км/ч составляет ____.
6. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-50 на главном пути при установленных скоростях 61-80 км/ч составляет ____.
7. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-65 на станционных, подъездных и прочих путях составляет ____.
8. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-65 на главных путях с установленными скоростями
121-200 км/ч составляет ____.
9. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-50 на главных путях с установленными скоростями
61-80 км/ч составляет ____.
10. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-65 на станционных путях, подъездных и прочих путях составляет ____.
11. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-50 на станционных путях составляет ____.
12. Какие проектные значения высоты рамного рельса и ширины головки?
13. Какие проектные значения высоты остряка в сечении головки 50 мм и более?
14. Какие проектные значения ширины головки остряка вне предела боковой строжки?
Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса
15. В каких точках и каким инструментом измеряется понижение остряка относительно верха головки рамного рельса?
16. Какая максимальная величина понижения верха головки остряка относительно верха головки рамного рельса в проектных точках в процессе эксплуатации?
17. Какая проектная величина понижения верха головки остряка относительно верха головки рамного рельса в проектных точках?
Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном
18. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/22; 1/9?
19. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/18; 1/9 перекрестный?
20. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/11; 1/6 симметричный?
Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм
21. Каким шаблоном контролируется взаимное положение рамного рельса и боковой поверхности головки остряка?
22. Допустимое и не допустимое положение планки шаблона:
Форма боковой рабочей грани головки остряка
23. Угол наклона боковой рабочей грани остряка в проектном сечения его головки 5 мм после шлифовки должен быть не менее ____.
Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка
24. При какой протяженности зоны выкрашивания остряка запрещается эксплуатировать стрелочный перевод на главных, приемо-отправочных и прочих станционных путях?
Прямолинейность поверхности катания головки остряка
25. Прямолинейность поверхности катания головки остряка после шлифовки, измеренная на базе 1 метр, не должна превышать ____ мм.
Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса
26. Перечислите возможные неисправности, вызванные износом рамного рельса и остряка.
Технология выполнения работ по шлифовке остряков стрелочных переводов
27. Под чьим руководством выполняется профильная шлифовка остряка, с учетом категории пути, где расположен стрелочный перевод.
28. В каких случаях назначается шлифовка остряка с переносом острия.
29. Для чего на стороне остряка, обращенной к рамному рельсу, в острие остряка и проектных сечениях головки 5, 10, 15, 20 мм наносятся отметки максимального понижения остряка относительно рамного рельса?
30. Каким образом шлифуется верх головки остряка?
31. Под каким углом шлифуется боковая поверхность головки остряка в сечении 5 мм?
32. Под каким углом формируется профиль остряка на участке от сечения головки 5 мм до 20 мм?
Порядок выполнения работ по переносу острия остряка
33. На какое расстояние разрешается перенос острия остряка?
11. Нормативные документы
1. Инструкция по устранению возникающих при эксплуатации дефектов остряков стрелочных переводов шлифовкой в пути. Утверждена Г.Ф.Верховых от 18.09.2017 № 1962/р.
2. Инструкция по обеспечению безопасности движения поездов при производстве путевых работ. Утверждена распоряжением ОАО «РЖД» от 14.12.2016 № 2540р.
3. Инструкция по сигнализации на железных дорогах Российской Федерации (приложение № 7 к Правилам технической эксплуатации железных дорог Российской Федерации, утверждённым приказом Министерства транспорта Российской Федерации от 21 декабря 2010 г. № 286).
4. Инструкция по движению поездов и маневровой работе на железнодорожном транспорте Российской Федерации (приложение № 8 к Правилам технической эксплуатации железных дорог Российской Федерации,утверждённым приказом Министерства транспорта Российской Федерации от 21 декабря 2010 г. № 286).
5. Инструкция по охране труда для монтера пути ОАО «РЖД» ИОТ РЖД-4100612-ЦП-035-2017. Утверждена распоряжением от 09.01.2018 № 5р.
6. Положение о проведении аттестации работников, производственная деятельность которых связана с движением поездов и маневровой работой на железнодорожных путях общего пользования ОАО «РЖД», утвержденное распоряжением ОАО «РЖД» от 17.01.2015 № 66р.
7. Типовые нормы бесплатной выдачи сертифицированных специальной одежды, специальной обуви и других средств индивидуальной защиты работникам железнодорожного транспорта Российской Федерации, занятым на работах с вредными и (или) опасными условиями труда, а также на работах, выполняемых в особых температурных условиях или связанных с загрязнением. Утверждены приказом Минздравсоцразвития России от 22.10.2008 № 582н, зарегистрированы Минюстом России 12.11.2008 № 12624.
8. Правила по охране труда, экологической, промышленной и пожарной безопасности при техническом обслуживании и ремонте объектов инфраструктуры путевого комплекса ОАО «РЖД». Утверждены распоряжением ОАО «РЖД» от 04.02.2014 № 255р.
9. Правила по безопасному нахождению работников ОАО «РЖД» на железнодорожных путях. Утверждены распоряжением от 24.12.2012 № 2665р (В ред. Распоряжение ОАО «РЖД» от 04.02.2015 № 235р).
10. ГОСТ Р 51685-2013. Национальный стандарт Российской Федерации. Рельсы железнодорожные. Общие технические условия (утвержден и введен в действие Приказом Росстандарта от 14.10.2013 № 1155-ст), (ред. от 24.02.2016).
- 11. ГОСТ 33535-2015. Межгосударственный стандарт. Соединения и пересечения железнодорожных путей. Технические условия (введен в действие Приказом Росстандарта от 29.10.2015 № 1663-ст).
Содержание
- Обеспечение безопасности движения поездов при эксплуатации стрелочных переводов, глухих пересечений, башмакосбрасывателей
- Шлифовка рельсовых элементов стрелочных переводов
- Требования по технике безопасности при производстве работ по шлифовке.
- Инструкция 1444р шлифовка остряка
- 1. Область применения
- 2. Нормативные ссылки
- 3. Общие положения
- 4. Планирование работ по шлифованию рельсов
Обеспечение безопасности движения поездов при эксплуатации стрелочных переводов, глухих пересечений, башмакосбрасывателей
4.1. Отступления и неисправности, требующие закрытия движения и немедленного устранения:
4.1.1. Неисправности, указанные в пункте 15 приложения № 1 ПТЭ РФ.
4.1.2. Неукрытие остряка рамным рельсом при противошерстном движении, контролируемое наличием зазора между боковой внутренней гранью головки рамного рельса и наклонной гранью шаблона КОР.
Измерение производится в двух контрольных точках:
в острие остряка и на расстоянии 350 мм от него для стрелок марок 1/18;
200 мм – для обыкновенных и симметричных стрелок марок 1/11, 1/9;
120 мм – для симметричных стрелок марки 1/6 и перекрестных переводов марки 1/9.
4.1.3. Наличие в зоне острия остряков двух негодных переводных брусьев, не обеспечивающих стабильность рельсовой колеи.
4.1.4. Понижение продольного профиля остряка после шлифовки от поверхности головки рамного рельса более:
в острие – 27 мм;
в сечении 5 мм – 22 мм;
в сечении 20 мм – 6 мм.
4.1.5. Ширина желоба в прямой части контррельса более 49 мм, ширина желоба контррельса на входах менее 84 мм.
4.2. Отступления и неисправности, требующие устранения в течение пяти суток:
4.2.1. Накаты на головках рамных рельсов, остряков, сердечников крестовины, усовиков.
4.2.2. Неисправный, нетиповой отбойный брус или его отсутствие перед остряками противошёрстных стрелочных переводов на главных путях.
4.2.3. Потайные толчковые пустоты под шпалами и брусьями.
4.2.4. Неисправные изолирующие прокладки, втулки в изолирующих узлах.
4.3. Отступления и неисправности, требующие устранения в плановом порядке:
4.3.1. Неприлегание остряков и подвижных (поворотных) сердечников к упорным болтам и стрелочным подушкам менее 4-х мм (кроме случаев, когда сумма измеренного зазора от шейки остряка или подвижного сердечника до рабочей поверхности упорной накладки и фактической ширины колеи более 1546 мм).
4.3.2. Отступление от норм содержания стрелочных переводов и закрестовинных кривых по ширине колеи сверх допусков.
4.3.3. «Кусты» из трёх негодных брусьев или шпал.
4.3.4. Зазоры в хвостах цельнолитых крестовин и крестовин с литыми сердечниками более 10 мм.
4.3.5. Напрессовка снега между подошвой рельса и подкладками (без выхода подошвы рельса из реборд подкладки), подпучивание балласта и накопление засорителей в шпальных ящиках между подошвой рельсов и поверхностью балластной призмы, выплески балласта.
4.3.6. Несоответствие измеренных ординат переводной кривой ординатам по плану.
4.3.7. Несоответствие раскладки переводных брусьев и шпал эпюрным размерам.
4.3.8. Наличие нетиповых или неисправных, а также недостающих элементов скреплений.
4.3.9. Ширина головки рельсов в районе работы тормозных башмаков на сортировочных путях до башмакосбрасывателей более 76 мм.
4.3.10. Набор тонких регулировочных металлических прокладок в местах крепления серёг рабочих и контрольных тяг с остряками более 3-х мм устранять в срок не более 10 суток.
4.4. Перечень неисправностей стрелочных переводов и пути, при обнаружении которых скорость движения ограничивается или движение закрывается:
4.4.1. При выходе подошвы рельса из реборд подкладок на трёх шпалах или переводных брусьях подряд – на прямых участках пути устанавливается скорость движения не более 60 км/ч, а на кривых – не более 25 км/ч.
При выходе подошвы рельса из реборд подкладок на четырёх шпалах или переводных брусьях подряд – на прямых участках пути скорость движения устанавливается до 40 км/ч, а на кривых движение закрывается.
На пяти шпалах или переводных брусьях подряд – движение поездов закрывается во всех случаях.
4.4.2. На закрестовинных и переводных кривых стрелочных переводов при понижении наружной нити по отношению к внутренней (обратное возвышение) более 10 мм скорость уменьшается до 15 км/ч, а при понижении более 20 мм движение закрывается.
4.4.3. При уклоне отвода ширины колеи более 5 тысячных, в том числе и при измерении на базе 1 метра, движение поездов закрывается.
При уклоне отвода ширины колеи от 4,5 до 5 тысячных, скорость движения поездов ограничивается до 25 км/ч.
В остальных случаях уклон отвода ширины колеи определяется как разность значений ширины колеи в точках через 2 метра, уменьшенная на разность величин бокового износа в этих точках и делённая на 2000.
4.4.4. При просвете между рабочей гранью упорных накладок и шейкой остряка или подвижного (поворотного) сердечника и неприлегание остряка к рамному рельсу в строганной части более чем на 4 мм до 10 мм по прямому направлению устанавливается скорость не более 50 км/ч, а по боковому – не более 25 км/ч. При выявлении просвета более 10 мм во всех случаях движение закрывается.
4.4.5. Движение закрывается, когда сумма измеренного зазора между шейкой остряка или подвижного (поворотного) сердечника до рабочей поверхности упорной накладки и фактической ширины колеи более 1546 мм.
4.4.6. При обнаружении сверхнормативных зазоров более 4 мм между подошвой остряка стрелки или подвижного сердечника крестовины и подушками, неисправность должна устраняться незамедлительно. До её устранения должна ограничиваться скорость движения с учётом фактического состояния стрелочного перевода и условий его эксплуатации, но не более 50 км/ч.
При выявлении зазоров более 10 мм в обоих направлениях движение закрывается.
При проверке плотности прилегания подошвы остряков или подвижного сердечника крестовины к подушкам должно выполняться измерение понижения остряка против рамного рельса или подвижного сердечника крестовины против усовика. Если в сечении головки 50 мм и более, суммарная величина понижения и зазора между подошвой остряка или подвижного сердечника и подушками составляет 2 мм и более, эксплуатация стрелочного перевода согласно пункту 15 приложения № 1 ПТЭ РФ запрещается.
4.4.7. Скорости движения поездов по стрелочным переводам в зависимости от состояния переводных брусьев и шпал:
4.4.7.1. Тип Р50 и легче:
1) при трёх негодных шпалах или брусьях подряд по прямому направлению скорость 40 км/ч, по боковому направлению – 25 км/ч;
2) при четырёх негодных шпалах или брусьях подряд по прямому направлению скорость 25 км/ч, по боковому направлению – движение закрывается;
3) при пяти и более негодных брусьях и шпалах движение по прямому направлению и боковому направлению закрывается.
4.4.7.2. Тип Р65 и тяжелее:
1) при четырёх негодных шпалах или брусьях подряд по прямому направлению скорость 40 км/ч, по боковому направлению – 25 км/ч;
2) при пяти негодных шпалах или брусьях подряд по прямому направлению скорость 25 км/ч, по боковому направлению – движение закрывается;
3) при шести и более негодных шпалах или брусьях подряд движение по прямому и боковому направлениям закрывается.
4.4.8. При наличии в переднем и заднем вылете крестовины ширины колеи более 1530 мм принимать неотложные меры по её устранению. До устранения – движение поездов закрывается.
4.4.9. При отсутствии в стыке менее двух болтов на одном конце рельса в главных, приёмоотправочных путях и путях отстоя вагонов с опасными грузами, движение поездов закрывается.
4.4.10. При наличии в стыке надтреснувшей стыковой накладки скорость движения поездов устанавливается не более 40 км/ч. При выявлении в рельсовом стыке двух надтреснувших накладок, скорость ограничивается до 25 км/ч. При выявлении одиночно сломанной стыковой накладки и парнолопнувших накладках – движение поездов закрывается.
При обнаружении рельсового стыка, расположенного на искусственных сооружениях (мостах, путепроводах, тоннелях), с надтреснувшей стыковой накладкой, скорость движения поездов устанавливается не более 15 км/ч. При обнаружении одиночно сломанной стыковой накладки или парно лопнувших накладок – движение поездов закрывается.
4.4.11. При наличии в стыке двух и более сломанных подкладок – устанавливается скорость движения не более 40 км/ч.
4.4.12. При обнаружении заложек между головкой рельса и стыковой накладкой, уложенных для устранения вертикальных ступенек в рельсовых стыках, ограничивать скорость движения в соответствии с требованием таблицы 4.2 «Инструкции по текущему содержанию железнодорожного пути», утверждённой распоряжением ОАО «РЖД» от 29 декабря 2012 г. № 2791р, с учётом толщины заложки, прибавляемой к фактически измеренной величине ступеньки.
При выявлении металлической заложки между головкой рельса и стыковой накладкой, скорость движения ограничивать до 40 км/ч.
4.4.13. При обнаружении в рельсовом стыке нетипового болтового крепления – скорость движения поездов ограничивается до 25 км/ч.
4.4.14. При обнаружении в хвосте крестовины нетиповой прокладки толщиной более 5 мм (путевой костыль, чека тормозной колодки, металлический пруток), используемой для устранения горизонтальной и вертикальной ступенек – движение поездов закрывается.
4.4.15. При выявлении рельсов с торцами и болтовыми отверстиями, выполненными газопламенным способом, с доломанными (не опиленными) торцами, а так же при наличии в зоне сварного стыка (100 мм в обе стороны от оси сварного шва) болтового или технологического отверстия, при наличии в зоне болтового стыка (на длине 750 мм от торца рельса): сварного стыка, лишнего болтового или технологического отверстия, при наличии вдавленных маркировочных знаков, неснятых фасок в болтовых отверстиях, недосверленных отверстий, присваивать рельсу код дефекта 99, ограничивать скорость движения поездов до 25 км/ч и менять его, как остродефектный рельс.
4.4.16. При выявлении сломанных 3-х подряд стрелочных башмаков скорость движения по стрелочному переводу ограничивается до 40 км/ч, сломанных 4-х подряд стрелочных башмаков – скорость ограничивается до 25 км/ч, сломанных 5 подряд стрелочных башмаков – движение поездов закрывается.
4.4.17. При выявлении лопнувшего башмака в контррельсе скорость движения по стрелочному переводу ограничивается до 40 км/ч, при 2-х сломанных подряд контррельсовых башмаках – скорость ограничивается до 25 км/ч, при 3-х сломанных подряд башмаках – движение поездов закрывается.
4.4.18. На главных путях 1-3 класса, при наличии двух подряд и более негодных шпал (брусьев) в стыке скорость ограничивается до 40 км/ч.
4.4.19. При выявлении в сварном стыке, сверенном алюминотермитным способом, на главных путях отсутствие полного количества стыковых болтов, менее 2-х болтов на сваренном конце рельса, ограничивать скорость до 40 км/ч.
4.5. Расстояние между отведённым остряком и рамным рельсом должно обеспечивать проход колёс без касания остряка. Для этого разность ширины колеи и величины желоба между остряком и рамным рельсом в конце строжки остряка не должна быть более 1458 мм по прямому и боковому путям.
4.6. Зазоры в стыках на стрелочном переводе в эксплуатации (на эпюре показанные нулевыми) не должны превышать 10 мм. Зазор в стыках поворотных остряков и сердечников должен быть не менее 3 мм. Остальные зазоры содержатся по нормам прилегающих путей.
4.7. На стрелочных переводах для регулировки зазора между шейкой остряка и упорными накладками, а также для устранения горизонтальных ступенек, в задних стыках крестовин устанавливаются типовые прокладки, имеющие два отверстия для горизонтальных болтов. Установка нетиповых прокладок запрещается.
4.8. На стрелочных переводах с железобетонными брусьями и удлинёнными остряками, при отсутствии продольных тяг с кулисами переводного механизма, перевод стрелки с поста ЭЦ запрещается.
4.9. При несоблюдении установленного времени на замену остродефектных рельсов и отдельных частей стрелочных переводов в течение 3-х часов с момента обнаружения неисправности, путь или стрелочный перевод для движения поездов закрывать установленным порядком.
4.10. При выявлении в ходе натурного осмотра (в том числе по предписанию ВСП ЦНИИ-4) бокового износа с нерабочей грани рельса от 16 до 18 мм, скорость движения поездов ограничивать до 70 км/ч. При выявлении износа головки рельса по рабочей грани:
а) при боковом износе рельса 15 20 мм максимально допустимая скорость движения остается прежней согласно пп. а) и пп. б), но при этом назначается замена рельсов в первоочередном порядке.
4.11. Установить на железной дороге следующий порядок при проведении комиссионных месячных осмотров:
4.11.1. При повторном выявлении отступлений на стрелочных переводах, требующих проведения профильной шлифовки остряков или замены металлических частей, ограничивается скорость для движения всех поездов не более 40 км/ч на главных путях, не более 25 км/ч на приёмо-отправочных станционных путях.
4.11.2. Исключить случаи переноса сроков или несвоевременного устранения неисправностей по профильной шлифовке остряков, замене ремкомплектов, крестовин, разрядке «кустовой» негодности переводного бруса.
4.11.3. Шлифовку остряков проводить специальными бригадами под руководством не ниже начальника участка. Открывает движение поездов руководитель дистанции пути.
4.11.4. Запретить одиночную замену остряков и, в соответствии пункту 1.2 указания МПС РФ от 16 июля 1998 г. № С-877у, их замену производить совместно с рамным рельсом.
Источник
Шлифовка рельсовых элементов стрелочных переводов
ТЕХНОЛОГИЧЕСКАЯ КАРТА
по шлифовке рельсовых элементов стрелочных
переводов рельсов и контролю параметров их износа
Содержание
1. Общие положения ……………………………………………………………. 3
2. Требования к остряку, его положению относительно рамного рельса
и порядок контроля до и после шлифовки …………………………. ………. 3
3. Требования к усовикам стрелочных переводов
и порядок их контроля до и после шлифовки …………………….………….. 12
4. Неисправности стрелочных переводов, вызванные износом остряка
и рамного рельса ……………………….………………………………………. 16
5. Неисправности стрелочных переводов, вызванные износом усовика …. … 17
6. Технология выполнения работ по шлифовке остряков
стрелочных переводов …………………………………. …………………… 17
7. Порядок выполнения работ по переносу острия остряка …………. ………. 20
8. Технология выполнения работ по шлифовке усовиков ……………. ……. 22
9. Периодичность работ по осмотру и измерению износа
стрелочных переводов ………………………………….……………………. 22
10. Требования по технике безопасности
при производстве работ по шлифовке ………………………………………. 22
11. Перечень оборудования для контроля параметров износа
рельсовых элементов стрелочных переводов ………………………………. 23
12. Общий вид применяемых отраслевых средств измерений …………. ……. 23
13. Дополнительные функции шаблона путевого модели 08809 ………. ……. 26
Источник
Требования по технике безопасности при производстве работ по шлифовке.
2015-07-14
2487
10.1.Шлифовка выполняется в технологические «окна» с закрытием стрелочного перевода для движения. В журнале осмотра путей, стрелочных переводов, устройств СЦБ, связи и контактной сети (ДУ-46) делается запись в соответствии с требованиями «Инструкции по обеспечению безопасности движения поездов при производстве путевых работ» № ЦП – 485.
10.2.Остряк отводится от рамного рельса и между ними устанавливается деревянный вкладыш.
10.3.При контроле геометрических параметров стрелочного перевода необходимо руководствоваться требованиями «Правил по охране труда» № ПОТ РО-32-ЦП-652-99.
10.4.К работе по шлифовке допускаются только предварительно обученный персонал, имеющий свидетельство на право выполнения данных работ.
10.5.Персонал должен быть обеспечен брезентовыми куртками, брюками, рукавицами, кожаной обувью с металлическим носком, предохранительными очками (масками или щитками), респиратором.
10.6.Перед установкой на станок тщательно осмотреть и аккуратно обстучать деревянным молотком новый шлифовальный круг. Неповрежденный круг должен издавать чистый звук.
10.7.Запрещается эксплуатировать абразивный круг, имеющий:
§ механические повреждения (выколы, трещины);
§ на рабочей поверхности значительное количество вкраплений продуктов шлифовки («засаленный» круг);
§ превышение посадочного диаметра круга над диаметром посадочного места на шпинделе или втулке более чем на 1,2 мм;
§ износ более допустимого.
10.8.После установки нового шлифовального круга станок запускается вхолостую на время не менее 5 минут. Запрещается эксплуатировать абразивный круг, имеющий биение.
10.9.Перед началом работ обеспечить в течение не менее 2 минут вращение круга вхолостую на максимальных оборотах.
10.10.Запрещается использовать абразивный круг не по назначению (для шлифовки дерева, цветных металлов и сплавов на их основе).
10.11.В остальном руководствоваться соответствующим разделом прилагаемой к инструменту документации.
Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
§ рулетка измерительная металлическая типа РС-10, с длиной шкалы 10 м, ценой деления 1,0 мм, 2-го класса точности, ГОСТ 7502-89;
§ штангенциркуль типа ШЦ-1, с пределами измерения 0-150 мм, ценой деления 0,1 мм, ГОСТ 166-89;
§ шаблон путевой модели 08809, ТУ2-00221190-023-95;
§ шаблон универсальный модели 00316, ТУ 3936-072-00221190-2002;
§ скоба для измерения износа головки рельса модели 08601, ТУ 4389-027-00221190-96;
§ приспособление для контроля глубины поверхностных дефектов рельсов модели 82904, ТУ 3936-071-00221190-2002.
Источник
Инструкция 1444р шлифовка остряка
ТЕХНИЧЕСКИЕ УКАЗАНИЯ ПО ШЛИФОВАНИЮ РЕЛЬСОВ
Выпущено по заказу ОАО «Российские железные дороги»
Указания разработали: 1-7 разделы — канд. техн. наук А.Ю.Абдурашитов (заведующий комплексным отделением ВНИИЖТ); 1-4 разделы — канд. техн. наук Л.Г.Крысанов (заведующий отделом ВНИИЖТ); 4-7 разделы — инж. В.М.Григорьев; подразд.4.3 — канд. техн. наук А.А.Шиладжян
В работе участвовали: стажер-исследователь Ю.С.Федорова (обработка результатов исследований); инж. И.В.Шишкина (обработка результатов исследований)
Заместитель руководителя Департамента пути и сооружений МПС России В.М.Ермаков 27 декабря 2003 г.
Содержатся нормы и требования, обязательные для выполнения всеми работниками путевого хозяйства.
1. Область применения
Нормы и требования настоящих Технических указаний должны применяться при шлифовании рельсов рельсошлифовальными поездами (РШП) с активными рабочими органами на существующих и перспективных участках железных дорог при раздельном и совмещенном движении грузовых, пассажирских и скоростных пассажирских поездов со скоростями до 200 км/ч.
2. Нормативные ссылки
Технические указания разработаны в соответствии с Правилами технической эксплуатации железных дорог Российской Федерации, Инструкцией по сигнализации на железных дорогах Российской Федерации, Инструкцией по движению поездов и маневровой работе на железных дорогах Российской Федерации, Инструкцией по техническому обслуживанию и эксплуатации сооружений, устройств, подвижного состава и организации движения на участках обращения скоростных пассажирских поездов, Инструктивными материалами по сварочно-наплавочным работам в путевом хозяйстве, Инструкцией по эксплуатации рельсошлифовальных поездов, Положением о системе ведения путевого хозяйства на железных дорогах Российской Федерации (утв. МПС России 27.04.2001 г.).
3. Общие положения
В системе ведения рельсового хозяйства профильное шлифование в настоящее время становится одним из приоритетных направлений. Профилактическое шлифование позволяет предупредить появление дефектов поверхности катания, не допустить (или существенно отдалить) развитие в рельсах дефектов контактно-усталостного характера. Перечень устраняемых и уменьшаемых посредством шлифования дефектов рельсов включает следующие виды: волнообразные износы, седловины, пробоксовки, механические повреждения, расплющивания, смятия, пластические деформации головки, отслоения и выкрашивания металла на рабочей выкружке головки, сбитые концы рельсов в стыках, неровности в сварных стыках, дефекты вследствие нарушения технологии изготовления.
В результате удаления поверхностных дефектов снижаются вертикальные динамические силы, шум и вибрации, увеличивается срок службы рельсов, рельсовых скреплений и шпал, происходит существенное удлинение цикла выправки пути в плане и профиле. Кроме этого, уменьшаются расходы по содержанию и ремонтам подвижного состава и увеличиваются сроки его службы благодаря уменьшению усталости деталей и узлов.
Однако, для реализации преимуществ необходим комплексный и системный подход, основные положения которого включают:
четкое планирование работ на основании диагностирования фактического состояния продольного и поперечного профилей головки рельсов, причин их одиночного выхода;
разработку системы контроля состояния рельсов после шлифовки (соответствие полученного поперечного и продольного профилей заданным параметрам);
включение работ по шлифованию рельсов как заключительной операции в технологические процессы проведения ремонтов и выправки пути.
4. Планирование работ по шлифованию рельсов
4.1. Оценка фактического состояния рельсов
4.1.1. Продольный профиль поверхности катания рельсов определяется посредством:
путеизмерительных вагонов (КВЛ-П2), оборудованных устройствами для измерения волнообразного износа поверхности головки рельсов;
тележек для индикации волнообразного износа рельсов (ТИВИР);
измерительного устройства рельсошлифовального поезда.
4.1.1.1. Основные контролируемые параметры:
глубина неровности (диапазон от -2,5 до +2,5 мм с погрешностью не более 3%);
длина неровности с подразделением на диапазоны — короткие (КН) от 0,03 м до 0,25 м; средние (СН) от 0,25 м до 1,5 м; длинные (ДН) от 1,5 м до 3,5 м.
4.1.1.2. Функциональные требования к средствам диагностики поверхности катания головки рельсов:
непрерывная запись результатов измерения с привязкой к пути;
просмотр на дисплее результатов измерения в функции пройденного пути непосредственно во время контроля и после него;
определение формы и глубины натурных неровностей и представление их в графическом или табличном виде;
просмотр и анализ результатов измерения на персональном компьютере в режиме постобработки;
возможность сравнения результатов измерения нескольких проходов измерительного средства по одному и тому же участку с совмещением результатов прохода на одном графике и получением количественных характеристик;
возможность получения результатов в табличном виде с выделением необходимых диапазонов длин неровностей по следующей форме:
Покилометровая ведомость оценки состояния поверхности катания головки рельсов
Источник
Инструкция 1444р шлифовка остряка
ТЕХНИЧЕСКИЕ УКАЗАНИЯ ПО ШЛИФОВАНИЮ РЕЛЬСОВ
Выпущено по заказу ОАО «Российские железные дороги»
Указания разработали: 1-7 разделы — канд. техн. наук А.Ю.Абдурашитов (заведующий комплексным отделением ВНИИЖТ); 1-4 разделы — канд. техн. наук Л.Г.Крысанов (заведующий отделом ВНИИЖТ); 4-7 разделы — инж. В.М.Григорьев; подразд.4.3 — канд. техн. наук А.А.Шиладжян
В работе участвовали: стажер-исследователь Ю.С.Федорова (обработка результатов исследований); инж. И.В.Шишкина (обработка результатов исследований)
Заместитель руководителя Департамента пути и сооружений МПС России В.М.Ермаков 27 декабря 2003 г.
Содержатся нормы и требования, обязательные для выполнения всеми работниками путевого хозяйства.
1. Область применения
Нормы и требования настоящих Технических указаний должны применяться при шлифовании рельсов рельсошлифовальными поездами (РШП) с активными рабочими органами на существующих и перспективных участках железных дорог при раздельном и совмещенном движении грузовых, пассажирских и скоростных пассажирских поездов со скоростями до 200 км/ч.
2. Нормативные ссылки
Технические указания разработаны в соответствии с Правилами технической эксплуатации железных дорог Российской Федерации, Инструкцией по сигнализации на железных дорогах Российской Федерации, Инструкцией по движению поездов и маневровой работе на железных дорогах Российской Федерации, Инструкцией по техническому обслуживанию и эксплуатации сооружений, устройств, подвижного состава и организации движения на участках обращения скоростных пассажирских поездов, Инструктивными материалами по сварочно-наплавочным работам в путевом хозяйстве, Инструкцией по эксплуатации рельсошлифовальных поездов, Положением о системе ведения путевого хозяйства на железных дорогах Российской Федерации (утв. МПС России 27.04.2001 г.).
3. Общие положения
В системе ведения рельсового хозяйства профильное шлифование в настоящее время становится одним из приоритетных направлений. Профилактическое шлифование позволяет предупредить появление дефектов поверхности катания, не допустить (или существенно отдалить) развитие в рельсах дефектов контактно-усталостного характера. Перечень устраняемых и уменьшаемых посредством шлифования дефектов рельсов включает следующие виды: волнообразные износы, седловины, пробоксовки, механические повреждения, расплющивания, смятия, пластические деформации головки, отслоения и выкрашивания металла на рабочей выкружке головки, сбитые концы рельсов в стыках, неровности в сварных стыках, дефекты вследствие нарушения технологии изготовления.
В результате удаления поверхностных дефектов снижаются вертикальные динамические силы, шум и вибрации, увеличивается срок службы рельсов, рельсовых скреплений и шпал, происходит существенное удлинение цикла выправки пути в плане и профиле. Кроме этого, уменьшаются расходы по содержанию и ремонтам подвижного состава и увеличиваются сроки его службы благодаря уменьшению усталости деталей и узлов.
Однако, для реализации преимуществ необходим комплексный и системный подход, основные положения которого включают:
четкое планирование работ на основании диагностирования фактического состояния продольного и поперечного профилей головки рельсов, причин их одиночного выхода;
разработку системы контроля состояния рельсов после шлифовки (соответствие полученного поперечного и продольного профилей заданным параметрам);
включение работ по шлифованию рельсов как заключительной операции в технологические процессы проведения ремонтов и выправки пути.
4. Планирование работ по шлифованию рельсов
4.1. Оценка фактического состояния рельсов
4.1.1. Продольный профиль поверхности катания рельсов определяется посредством:
путеизмерительных вагонов (КВЛ-П2), оборудованных устройствами для измерения волнообразного износа поверхности головки рельсов;
тележек для индикации волнообразного износа рельсов (ТИВИР);
измерительного устройства рельсошлифовального поезда.
4.1.1.1. Основные контролируемые параметры:
глубина неровности (диапазон от -2,5 до +2,5 мм с погрешностью не более 3%);
длина неровности с подразделением на диапазоны — короткие (КН) от 0,03 м до 0,25 м; средние (СН) от 0,25 м до 1,5 м; длинные (ДН) от 1,5 м до 3,5 м.
4.1.1.2. Функциональные требования к средствам диагностики поверхности катания головки рельсов:
непрерывная запись результатов измерения с привязкой к пути;
просмотр на дисплее результатов измерения в функции пройденного пути непосредственно во время контроля и после него;
определение формы и глубины натурных неровностей и представление их в графическом или табличном виде;
просмотр и анализ результатов измерения на персональном компьютере в режиме постобработки;
возможность сравнения результатов измерения нескольких проходов измерительного средства по одному и тому же участку с совмещением результатов прохода на одном графике и получением количественных характеристик;
возможность получения результатов в табличном виде с выделением необходимых диапазонов длин неровностей по следующей форме:
Покилометровая ведомость оценки состояния поверхности катания головки рельсов
Источник
Шлифовка рельсовых элементов стрелочных переводов
ТЕХНОЛОГИЧЕСКАЯ КАРТА
по шлифовке рельсовых элементов стрелочных
переводов рельсов и контролю параметров их износа
Содержание
1. Общие положения ……………………………………………………………. 3
2. Требования к остряку, его положению относительно рамного рельса
и порядок контроля до и после шлифовки …………………………. ………. 3
3. Требования к усовикам стрелочных переводов
и порядок их контроля до и после шлифовки …………………….………….. 12
4. Неисправности стрелочных переводов, вызванные износом остряка
и рамного рельса ……………………….………………………………………. 16
5. Неисправности стрелочных переводов, вызванные износом усовика …. … 17
6. Технология выполнения работ по шлифовке остряков
стрелочных переводов …………………………………. …………………… 17
7. Порядок выполнения работ по переносу острия остряка …………. ………. 20
8. Технология выполнения работ по шлифовке усовиков ……………. ……. 22
9. Периодичность работ по осмотру и измерению износа
стрелочных переводов ………………………………….……………………. 22
10. Требования по технике безопасности
при производстве работ по шлифовке ………………………………………. 22
11. Перечень оборудования для контроля параметров износа
рельсовых элементов стрелочных переводов ………………………………. 23
12. Общий вид применяемых отраслевых средств измерений …………. ……. 23
13. Дополнительные функции шаблона путевого модели 08809 ………. ……. 26
Источник
Требования по технике безопасности при производстве работ по шлифовке.
2015-07-14
2487
10.1.Шлифовка выполняется в технологические «окна» с закрытием стрелочного перевода для движения. В журнале осмотра путей, стрелочных переводов, устройств СЦБ, связи и контактной сети (ДУ-46) делается запись в соответствии с требованиями «Инструкции по обеспечению безопасности движения поездов при производстве путевых работ» № ЦП – 485.
10.2.Остряк отводится от рамного рельса и между ними устанавливается деревянный вкладыш.
10.3.При контроле геометрических параметров стрелочного перевода необходимо руководствоваться требованиями «Правил по охране труда» № ПОТ РО-32-ЦП-652-99.
10.4.К работе по шлифовке допускаются только предварительно обученный персонал, имеющий свидетельство на право выполнения данных работ.
10.5.Персонал должен быть обеспечен брезентовыми куртками, брюками, рукавицами, кожаной обувью с металлическим носком, предохранительными очками (масками или щитками), респиратором.
10.6.Перед установкой на станок тщательно осмотреть и аккуратно обстучать деревянным молотком новый шлифовальный круг. Неповрежденный круг должен издавать чистый звук.
10.7.Запрещается эксплуатировать абразивный круг, имеющий:
§ механические повреждения (выколы, трещины);
§ на рабочей поверхности значительное количество вкраплений продуктов шлифовки («засаленный» круг);
§ превышение посадочного диаметра круга над диаметром посадочного места на шпинделе или втулке более чем на 1,2 мм;
§ износ более допустимого.
10.8.После установки нового шлифовального круга станок запускается вхолостую на время не менее 5 минут. Запрещается эксплуатировать абразивный круг, имеющий биение.
10.9.Перед началом работ обеспечить в течение не менее 2 минут вращение круга вхолостую на максимальных оборотах.
10.10.Запрещается использовать абразивный круг не по назначению (для шлифовки дерева, цветных металлов и сплавов на их основе).
10.11.В остальном руководствоваться соответствующим разделом прилагаемой к инструменту документации.
Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
§ рулетка измерительная металлическая типа РС-10, с длиной шкалы 10 м, ценой деления 1,0 мм, 2-го класса точности, ГОСТ 7502-89;
§ штангенциркуль типа ШЦ-1, с пределами измерения 0-150 мм, ценой деления 0,1 мм, ГОСТ 166-89;
§ шаблон путевой модели 08809, ТУ2-00221190-023-95;
§ шаблон универсальный модели 00316, ТУ 3936-072-00221190-2002;
§ скоба для измерения износа головки рельса модели 08601, ТУ 4389-027-00221190-96;
§ приспособление для контроля глубины поверхностных дефектов рельсов модели 82904, ТУ 3936-071-00221190-2002.
Источник
Обеспечение безопасности движения поездов при эксплуатации стрелочных переводов, глухих пересечений, башмакосбрасывателей
4.1. Отступления и неисправности, требующие закрытия движения и немедленного устранения:
4.1.1. Неисправности, указанные в пункте 15 приложения № 1 ПТЭ РФ.
4.1.2. Неукрытие остряка рамным рельсом при противошерстном движении, контролируемое наличием зазора между боковой внутренней гранью головки рамного рельса и наклонной гранью шаблона КОР.
Измерение производится в двух контрольных точках:
в острие остряка и на расстоянии 350 мм от него для стрелок марок 1/18;
200 мм – для обыкновенных и симметричных стрелок марок 1/11, 1/9;
120 мм – для симметричных стрелок марки 1/6 и перекрестных переводов марки 1/9.
4.1.3. Наличие в зоне острия остряков двух негодных переводных брусьев, не обеспечивающих стабильность рельсовой колеи.
4.1.4. Понижение продольного профиля остряка после шлифовки от поверхности головки рамного рельса более:
в острие – 27 мм;
в сечении 5 мм – 22 мм;
в сечении 20 мм – 6 мм.
4.1.5. Ширина желоба в прямой части контррельса более 49 мм, ширина желоба контррельса на входах менее 84 мм.
4.2. Отступления и неисправности, требующие устранения в течение пяти суток:
4.2.1. Накаты на головках рамных рельсов, остряков, сердечников крестовины, усовиков.
4.2.2. Неисправный, нетиповой отбойный брус или его отсутствие перед остряками противошёрстных стрелочных переводов на главных путях.
4.2.3. Потайные толчковые пустоты под шпалами и брусьями.
4.2.4. Неисправные изолирующие прокладки, втулки в изолирующих узлах.
4.3. Отступления и неисправности, требующие устранения в плановом порядке:
4.3.1. Неприлегание остряков и подвижных (поворотных) сердечников к упорным болтам и стрелочным подушкам менее 4-х мм (кроме случаев, когда сумма измеренного зазора от шейки остряка или подвижного сердечника до рабочей поверхности упорной накладки и фактической ширины колеи более 1546 мм).
4.3.2. Отступление от норм содержания стрелочных переводов и закрестовинных кривых по ширине колеи сверх допусков.
4.3.3. «Кусты» из трёх негодных брусьев или шпал.
4.3.4. Зазоры в хвостах цельнолитых крестовин и крестовин с литыми сердечниками более 10 мм.
4.3.5. Напрессовка снега между подошвой рельса и подкладками (без выхода подошвы рельса из реборд подкладки), подпучивание балласта и накопление засорителей в шпальных ящиках между подошвой рельсов и поверхностью балластной призмы, выплески балласта.
4.3.6. Несоответствие измеренных ординат переводной кривой ординатам по плану.
4.3.7. Несоответствие раскладки переводных брусьев и шпал эпюрным размерам.
4.3.8. Наличие нетиповых или неисправных, а также недостающих элементов скреплений.
4.3.9. Ширина головки рельсов в районе работы тормозных башмаков на сортировочных путях до башмакосбрасывателей более 76 мм.
4.3.10. Набор тонких регулировочных металлических прокладок в местах крепления серёг рабочих и контрольных тяг с остряками более 3-х мм устранять в срок не более 10 суток.
4.4. Перечень неисправностей стрелочных переводов и пути, при обнаружении которых скорость движения ограничивается или движение закрывается:
4.4.1. При выходе подошвы рельса из реборд подкладок на трёх шпалах или переводных брусьях подряд – на прямых участках пути устанавливается скорость движения не более 60 км/ч, а на кривых – не более 25 км/ч.
При выходе подошвы рельса из реборд подкладок на четырёх шпалах или переводных брусьях подряд – на прямых участках пути скорость движения устанавливается до 40 км/ч, а на кривых движение закрывается.
На пяти шпалах или переводных брусьях подряд – движение поездов закрывается во всех случаях.
4.4.2. На закрестовинных и переводных кривых стрелочных переводов при понижении наружной нити по отношению к внутренней (обратное возвышение) более 10 мм скорость уменьшается до 15 км/ч, а при понижении более 20 мм движение закрывается.
4.4.3. При уклоне отвода ширины колеи более 5 тысячных, в том числе и при измерении на базе 1 метра, движение поездов закрывается.
При уклоне отвода ширины колеи от 4,5 до 5 тысячных, скорость движения поездов ограничивается до 25 км/ч.
В остальных случаях уклон отвода ширины колеи определяется как разность значений ширины колеи в точках через 2 метра, уменьшенная на разность величин бокового износа в этих точках и делённая на 2000.
4.4.4. При просвете между рабочей гранью упорных накладок и шейкой остряка или подвижного (поворотного) сердечника и неприлегание остряка к рамному рельсу в строганной части более чем на 4 мм до 10 мм по прямому направлению устанавливается скорость не более 50 км/ч, а по боковому – не более 25 км/ч. При выявлении просвета более 10 мм во всех случаях движение закрывается.
4.4.5. Движение закрывается, когда сумма измеренного зазора между шейкой остряка или подвижного (поворотного) сердечника до рабочей поверхности упорной накладки и фактической ширины колеи более 1546 мм.
4.4.6. При обнаружении сверхнормативных зазоров более 4 мм между подошвой остряка стрелки или подвижного сердечника крестовины и подушками, неисправность должна устраняться незамедлительно. До её устранения должна ограничиваться скорость движения с учётом фактического состояния стрелочного перевода и условий его эксплуатации, но не более 50 км/ч.
При выявлении зазоров более 10 мм в обоих направлениях движение закрывается.
При проверке плотности прилегания подошвы остряков или подвижного сердечника крестовины к подушкам должно выполняться измерение понижения остряка против рамного рельса или подвижного сердечника крестовины против усовика. Если в сечении головки 50 мм и более, суммарная величина понижения и зазора между подошвой остряка или подвижного сердечника и подушками составляет 2 мм и более, эксплуатация стрелочного перевода согласно пункту 15 приложения № 1 ПТЭ РФ запрещается.
4.4.7. Скорости движения поездов по стрелочным переводам в зависимости от состояния переводных брусьев и шпал:
4.4.7.1. Тип Р50 и легче:
1) при трёх негодных шпалах или брусьях подряд по прямому направлению скорость 40 км/ч, по боковому направлению – 25 км/ч;
2) при четырёх негодных шпалах или брусьях подряд по прямому направлению скорость 25 км/ч, по боковому направлению – движение закрывается;
3) при пяти и более негодных брусьях и шпалах движение по прямому направлению и боковому направлению закрывается.
4.4.7.2. Тип Р65 и тяжелее:
1) при четырёх негодных шпалах или брусьях подряд по прямому направлению скорость 40 км/ч, по боковому направлению – 25 км/ч;
2) при пяти негодных шпалах или брусьях подряд по прямому направлению скорость 25 км/ч, по боковому направлению – движение закрывается;
3) при шести и более негодных шпалах или брусьях подряд движение по прямому и боковому направлениям закрывается.
4.4.8. При наличии в переднем и заднем вылете крестовины ширины колеи более 1530 мм принимать неотложные меры по её устранению. До устранения – движение поездов закрывается.
4.4.9. При отсутствии в стыке менее двух болтов на одном конце рельса в главных, приёмоотправочных путях и путях отстоя вагонов с опасными грузами, движение поездов закрывается.
4.4.10. При наличии в стыке надтреснувшей стыковой накладки скорость движения поездов устанавливается не более 40 км/ч. При выявлении в рельсовом стыке двух надтреснувших накладок, скорость ограничивается до 25 км/ч. При выявлении одиночно сломанной стыковой накладки и парнолопнувших накладках – движение поездов закрывается.
При обнаружении рельсового стыка, расположенного на искусственных сооружениях (мостах, путепроводах, тоннелях), с надтреснувшей стыковой накладкой, скорость движения поездов устанавливается не более 15 км/ч. При обнаружении одиночно сломанной стыковой накладки или парно лопнувших накладок – движение поездов закрывается.
4.4.11. При наличии в стыке двух и более сломанных подкладок – устанавливается скорость движения не более 40 км/ч.
4.4.12. При обнаружении заложек между головкой рельса и стыковой накладкой, уложенных для устранения вертикальных ступенек в рельсовых стыках, ограничивать скорость движения в соответствии с требованием таблицы 4.2 «Инструкции по текущему содержанию железнодорожного пути», утверждённой распоряжением ОАО «РЖД» от 29 декабря 2012 г. № 2791р, с учётом толщины заложки, прибавляемой к фактически измеренной величине ступеньки.
При выявлении металлической заложки между головкой рельса и стыковой накладкой, скорость движения ограничивать до 40 км/ч.
4.4.13. При обнаружении в рельсовом стыке нетипового болтового крепления – скорость движения поездов ограничивается до 25 км/ч.
4.4.14. При обнаружении в хвосте крестовины нетиповой прокладки толщиной более 5 мм (путевой костыль, чека тормозной колодки, металлический пруток), используемой для устранения горизонтальной и вертикальной ступенек – движение поездов закрывается.
4.4.15. При выявлении рельсов с торцами и болтовыми отверстиями, выполненными газопламенным способом, с доломанными (не опиленными) торцами, а так же при наличии в зоне сварного стыка (100 мм в обе стороны от оси сварного шва) болтового или технологического отверстия, при наличии в зоне болтового стыка (на длине 750 мм от торца рельса): сварного стыка, лишнего болтового или технологического отверстия, при наличии вдавленных маркировочных знаков, неснятых фасок в болтовых отверстиях, недосверленных отверстий, присваивать рельсу код дефекта 99, ограничивать скорость движения поездов до 25 км/ч и менять его, как остродефектный рельс.
4.4.16. При выявлении сломанных 3-х подряд стрелочных башмаков скорость движения по стрелочному переводу ограничивается до 40 км/ч, сломанных 4-х подряд стрелочных башмаков – скорость ограничивается до 25 км/ч, сломанных 5 подряд стрелочных башмаков – движение поездов закрывается.
4.4.17. При выявлении лопнувшего башмака в контррельсе скорость движения по стрелочному переводу ограничивается до 40 км/ч, при 2-х сломанных подряд контррельсовых башмаках – скорость ограничивается до 25 км/ч, при 3-х сломанных подряд башмаках – движение поездов закрывается.
4.4.18. На главных путях 1-3 класса, при наличии двух подряд и более негодных шпал (брусьев) в стыке скорость ограничивается до 40 км/ч.
4.4.19. При выявлении в сварном стыке, сверенном алюминотермитным способом, на главных путях отсутствие полного количества стыковых болтов, менее 2-х болтов на сваренном конце рельса, ограничивать скорость до 40 км/ч.
4.5. Расстояние между отведённым остряком и рамным рельсом должно обеспечивать проход колёс без касания остряка. Для этого разность ширины колеи и величины желоба между остряком и рамным рельсом в конце строжки остряка не должна быть более 1458 мм по прямому и боковому путям.
4.6. Зазоры в стыках на стрелочном переводе в эксплуатации (на эпюре показанные нулевыми) не должны превышать 10 мм. Зазор в стыках поворотных остряков и сердечников должен быть не менее 3 мм. Остальные зазоры содержатся по нормам прилегающих путей.
4.7. На стрелочных переводах для регулировки зазора между шейкой остряка и упорными накладками, а также для устранения горизонтальных ступенек, в задних стыках крестовин устанавливаются типовые прокладки, имеющие два отверстия для горизонтальных болтов. Установка нетиповых прокладок запрещается.
4.8. На стрелочных переводах с железобетонными брусьями и удлинёнными остряками, при отсутствии продольных тяг с кулисами переводного механизма, перевод стрелки с поста ЭЦ запрещается.
4.9. При несоблюдении установленного времени на замену остродефектных рельсов и отдельных частей стрелочных переводов в течение 3-х часов с момента обнаружения неисправности, путь или стрелочный перевод для движения поездов закрывать установленным порядком.
4.10. При выявлении в ходе натурного осмотра (в том числе по предписанию ВСП ЦНИИ-4) бокового износа с нерабочей грани рельса от 16 до 18 мм, скорость движения поездов ограничивать до 70 км/ч. При выявлении износа головки рельса по рабочей грани:
а) при боковом износе рельса 15 20 мм максимально допустимая скорость движения остается прежней согласно пп. а) и пп. б), но при этом назначается замена рельсов в первоочередном порядке.
4.11. Установить на железной дороге следующий порядок при проведении комиссионных месячных осмотров:
4.11.1. При повторном выявлении отступлений на стрелочных переводах, требующих проведения профильной шлифовки остряков или замены металлических частей, ограничивается скорость для движения всех поездов не более 40 км/ч на главных путях, не более 25 км/ч на приёмо-отправочных станционных путях.
4.11.2. Исключить случаи переноса сроков или несвоевременного устранения неисправностей по профильной шлифовке остряков, замене ремкомплектов, крестовин, разрядке «кустовой» негодности переводного бруса.
4.11.3. Шлифовку остряков проводить специальными бригадами под руководством не ниже начальника участка. Открывает движение поездов руководитель дистанции пути.
4.11.4. Запретить одиночную замену остряков и, в соответствии пункту 1.2 указания МПС РФ от 16 июля 1998 г. № С-877у, их замену производить совместно с рамным рельсом.
Источник