
Авторское право © 2007–2025 Сварог.
Все права защищены.
+7 (800) 555-68-34 Бесплатная горячая линия
Характеристики
|
Производитель |
|
|
Класс товара |
профессиональный |
|
Напряжение сети, В |
220 |
|
Режим сварки |
с газом/без газа |
|
Потребляемая мощность MIG/MAG, кВт |
8.7 |
|
Потребляемая мощность ММА, кВт |
9 |
|
Потребляемая мощность TIG, кВт |
6 |
|
Мин. сварочный ток MMA, А |
10 |
Инверторный сварочный аппарат Сварог Pro Mig 200 Synergy (N229) и другие оригинальные товары в категории mig/mag сварочные полуавтоматы доступны на сайте интернет-магазина Бигам в Москве по специальной цене 80780 рублей. Перед покупкой данной модели бренда Сварог рекомендуем посмотреть особенности, технические параметры, документацию и сертификаты на продукцию. Также предлагаем сравнить товар инверторный сварочный аппарат Сварог Pro Mig 200 Synergy (N229) с ассортиментом модификаций и аналогов из категории mig/mag сварочные полуавтоматы Сварог.
-
-
Инструкция Сварог Pro Mig 200 Synergy (N229)
Инструкция.pdf 791.73 КБ
На странице представлена инструкция по эксплуатации и другие материалы производителя о товаре инверторный сварочный аппарат Сварог Pro Mig 200 Synergy (N229), необходимые пользователю. Из руководства пользователя Сварог можно узнать устройство изделия, срок службы и комплект поставки. Инверторный сварочный аппарат Сварог Pro Mig 200 Synergy (N229) и все товары серии требуют соблюдения правил использования, обслуживания, ухода и хранения.
-
Похожие товары
Для работы проектов iXBT.com нужны файлы cookie и сервисы аналитики.
Продолжая посещать сайты проектов вы соглашаетесь с нашей
Политикой в отношении файлов cookie
Небольшой обзор многофункциональной модели сварочного автомата Сварог REAL SMART MIG 200 Black (N2A5) — достаточно недорогого аппарата профессионального уровня для работ в среде защитных газов Версия «Black» продается комплектом (горелки, маска и т.д.) для работы «из коробки». Подойдет для сварки в защитной углекислотной среде или сварочной смеси, для аргонодуговой сварки неплавящимся электродом, а также для сварки обычными электродами. Фактически, это устройство «все-в-одном», которое позволяет настроить широкий набор функций под конкретную задачу.

Сварог REAL SMART MIG 200 Black ( N2A5) в официальном магазине
Сварог REAL SMART MIG 200 Black ( N2A5) на Яндекс.Маркете
Инверторный сварочный аппарат REAL SMART MIG 200 (N2A5) предназначен для полуавтоматической сварки в среде защитных газов (MIG/MAG), сварки порошковой проволокой (FCAW), ручной дуговой сварки покрытым электродом (ММА), а также
аргонодуговой сварки неплавящимся электродом (TIG). С таким аппаратом можно смело варить низко и высокоуглеродистые стали и сплавы, нержавеющие стали, а также алюминий, титан, медь, бронзу, латунь и их сплавы. Для режима ММА сварки предусмотрены регулировка тока и напряжения дуги, форсаж, отключаемый VRD, функция антиприлипания, горячий старт. Для режима MIG сварки предусмотрены регулировка тока, продувка газом, режим сварки 2Т/4Т, дожиг, а также холостая подача проволоки.

Характеристики:
Бренд: Сварог
Модель: REAL SMART MIG 200 Black ( N2A5)
Тип: сварочный полуавтоматически аппарат
Вид сварки: MIG/MAG/MMA/TIG
Мощность: до 7кВт
Cварочный ток: 30…200 А
Подача проволоки: встроенный механизм
Катушки: стандартные до 5кг
Диаметр сварочной проволоки: от 0,6 до 1.0 мм

Шнур питания длиной 1,8 метра, не съемный. На тыльной стороне расположен фитинг для подачи защитного газа (углекислота, аргон или сварочная смесь). Также рядом распложен выключатель и вентилятор внутреннего объема. На верхней части корпуса расположена ручка для переноски.


Обратите внимание на маркировку, нанесенную на боковой крышке. «JASIC» — означает, что данный аппарат изготовлен для профессионалов. На мой взгляд, это один из вариантов профессиональной модели JASIC MIG 200, несколько улучшенный в плане эргономики и удобства.

Внутри под крышкой расположена ось для установки катушки с проволокой. Можно использовать катушки весом 0,5, 1 и 5 кг. Расходные материалы стандартные, не дефицитные. Есть даже проволоки для сварки нержавеющих сталей, алюминиевые проволоки, а также самозащищаемая проволока для сварки без газа.

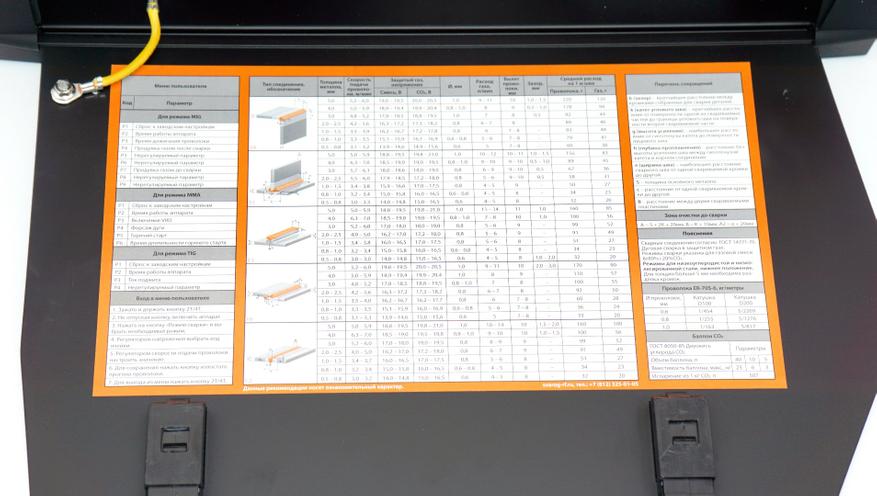
На крышке приводится достаточно подробная таблица с описанием типов сварки, требованиям к расходным материалам и необходимым режимам сварки. Весьма и весьма полезно, особенно если у вас нет необходимого опыта.
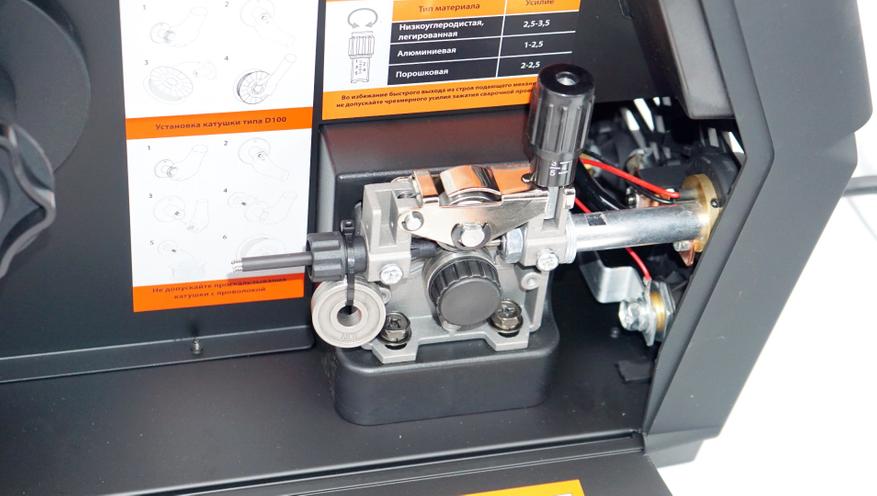
Механизм подачи проволоки встроен в корпус, полностью металлический. Сильная пружина обеспечивает прижим проволоки для протяжки в горелку. В комплекте имеется сменный ролик для другого диаметра проволоки. Под диаметр проволоки нужно также подбирать и сопла в горелке. По умолчанию установлено для 0,8 мм.
В отличие от младшей модели REAL MIG 200 (N24002N), в обозреваемой REAL SMART MIG (N2A5) предусмотрен дисплей для индикации режимов (MIG/MAG/MMA/TIG). Под дисплеем расположены ручки для регулировки силы тока, скорости подачи проволоки и т.д. Внизу на панели расположены плюсовая и минусовая силовые клеммы, а также интерфейс для MIG-горелки.


Комплектация MIG 200 Black интересна тем, что в поставке сразу идет хорошая маска-хамелеон. Стекла имеют транспортные наклейки, которые нужно удалить перед началом работы. Также есть смысл изучить инструкцию и отрегулировать маску (время и степень затемнения).


Работает маска от двух мизинчиковых батареек (есть в комплекте), достаточно четко срабатывает, но можно «поиграть» настройками переключателей. Крепление на голову пластиковое, достаточно простое.


Также в комплекте поставляются защитные огнестойкие перчатки (краги) с фирменной символикой «Сварог», руководства пользователя на сам аппарат, на маску, паспорт на изделие, а также комплект сменных и запасных насадок для горелки.

Сопла имеют различный диаметр для проволоки диаметром от 0,5 до 1,0 мм. Имеется и инструмент для их замены. Также в комплекте поставляется достаточно длинный шланг для подачи газа от баллона до аппарата.

Так как аппарат универсальный, то в комплекте идут сразу два вида горелок — для MMA сварки (обычной), и для MIG сварки (в среде защитных газов с подачей проволоки). На фотографии комплект проводов для сварки электродом (Общий провод с крокодилом и держак для электрода).


Горелка для MIG-сварки оснащена кнопкой для управления подачей защитного газа и проволоки. Аппарат умеет работать как в режиме автоматической непрерывной подачи, так и в ручном режиме по нажатию кнопки. Скорость подачи регулируется на панели. Перед работой есть смысл обработать горелку специальным антипригарным спреем для сварки. Таким образом, вы сохраните работоспособность горелки и ее внешний вид гораздо дольше.

Внутри установлены специальные сопла, которые подбираются по диаметру используемой проволоки. Сопла имеют свойство изнашиваться, так что следите и вовремя меняйте. Что касается материалов в целом — то тут довольно все качественно. Придраться не к чему. Например, держак для электродов может похвастать массивным медным фиксатором.


Ответная часто провода «массы» имеет стандартный хвостовик. А ответная часть горелки MIG достаточно сложно устроена — тут и газовод, и трубка-фидер для проволоки, и управляющие контакты для подачи.


Дополнительно потребуется баллон с газом и регулятор-редуктор газовый (углекислотный или для сварочной смеси), который служит для понижения давления газа, поступающего из баллона до уровня рабочего давления аппарата. Я брал модель Сварог УР-6-6М(есть аналоги). Важно смотреть соответствие фитингов для подключения редуктора к баллону. В моем случае, это G3/4. Главное правильно установить, протянуть и выставить нужное давление. Первый манометр показывает давление в баллоне, второй — рабочее.

Баллон брал на Яндекс.Маркете с бесплатной доставкой, есть варианты на 5 литров, 10 литров, 20 литров и 40 литров. Самые портативные — на 5 и 10 литров. Продаются баллоны пустые, то есть нужно еще найти услугу по заправке углекислотой или сварочной смесью. По сумме стоимости заправки выгоднее взять один раз на 40 литров и установить стационарно в гараже. Заправленный баллон 40 литров весит около 80 кг, баллон 10 кг — менее 20 кг.


Таким образом, буквально за 40 т.р. я обеспечил себя приличным комплектом для полуавтоматической сварки с газом или без газа для широкого спектра задач. Расходные материалы можно приобрести онлайн, в крупных строительных магазинах или в профильных магазинах с аксессуарами для сварки. Обращаю внимание, что можно приобрести расходники как для сварки различных сталей, в том числе и тонкостенных, так и для сварки алюминиевых сплавов, нержавеющей стали и т.д. Можно опционально докупить баллон с аргоном и специальную горелку с вольфрамовым электродом (недорого). Запасные части, расходники горелок можно приобрести на Алиэкспресс. Да и сам аппарат я покупал в магазине Svarog Shop Store на AliExpress, так как с купонами было дешевле.
Каюсь, аппарат успел только проверить на работоспособность после покупки, а вот ничего серьезного опробовать не успел. В любом случае, выбором доволен. Периодически попадаются варианты комплектов для сварки MIG как дороже (но не лучше), так и дешевле (но такое себе), так что сделал вывод о том, что Сварог REAL SMART MIG 200 (N2A5) –это золотая середина для сварки MIG/MAG/MMA/TIG, которая подойдет как для любителя, так и для профессионала.
Если аппарат вам интересен, то посмотрите доступное руководство по этой модели, в электронном виде. Достаточно грамотная инструкция, а скорее — целый учебник по сварочным работам в целом.
С другими тестами и обзорами инструментов, умных-часов, смартфонов, а также подборками гаджетов и техники вы можете ознакомиться по ссылкам ниже и в моем профиле.
- Бесплатная доставка
- Новинки Акции и скидки
- Онлайн заказ Круглосуточно
- Доступный самовывоз
- Гарантия качества
Официальный дилер ТМ «СВАРОГ»
- Главная
- Блог
- Доставка
- Оплата
- Контакты
- Ремонт сварочного оборудования
- Вакансии

Руководство по эксплуатации сварочного оборудования MIG 160 (N227) MIG 200 (N229)
СОДЕРЖАНИЕ
1. ОБЩЕЕ ОПИСАНИЕ 4
2. МЕРЫ ПРЕДОСТОРОЖНОСТИ 4
3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 6
4. ВНЕШНИЙ ВИД АППАРАТА 7
5. ПОРЯДОК РАБОТЫ 8
6. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ 13 7. ХРАНЕНИЕ И ТРАНСПОРТИРОВКА 13
Благодарим вас за то, что вы выбрали сварочное оборудование торговой марки «СВАРОГ», созданное в соответствии с принципами безопасности и надежности.
Высококачественные материалы, используемые при изготовлении этих сварочных аппаратов, гарантируют полную надежность и простоту в техническом обслуживании.
ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ
Настоящим заявляем, что инверторные сварочные аппараты соответствуют требованиям ГОСТ 12.2.007.8-75.
Наше оборудование, предназначенное для промышленного и профессионального использования, соответствует директивам 73/23/ЕЕС «Низковольтное оборудование»
и 89/336/ЕЕС «Электромагнетическая совместимость», а также Европейскому стандарту ЕN/IEC60974.
ВНИМАНИЕ!
Пожалуйста, внимательно прочтите данное руководство и разберитесь в нем перед установкой и использованием приобретенного оборудования. Компания в интересах развития оставляет за собой право изменять спецификации и комплектацию оборудования без предварительного уведомления и обязательств.
Производитель не несет ответственности за качество работы аппарата в случае его неправильной эксплуатации или внесения изменений в конструкцию аппарата, а также за возможные последствия, возникшие по причине незнания или некорректного выполнения условий эксплуатации, изложенных в руководстве.
Данное руководство поставляется в комплекте с аппаратом и должно сопровождать его при продаже и эксплуатации.
ОБЩЕЕ ОПИСАНИЕ
Аппараты MIG 160 PRO (N227) и MIG 200 PRO (N229) – универсальные инверторные источники постоянного сварочного тока компактного исполнения.
Основные способы сварки, доступные на данном оборудовании:
– механизированная сварка в среде защитных газов и смесях (MIG и MAG); – механизированная сварка самозащитной порошковой проволокой (FCAW).
Данными способами на аппаратах можно производить сварку и наплавку всех типов сталей, начиная от 0,5 мм, алюминия, его сплавов и прочих металлов от 1 мм, как на прямой, так и на об- ратной полярности. Сечение используемой проволоки – 0,8 и 1,0 мм. Максимальный вес катушки с проволокой, устанавливаемой на аппараты – 5 кг.
Дополнительные способы сварки*:
- ручная дуговая сварка покрытым электродом (MMA) для металлов и сплавов толщиной от 2,5 мм;
- ручная дуговая сварка неплавящимся электродом в среде инертных газов и смесях (TIG) для металлов и сплавов (кроме алюминия) толщиной от 0,5 мм.
*для работы в режиме ММА сварки необходимо дополнительно приобрести электрододержатель, для TIG сварки – специальную кнопочную горелку.
2. МЕРЫ ПРЕДОСТОРОЖНОСТИ
Данное оборудование должно быть использовано строго по назначению. При неправильной эксплуатации оборудования процессы сварки и резки представляют собой опасность для сварщика и людей, находящихся в пределах рабочей зоны или рядом с ней.
К работе с аппаратом допускаются лица не моложе 18 лет, изучившие данное руководство по эксплуатации, имеющие допуск к самостоятельной работе и прошедшие инструктаж по правилам безопасности труда и эксплуатации электрического оборудования.
При проведении сварочных работ, а также эксплуатации оборудования и последующей его ути- лизации, необходимо соблюдать требования действующих государственных и региональных норм и правил безопасности труда, экологической, санитарной и пожарной безопасности.
Общие меры электробезопасности
- Для подключения оборудования используйте розетки с заземляющим контуром.
- Запрещается производить любые подключения под напряжением.
- Категорически не допускается производить работы при поврежденной изоляции кабеля,
- горелки, сетевого шнура и вилки.
- Не касайтесь неизолированных деталей голыми руками. Сварщик должен осуществлять
- сварку в сухих сварочных перчатках.
- Отключайте аппарат от сети при простое.
- Переключение режимов функционирования аппарата в процессе сварки может повредить оборудование.
- В нерабочем режиме силовой кабель, идущий к электроду, должен быть отключен от аппарата.
- Безопасность пользователя и окружающих
- Дым и газ, образующиеся в процессе сварки, опасны для здоровья. Рабочая зона должна хорошо вентилироваться. Старайтесь организовать вытяжку непосредственно над сваркой.
- Защитные газы, применяемые при сварке, могут вытеснять воздух и приводить к удушью.
- Не производите сварку в местах, где присутствуют пары хлорированного углеводорода (результат обезжиривания, очистки, распыления).
- Излучение сварочной дуги опасно для глаз и кожи. Используйте сварочную маску, защит- ные очки и специальную одежду с длинным рукавом вместе с перчатками и головным убором для осуществления сварки. Одежда должна быть прочной, из негорючего материала.
- Не надевайте контактные линзы, интенсивное излучение дуги может привести к их склеи- ванию с роговицей.
- Процесс сварки сопровождается поверхностным шумом, при необходимости используйте средства защиты органов слуха.
- Должны быть приняты меры для защиты людей, находящихся в рабочей зоне или рядом с ней. Используйте для этого защитные ширмы и экраны.
- Магнитное излучение оборудования может быть опасно. Люди, с электронными сердечны- ми стимуляторами не должны допускаться в зону сварки без консультации с врачом.
- Помните, что заготовка и оборудование сильно нагреваются в процессе сварки. Не трогай- те горячую заготовку голыми руками. После продолжительного использования горелки необхо- димо дать ей остыть.
Пожарная безопасность
- Искры, возникающие при сварке, могут вызвать пожар, поэтому все воспламеняющиеся материалы должны быть удалены из рабочей зоны.
- Рядом с рабочей зоной должны находиться средства пожаротушения, персонал обязан знать, как ими пользоваться.
- Запрещается сварка сосудов, находящихся под давлением, емкостей, в которых находились горючие и смазочные вещества.
- Запрещается носить в карманах спецодежды легковоспламеняющиеся предметы (спички, зажигалки), работать в одежде с пятнами масла, жира, бензина и других горючих жидкостей.
- Опасность механических повреждений
- Движущиеся части оборудования могут быть опасны. Перед началом эксплуатации убеди- тесь что все подвижные части оборудования находятся на своем месте и правильно закреплены, дверцы, панели, крышки и другие защитные приспособления надежно закрыты.
- Во время эксплуатации избегайте касания движущихся механизмов оборудования (катуш- ка, механизм подачи проволоки).
3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
Модель |
Единица измерения |
PRO MIG 160 (N227) |
PRO MIG 200 (N229) |
|
Напряжение сети |
В |
220±15% |
|
|
Гц |
50 |
||
|
Потребляемая мощность |
КВА |
7,1 |
|
|
Сварочный ток |
А |
10–160 |
|
|
Рабочее напряжение MMA |
В |
20,4–26,4 |
|
|
Рабочее напряжение MIG/TIG |
В |
11–26 |
|
|
Напряжение холостого хода |
В |
53 |
|
|
Диаметр сварочной проволоки |
мм |
0,8/1,0 |
|
|
Размер катушки/Масса катушки |
D / кг |
D100, D200 / до 5 |
D100, D200 / до 5 |
|
Количество роликов (подающий механизм) |
Двухроликовый |
Двухроликовый |
|
|
% |
60 |
||
|
% |
85 |
||
|
Коэффициент мощности |
0,7 |
||
|
Степень защиты |
IP 21S |
||
|
Класс изоляции |
F |
||
|
Габаритные размеры |
мм |
485х185х370 |
485х185х370 |
|
кг |
12,5 |
||
|
°С |
-5 – +40 |
ВНИМАНИЕ! При подключении данных сварочных аппаратов к генераторам учиты- вайте, что номинальная мощность генератора должна быть не меньше двукратного превышения максимальной потребляемой мощности сварочного аппарата. Все остальные характеристики должны соответствовать характеристикам, предъявляе- мым к электрическим сетям общего пользования.
4. ВНЕШНИЙ ВИД АППАРТА

- Регулятор сварочного тока и скорости подачи про- волоки
- Цифровой дисплей сварочного тока (MMA и TIG) и скорости подачи проволоки (MIG)
- Индикатор 2T (Двухтактного режима)
- Индикатор 4T (Четырехтактного режима)
- Кнопка переключения режимов сварки.
- Переключатель способов сварки
- Кабель полярности (только для режима MIG)
- Разъем ОКС «+»
- Евроадаптер (разъем подключения горелки)
- Разъем ОКС «–»
- Индикатор включения V.R.D.
- Индикатор выключения V.R.D.
- Регулятор напряжения и спада тока
- Цифровой дисплей параметров сварки
- Сетевой кабель
- Штуцер входа газа
- Выключатель
- Ось установки катушки
- Ручка
- Кнопка прогона проволоки
- Кнопка продува газа (тестирование)
- Ручка зажима проволоки
- Механизм подачи проволоки
5.1. ПОДГОТОВКА К РАБОТЕ
Перед тем, как осуществить подключение оборудования, необходимо полностью обеспечить тре- бования к сети питания оборудования согласно пункту «Технические характеристики» настоящего руководства по эксплуатации.
Процесс сварки должен осуществляться на подготовленном сухом зачищенном до металлическо- го блеска (в области сваривания) изделии.
- Окружающая среда для сварки должна иметь следующие условия:
- Отсутствие ветра и осадков (обеспечьте зону сварки защитными укрытиями); • Влажность не более 80%;
- Температура воздуха от –5°С до +40°С,
- Отсутствие пыли, грязи и оксидирующих газов в воздухе.
- Перед включением аппарата убедитесь, что его решетки остаются открытыми.
5.2. ПОДКЛЮЧЕНИЕ ОБОРУДОВАНИЯ И НАСТРОЙКИ

- Позиция MMA – ручная дуговая сварка (настройка ручная)
- Позиция MIG – механизированная сварка в смеси защитных газов (настройка ручная)
- Позиция TIG – ручная дуговая сварка неплавящимся электродом в среде защитных газов (настройка ручная)
- Позиция CO2 ?0,8 – механизированная сварка в углекислом газе проволокой диаме- тром 0,8 мм (настройка синергетическая)
- Позиция CO2 ?1,0 – механизированная сварка в углекислом газе проволокой диаме- тром 1,0 мм (настройка синергетическая)
- Позиция Mix ?0,8 – механизированная сварка в смеси защитных газов проволокой диаметром 0,8 мм (настройка синергетическая)
- Позиция Mix ?1,0 – механизированная сварка в смеси защитных газов проволокой диаметром 1,0 мм (настройка синергетическая) штучным покрытым электродом
5.3. МЕХАНИЗИРОВАННАЯ СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ MIG, MAG И FCAW
- Произведите подключение согласно рисунку 4.
- Вставьте сварочную горелку в «евроразъем» (9, рис. 1) на передней панели аппарата и при- крутите его. После установите катушку с проволокой (18, рис. 3). Установите ролики с теми ка- навками, которые соответствуют диаметру проволоки. Зафиксируйте проволоку с помощью ручки зажима проволоки (22, рис. 3) в подающем механизме (23, рис. 3). С помощью кнопки прогона проволоки (20, рис. 3) протяните проволоку внутрь горелки.
- Установите наконечник горелки, диаметр отверстия должен совпадать с диаметром сечения проволоки.
- Соедините шланг с газовым редуктором баллона и входным штуцером газа на задней панели аппарата (16, рис. 2). Для сварки самозащитной порошковой проволокой (FCAW) подключение баллона с газом и редуктора не требуется
- ВНИМАНИЕ! Для сварки в среде защитных газов используются инертные или актив- ные газы, а также их смеси.
- В зависимости от требуемой полярности вставьте кабельный наконечник ОКС в соответствую- щий разъем ОКС «-» или «+» на передней панели сварочного аппарата (10 или 8, рис. 1) и закру- тите его по часовой стрелке.
- Вставьте кабель полярности (7, рис. 1) в свободный (не подключенный кабелем клеммы заземления) разъем ОКС сварочного аппарата и закрутите его по часовой стрелке.
- Произведите настройки процесса сварки на передней панели управления аппарата. Выберите настройки на MIG (4, рис. 6) или одну из синергетических настроек (2, 3, 5 или 6, рис. 6). С по- мощью регулятора (1, рис. 1) установите значение скорости подачи проволоки, отображаемое на цифровом дисплее (2, рис. 1). Регулятором (13, Рис. 1) выставьте рабочее напряжение дуги, ото- бражаемое на цифровом дисплее (14, рис. 1).
- При выборе синергетических настроек аппарат автоматически установит значение сварочного тока, рабочего напряжения, а также скорость подачи проволоки. Настройки «CO» выбираются для сварки углекислотой, а «Mix» для газовых смесей. Значения ?0,8 и ?1,0 выбираются для соответ- ствующих диаметров проволоки.
- Откройте газовый баллон. Поднесите горелку к свариваемому изделию, нажмите на ней кноп- ку и начните процесс сварки.
5.4. РУЧНАЯ ДУГОВАЯ СВАРКА НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНЫХ ГАЗОВ И CМЕСЯХ TIG
- Соберите оборудование согласно рисунку 4. Для работы в режиме TIG сварки с данным аппаратом понадобится горелка с евроадаптером, а также редуктор аргоновый, баллон с арго- ном или его смесью.
- Вставьте евроадаптер горелки в соответствующий разъем (9, рис. 1) и плотно зафиксируйте. 3. Вставьте обратный кабель в разъем ОКС, помеченный знаком «+» (8, рис. 1), закрутите его по
- часовой стрелке. Закрепите клемму заземления на заготовке.
- ВНИМАНИЕ! Ручная дуговая сварка неплавящимся электродом в среде инертных газов и смесях осуществляется прямой полярностью.
- Подсоедините газовый шланг к входному штуцеру газа (16, рис. 2). Система газоснабжения, состоящая из газового баллона, редуктора и газового шланга, должна иметь плотные соединения, чтобы обеспечить надежную подачу газа, что является чрезвычайно важным для осуществления TIG сварки.
- Произведите настройки процесса сварки на передней панели управления аппарата. Выберите настройку TIG (7, рис. 6), установите требуемое значение тока с помощью регулятора (1, рис. 1), оно отображается на цифровом дисплее (2, рис. 1). Также настройте время падения тока с помо- щью регулятора (13, рис. 1), отображаемое на цифровом дисплее (14, рис. 1).
- Откройте вентиль на газовом баллоне. Для подачи газа нажмите кнопку на горелке, и устано- вите расход защитного газа с помощью редуктора.
- Поднесите горелку к заготовке. Аппарат не имеет осциллятора, поэтому дугу необходимо за- жечь касанием. При наличии дуги отведите горелку, чтобы расстояние между кончиком вольфра- мового электрода и изделием составляло от 2 до 4 мм, поднесите сварочный пруток в зону сварки.
5.5. НАСТРОЙКА 2Т И 4Т ДЛЯ MIG, MAG, FCAW И TIG СВАРКИ
Установите необходимый режим сварки 2T (двухтактный) или 4Т (четырехтактный) с помощью кнопки переключения режимов сварки (5, рис. 1).
Режим 2Т
При нажатии кнопки сварочной горелки дуга зажигается, а при ее отпускании – гаснет. Отобра- жается индикатором (3, рис. 1).
Режим 4Т
При нажатии кнопки сварочной горелки дуга зажигается, аппарат продолжает работать после отпускания кнопки горелки. В процессе работы параметры сварки могут корректироваться с помощью регуляторов (1 и 13, рис. 1). При повторном нажатии кнопки на сварочной горелке аппарат переходит в состояние гашения дуги.
5.6. РУЧНАЯ ДУГОВАЯ СВАРКА ПОКРЫТЫМ ЭЛЕКТРОДОМ ММА
- Произведите подключение согласно рисунку 5.
- На передней панели имеется два разъема ОКС «+» и «-» (8 и 10, рис. 1). Для плотного закрепления прямого и обратного кабелей в разъемах необходимо вставить кабельный наконечник с соответствующим кабелем в панельный разъем до упора и повернуть его по часовой стрелке до упора. При неплотном подсоединении кабелей возможны повреждения как кабельного разъема, так и источника питания.
- Существует два способа подключения сварочных принадлежностей для работы на постоянном токе при ММА сварке:
- – прямая полярность – электрододержатель подсоединен к разъему «–» (10, рис. 1), а обратный кабель (заготовка) к «+» (8, рис. 1);
- – обратная полярность – обратный кабель подсоединена к разъему «–» (10, рис. 1), а электрододержатель к «+» (8, рис. 1).
- Выбирайте способ подключения и режимы сварки в зависимости от конкретной ситуации
и типа электрода, согласно рекомендациям производителя материалов или требованиям технологи- ческого процесса. Неправильное подключение оборудования может вызвать нестабильность горе- ния дуги, разбрызгивание расплавленного металла и прилипание электрода.
- Старайтесь избегать ситуации, когда приходится использовать чрезмерно длинные кабели. При необходимости увеличения их длины увеличивайте также и сечения кабелей с целью уменьше- ния падения напряжения на кабелях. Оптимальная длина кабеля – 3-5 метров.
- Выберите способ сварки MMA регулятором на передней панели аппарата (1, рис. 6). С по- мощью регулятора (1, рис. 1) установите значение тока, отображаемое на цифровом дисплее
(2, рис. 1), а регулятором (13, рис. 1) установите значение тока форсажа дуги, отображаемое на цифровом дисплее (14, рис. 1).
- Режим V.R.D (снижение холостого хода) устанавливается автоматически при включении спо- соба MMA и отображается индикаторным светодиодом (12, рис. 1).
- Поднесите электрод к заготовке и коснитесь ее, образуется дуга. После образования дуги при- ступайте к процессу сварки.
6. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
ВНИМАНИЕ! Не вскрывайте корпус аппарата самостоятельно. Указанные в таблице неисправности пользователь может устранить самостоятельно. При возникновении серьезных проблем обратитесь в сервисный центр.
Для выполнения ремонтных работ требуется обладать профессиональными знаниями в области электротехники и знать правила техники безопасности. Специалисты должны иметь допуск для проведения таких работ, подтверждаемый специальным сертификатом.
|
Неисправность |
Методы устранения |
|
Отсутствует подача проволоки |
Проверьте соединение кабелей |
|
Чрезмерное количество искр в процессе сварки |
Возможно неправильное подключение кабелей. Измените полярность |
|
Аппарат включен, вентилятор вращается. Не зажигается дуга |
– Возможно повреждение силовых пря- мого и обратного кабелей, заменить кабеля, отремонтировать места крепления кабелей – Возможно отсутствует контакт зажима на изделии, зачистить место контакта |
7. ХРАНЕНИЕ И ТРАНСПОРТИРОВКА
Хранить и перевозить аппарат следует при температуре от –30 до +55°С и относительной влаж- ности воздуха до 80 %. Оборудование не должно подвергаться воздействию атмосферных осадков.
Аппарат в упаковке изготовителя следует хранить в закрытых помещениях с естественной венти- ляцией, наличие в воздухе паров кислот, щелочей и других агрессивных примесей не допускается.
После хранения или транспортировки при низкой температуре аппарат должен быть выдержан перед эксплуатацией при температуре выше 0°С не менее шести часов в упаковке и не менее двух часов – без упаковки.
Аппарат может транспортироваться всеми видами закрытого транспорта в соответствии с прави- лами перевозок, действующими на каждом виде транспорта.
Во время транспортирования и погрузочно-разгрузочных работ упаковка с аппаратом не должна подвергаться резким ударам. Размещение и крепление транспортной тары с упакованным аппара- том в транспортных средствах должны обеспечивать устойчивое положение и отсутствие возможности ее перемещения во время транспортирования.
Заказ он-лайн
Если Вы не уверены в выборе или сомневаетесь, то наши специалисты бесплатно проконсультируют Вас по любым вопросам, связанным с нашими предложениями
Вы всегда можете задать вопрос по телефону:
Рабочие дни: 9:00-20:00
Выходные дни: 9:00-18:00
+7 (812) 209-21-91
+7(952)272-22-91
Обзор меню Сварог REAL SMART MIG 200 (N2A5)
REAL SMART MIG 200 (N2A5) — универсальный, многофункциональный аппарат, предназначенный для полуавтоматической сварки сплошными и порошковыми проволоками (MIG/MAG), для ручной дуговой сварки покрытыми электродами (MMA), а также аргонодуговой сварки неплавящимся электродом (TIG).
Все режимы являются полноценными и каждый содержит большой набор вспомогательных функций, которые регулируются в меню пользователя.
Для MIG/MAG:
— сброс настроек к заводским
— калькуляция времени работы аппарата
— регулируемое время дожигания проволоки
— регулируемое время продувки газом после и до сварки
— регулируемая индуктивность
Для MMA:
— сброс настроек к заводским
— калькуляция времени работы аппарата
— отключение функции VRD
— регулируемый Arc Force
— регулируемые Hot Start и время его длительности
Для TIG:
— сброс настроек к заводским
— калькуляция времени работы аппарата
— регулируемый стартовый ток