
ГОСТ 3.1407-86
Группа Т53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации
ФОРМЫ И ТРЕБОВАНИЯ К ЗАПОЛНЕНИЮ И ОФОРМЛЕНИЮ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ (ОПЕРАЦИИ), СПЕЦИАЛИЗИРОВАННЫЕ ПО МЕТОДАМ СБОРКИ
Unified system for technological documentation. Forms and requirements for filling and arrangement of documents on technological processes (operations) specialized in assembling methods
МКС 01.110
ОКСТУ 0003
Дата введения 1988-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.11.86 г. N 3542
3. ВЗАМЕН ГОСТ 3.1406-74, ГОСТ 3.1407-74, ГОСТ 3.1411-74, ГОСТ 3.1413-73, ГОСТ 3.1417-74, ГОСТ 3.1419-74, ГОСТ 3.1422-75, ГОСТ 3.1426-76, ГОСТ 3.1427-77, ГОСТ 3.1430-78
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 2.004-88 |
2.1 |
|
ГОСТ 2.312-72 |
2.9.4 |
|
ГОСТ 3.1103-82 |
2.6 |
|
ГОСТ 3.1105-84 |
1.1, приложение 1 |
|
ГОСТ 3.1107-81 |
1.5, 2.4 |
|
ГОСТ 3.1118-82 |
1.1, 1.3.3, 2.8.1, 2.11.1, приложение 1 |
|
ГОСТ 3.1119-83 |
2.4, 2.13 |
|
ГОСТ 3.1120-83 |
2.5 |
|
ГОСТ 3.1121-84 |
1.1, 2.4, 2.13, приложение 1 |
|
ГОСТ 3.1122-84 |
1.1, приложение 1 |
|
ГОСТ 3.1123-84 |
1.1 |
|
ГОСТ 3.1129-93 |
2.1 |
|
ГОСТ 3.1130-93 |
2.1 |
|
ГОСТ 3.1502-85 |
1.1 |
|
ГОСТ 3.1702-79 |
1.4 |
|
ГОСТ 3.1703-79 |
2.3 |
|
ГОСТ 3.1704-81 |
2.3 |
|
ГОСТ 3.1705-81 |
2.3 |
|
ГОСТ 11969-93 |
Приложение 1 |
|
ГОСТ 19249-73 |
2.9.4, приложение 1 |
5. ПЕРЕИЗДАНИЕ. Апрель 2003 г.
Настоящий стандарт устанавливает формы и требования к заполнению и оформлению технологических документов, проектируемых различными методами, на основные и сопутствующие процессы и операции, специализированные по методам сборки (включая сварку, пайку, клепку, монтаж, склеивание, обмотку и изолирование, а также промывку, пропитку, сушку, настройку, регулировку, выполнение слесарных и прочих операций) отдельно или комплексно применяемых при изготовлении изделий (составных частей изделий) машиностроения и приборостроения.
1. ФОРМЫ И ТРЕБОВАНИЯ К ЗАПОЛНЕНИЮ ДОКУМЕНТОВ
1.1. В зависимости от типа и характера производства, стадии разработки технологической документации (далее — документации), степени детализации описания и применяемых методов сборки, выбор документов соответствующих видов устанавливает разработчик документов по табл.1.
Таблица 1
|
Тип произ- водства |
Стадии разра- ботки докумен- тации |
Степень детали- зации описания ТП |
Наименование метода (процесса, операции) |
Наиме- нование вида и обозна- чение формы документа |
Условное обозна- чение документа, функции которого выполняет документ |
Указания по применению |
|
Единичное, мелко- серийное |
Предвари- тельный проект. Разработка докумен- тации опытного образца (опытной партии) |
Маршрутное, маршрутно- операци- онное |
Все методы сборки, а также сопутствующие операции (процессы) |
Маршрутная карта (МК) формы 2, 1б, 4, 3б по ГОСТ 3.1118 |
КТП, КТТП |
Для описания операций сборки и указания сопутствующих операций (процессов) в технологической последовательности выполнения. Для указания данных по технологическим режимам в тексте содержания перехода или на отдельной строке с привязкой к служебному символу Р |
|
То же |
КТИ |
Для указания переменной информации к типовому (групповому) технологическому процессу (ТТП, ГТП), к типовой (групповой) технологической операции (ТО, ГО) на ДСЕ одного обозначения |
||||
|
» |
ВТП (ВТО) |
То же |
||||
|
» |
ОК |
Для описания отдельных операций по переходам с указанием соответствующих технологических режимов в тексте содержания перехода или на отдельной строке с привязкой к служебному символу Р |
||||
|
» |
КТО |
Для описания отдельных типовых (групповых) операций по переходам с указанием постоянной информации для всей группы изделий (сборочных единиц) |
||||
|
» |
КН |
Для указания соответствующей информации по наладке оборудования (для сварки, пайки, клепки и т.п.) |
||||
|
» |
КК |
Для указания данных по комплектующим составным частям изделия или сборочной единицы, а также для указания данных по основным и вспомогательным материалам на технологический процесс (операцию) |
||||
|
Ведомость деталей (сборочных единиц) к типовому (групповому) техноло- гическому процессу или операции (ВТП или ВТО) формы 6, 6а, 7, 7а по ГОСТ 3.1121 |
ВТП (ВТО) |
Для указания переменной информации к ТТП (ГТП) или ТО (ГО) с привязкой к соответствующему обозначению ДСЕ |
||||
|
Ведомость техноло- гических документов (ВТД) формы 4, 4а, 5, 5а по ГОСТ 3.1122 |
ВТД |
Для указания состава сборочных единиц (изделий) к ТТП (ГТП) с целью оптимизации поиска и нахождения соответствующих документов и данных, относящихся к ДСЕ |
||||
|
Комплек- товочная карта (КК) формы 6, 6а, 7, 7а по ГОСТ 3.1123 |
КК |
См. указания по применению МК/КК. Применяют по усмотрению разработчика |
||||
|
Настройка и регулировка |
Техноло- гическая инструкция (ТИ) формы 5, 5а по ГОСТ 3.1105 |
КТП |
Для нормирования трудозатрат. Применяют совместно с МК (формы 2, 1б или 4, 3б) по ГОСТ 3.1118, выполняющую функции сводного документа на процесс |
|||
|
Средне- серийное, крупно- серийное |
Разработка докумен- тации серийного (массового) произ- водства |
Операци- онное |
Все методы сборки, а также сопутствующие операции (процессы) |
МК формы 2, 1б, 4, 3б по ГОСТ 3.1118 |
КТП, КТТП, КТИ, ВТП (ВТО), ОК, КТО, КН, КК |
См. указания по применению для единичного, мелкосерийного производства с учетом степени детализации описания |
|
Карта типового (группового) техноло- гического процесса (КТТП) формы 1, 1а по ГОСТ 3.1121 |
КТТП |
Для разработки типовых (групповых) технологических процессов |
||||
|
ВТП (ВТО) формы 6, 6а, 7, 7а по ГОСТ 3.1121 |
ВТП (ВТО) |
Для указания переменной информации к ТТП (ГТП) или ТО (ГО) с привязкой к соответствующему обозначению ДСЕ |
||||
|
Карта эскизов (КЭ) формы 6, 6а, 7, 7а, 8, 8а по ГОСТ 3.1105 |
КЭ |
Для графических иллюстраций к документам на процессы и операции. Выбор соответствующих форм КЭ устанавливает разработчик документов. Допускается применять КЭ других форматов |
||||
|
ВТД формы 4, 4а, 5, 5а по ГОСТ 3.1122 |
ВТД |
Для указания состава сборочных единиц (изделий) к ТТП (ГТП) с целью оптимизации поиска и нахождения соответствующих документов и данных, относящихся к ДСЕ |
||||
|
Разработка докумен- тации серийного (массового) произ- водства |
Операци- онное |
Все методы сборки, а также сопутствующие операции (процессы) |
КК формы 6, 6а, 7, 7а по ГОСТ 3.1123 |
КК |
См. указания по применению для единичного, мелкосерийного производства с учетом степени детализации описания |
|
|
Операцион- ная карта (OК) формы 1, 1а, 2, 2а настоящего стандарта |
ОК |
Для разработки ОК на сборку, а также на операции, сопутствующие сборке, с указанием данных по технологическим режимам в тексте содержания перехода или на отдельной строке с привязкой к служебному символу Р. В формах ОК допускается оставлять зоны для графических иллюстраций |
||||
|
ОК формы 3, 3а настоящего стандарта |
ОК |
Для разработки ОК на операции, выполняемые с применением конвейера (автоматической линии) без применения средств механизации и автоматизации для их проектирования |
||||
|
ОК формы 1, 1а, 2, 2а, 3, 3а настоящего стандарта |
КТО, КТИ |
Для указания переменной информации к типовой (групповой) операции на ДСЕ одного обозначения в КТИ и постоянной информации в КТО |
||||
|
Настройка и регулировка |
ТИ, формы 5, 5а по ГОСТ 3.1105 |
КТП |
См. указания по применению ТИ/КТП для единичного, мелкосерийного производства с учетом степени детализации описания |
|||
|
ОК формы 2, 2а по ГОСТ 3.1502 |
ОК |
Для разработки ОК на настройку и регулировку. |
||||
|
КТО |
Для указания постоянной информации к ТО (ГО) настройки и регулировки |
|||||
|
Ведомость операций (ВОП), формы 1, 1а по ГОСТ 3.1502 |
ВОП |
Для указания состава операций настройки и регулировки, входящих в технологический процесс |
Примечание. Применение документов других видов, не указанных в табл.1, устанавливается в отраслевых нормативно-технических документах (НТД) или в документах на уровне предприятия (организации).
1.2. Требования к построению и заполнению операционных карт (ОК), устанавливаемых настоящим стандартом, (формы 1 и 1а, 2 и 2а, 3 и 3а) — по табл.2.
Таблица 2
|
Но- мер гра- фы |
Номер формы OK |
Размер графы |
Наименование (условное обозначение) графы |
Содержание графы |
|
|
мм |
коли- чество знаков |
||||
|
1 |
1, 1a, 2, 2a, 3 ,3a |
13,0 |
5 |
— |
Обозначение служебного символа и порядковый номер строки. Запись выполняют на уровне одной строки, например К06, М04. Допускается при указании номера строки от 01 до 09 применять вместо знака «0» знак «
«, например М
4 |
|
2 |
1 |
119,6 |
46 |
Код, наименование операции |
Код операции по технологическому классификатору операций, наименование операции. Допускается код операции не указывать |
|
2, 3 |
148,2 |
57 |
|||
|
3 |
1 |
132,6 |
51 |
Обозначение документа |
Обозначение документов, применяемых при выполнении данной операции, например технологическая инструкция. Состав документов следует указывать через разделительный знак «;» |
|
2 |
148,2 |
65 |
|||
|
4 |
1, 2 |
20,8 |
8 |
МИ |
Масса изделия по конструкторскому документу |
|
5 |
1 |
119,6 |
46 |
— |
Резервная графа. Заполняется по усмотрению разработчика. Графу можно использовать для записи информации об оборудовании |
|
6 |
1 |
114,4 |
44 |
Код, наименования оборудования |
Код, краткое наименование оборудования, его инвентарный номер. Информацию следует указывать через разделительный знак «;». Допускается взамен краткого наименования оборудования указывать модель, не указывать инвентарный номер |
|
2 |
130,0 |
50 |
|||
|
7 |
1, 2, 3 |
18,2 |
7 |
Тв |
Вспомогательное время на операцию |
|
8 |
1, 2 |
20,8 |
8 |
То |
Основное время на операцию |
|
3 |
18,2 |
7 |
|||
|
9 |
1, 1a |
119,6 |
46 |
Наименование детали, сб. единицы или материала |
Наименование деталей, сборочных единиц, материалов, применяемых при выполнении операции. Допускается вносить в графу информацию о толщине материала |
|
2, 2a |
169,0 |
65 |
|||
|
3, 3a |
169,0 |
65 |
|||
|
10 |
1, 1a |
75,4 |
29 |
Код, обозначение |
Обозначение (код) деталей, сборочных единиц по конструкторскому документу или материала по классификатору |
|
2, 2a |
72,8 |
28 |
|||
|
3, 3a |
72,8 |
28 |
|||
|
11 |
1, 1a, 2, 2a, 3, 3a |
13,0 |
5 |
ОПП |
Обозначение подразделения (склада, кладовой и т.п.) откуда поступают комплектующие детали, сборочные единицы или материалы; при разработке — куда поступают |
|
12 |
1, 1a, 2, 2a, 3, 3a |
13,0 |
5 |
ЕВ |
Код единицы величины (массы, длины и т. п.) детали, заготовки, материала по Классификатору СОЕИ. Допускается указывать единицы измерения величины |
|
13 |
1, 1a, 2, 2a, 3, 3a |
13,0 |
5 |
ЕН |
Единица нормирования, на которую установлена норма расхода материала, например 1, 10, 100 |
|
14 |
1, 1a, 2, 2a, 3, 3a |
18,2 |
7 |
КИ |
Количество деталей, сборочных единиц, применяемых при сборке изделия; при разборке — получаемых |
|
15 |
1, 1a, 2, 2a, 3, 3а |
20,8 |
8 |
Н. расх. |
Норма расхода материала |
|
16 |
3, 3a |
18,2 |
7 |
Поз. |
Номер позиции детали, сборочной единицы по эскизу или конструкторскому документу |
|
17 |
3 |
18,2 |
7 |
Т в. пр. |
Время вынужденного простоя в ожидании обслуживания за время обработки одной детали, мин |
|
18 |
3 |
18,2 |
7 |
Т сум. |
Суммарная норма времени на операцию |
|
19 |
3 |
18,2 |
7 |
Кол. за цикл |
Количество сборочных единиц (изделий) за цикл |
|
20 |
3 |
18,2 |
7 |
Тшт. |
Норма штучного времени на операцию |
|
21 |
3 |
18,2 |
7 |
Произв. |
Расчетно-часовая производительность оборудования |
|
22 |
3 |
41,6 |
16 |
Обозначение ИОТ |
Обозначение инструкций по охране труда, требования которых необходимо соблюдать при выполнении операции |
|
23 |
3 |
109,2 |
42 |
Наименование оборудования |
Наименование оборудования |
|
24 |
3 |
59,8 |
23 |
Код, обознач. оборудования |
Код, обозначение оборудования по классификатору |
|
25 |
3, 3а |
18,2 |
7 |
ПИ |
Номер позиции инструментальной наладки. Применяется по усмотрению разработчика |
|
26 |
3, 3а |
78,2 |
28 |
Наименование ТО |
Наименование технологической оснастки |
|
27 |
3, 3а |
57,2 |
22 |
Код, обозначение ТО |
Код, обозначение технологической оснастки по классификатору |
|
28 |
3, 3а |
20,8 |
8 |
Кол. |
Количество единиц технологической оснастки одного обозначения, одновременно применяемой при выполнении перехода |
Примечания:
1. В графе «количество знаков» указано число знаков, соответствующее ширине данной графы. Максимальное количество знаков, вносимых в графу, на один знак меньше числа знаков, указанных в табл.2.
2. Размеры граф даны исходя из шага печатающих устройств, равного 2,6 мм.
3. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
1.3. При описании технологического процесса сварки и пайки, независимо от типа и характера производства, документы на основные операции должны предусматривать операционное описание с обязательным указанием технологических режимов.
1.3.1. Параметры технологических режимов, в зависимости от вида (способа) сварки и пайки, следует указывать в последовательности, предусмотренной в типовых блоках режимов.
Типовые блоки режимов приведены в приложении 1.
1.3.2. Выбор соответствующего блока режимов и простановку параметров режимов осуществляет разработчик документов.
1.3.3. Типовые блоки режимов могут быть внесены в бланки документов после строки со служебным символом К/М с привязкой к служебному символу Р. В этом случае формы документов будут иметь специальное назначение и распространяться только на сварку или пайку конкретных видов (способов). Обозначение таких форм документов следует выполнять в соответствии с требованиями, изложенными в приложении 1.
Примечания:
1. Наиболее удобными формами документов для внесения типовых блоков технологических режимов в головку таблицы являются формы 2 и 1б МК по ГОСТ 3.1118 и ОК формы 1 и 1а настоящего стандарта.
2. При наличии большого количества параметров режимов допускается размещать часть информации в строке со служебным символом О после текста содержания перехода.
1.3.4. При использовании сварки или пайки различных видов (способов) в одном технологическом процессе, а также для документов формата А4 с вертикальным расположением поля подшивки следует применять построчную запись информации по технологическим режимам с привязкой к служебному символу Р. В этом случае информацию следует записывать после записи содержания операции (перехода) и данных по технологической оснастке с указанием наименований или условных обозначений параметров режимов и единиц величины. Отсутствующие в блоке режимов параметры допускается записывать таким же образом. Запись информации следует выполнять по всей длине строки с возможностью переноса информации на последующие строки.
1.3.5. Обозначения единиц величин параметров технологических режимов следует указывать в заголовке графы (если позволяет место) или непосредственно при записи параметров.
1.4. Для документов, проектируемых на прочие методы сборки, включая основные и сопутствующие процессы и операции, необходимость указания соответствующих режимов, их состав и оформление устанавливает разработчик документов.
2. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ ДОКУМЕНТОВ
2.1. Общие требования к формам и бланкам документов при проектировании документов и общие требования к их оформлению:
— по ГОСТ 3.1129 и ГОСТ 3.1130 — без применения средств механизации и автоматизации;
— по ГОСТ 2.004 — с применением средств механизации и автоматизации.
2.2. При подготовке форм МК и форм 1, 1а ОК к размножению допускается предусматривать в формах документов зоны для внесения графических иллюстраций к процессам и операциям.
Зоны следует располагать в нижней части форм документов. Размеры зон устанавливает разработчик документов исходя из кратности интервалу печатающих устройств.
При использовании зон для внесения текстовой информации в формах документов следует применять линии, выполненные знаками «-» или «.», обозначающие границу строк и граф. Интервалы пунктирных линий устанавливает разработчик документов, исходя из обеспечения четкости выполнения графических иллюстраций. Допускается не указывать пунктирные линии.
Пример оформления МК/ОК для слесарных работ приведен в приложении 2.
2.3. Запись операций и переходов в документах следует выполнять:
— по ГОСТ 3.1703 — для слесарных, слесарно-сборочных работ;
— по ГОСТ 3.1704 — для пайки и лужения;
— по ГОСТ 3.1705 — для сварки.
Примечание. Запись наименования операций для сборки, включая сопутствующие процессы и операции, выполняют по классификатору технологических операций (КТО), а запись содержания соответствующих операций и переходов — в соответствии с требованиями, установленными на уровне отрасли или предприятия (организации).
2.4. Общие требования к комплектности и оформлению комплектов документов:
— по ГОСТ 3.1119 — для единичных технологических процессов;
— по ГОСТ 3.1121 — для типовых (групповых) технологических процессов (операций).
2.5. Отражение и оформление общих требований безопасности труда в технологической документации — по ГОСТ 3.1120.
2.6. При применении форм МК, выполняющих функции документов других видов, их оформление следует выполнять в соответствии с правилами для документов применяемых видов, предусмотренными стандартами ЕСТД. При этом в графе 28 блока Б6 основной надписи по ГОСТ 3.1103 следует проставлять через дробь условное обозначение соответствующего вида документа, функции которого выполняет МК, например МК/КТП, МК/ОК и т.д.
2.7. При маршрутно-операционном описании выбор состава операций, подлежащих операционному и маршрутному описанию, устанавливает разработчик документов с учетом требований п.1.3.
2.8. При описании операций запись информации следует выполнять в следующем порядке с привязкой к служебным символам:
— А, Б, К/М, О, Т, Р — для форм МК с горизонтальным расположением поля подшивки;
— В, Г, Д, Л/М, Н/М, О, Т, Р — для форм МК с вертикальным расположением поля подшивки;
— К/М, О, Т, Р — для форм ОК с горизонтальным расположением поля подшивки;
— Л/М, Н/М, О, Т, Р — для форм ОК с вертикальным расположением поля подшивки.
2.8.1. При применении форм МК/ОК запись информации в графах, относящихся к служебным символам А, Б или В, Г, Д и Е, следует выполнять по ГОСТ 3.1118 с учетом дополнений:
— в графе «Обозначение документа» следует приводить ссылки на применяемые ТИ и инструкции по охране труда (ИОТ);
— в графе «Код, наименование оборудования» дополнительно для сварочных операций, при необходимости, указывать род сварочного тока;
— не заполнять графы по трудозатратам, кроме граф «Тп.з» и «Тшт.», в которые следует вносить данные по суммарному вспомогательному и основному времени соответственно.
2.8.2. Запись информации в графах, относящихся к служебным символам К/М, Л/М, Н/М, независимо от применяемых форм документов, следует выполнять в следующем порядке: вначале следует указывать информацию о комплектующих составных частях изделия (сборочной единицы), затем о применяемых основных и вспомогательных материалах на операцию.
Для внесения изменений следует оставлять незаполненными одну-две строки между информацией о комплектующих составных частях изделия и данных об основных и вспомогательных материалах, а также перед описанием содержания первого перехода.
2.8.3. При указании данных в графах, относящихся к служебным символам К/М или Л/М, Н/М для операций сварки и пайки, дополнительно допускается указывать после наименования деталей, сборочных единиц (ДСЕ) марку и толщину материала, а в графах, предусматривающих внесение информации по основным и вспомогательным материалам, следует указывать данные о материалах для сварки и пайки, включая присадочный материал, припои, газы, флюсы и т.п.
Допускается записывать информацию по всей длине строки с возможностью переноса информации на последующие строки и указывать номер позиции перед наименованием ДСЕ.
2.9. Описание содержания переходов в операциях следует выполнять с привязкой к служебному символу 0 по всей длине строки с возможностью переноса информации на последующие строки.
2.9.1. При описании содержания основного и вспомогательного переходов необходимо соответственно указывать данные по То и Тв .
Указание данных следует выполнять на уровне строки, где заканчивается описание содержания перехода.
Примечание. Простановку данных по То и Тв в формах ОК следует выполнять соответственно в графах 14 и 15, в формах МК/ОК — соответственно в графах Тп.з. и Тшт.
2.9.2. При разработке графических иллюстраций и указании на них графических обозначений опор, зажимов и зажимных устройств допускается описание содержания вспомогательных переходов не выполнять.
2.9.3. В содержание основных переходов допускается включать дополнительную информацию:
— данные по технологическим режимам, для которых типовые блоки технологических режимов не разработаны, например склеивание, пропитка, сушка, настройка и т.п.;
— размеры сварных или паяных соединений (не приведенные на КЭ), например длину сварного шва, толщину и ширину паяного шва и т.п. Необходимость и целесообразность отражения дополнительной информации устанавливает разработчик документов.
2.9.4. Для указания формы и размеров сварных или паяных соединений следует применять вспомогательные знаки и обозначения:
— по ГОСТ 2.312 — для сварных соединений;
— по ГОСТ 19249 — для паяных соединений, а также по соответствующим государственным и отраслевым стандартам на типы, конструктивные элементы и размеры сварных (паяных) соединений.
2.10. Указание данных по технологической оснастке следует выполнять с привязкой к служебному символу Т в следующей последовательности: стапели, приспособления, вспомогательный инструмент, слесарный и слесарно-монтажный инструмент, режущий инструмент, специальный инструмент, средства измерений.
2.10.1. Запись информации по технологической оснастке следует выполнять по всей длине строки с возможностью переноса информации на последующие строки.
Допускается:
— выполнять раздельную запись информации по видам технологической оснастки с применением условных обозначений ее видов:
стапели — СТ,
приспособления — ПР,
вспомогательный инструмент — ВИ,
слесарный и слесарно-монтажный инструмент — СЛ,
режущий инструмент — РИ,
специальный инструмент — СП,
средств измерений — СИ;
-выполнять на каждой строке запись кода (обозначения) и наименования одного вида технологической оснастки.
2.10.2. В целях исключения дублирования информации данные по общей технологической оснастке, применяемой на всей операции, следует указывать после описания содержания первого перехода.
2.10.3. При записи информации по технологической оснастке, применяемой для сварки и пайки, допускается указывать дополнительную информацию, например материал и размеры электродов для контактной сварки, размеры канавок для формирования сварного шва, диаметр сопла, номер мундштука для газовой горелки и т.п.
2.11. При разработке процессов (операций), выполняемых с применением специальных средств технологического оснащения (конвейеров для сборки, автоматизированных линий и т.п.) следует применять ОК формы 3 и 3а совместно с МК.
Порядок внесения и расположения текстовой и графической информации в формах устанавливает разработчик документов с учетом следующих требований:
— на первом листе следует указывать общую информацию на весь процесс. Графы, относящиеся к служебным символам Л/М, Н/М, О и Т, допускается не заполнять. В качестве графических иллюстраций рекомендуется указывать общую схему компоновки линии с привязкой к рабочим местам;
— описание операций следует выполнять в технологической последовательности с указанием всех необходимых данных, включая графические иллюстрации;
— запись информации в графах, относящихся к служебным символам Л/М, Н/М и Т, следует выполнять с таким расчетом, чтобы оставить необходимую зону (место) для соответствующих графических иллюстраций. При необходимости графическая или текстовая информация может быть приведена на последующем листе (листах);
— при подробной графической иллюстрации к операции допускается краткое описание содержания операции, например «Собрать детали 1, 2 и 3. Прихватить, а затем сварить детали 2 и 3».
Для операций сварки и пайки в целях удобства указания данных по технологическим режимам следует выделять две-три строки в нижней части формы документа. Длину строки следует устанавливать исходя из состава включаемой информации (в соответствии с рекомендациями по использованию типовых блоков режимов), а количество строк — от числа вводимых блоков.
2.11.1. Допускается применять формы 3б МК по ГОСТ 3.1118 или 2а ОК настоящего стандарта взамен формы 3а.
2.11.2. Пример оформления ОК приведен в приложении 2.
2.12. При разработке документов для специализированных рабочих мест с целью переналадки оборудования в зависимости от марки и толщины материала допускается применять МК/КН.
2.12.1. Формы МК/КН допускается применять в виде самостоятельных документов или в составе документов на типовые и групповые операции.
2.12.2. При применении форм МК/КН в качестве самостоятельных документов в них следует приводить данные о применяемых средствах технологического оснащения, о материалах и их толщинах с привязкой к конкретному блоку режимов. Запись информации следует выполнять с привязкой к служебным символам М и Р. При применении материалов одной марки, но разной толщины запись информации следует выполнять в последовательности: на первой строке указать толщину материала, на второй — соответствующий блок режимов. Рекомендуется оставлять незаполненными одну-две строки между данными, относящимися к конкретному материалу и блоку режимов.
2.13. Примеры оформления МК/КТП приведены в ГОСТ 3.1119, МК/КТТП и МК/ВТП — в ГОСТ 3.1121.
ОПЕРАЦИОННАЯ КАРТА
(первый или заглавный лист)
|
|
ОПЕРАЦИОННАЯ КАРТА
(последующие листы)
|
|
ОПЕРАЦИОННАЯ КАРТА
(первый или заглавный лист)
|
|
ОПЕРАЦИОННАЯ КАРТА
(последующие листы)
|
|
ОПЕРАЦИОННАЯ КАРТА
(первый или заглавный лист)
|
|
ОПЕРАЦИОННАЯ КАРТА
(последующие листы)
|
|
ПРИЛОЖЕНИЕ 1
Обязательное
ТРЕБОВАНИЯ К ЗАПОЛНЕНИЮ И ОФОРМЛЕНИЮ ТИПОВЫХ БЛОКОВ РЕЖИМОВ, ПРИМЕНЯЕМЫХ В ДОКУМЕНТАХ НА СВАРКУ И ПАЙКУ
1. При описании операций сварки и пайки следует применять типовые блоки режимов, указанные соответственно на черт.1 и 2. Другие блоки режимов допускается устанавливать на уровне отрасли или предприятия (организации).
2. Размеры граф, входящих в блоки режимов, устанавливает разработчик документов, исходя из:
— максимальной длины строки — 286 мм (110 знаков) (минус размер графы для обозначения служебных символов и порядкового номера строки);
— необходимости размещения граф таким образом, чтобы вертикальные линии, разделяющие графы строки со служебным символом К/М и графы блока режимов, по возможности совпадали;
— требуемого количества знаков для записи параметров режимов с учетом единиц величины;
— возможности дополнения информацией, отсутствующей в блоках режимов, приведенных на черт.1 и 2.
3. При введении в формы документов блоков режимов в строке со служебным символом Р следует указывать сокращенное обозначение блока режимов по черт.1 и 2, например РС3 — блок режимов газовой сварки, РП2 — блок режимов пайки в печи.
На последующих строках форм документов следует указывать только служебный символ Р.
4. Графы блоков режимов сварки (РС1-РС8) следует заполнять в соответствии с табл.3.
Таблица 3
|
Но- мер графы |
Условное обозначение графы при |
Номер блока режимов сварки |
Содержание графы |
|
|
ручном способе запол- нения |
автомати- зированном проек- тировании |
|||
|
1 |
ПС |
ПС |
РС1, РС3 |
Обозначение положения сварки по ГОСТ 11969-93* |
|
2 |
НП |
НП |
РС1, РС3 |
Номер прохода для многослойных сварных швов |
|
3 |
DC |
DC |
РС1 |
Диаметр сопла для сварки в защитных газах со струйной защитой |
|
4 |
lс |
LC |
РС1 |
Расстояние от торца сопла до поверхности свариваемых деталей для дуговой сварки в защитных газах со струйной защитой |
|
5 |
lэ |
LЭ |
РС1 |
Вылет электрода (расстояние от точки токоподвода до конца электрода, на котором горит дуга) |
|
6 |
Пл |
ПЛ |
РС1 |
Обозначение полярности (П — прямая, О — обратная) |
|
7 |
U |
U |
РС1 |
Напряжение при электрошлаковой сварке. |
|
Напряжение дуги при остальных способах сварки |
||||
|
PС2 |
Ускоряющее напряжение |
|||
|
РС4, РС5 |
Вторичное напряжение холостого хода или ступень регулирования контактной машины. |
|||
|
Зарядное напряжение при сварке на конденсаторной машине |
||||
|
8 |
I |
I |
РС1, РС2 |
Сила сварочного тока (при сварке трехфазной дугой — в цепи электрод-изделие) |
|
9 |
vc |
VC |
РС1, РС2, PС4, РС8 |
Скорость сварки |
|
10 |
vп |
VП |
РС1, РС2 |
Скорость подачи присадочного металла |
|
11 |
qoз |
QO3 |
РС1, РС8 |
Расход защитного (плазмообразующего) газа для основной защиты в единицу времени |
|
12 |
qдз |
QДЗ |
РС1, РС8 |
Расход защитного (плазмообразующего) газа для дополнительной защиты в единицу времени |
|
13 |
qк |
QK |
РС1 |
Расход защитного газа для защиты корня шва в единицу времени |
|
14 |
Ти |
ТИ |
РС1, РС2 РС8 |
Длительность импульса сварочного тока |
|
15 |
Тп |
ТП |
РС1, РС4 РС8 |
Длительность паузы между импульсами сварочного тока |
|
16 |
— |
— |
РС1-РС8 |
Резервная графа для указания дополнительной информации по режимам сварки. Заполняется по усмотрению разработчика |
|
17 |
lп |
LП |
РС2 |
Расстояние от среза электронной пушки до поверхности свариваемых деталей |
|
18 |
Iф |
IФ |
РС2 |
Сила тока фокусирующей катушки |
|
19 |
f |
Ч |
РС2 |
Частота импульсов |
|
20 |
HM |
НМ |
РС3 |
Номер мундштука |
|
21 |
Рк |
PK |
РС3 |
Давление кислорода |
|
22 |
Рг |
РГ |
РС3 |
Давление горючего газа |
|
23 |
Fпp |
FПР |
РС4, РС7 |
Предварительное усилие сжатия |
|
24 |
Tпр |
ТПР |
РС4 |
Длительность приложения предварительного усилия сжатия |
|
25 |
I
|
I1 |
РС4, РС5 |
Сила тока первого импульса (подогрева) |
|
26 |
F
|
F1 |
РС4, РС5 |
Сварочное усилие сжатия при первом импульсе (подогреве) |
|
РС6 |
Усилие сжатия в стадии нагрева заготовок |
|||
|
27 |
T
|
T1 |
РС4, РС5 |
Длительность первого импульса (подогрева) |
|
РС6 |
Длительность нагрева заготовок |
|||
|
28 |
I
|
I2 |
РС4, РС5 |
Сила тока второго импульса (сварки) |
|
29 |
F
|
F2 |
РС4, РС5 |
Сварочное усилие сжатия при втором импульсе тока |
|
РС6 |
Усилие сжатия в стадии осадки |
|||
|
РС7 |
Рабочее усилие сжатия |
|||
|
30 |
Т
|
Т2 |
РС4, РС5 |
Длительность второго импульса |
|
РС6 |
Длительность осадки |
|||
|
РС7 |
Длительность приложения рабочего усилия сжатия |
|||
|
31 |
Fк |
FК |
РС4, РС5 |
Ковочное усилие сжатия |
|
32 |
Тк |
ТК |
РС4, РС5 |
Длительность приложения ковочного усилия |
|
33 |
Е |
Е |
РС4 |
Электрическая емкость конденсаторов (для конденсаторной сварки) |
|
34 |
lус |
LУС |
РС5, РС6 |
Установочная длина заготовки. Если установочные длины для двух заготовок различны, то следует записывать через запятую оба их значения с указанием в скобках номера позиции по конструкторскому документу или эскизу |
|
35 |
Пр |
ПР |
РС5, РС6 |
Общий припуск |
|
36 |
Пр
|
ПР1 |
РС5 |
Припуск на оплавление |
|
РС6 |
Припуск на осадку при нагреве заготовок |
|||
|
37 |
Fзаж |
FЗАЖ |
РС5 |
Усилие зажатия стыковой машины |
|
38 |
vо |
VO |
РС5 |
Скорость оплавления |
|
39 |
n |
ЧВ |
РС6 |
Частота или угловая скорость относительного вращения заготовок |
|
40 |
Рв |
РВ |
РС7 |
Давление в камере после вакуумирования |
|
41 |
Т-ра |
Т-РА |
РС7 |
Температура сварки |
|
42 |
vн |
VН |
РС7 |
Скорость нагрева |
|
43 |
vox |
VOX |
РС7 |
Скорость охлаждения |
|
44 |
N |
N |
РС8 |
Мощность излучения |
|
45 |
Расходим. |
РАСХОДИМ. |
РС8 |
Расходимость луча |
|
46 |
Dл |
DЛ |
РС8 |
Диаметр луча |
|
47 |
lф |
LФ |
РС8 |
Фокусное расстояние |
|
48 |
lз |
L3 |
РС8 |
Заглубление фокуса относительно поверхности свариваемого изделия |
5. Графы блоков режимов пайки (РП1-РП8) следует заполнять в соответствии с табл.4.
Таблица 4
|
Но- мер графы |
Условное обозначение графы при |
Номер блока режимов пайки |
Содержание графы |
|
|
ручном способе заполнения |
автомати- зированном проек- тировании |
|||
|
1 |
ПС |
ПС |
РП1-РП8 |
Условное обозначение паяного шва по ГОСТ 19249 |
|
2 |
v |
v |
РП1, РП4, РП7, РП8 |
Скорость перемещения источника нагрева или изделия |
|
3 |
vп |
vП |
РП1 |
Скорость подачи припоя |
|
4 |
Т-ра пп |
Т-РА ПП |
РП1 |
Температура предварительного подогрева детали (сборочной единицы) |
|
5 |
Т-ра ж |
Т-РА Ж |
РП1 |
Температура жала паяльника |
|
6 |
Пл |
ПЛ |
РП1 |
Вид пламени (нормальное, окислительное, науглероживающее). При заполнении графы применяют сокращения: норм., окисл., наугл. |
|
7 |
qг |
QГ |
РП1, РП2, РП5 |
Расход газа в единицу времени |
|
8 |
НМ |
НМ |
РП1, РП5 |
Номер наконечника (мундштука) |
|
9 |
Тн |
ТН |
РП1-РП8 |
Время нагрева при пайке |
|
10 |
Тох |
ТОХ |
РП1-РП8 |
Время охлаждения при пайке |
|
11 |
— |
— |
РП1-РП8 |
Резервная графа для указания дополнительной информации по режимам пайки. Заполняется по усмотрению разработчика |
|
12 |
vк |
VК |
РП2, РП3 |
Скорость движения конвейера (манипулятора) |
|
13 |
vн |
VH |
РП2, РП4 |
Скорость нагрева при пайке |
|
14 |
Т-ра ив |
Т-РА ИВ |
РП2, РП6 |
Температура изотермической выдержки |
|
15 |
Т-ра п |
Т-РА П |
РП2, РП4 |
Температура пайки |
|
РП3 |
Температура припоя в ванне |
|||
|
16 |
Тив |
ТИВ |
РП2, РП6 |
Время изотермической выдержки |
|
17 |
Тв |
ТВ |
РП2, РП3 |
Время выдержки при пайке |
|
18 |
Fд |
FД |
РП2, РП6 |
Усилие сжатия паяемых деталей |
|
19 |
Ср |
СР |
РП2 |
Вид среды в печах (воздушная, защитная, восстановительная, окислительная, вакуумная). При заполнении графы применяют сокращения: возд., защит., восст., окисл., вак. |
|
20 |
Т-ра р |
Т-РА Р |
РП2 |
Точки росы газа |
|
21 |
Ро |
РО |
РП2, РП7 |
Значение остаточного давления в рабочей вакуумной камере |
|
22 |
qвф |
QВФ |
РП3 |
Расход воздуха при пенном флюсовании |
|
23 |
Рф |
РФ |
РП3 |
Давление струи флюса |
|
24 |
Ук |
УК |
РП3 |
Угол наклона конвейера при пайке волной припоя |
|
25 |
vпи |
VПИ |
РП3 |
Скорость подъема изделия из расплавленного припоя при пайке погружением |
|
26 |
fв |
ЧВ |
РП3 |
Частота вибрации изделия при подъеме из расплавленного припоя |
|
27 |
А |
А |
РП3 |
Амплитуда вибрации изделия |
|
28 |
lи |
LИ |
РП4 |
Зазор между индуктором и изделием или приспособлением |
|
29 |
Nг |
NГ |
РП4 |
Мощность генератора |
|
30 |
Iи |
IИ |
РП4 |
Сила тока индуктора |
|
31 |
Iг |
IГ |
РП4 |
Сила тока генератора |
|
32 |
Uг |
UГ |
РП4 |
Напряжение генератора |
|
33 |
Uи |
UИ |
РП4 |
Напряжение индуктора |
|
34 |
DЭ |
DЭ |
РП5 |
Диаметр электрода |
|
35 |
DC |
DC |
РП5 |
Диаметр сопла |
|
36 |
П |
П |
РП5 |
Обозначение полярности (П — прямая, О — обратная) |
|
37 |
l |
L |
РП5 |
Расстояние от торца электрода или сопла до поверхности паяемых деталей |
|
38 |
Uд |
UД |
РП5 |
Напряжение дуги |
|
39 |
Iд |
IД |
РП5 |
Сила тока дуги |
|
40 |
У |
У |
РП5 |
Угол наклона горелки или электрода |
|
41 |
F |
F |
РП5 |
Сжимающее усилие на электродах при электродуговой пайке |
|
42 |
Fпp |
FПP |
РП6 |
Предварительное усилие сжатия |
|
43 |
Тпр |
ТПР |
РП6 |
Время приложения предварительного усилия сжатия |
|
44 |
l
|
I1 |
РП6 |
Сила тока первого импульса (подогрева) |
|
45 |
Fc |
FC |
РП6 |
Усилие сжатия при пайке |
|
46 |
lп |
IП |
РП6 |
Сила тока при пайке |
|
47 |
Fив |
FИВ |
РП6 |
Усилие сжатия при изотермической выдержке |
|
48 |
Iив |
IИВ |
РП6 |
Сила тока при изотермической выдержке |
|
49 |
lп |
LП |
РП7, РП8 |
Расстояние от источника энергии до поверхности паяемых деталей |
|
50 |
Uy |
UУ |
РП7 |
Ускоряющее напряжение |
|
51 |
Iф |
IФ |
РП7 |
Сила тока фокусирующей катушки |
|
52 |
Iэ |
IЭ |
РП7 |
Сила тока эмиссии |
|
53 |
s |
S |
РП7, РП8 |
Площадь облучаемой зоны |
|
54 |
f |
Ч |
РП8 |
Частота импульсов |
|
55 |
Uил |
UИЛ |
РП8 |
Напряжение излучателя |
|
56 |
ПМ |
ПМ |
РП8 |
Максимальная плотность лучистого потока в облучаемой зоне |
|
57 |
Плс |
ПЛС |
РП8 |
Средняя плотность лучистого потока в облучаемой зоне |
|
58 |
W |
W |
РП8 |
Вид концентрированной энергии (инфракрасное излучение, излучение лазера, сфокусированный световой луч). |
|
При заполнении графы применяются сокращения: инфр. и., изл. лаз., сф. св. л. |
Типовые блоки технологических режимов сварки
|
|
Черт.1
Типовые блоки технологических режимов пайки
|
|
Черт.2
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРИМЕРЫ ОФОРМЛЕНИЯ ДОКУМЕНТОВ, ВЫПОЛНЕННЫХ НА МК И ОК
Пример распечатки формы ОК на АЦПУ ЭВМ
|
|
Оформление ОК, выполненной на МК, на слесарную операцию
|
|
Оформление ОК на пайку в печи
|
|
Оформление ОК на контактную точечную сварку, выполняемую на автоматической линии
|
|
Оформление ОК на сборку
|
|
10 шагов для создания стандартной операционной процедуры (СОП)
— 1 ШАГ. Определи типовые операции
— 2 ШАГ. Предложи их выполнить опытным сотрудникам
— 3 ШАГ. Сфотографируй каждый шаг
— 4 ШАГ. Опиши каждое действие, приложи фото
— 5 ШАГ. Внеси необходимые символы и знаки
— 6 ШАГ. Проверь СОП
— 7 ШАГ. Согласуй и утверди СОП
— 8 ШАГ. Обучи сотрудников работать на СОП
— 9 ШАГ. Размести СОП на рабочем месте
— 10 ШАГ. Контролируй выполнение
ЗАЧЕМ НУЖНА СТАНДАРТНАЯ ОПЕРАЦИОННАЯ ПРОЦЕДУРА (СОП)?
Этот инструмент:
● Повышает безопасность и качество работ
● Помогает выявлять проблемы и отклонения от стандарта
● Экономит время
● Разберем теперь Этапы составления СОП
Этап 1. Подготовка команды
Определить команду:
— Опытные работники;
— Линейные руководители;
— Технологи.
Обучить инструменту СР
— Изучить возможности СР;
— Понять необходимость применения.
Распределить роли
Этап 2. Выбор процесса и операций
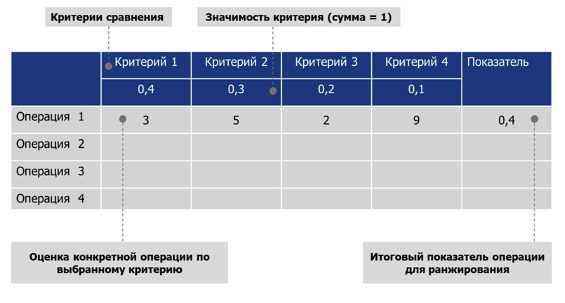
Матрица приоритизации
Алгоритм применения матрицы приоритизации:
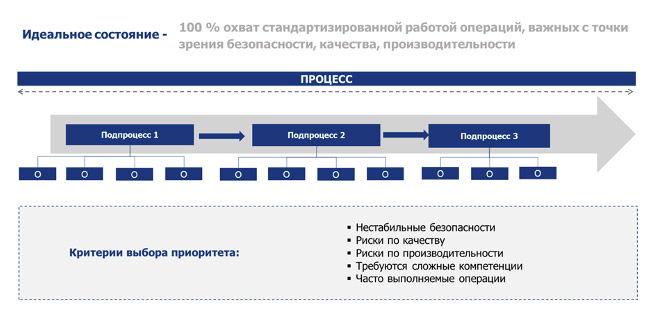
1. Определяются критерии для сравнения. Как было сказано ранее, для стандартизированной работы в качестве критериев используются: безопасность, качество, производительность, сложность, частота.
2. Для каждого критерия определяется вес от 0,1 до 1, характеризующий значимость данного критерия при сравнении. Сумма весов всех критериев должна быть равной 1.
3. Каждая операция оценивается с точки зрения каждого критерия (на пересечении столбцов скритериями и строк с операциями) по шкале определенной шкале, где минимальное значение соответствует минимальному влиянию критерия на операцию, а максимальное значение — наибольшему влиянию критерия.
4. Оценки операции умножаются на вес критерия и суммируются по строкам, определяя ранг операций, который служит основой для сравнения операций между собой.
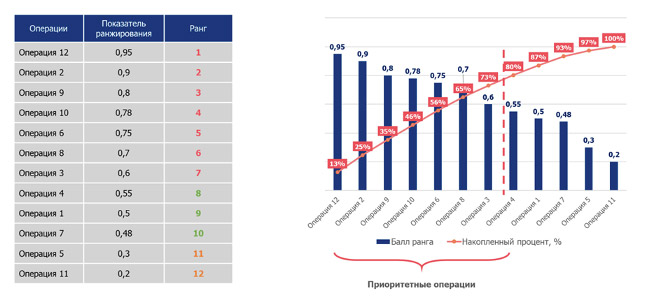
Ранжирование
По результатам матрицы приоритизации составляется ранжированный перечень операций, из которого, в соответствии с принципом Парето, выбираются операции, которые интегрируют 80% значимости всех операций, выбранных для ранжирования.
Этап 3. Анализ текущего состояния

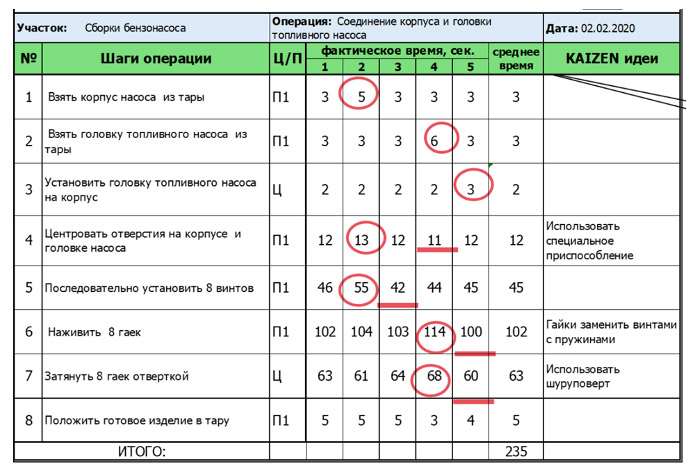
Хронометраж- метод изучения затрат рабочего времени с помощью фиксации и замеров продолжительности выполняемых действий на рабочем месте. Позволяет выделить операции, создающие ценность и не создающие ценность.
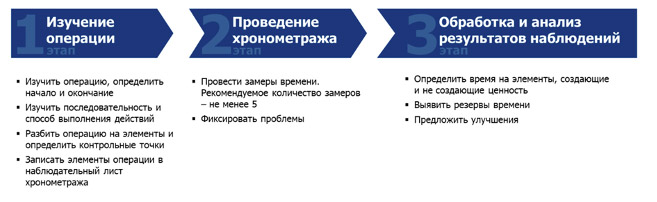
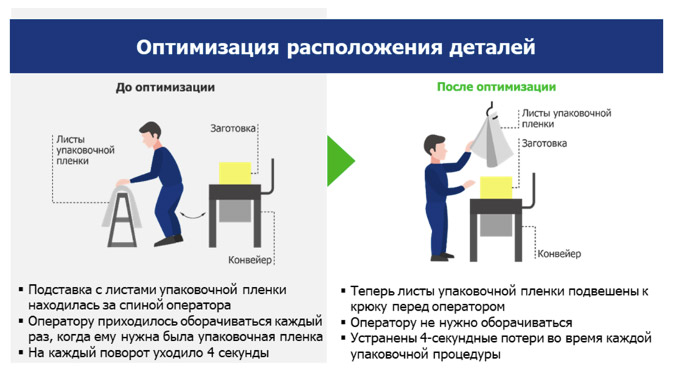
Диаграмма спагетти – это инструмент, который позволяет визуализировать физическое передвижение и расстояния, задействованные в процессе. Цель построения диаграммы спагетти- рационально разместить рабочие места в потоке и устранить потери при транспортировке и перемещении.
Диаграмма спагетти дает возможность:
· Понять какие маршруты самые длинные и часто повторяющиеся.
· Увидеть пересекающиеся маршруты.
Именно эти маршруты требуют пристального внимания. Проведя анализ этих маршрутов, можно легко определить потенциал для ускорения и упрощения процесса.
Загрузки операторов
Диаграмма загрузки операторов – строится для того, чтобы наглядно увидеть отклонения между временем цикла и временем такта, сбалансировать загрузку операторов, а также разделить операции на создающие ценность и не создающие ценность.
Полную информацию об операциях можно получить только при помощи проведения полного анализа, который предполагает фиксирование всех операций, разделение их на элементы и определения ценности и потерь.
Этап 4. Анализ потерь при выполнении операций

Пример рационального рабочего места
Пример оформления листа замеров
Пример анализа идей по усовершенствованию операции

При описании операций необходимо ответить на нижеперечисленные вопросы:
«Что?» — указание, что нужно делать (взять, закрутить)
«Как?» — указание, каким образом наиболее правильно нужно выполнять операцию (закрутить по часовой стрелке)
Почему?» — указание что должно произойти, почему надо делать именно так
Опишите действие
· В первом предложении, описывающем действие, будьте кратки
· Начинайте с глагола в неопределённой форме (взять, сделать, внести и т.д.)
· Описывайте одно действие
Добавьте визуализацию
Добавьте в СОП визуализацию. Это может быть фотография/схема/ рисунок. Отметьте на рисунке объекты и действия.
Схема перемещений
Если действия в рамках одной операции необходимо выполнять в нескольких местах/точках, использование схемы перемещений необходимо. На схему оборудования наносятся точки выполнения действий, которые нумеруются в соответствии с нумерацией действий в СОП
Места размещения СОП: ВАЖНО! В прямой видимости для пользователя:
а) Непосредственно в месте выполнения работ – при стабильных рабочих местах
б) В виде брошюры, карманного справочника — для нестабильных рабочих мест или рабочих мест на воздухе
Внедрение СОП: обучение и контроль
ОБУЧЕНИЕ РАБОТНИКОВ:
• Знакомство с операцией по СОП
• Демонстрация выполнения операции инструктором по СОП
• Повторение выполнения операции работником
КОНТРОЛЬ и МОНИТОРИНГ:
• Проверка исполнения работ в соответствии со стандартом с определенной периодичностью
Для повышения эффективности производства стандартизированную работу необходимо проводить в виде цикличного процесса, где цикл внедрение-улучшение должен повторяться, постепенно сокращая время выполнения операции или процесса. Можно представить этот процесс в виде цикла PDCA: Plan — планируй, Do — делай, Chekконтролируй, Aсt — реагируй на отклонения, Где этап планирования – это разработка документов стандартизированной работы, этап действия – это обучение персонала и работа по разработанным стандартам, этап контролируй – это наблюдение за выполнением стандартизированной работы, выявление проблем, препятствующих реализации стандартизированной работы, этап – реагируй на отклонения – это устранение отклонений и усовершенствование стандартов.
И этот цикл должен постоянно повторяться. Если на производстве считают, что, внедрив один раз стандартизированную работу можно остановиться, то происходит регресс. Главное условие стандартизированной работы – цикл внедрения и улучшения – это непрерывный процесс!
Тематические исследования взяты из пилотных проектов и предлагают фрагменты деловой жизни, фокусируясь на актуальных проблемах и решениях, с которыми сталкиваются компании. Диагностика которых подчеркивает насущную необходимость перехода бизнеса к устойчивым практикам. Это особенно актуально в условиях сегодняшнего кризиса, когда бизнесу необходимо сотрудничать с консалтингом для разработки проектных дорожных карт.
Прокладывание пути к устойчивому развитию в фирме — это многосторонний подход, учитывающие методики и инструменты БП, и понимание этого в контексте того, что делает развитие производственных систем (РПС), дает более широкую картину для любой малой, средней или крупной фирмы, позволяющей стратегически планировать и сообщать о своем подходе к достижению Целей устойчивого развития (ЦУР), а также четко демонстрировать, что они ориентированы на подлинную заботу развития фирмы. Выездные сессии на производственные площадки предлагает немедленные решения общих проблем, с которыми менеджеры сталкиваются на работе каждый день. Каждый курс у нас снабжен практичными инструментами, самопроверками и примерами из проектной жизни, которые помогут вам определить свои сильные и слабые стороны и отточить критические навыки. Находитесь ли вы за своим рабочим столом, на совещании или в дороге, эти модули позволят вам решать повседневные задачи с большей скоростью, сообразительностью и эффективностью.
Наши посты дают вам идеи, понимание и лучшие практики, которые помогут вам справиться с вашими управленческими задачами и продвинуться по карьерной лестнице.
- Главная
- Новости
- Коронавирус
- Анонсы
- Новости
- Об организации
- Правление
- План работы
- Как вступить в ПАС ВСМФО
- Партнеры
- Контакты
- Вакансии
- Аттестация
- Аккредитация
- Первичная специализированная аккредитация
- Периодическая аккредитация
- Cекции
- Анестезиология и реаниматология
- Онкология
- Акушерская секция
- Новая модель медицинской организации, оказывающей первичную медико-санитарную помощь
- Диетология
- Паллиативная медицинская помощь
- Методический отдел
- Нормативные документы
- СОП
- Методические материалы для специалистов
- Эпидемиология
- Сестринское дело
- Сестринское дело в педиатрии
- Сестринское дело при инфекциях
- Операционное дело
- Организаторам сестринского дела
- Метрология
- Качество медицинской помощи
- Полезная информация
- Вопрос — ответ
- Полезные ресурсы
- Материалы конференций
- Видеоматериалы
- Профессиональные стандарты
УВАЖАЕМЫЕ КОЛЛЕГИ!
Предлагаем принять участие главным и старшим медицинским сестрам в исследовании по эффективности обучения и профессионального развития кадров.
Заполненную анкету просим выслать на электронную почту: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Поиск
Мы на связи
Если у вас есть идеи, предложения или вопросы, пожалуйста, напишите нам, используя форму ниже.
- Методический отдел
- СОП
СОП
Многие наши коллеги активно разрабатывают и внедряют в работу медицинских сестер стандартные операционные процедуры (СОПы) и делятся своими успехами.
О нас
ПАС ВСМФО — Профессиональная ассоциация специалистов с высшим и средним медицинским и фармацевтическим образованием
medsestra52.ru
603005, г.Нижний Новгород, ул Семашко, д.22 литер Д
8-831-432-05-62
pas-vsmfo52@mail.ru
@medsestra_52
Единого понимания, что такое «производственная инструкция», какова ее структура и что она должна содержать, нет, поэтому у многих специалистов возникают сложности при ее составлении. Попробуем разобраться в этом.
Организация, эксплуатирующая ОПО, обязана проводить подготовку и аттестацию работников в области промышленной безопасности[1]. И если с ИТР все более-менее понятно — они обязаны проходить обучение по промышленной безопасности в порядке повышения квалификации по дополнительным образовательным программам (не менее 16 часов) и аттестацию в законном порядке, то с рабочими все не так однозначно.
Работники ОПО обязаны проходить подготовку в области промышленной безопасности в соответствии с требованиями к таким работникам, установленными федеральными нормами и правилами в области промышленной безопасности[2] (далее — ФНП). Формы указанной подготовки определяются организацией, эксплуатирующей ОПО. Производственная инструкция (далее — ПИ) является одним из инструментов такой подготовки.
При этом ФНП не раскрывают понятие ПИ, не устанавливают требования к ее содержанию. В некоторых ФНП указывается, что на ОПО должны быть инструкции с другим названием, например технологические инструкции, рабочие инструкции или технологические регламенты. Единого понимания, что такое «производственная инструкция», какова ее структура и что она должна содержать, нет, поэтому у многих специалистов возникают сложности при ее составлении. Попробуем разобраться с этими вопросами.
Что такое «производственная инструкция»?
Двоякое применение термина
Термин «производственная инструкция» на практике имеет двоякое толкование.
В кадровом деле этот термин употребляют наряду с термином «должностная инструкция», только применительно к профессиям рабочих. Согласно письму Роструда от 24.11.2008 № 6234-ТЗ «для определения содержания выполняемой трудовой функции работников, замещающих определенные должности, следует составлять и утверждать должностные инструкции, а для определения содержания выполняемой трудовой функции работников, принимаемых на работу по профессиям рабочих, следует разрабатывать и утверждать производственные (по профессии) инструкции».
Роструд исходит из того, что указанные инструкции создаются по тем же принципам, что и должностные, однако, поскольку труд рабочих по большинству профессий не предполагает активного взаимодействия с другими работниками, принятия самостоятельных решений и т. д., то в них не так подробно детализируются права, взаимосвязи, ответственность и другие элементы их статуса в соответствии с заключенным трудовым договором.
Таким образом, по мнению Роструда, производственные инструкции разрабатываются для рабочих и они аналогичны должностным инструкциям для ИТР.
В промышленной безопасности термин «производственная инструкция» понимается как документ, который разрабатывается организацией, применяется для определенных видов работ и содержит требования к технологическим и вспомогательным процессам, не указанные в технологической документации.
Обязанность разрабатывать ПИ для работников прямо или косвенно установлена в ФНП. Соответственно, ПИ разрабатываются для работников, которые связаны с деятельностью на ОПО. К этим видам деятельности относятся:
• проектирование и строительство ОПО;
• эксплуатация и капитальный ремонт ОПО;
• реконструкция и техническое перевооружение;
• консервация и ликвидация ОПО;
• монтаж и наладка ТУ, применяемых на ОПО;
• обслуживание и ремонт ТУ, применяемых на ОПО.
По мнение многих юристов-кадровиков, ПИ в той или иной степени регламентируют вопросы охраны труда и безопасного выполнения работ, это некий алгоритм действий работника с определенным оборудованием, в т. ч. опасным, направленный на обеспечение безопасных условий труда и предотвращение производственного травматизма.
Например, в п. 6 ФНП № 512[3] приведены требования к наличию различной производственно-технологической и эксплуатационной документации, а также даны их определения:
Инструкции подразделяются на технологические, производственные, по эксплуатации, по порядку пуска и остановки агрегатов.
Технологическая инструкция представляет собой документ с описанием операций технологического процесса (технологического метода) изготовления определенного вида продукции.
Производственная инструкция представляет собой документ с описанием рабочего процесса (метода) для определенных видов работ или операций, содержащий требования к технологическим или вспомогательным процессам.
Инструкция по эксплуатации представляет собой документ, содержащий сведения о применении, использовании и безопасной эксплуатации агрегата (линии, технического устройства).
Требования безопасности, установленные Правилами (имеются ввиду ФНП), для включения их в технологические или производственные инструкции обязательны.
Технологические и производственные инструкции разрабатываются с учетом квалификационных требований или профессиональных стандартов по соответствующим профессиям рабочих, руководства по эксплуатации оборудования, а также особенностей технологического или вспомогательного процесса, установленных проектной и/или технической документацией.
Инструкция по порядку пуска и остановки агрегатов документально устанавливает алгоритм запуска технологического процесса или агрегатов (линий, оборудования, технических устройств). Инструкция по порядку пуска и остановки агрегатов должна включать: пуск, нормальную работу, остановку и аварийные ситуации. Порядок операций в инструкции должен соответствовать принципиальным электрическим схемам и учитывать требования производственной документации.
Инструкции по порядку пуска и остановки агрегатов обязательны при сложном, многоступенчатом порядке запуска и остановки производственного процесса, выполняемого под визуальным контролем работника-оператора.
Необходимость применения инструкции по эксплуатации организация определяет самостоятельно.
Инструкции должны быть разработаны с учетом производственной документации.
В различных ФНП применяется различная терминология для обозначения инструкций, например: инструкция по безопасному производству работ, безопасной эксплуатации оборудования, инструкция по порядку пуска и остановки агрегатов и т. п.
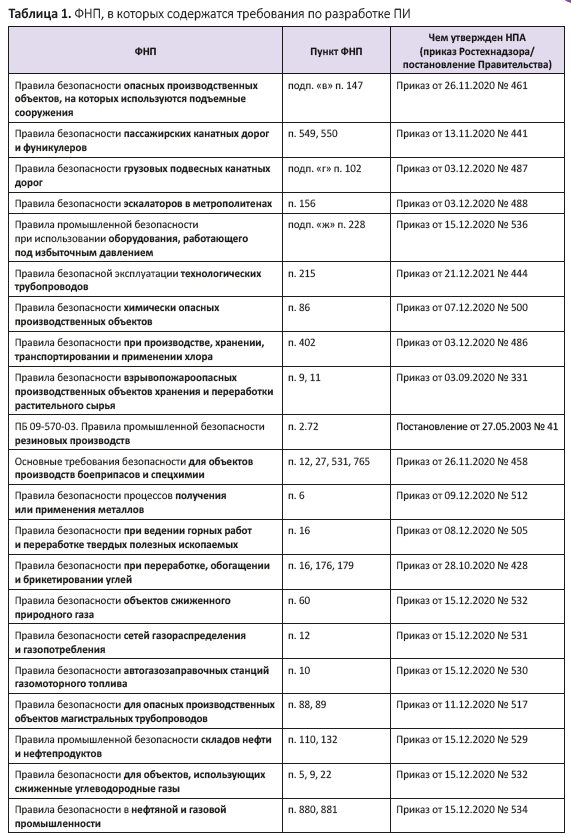
ФНП, в которых есть требование разработать ПИ и другие инструкции, мы свели в табл. 1.
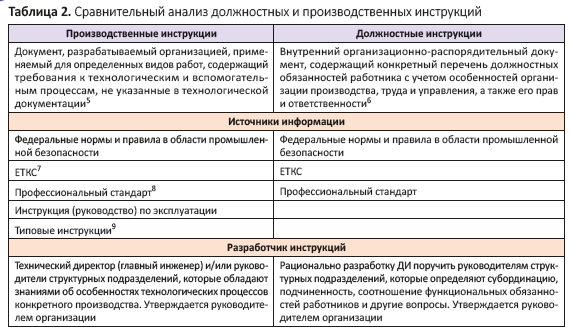
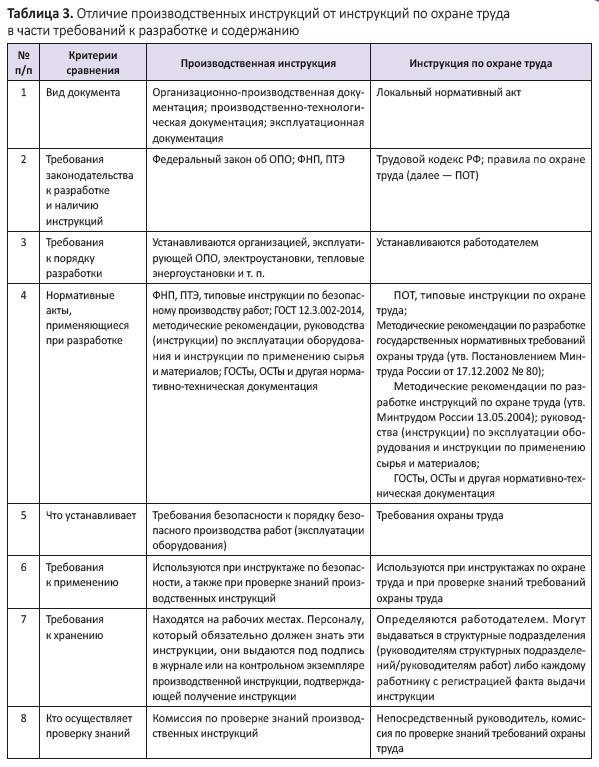
Производственные, должностные, по охране труда — в чем отличие
Из вышесказанного следует, что ПИ не являются аналогом должностных инструкций: они не определяют трудовые функции, а устанавливают требования безопасности к производству работ, эксплуатации оборудования (см. табл. 2).
Инструкция — это документ, в котором даются указания по осуществлению каких-либо процессов, действий по работе[4].
При этом и ПИ, и должностные инструкции могут разрабатываются на основе одних и тех же нормативных актов.
ПИ не являются и инструкциями по охране труда. Отличия мы свели в табл. 3.
Организационные вопросы создания ПИ
На основе каких документов разрабатывать ПИ?
До 21 декабря 2019 г. при разработке ПИ можно было просто ссылаться на п. 26 Положения об организации обучения и проверки знаний рабочих организаций, поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору[5], где было сказано: «В организациях должны быть разработаны и утверждены в порядке, установленном в этих организациях, производственные инструкции, которые разрабатываются на основании квалификационных требований, указанных в квалификационных справочниках, и/или профессиональных стандартах по соответствующим профессиям рабочих, а также с учетом особенностей технологических процессов конкретного производства».
Но Положение утратило силу, поэтому при разработке ПИ остается руководствоваться требованиями профильных для вашей деятельности ФНП (см. табл. 1), ПОТ, типовыми инструкциями по безопасности, руководствами (инструкциями) по эксплуатации оборудования, инструкциями по применению исходных материалов, паспортами безопасности химических веществ, нормативно-технической документацией, методическими рекомендациями, а также технологической документацией, принятыми в организации.
Кто должен составлять ПИ?
ТК РФ не уделяет ПИ никакого внимания, поэтому нет и указаний, кто должен заниматься их составлением и оформлением. В каждой организации этот вопрос решается по-разному.
[1] Часть 1 ст. 9 Федерального закона от 21.07.1997 № 116-ФЗ (в ред. от 14.11.2023; далее — Федеральный закон № 116-ФЗ).
[2] Перечень Федеральных норм и правил и Правил безопасности в области промышленной безопасности приведён в Приказе Ростехнадзора от 17.10.2016 № 421 (в ред. от 13.12.2023) «Об утверждении перечней правовых актов, содержащих обязательные требования, соблюдение которых оценивается при проведении мероприятий по контролю в рамках осуществления видов государственного контроля (надзора), отнесенных к компетенции Федеральной службы по экологическому, технологическому и атомному надзору».
[3] Федеральные нормы и правила в области промышленной безопасности «Правила безопасности процессов получения или применения металлов», утв. Приказом Ростехнадзора от 09.12.2020 № 512.
[4] Постановление Минтруда России от 10.09.1993 № 152 «Нормы времени на работы по автоматизированной архивной технологии и документационному обеспечению органов управления».
[5] Утв. Приказом Ростехнадзора от 29.01.2007 № 37.
Материал публикуется частично. Полностью его можно прочитать в журнале «Промышленная безопасность» № 1, 2024.