
Сварочный аппарат инверторный полуавтоматический Ресанта САИПА-135 с функцией ММА предназначен для ручной электродуговой сварки постоянным током проволокой в среде защитного газа — углекислого, аргона или их смеси. Применяется для высококачественной сварки низкоуглеродистых сталей, низколегированных и нержавеющих сталей, чугуна и других металлов в строительстве, монтажных и ремонтных работах различной степени сложности. Встроенная защита от перегрева защищает агрегат от поломки. Можно регулировать скорость подачи проволоки и сварочный ток, что позволяет добиться высокого качества сварного соединения.
Среди сварочных аппаратов практичными, удобными и многофункциональными являются сварочные полуавтоматы марки Ресанта. Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку как цветного, так и черного металлов. Считается, что полуавтоматическое оборудование весьма просто освоить даже новичку.
Особенности и преимущества
- Дополнительно оборудована функция сварки ММА (помимо MIG/MAG). Таким образом полуавтомат подходит большему количеству покупателей, сомневающихся в выборе сварочного оборудования. Таким образом покупатель за вполне доступную цену получает аппарат обладающий двумя режимами работы.
- Класс защиты IP 21, то есть «от крупных частиц и отвесных дождевых капель».
- Защита от перегрева и пониженного напряжения сети, что позволяет уберечь аппарат от поломки.
- Горелка несъемная.
Основное преимущество полуавтомата — это то, что аппарат автоматически подает расходные материалы, а точнее электродную проволоку, с помощью которой осуществляется зажигание дуги и сваривание металлоизделия. Данный агрегат получил название полуавтомата, так как позволяет лишь частично механизировать процесс сварки. В отличие от автоматической сварки, которая полностью выполняется запрограммированным оборудованием, в полуавтоматической сварке механизирован только процесс подачи проволоки. Тем не менее, такая механизация позволила значительно увеличить производительность: сварщику нет необходимости прерываться, чтобы заменить электрод, дуга горит более стабильно. Кроме того, сварочные полуавтоматы, в отличие от автоматов, позволяют непосредственно контролировать процесс образования шва. А значит, такие соединения получаются более качественными и требуют меньших доработок.
Существуют как универсальные полуавтоматы, так и обычные. Объединяет их то, что все они оснащены механизмом подачи электродной проволоки. Однако, универсальные сварочные полуавтоматы отличаются тем, что имеют более широкое применение, чем обычные устройства. Универсальные полуавтоматы могут применяться как для сварки в среде защитных газов в режимах MIG/MAG, так и для сварки самозащитной проволокой и пр. Режим MIG применяется для сваривания в среде инертных газов, например, аргон или гелий. MAG-сварка проводится в среде активных газов. Кроме этого, некоторые модели имеют режим MMA. Этот режим можно использовать при работе как с черными, так и с цветными металлами. В данном случае полуавтомат используется для осуществления ручной дуговой сварки, которая производится штучными электродами. Данный вид работ проводится при постоянном токе, электронная начинка сама управляет сварочным током, в результате чего швы получаются ровными и аккуратными.
Принцип работы
Источником питания служит инвертор на основе IGBT транзисторов. Принцип работы инвертора заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка происходит плавящимся электродом в среде защитного газа. Электродом служит металлическая проволока, намотанная на катушку, подающаяся в зону сварки регулируемым механизмом протяжки. Защитный газ подается в зону сварки из присоединяемого баллона через электромагнитный клапан. Аппарат имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки.
Устройство САИПА-135
Изделие выполнено в металлическом корпусе с открывающейся боковой крышкой, на передней панели которого расположено:
- Кнопка переключения режимов MIG/MAG и ММА.
- Регулятор напряжения дуги для режима MIG/MAG (данная регулировка только для режима MIG/MAG).
- Регулятор величины сварочного тока и подачи сварочной проволоки для режима MIG/MAG и регулятор величины сварочного тока для режима ММА.
- Принудительная протяжка сварочной проволоки.
- Силовые разъемы для подключения сварочных кабелей.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Сила сварочного тока
С увеличением силы сварочного тока повышается глубина провара, что приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода.
Скорость подачи проволоки
Связана с силой сварочного тока и регулируется одновременно с ним. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги.
Напряжение дуги
С увеличением напряжение дуги глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжения дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
Вылет электрода
С увеличением вылета электрода ухудшается устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелки. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки.
| Диаметр электродной проволоки | 0,5-0,8 мм | 0,8-0,1 мм |
| Вылет электрода | 7-10 мм | 8-12 мм |
| Расстояние от сопла до металла | 7-10 мм | 8-12 мм |
| Расход углекислого газа | 10-15 дм3/мин | 10-15 дм3/мин |
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
| Диаметр электродов | Ток |
| 1,6 мм | 25-50 А |
| 2 мм | 50-70 А |
| 2,5 мм | 60-90 А |
| 3,2 мм | 90-140 А |
| 4 мм | 130-190 А |
| 5 мм | 160-220 А |
| 6 мм | 200-315 А |
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Характеристики
|
Производитель |
|
|
Напряжение сети, В |
140, 270 |
|
Режим сварки |
с газом/без газа |
|
Потребляемая мощность MIG/MAG, кВт |
4.6 |
|
Мин. сварочный ток MMA, А |
10 |
|
Мин. сварочный ток MIG/MAG, А |
30 |
|
Макс. сварочный ток MMA, А |
110 |
|
Макс. сварочный ток MIG/MAG, А |
110 |
Сварочный полуавтомат Ресанта САИПА-135C MIG, инверторный, 8.3кг, 15А и другие оригинальные товары в категории mig/mag сварочные полуавтоматы доступны на сайте интернет-магазина Бигам в Москве по специальной цене 12590 рублей. Перед покупкой данной модели бренда Ресанта рекомендуем посмотреть особенности, технические параметры, документацию и сертификаты на продукцию. Также предлагаем сравнить товар сварочный полуавтомат Ресанта САИПА-135C MIG, инверторный, 8.3кг, 15А с ассортиментом модификаций и аналогов из категории mig/mag сварочные полуавтоматы Ресанта.
-
-
Инструкция Сварочный полуавтомат Ресанта САИПА-135C MIG
passport_.pdf 4.32 МБ
На странице представлена инструкция по эксплуатации и другие материалы производителя о товаре сварочный полуавтомат Ресанта САИПА-135C MIG, инверторный, 8.3кг, 15А, необходимые пользователю. Из руководства пользователя Ресанта можно узнать устройство изделия, срок службы и комплект поставки. Сварочный полуавтомат Ресанта САИПА-135C MIG, инверторный, 8.3кг, 15А и все товары серии требуют соблюдения правил использования, обслуживания, ухода и хранения.
-
Похожие товары

Ред. 7.3
1

2
Ред. 7.3
УВАЖАЕМЫЙ ПОКУПАТЕЛЬ!
Компания «Ресанта» выражает благодарность за Ваш выбор и
гарантирует высокое качество, безупречное функционирование
приобретенного Вами изделия марки «Ресанта», при соблюдении
правил его эксплуатации.
Внимание! Перед использованием данного устройства
обязательно прочтите инструкцию.
Конструкция сварочного аппарата непрерывно совершенствуется,
поэтому приобретенная Вами модель может незначительно
отличаться от описываемой здесь.
Мы всегда рады получить от Вас обратную связь по эксплуатации
нашей продукции, а также по улучшению его качества:
E-mail: idea@resanta.ru
Web site: http://www.resanta.ru
3

СОДЕРЖАНИЕ
1. ОБЩИЕ СВЕДЕНИЯ …………………………………………………………………………………… 5
2. ПРАВИЛА БЕЗОПАСНОСТИ……………………………………………………………………….. 6
3. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ ……………………………………………….. 10
4. КОМПЛЕКТНОСТЬ……………………………………………………………………………………. 10
5. ОБЩИЙ ВИД УСТРОЙСТВА ………………………….. ………………………….. …………….. 11
5.1 ОСНОВНЫЕ ЭЛЕМЕНТЫ УПРАВЛЕНИЯ И ИНДИКАЦИИ САИПА-135/165….. 11
5.2 ОСНОВНЫЕ ЭЛЕМЕНТЫ УПРАВЛЕНИЯ И ИНДИКАЦИИ САИПА-200/220…… 12
6. ОСНОВНЫЕ ПОНЯТИЯ ФУНКЦИЙ АППАРАТА И ИХ ЗАВИСИМОСТЬ ………… 15
7. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ………………………………………………………….. 17
8. ПОДГОТОВКА УСТРОЙСТВА К РАБОТЕ И ПОРЯДОК РАБОТЫ …………………. 18
8.1 УСТРОЙСТВО И ПРИНЦИП РАБОТЫ ……………………………………………………….. 18
8.2 ПОДКЛЮЧЕНИЕ ОБОРУДОВАНИЯ…………………………………………………..18
8.3 ПОДГОТОВКА АППАРАТА К РАБОТЕ И ПОРЯДОК РАБОТЫ (РЕЖИМ СВАРКИ
MIG/MAG) ……………………………………………………………………………………………………… 20
8.4 ПОДГОТОВКА АППАРАТА К РАБОТЕ И ПОРЯДОК РАБОТЫ (РЕЖИМ ММА) . 22
9. РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ ………………………… 24
10. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ …………………………………………………………… 26
10.1 ОБСЛУЖИВАНИЕ СВАРОЧНОЙ ГОРЕЛКИ………………………………………………. 26
10.1.1 ЗАМЕНА СОПЛА. …………………………………………………………………………………. 27
10.1.2 ЗАМЕНА НАКОНЕЧНИКА. …………………………………………………………………….. 27
10.1.3 ЗАМЕНА ПРОВОЛОКОПРОВОДА …………………………………………………………. 28
10.2. ЗАМЕНА ПОДАЮЩЕГО РОЛИКА ……………………………………………………………. 28
11. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ ………….. 29
12. ТРАНСПОРТИРОВАНИЕ, ХРАНЕНИЕ И УТИЛИЗАЦИЯ ……………………………. 30
13. ГАРАНТИИ ИЗГОТОВИТЕЛЯ …………………………………………………………………… 31
14. ГАРАНТИЙНЫЙ ТАЛОН ……………………………………………………………………………. 33
15. СЕРВИСНЫЕ ЦЕНТРЫ: ……………………………………………………………………………. 34
4

Ред. 7.3
Перед использованием данного устройства обязательно прочтите инструкцию.
1. ОБЩИЕ СВЕДЕНИЯ
Представленная документация содержит минимально
необходимые сведения для применения изделия. Компания-
производитель вправе вносить в конструкцию усовершенствования, не
изменяющие правила и условия эксплуатации, без отражения их в
эксплуатационной документации. Дата производства отражена в
серийном номере устройства (с 16-го по 19-ый символ, в формате
ггмм).
Руководство является неотъемлемой частью аппарата и должно
сопровождать его при изменении местоположения или перепродаже.
Производитель не несет ответственности за последствия
использования или работу аппарата в случае неправильной
эксплуатации или внесения изменений в конструкцию, а также за
возможные последствия по причине незнания или некорректного
выполнения условий эксплуатации, изложенных в руководстве.
Пользователь оборудования всегда отвечает за сохранность и
разборчивость данного руководства.
По всем возникшим вопросам, связанным с эксплуатацией и
обслуживанием оборудования, вы можете получить консультацию в
сервисных центрах вашего региона.
Описание устройства
Сварочный аппарат инверторный полуавтоматический (далее
САИПА) – современный инверторный полуавтомат, изготовлен по
передовой IGBT технологии. Аппарат позволяет производить:
• Полуавтоматическую сварку постоянным током проволокой в среде
защитного газа углеродистых и нержавеющих сталей (режим
MIG/MAG) и порошковой проволокой без использования защитного
газа (режим ММА). Сварка осуществляется постоянным током в среде
инертных (MIG) или активных (MAG) защитных газах.
Отличительной особенностью рассматриваемого вида сварки
являются два главных компонента: подвижный плавящийся электрод
(проволока) и защитный газ.
Защита электрической дуги необходима с целью препятствования
вступления расплавляемого металла в контакт с окружающей средой,
поскольку данное взаимодействие (при окислении азота и кислорода)
приводит к образованию оксидов и нитритов, наличие которых в
металле приводит к дефектам сварного шва. С этой целью и
5
Прочтите перед началом использования устройства
применяются защитные газы в баллонах: аргон, гелий, углекислота
или их смеси.
• Ручную дуговую сварку штучным покрытым электродом на постоянном
токе электродами с рутиловым и основным покрытием (режим ММА).
Для сварки электродом защитный газ не требуется.
Аппарат работает от однофазной сети 220-230В с частотой 50Гц.
Аппарат портативен и универсален в применении. Небольшие
габариты и малый вес позволяют использовать аппарат для
небольших ремонтных работ, где требуется мобильность, небольшая
мощность, хорошее качество и высокая производительность.
2. ПРАВИЛА БЕЗОПАСНОСТИ
Правила безопасности при сварочных работах – это совокупность
норм и правил, которые необходимо соблюдать по отношению к
хранению материалов, пользованию оборудованием, сварочного
процесса и одежды мастера. Сварка имеет высокий уровень
опасности по двум причинам. Во-первых, большинство процессов
ведется открытым огнем, во-вторых при многих видах сварки
применяются газы в баллонах. В данной инструкции отражены
основные правила и требования безопасности при выполнении
соединения деталей при помощи полуавтоматической сварки.
Условия по эксплуатации
• Аппарат следует использовать в помещении с относительной
влажностью воздуха не более 80%.
• Температура окружающей среды от -20 до +50 градусов.
• Избегайте попадания на аппарат прямых солнечных лучей и воды.
• В целях безопасности рабочая зона должна быть очищена от пыли,
грязи. Не используйте аппарат в пыльном помещении и среде
коррозийных газов.
• Не проводите сварочные работы на сквозняке.
• Перед включением аппарата убедитесь, что его вентиляционные
отверстия остаются открытыми, и он обеспечен поступлением
воздуха.
• Проверьте, что аппарат находится в устойчивом положении.
Запрещается эксплуатация аппарата при отклонении от
горизонтальной поверхности, либо в неустойчивом положении.
6
Ред. 7.3
ИНСТРУКЦИИ ПО ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ
Перед установкой сварочного оборудования пользователю
необходимо оценить возможные электромагнитные проблемы в
окружающем пространстве. Следует обращать внимание на:
• Другие сетевые кабели, кабели и провода управления, телефонные и
охранные кабели вверху, внизу и рядом со сварочным оборудованием
• Радио и телевизионные приемники и передатчики
• Компьютеры и другую оргтехнику
• Оборудование, отвечающее за безопасность производственных
объектов
• Устройства, связанные со здоровьем окружающих людей (напр.
электронные стимуляторы сердца, слуховые аппараты)
• Электронные контрольно-измерительные приборы.
ЗАЩИТА ОТ ОЖОГОВ
Искры, шлак, горячий металл и излучение дуги могут нанести
серьезный вред глазам и коже, причѐм, чем ближе человек находится
к сварочной дуге, тем серьезнее могут быть травмы. Поэтому и
сварщику, и другим людям, находящимся в зоне проведения
сварочных работ, необходимо иметь соответствующие средства
защиты. Использование перчаток/краг сварщика, ботинок/сапог,
головного убора обязательно. Сварщик ОБЯЗАТЕЛЬНО должен
использовать маску/сварочный щиток со светофильтром
соответствующей степени затемнения. Рекомендуется использовать
огнезащитный костюм/куртку и штаны, которые должны закрывать все
участки тела.
ЗАЩИТА ОТ ОБЛУЧЕНИЯ
Ультрафиолетовое излучение сварочной дуги может нанести
непоправимый вред глазам и коже, поэтому обязательно используйте
сварочную маску /щиток и защитную одежду. Маска должна быть
оборудована светофильтром со степенью затемнения DIN 10 и выше
соответственно току сварки. Маска должна быть полностью исправна,
в противном случае еѐ следует заменить, поскольку излучение
сварочной дуги может нанести вред глазам. Считается опасным
смотреть незащищенными глазами на дугу на расстоянии менее 15
метров.
7
Проводя сварку изделий с частями из легковоспламеняющихся материалов,
существует большой риск взрыва. Рекомендуем держать огнетушитель рядом с
площадкой для сварочных работ.
ПОЖАРО – ВЗРЫВОБЕЗОПАСНОСТЬ
Убедитесь, что средства пожаротушения (огнетушитель, вода,
песок, пр.) доступны в ближней зоне сварки. Все огне- взрывоопасные
материалы должны быть удалены на минимальное расстояние 10
метров от места проведения сварочных работ.
Никогда не сваривайте закрытые ѐмкости, содержащие
токсические или потенциально взрывчатые вещества (напр. бензобак
автомобиля) – в таких случаях необходимо провести
предварительную тщательную очистку ѐмкости до сварки.
Никогда не проводите сварочные работы в атмосфере с большой
концентрацией пыли, огнеопасного газа или испарений горючих
жидкостей.
После каждой операции убедитесь, что свариваемое изделие
достаточно остыло, прежде чем касаться его руками или горючими /
взрывоопасными материалами.
ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
Некоторые хлорсодержащие растворители могут выделять
отравляющий газ (фосген) под воздействием ультрафиолетового
излучения дуги. Избегайте использования этих растворителей на
свариваемых материалах. Удалите ѐмкости с этими и другими
растворителями из ближайшей зоны сварки.
Металлы, имеющие в составе или покрытии свинец, кадмий, цинк,
ртуть и бериллий, могут выделять ядовитые газы в опасных
концентрациях под воздействием сварочной дуги. При необходимости
сварки таких материалов обязательно наличие вытяжной вентиляции,
либо индивидуальных средств защиты органов дыхания,
обеспечивающих фильтрацию или подачу чистого воздуха. Если
покрытие из таких материалов невозможно удалить с места сварки и
средства защиты отсутствуют, проводить сварку таких материалов
ЗАПРЕЩЕНО.
8

Ред. 7.3
ЗАЩИТА ОТ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ
Любое поражение током имеет вероятность смертельного исхода,
поэтому всегда избегайте касания открытых токопроводящих частей
электрододержателя, проводов, свариваемого изделия.
Используйте изолирующие коврики и перчатки. Одежда должна
быть всегда сухой. Старайтесь не проводить сварочные работы в
местах с избыточной влажностью.
Регулярно проводите визуальный осмотр сетевого шнура от
аппарата на наличие повреждений, при обнаружении произведите
замену кабеля. При замене кабеля, а также в случаях снятия крышки с
аппарата, обязательно отсоедините аппарат от сети. При
подключении к сети убедитесь в наличии предохранительных
устройств (сетевых автоматов, УЗО и пр.), и наличия заземления.
ВСЕГДА производите ремонт лишь при наличии соответствующей
квалификации у лица, осуществляющего ремонт, имеющего
представление о степени риска работы с напряжениями питания, или
в авторизованных сервисных центрах.
ЭЛЕКТРОННЫЕ УСТРОЙСТВА ЖИЗНЕОБЕСПЕЧЕНИЯ
Людям, использующим жизнеобеспечивающие электронные
приборы (напр. электронный стимулятор сердца), настоятельно
рекомендуется проконсультироваться со своим лечащим врачом
перед тем, как проводить или находиться в непосредственной
близости от сварочных работ.
Правильное функционирование оборудования гарантируется
лишь при правильном подключении. Проверяйте, что напряжение
аппарата соответствует сетевому напряжению.
ВСЕГДА подсоединяйте заземление.
Запрещается
• Запрещается работа на полуавтомате при любой его неисправности.
• Производить сварочные работы при наличии повреждения изоляции
сетевого провода или сварочных кабелей.
• Использовать аппарат во время дождя или во влажном помещении.
• Использовать режущие инструменты (дрели, «болгарки», электропилы
и т.п.) рядом с включенным аппаратом, т.к. это может привести к
попаданию металлической пыли внутрь и выходу его из строя.
• Работать на полуавтомате без заземления блока управления и
источника сварочного тока.
9
После завершения работы убедитесь в безопасности рабочей зоны, чтобы не
допустить случайного травмирования людей или повреждения имущества
• Перед включением необходимо выдержать аппарат не мене двух
часов при положительной температуре окружающей среды для
предотвращения появления конденсата.
3. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
• Режим MIG – полуавтоматическая сварка в среде инертных газов
• Режим MAG – полуавтоматическая сварка в среде активных газов
• Режим MMA – ручная дуговая сварка электродом на постоянном токе
• Режим форсаж дуги — увеличение сварочного тока в процессе
сварки, когда есть вероятность обрыва сварочной дуги.
• Прямая полярность – электрододержатель (горелка) подсоединен к
разъему «-», а заготовка к «+».
• Обратная полярность – заготовка подсоединена к разъему «-», а
электрододержатель (горелка) к «+».
4. КОМПЛЕКТНОСТЬ
1. Кабель с горелкой
2. Кабель заземления
3. Газовый шланг (ø 8 мм) (у модели САИПА 220)
4. Наконечники
5. Сварочный аппарат
7. Паспорт
8. Упаковка
10
Ред. 7.3
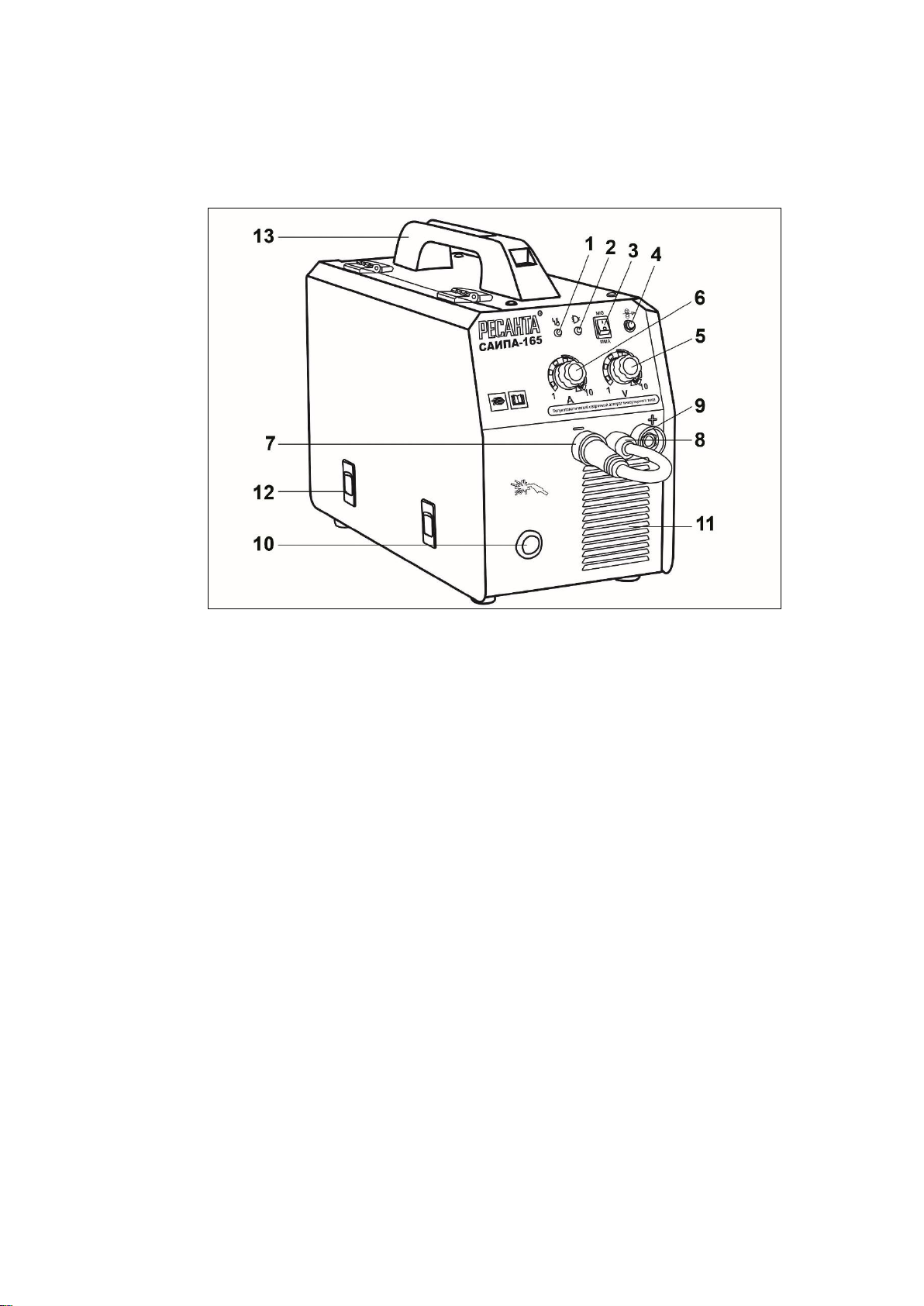
5. ОБЩИЙ ВИД УСТРОЙСТВА
5.1 Основные элементы управления и индикации САИПА-135/165
Рис. 1. Передняя панель САИПА-135 / САИПА-165
*Внешний вид устройства может отличаться от изображенного на рисунке.
1. Индикатор «Перегрев»
2. Индикатор «Сеть»
3. Кнопки переключения режимов MIG/MAG и ММА;
4. Принудительная протяжка сварочной проволоки;
5. Регулятор напряжения дуги для режима MIG/MAG (данная
регулировка только для режима MIG/MAG);
6. Регулятор величины сварочного тока и подачи сварочной проволоки
для режима MIG/MAG и регулятор величины сварочного тока для
режима ММА;
7. Силовой разъем «-»
8. Клемма выбора полярности
9. Силовой разъем «+»
10. Выход кабеля горелки
11. Вентиляционные отверстия
12. Фиксаторы открытия/закрытия крышки кожуха
13. Ручка
11
Loading…
-
Главная
| -
Строительная техника
| -
Сварочный аппарат инверторный п/а Ресанта САИПА-135 (PRC, 220 В, 20-110 А, 0,6-0,8 мм, 11 кг)
| - Преимущества
- Главная |
- Каталог |
- Строительная техника |
- Сварочные аппараты |
- Сварочные аппараты полуавтоматы (MIG-MAG) |
- САИПА-135
Распечатать
Источником питания для сварочного полуавтомата Ресанта САИПА 135 служит инвертор не основе IGBT транзисторов. Принцип работы инвертора заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка происходит плавящимся электродом в среде защитного газа. Электродом служит металлическая проволока, намотанная на катушку, подающаяся в зону сварки регулируемым механизмом протяжки. Защитный газ подается в зону сварки из присоединяемого баллона через электромагнитный клапан. Инверторный сварочный полуавтомат Ресанта САИПА 135 имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки.
Особенности сварочного аппарата инверторного п/а Ресанта САИПА-135:
- Использование широтно-импульсной модуляции обеспечивает плавное регулирование сварочного тока.
- Высокое качество сварных швов даже у непрофессионала
- Позволяет сваривать без использования газа, при обязательном применении специальной проволоки
- Малые габариты и вес отличительная черта этого аппарат от обыкновенных сварочных трансформаторных полуавтоматов.
- Отсутствие перегрузки сети в момент розжига дуги позволяют использовать полуавтомат в слабых электросетях.
- Производители
- Ресанта
- Строительная техника Ресанта
- Сварочные аппараты Ресанта
- Сварочные аппараты полуавтоматы (MIG-MAG) Ресанта
- САИПА-135
Сварочный аппарат Ресанта САИПА-135
1/4
Технические характеристики Ресанта САИПА-135
-
Срок гарантии
1 год
-
Производитель
-
Остаток поставщика
24
-
Кастомная сортировка
1020000016190
-
Вес (кг.)
11
-
Родина бренда
Россия
-
Страна сборки
Китай
-
Диаметр сварочной проволоки (мм)
0,6-0,8
-
Mинимальное напряжение (В)
198
В наличии на складе
На складе хранения МО: 24
Доставка:
расчёт…
Москва
Габариты и вес товара не заполнены. Обратитесь к менеджеру для расчета доставки.
стоимость ориентировочная и может незначительно измениться после уточнения адреса
Скачать документацию для:
Документация для Сварочный аппарат Ресанта САИПА-135
Внешний вид, цветовая гамма, технические характеристики и комплектация могут быть изменены
производителем без уведомления, уточняйте сведения на момент покупки и оплаты. Вся информация на сайте о
товарах носит справочный характер и не является публичной офертой в соответствии с пунктом 2 статьи 437
ГК РФ.
Спасибо за заказ!
Ошибка!
В ближайшее время наш менеджер свяжется с вами.
Купить дешевле
Артикул:
Спасибо за заказ!
Ошибка!
В ближайшее время наш менеджер свяжется с вами.
Только в магазине Садовые механизмы
Собственные торговые площади более 500 м2
Ошибка в описании?
Выделите ее и нажмите
Отзывы о нашей работе
Мы стремимся быть максимально удобными для Вас, обеспечить достойный уровень сервиса, и высокую компетенцию
специалистов.
Любые Ваши комментарии, предложения и пожелания не останутся без внимания.
С Вашей помощью «Садовые механизмы» станут лучше. Читайте отзывы покупателей и оценивайте качество магазина на
Яндекс.Маркете.