
Звонок по России бесплатный

Производство станков для изготовления РВД
1. Введение
2. Общая информация
3. Ввод в эксплуатацию
4. Инструкция по эксплуатации
5. Профилактическое обслуживание
6. Устранение неисправностей
7. Гарантия
Настоящее руководство по эксплуатации (далее – РЭ) распространяется на станки обжимные РВД (далее- узел).
Станки предназначены для обжима рукавов высокого давления.
Станки соответствуют требованиям безопасности, предусмотренными Техническими регламентами Таможенного союза ТР ТС 010/2011, ТР ТС 004/2011 и ТР ТС 020/2011.
Конструкция оборудования обеспечивает безопасный доступ персонала к приборам безопасности и приборам контроля параметров рабочей среды узла.
Настоящее руководство разработано в соответствии с требованиями ГОСТ 2.610 и является обязательным для персонала, допущенного к эксплуатации и обслуживанию станка.
Перед началом работы каждый пользователь должен внимательно изучить настоящее руководство по эксплуатации с целью ознакомления со строением, принципами действия, эксплуатацией и техобслуживанием оборудования.
Вся информация, содержащаяся в данном руководстве действительна на момент выхода его из печати.
Производитель оставляет за собой право вносить незначительные изменения и дополнения в конструкцию изделия, не ухудшающие его технические характеристики, без отображения этих изменений в РЭ.
Рекомендуется регулярно получать информацию об изменениях в конструкции станка у производителя или продавца данного оборудования. Для повышения качества продукции присылайте свои предложения предприятию-изготовителю.
Изготовитель: ООО «Рейвол Технология» , г. Вологда, Окружное шоссе 13 «В» (база Антей), офис 333
Наименование и размеры комплектов
кулачков выбирают в соответствии
с обжимаемыми рукавами
RM1— гидравлический обжимной станок с ручным управлением, предназначен для индивидуального (штучного) производства гидравлических шлангов в сборе в ремонтных мастерских. Данный обжимной станок с ручным управлением может работать в местах с отсутствием электричества. После удаления батарейки лимба диаметра обжатия, станок может работать в условиях, где не запрещается использовать электрические приборы из-за опасности взрыва. Обжимной станок RM1 состоит из основания, обжимной головки и ручного насоса.
Утилизация упаковочных материалов
Транспортировочная и защитная упаковка изготовлены из перерабатываемых материалов. Пожалуйста, не выбрасывайте упаковку. Отправьте в центр утилизации.
Старые станки имеют детали, которые могут быть переработаны. Пожалуйста, свяжитесь с вашим центром утилизации, прежде чем выбросить станок.
Отработанное масло и фильтры утилизировать в соответствии с законом.
Заполнение маслом RM1
Станок поставляется с заполненным баком. Рекомендуется проверить уровень масла, так как при транспортировке некоторое его количество может вылиться через трубу для отсасывания воздуха. Уровень масла в баке должен быть на 20 мм ниже заливного отверстия. (Рекомендуемое масло: HVLP/HLP 32 или эквивалентное).
Внимание: Конструкция насосов такова, что минимальный объём масла в баке, необходимый для начала его нормальной работы, должен быть выше уровня отметки 20 мм. В виду отсутствия возможности контроля данной отметки, при заполнении бака следует руководствоваться следующим правилом: НЕИСПОЛЬЗУЕМЫЙ и он же МИНИМАЛЬНО НЕОБХОДИМЫЙ объём масла в баке составляет примерно 25% от общего, указанного в технических характеристиках насоса, объёма бака. Весь объём рабочей жидкости заливаемый свыше указанного ранее объёма будет считаться ПОЛЕЗНЫМ и может быть использован при эксплуатации насоса.
Заполнение маслом RM1
Объём бака: полный — 1.7 см3, полезный -1,1 см3.
Предупреждения!
Станок предназначается для профессионального использования. На станке должен работать только обученный оператор, понимающий опасность выполняемых операций.
Расстояние между кулачками превышает 6 мм, это достаточно для прохождения пальцев между кулачками и их зажима. Поэтому при смене кулачков и обжатии фитингов АБСОЛЮТНО необходимо следовать инструкции по эксплуатации.
4. Инструкция по эксплуатации
Тестовый запуск RM1
- Установите станок на ровную горизонтальную поверхность.
- Во время первого цикла опрессовки воздух может двигать поршень и закрывать кулачки нерегулярно и при высокой скорости. Прокачайте насос несколько раз и регулярность движения восстановиться.
- Убедитесь, что нет между кулачками посторонних предметов.
- Закройте запорный клапан на правой стороне насоса.
- Насос начнёт качать. Поршень будет двигаться, а кулачки закрываться.
- Качайте, пока поршень не опустится, в этот момент давление должно резко подняться.
- Если поршень останавливается перед уровнем повышенного давления, это значит, что не хватает масла в баке. Добавьте немного масла и качайте снова, пока давление не повыситься.
- Откройте запорный клапан. Контрцилиндры будут толкать поршень назад, а масло будет стекать обратно в бак. Кулачки откроются полностью.
ВНИМАНИЕ: вначале работы убедиться в том, что сапун в крышке бака вывернут на 2-3 оборота, чтобы обеспечить попадание воздуха.
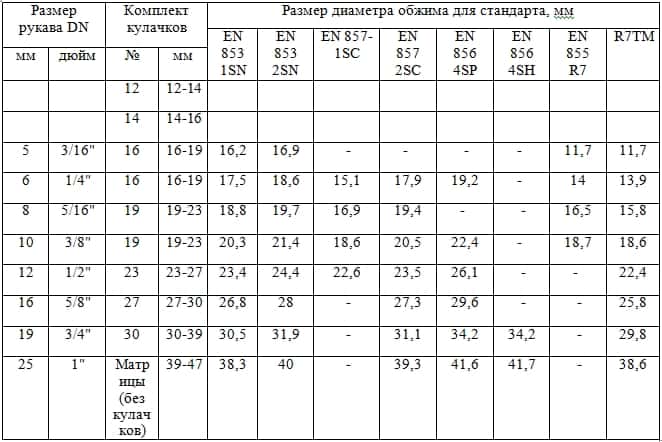
Выбор комплекта кулачков
Для точного соответствия диаметра обжатия шланга/фитинга обращайтесь к характеристикам производителя. У каждого комплекта кулачков есть свой диапазон обжатия (таблица прилагается).
В дополнение к стандартным наборам кулачков, широкий спектр специальных наборов предоставляется по запросу.
Установка комплекта кулачков
Кулачки устанавливаются вручную, согласно порядковых номером, выбитых на торцах кулачков и должны соответствовать номерам выбитых на матрицах станка.
Установка диаметра обжатия RM1
Станок откалиброван на заводе, при которой получим минимальный диаметр опрессовки (лимб в позиции 0.0). Передвигая на 1 деление назад, увеличиваем диаметр опрессовки на 1мм.
Пример: Заданный диаметр обжимки 34,2 мм, устанавливаем кулачки № 30 в станок.
Перемещаем по шкале на 4 деления назад, чтобы задать необходимый диаметр (30+3,2=34,2 мм).
Станок был откалиброван на заводе при давлении 40 бар. Это означает, что для опрессовки требуется 40 баррель давления, при этом обеспечивается точность диаметра опрессовки +/- 0,1мм (возможность упругого восстановления не рассматривается). Если при обжатии будет давление ниже необходимого, диаметр обжатия получится больше, чем заданный. Тогда диаметр обжатия может быть исправлен путём изменения значения шкалы.
В таблице диаметров обжатия, расположенной на станке, можно увидеть номера комплектов кулачков и соответствующие диапазоны обжатия.
Лимб диаметра обжатия откалиброван на заводе, поэтому лимб установлен на позиции 0.0, при этом диаметр обжимки будет минимальным, т.е. при задании №16 диаметр обжимки будет 16 мм, при №19 будет 19 мм и т.д.
Каждый полный поворот по часовой стрелке циферблата будет увеличиваться диаметр опрессовки на 1 мм. Одно деление на шкале соответствует 1/10.
Обжатие RM1
При обжатии держите шланг на достаточном расстоянии, чтобы избежать зажима рук.
- После установки соответствующего набора кулачков и диаметра обжатия, закрыть обратный клапан.
- Вставьте шланг с фитингом между кулачками и начинайте качать.
- Продолжайте качать, пока контрольная лампа , не загорится, после этого сделайте еще один контрольный качок. Откройте запорный клапан, чтобы освободить фитинг.
- Проверьте и измерьте обжимной диаметр, по необходимости откорректируйте.
5. Профилактическое обслуживание
5.Профилактическое обслуживание
Техническое обслуживание необходимо для поддержания насоса в постоянной
технической исправности.
5.1. Технический уход за насосом включает его визуальный осмотр:
— проверяется качество затяжки резьбовых соединений.
— подтеки гидравлической жидкости через резьбовые соединения, зазор между
плунжером и корпусом не допускаются.
5.2. Через первые 100 часов работы после окончания приработки следует
заменить гидравлическую жидкость полностью и промыть бак. Повторную замену
гидравлической жидкости произвести через 500 часов работы.
5.3. При длительных перерывах в работе, свыше 4 месяцев произвести
консервацию изделия в следующем порядке:
— очистить изделие от пыли и грязи;
— протереть насухо от влаги; наружные поверхности изделия покрыть
консервационной смазкой К-17 ГОСТ 10877-76.
— установить транспортные заглушки на порты для РВД и Манометра.
5.4. Хранить в закрытом неотапливаемом помещении, влажность воздуха не
должна превышать 70%.
Гидравлическая схема работы насоса
Гидросхема работы насоса имеет следующий принцип действия:
С помощью качающей рукоятки плунжера приводятся в возвратно-поступательное движение. Через маслозаборник, всасывающие и напорные клапаны, гидравлическая жидкость из бака поступает в рабочую полость гидроцилиндра. Для защиты от перегрузок в магистрали низкого и высокого давления встроены предохранительные клапаны, при срабатывании которых происходит слив гидравлической жидкости в бак.
1 – обратный клапан низкого давления
2 – предохранительный клапан низкого давления
3 – обратный клапан высокого давления
4 – предохранительный клапан высокого давления
Смазка
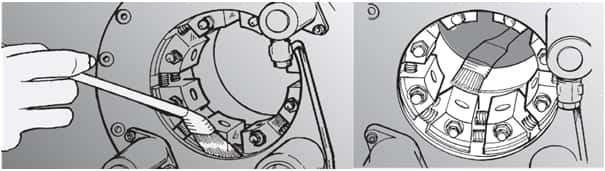
- Если необходимо применять большое усилие обжатия, смазывать кулачки надо чаще. (Рекомендуемая смазка Литол или аналогичное).
- Нанесите смазку на конические поверхности небольшой кистью.
- Лучше смазывать чаще небольшим количеством смазки, чем редко, но большим количеством.
- Не смазывайте шток поршня.
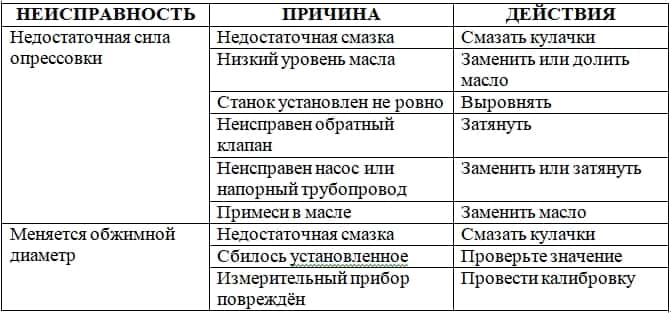
6. Устранение неисправностей RM1
7. Гарантия
На станки, произведенные ООО «Рейвол Технология» гарантия распространяется на дефекты материала и изготовления. По этой гарантии дефектная деталь будет заменена на новую или, если это возможно, бесплатно отремонтирована.
Гарантия действительна в течение 12 месяцев после запуска в эксплуатацию.
Гарантия не покрывает ущерб по причине ненадлежащего использования, перегрузки, небрежности или нормального износа. Стоимость работы и проезда, а также плата за перевозку груза, вызванные гарантийным ремонтом, не покрываются гарантией.
Гарантийный ремонт выполняется ООО «Рейвол Технология» или уполномоченной сервисной службой. Если требуется гарантийный ремонт, клиент должен подтвердить, что станок на гарантии.
ГАРАНТИЯ «ООО РЕЙВОЛ ТЕХНОЛОГИЯ» НЕ РАСПРОСТРАНЯЕТСЯ НА КАКИЕ-ЛИБО ПОБОЧНЫЕ ИЛИ КОСВЕННЫЕ УБЫТКИ ЛИБО НА ДРУГОЙ УЩЕРБ, ПОВРЕЖДЕНИЯ ИЛИ РАСХОДЫ КАКОГО-ЛИБО РОДА, ВКЛЮЧАЯ УПУЩЕННУЮ ВЫГОДУ.
8. Технические характеристики
Техническая характеристика RM1

* Специальные размеры диаметра и профиля согласно спецификации заказчика.
Для обеспечения надежной и правильной работы станка внимательно изучите данное руководство!
Инструкция по эксплуатации обжимного станка РВД
/
0 товаров
Во время первого использования после подключения необходимо проверить правильность вращения двигателя (только для трехфазных машин).
Если во время нажатия на зеленую кнопку пуска сегменты для опрессовки не приходят в движение, необходимо сменить реверсивно фазы. Мотор при этом поменяет направления вращении, и оборудование начнет правильно работать. Только профессиональный электрик должен подключать оборудование.
Выберите необходимый размер кулачков, рекомендуемый производителем муфт и фитингов согласно опрессовочных таблиц, которые Вы используете. Установите кулачки. Установите калибровочное приспособление до требуемых настроек.
Чтобы определить настройки, вычтите размер кулачков в миллиметрах от окончательного размера обжима в миллиметрах. Эта последняя цифра калибратора. (пример — Для окончательного размера обжима 25.40 мм с помощью кулачков размера H22, (диапазон 22.00 мм до 28.00 мм) отнимите 25,4 — 22,0 = 3,40 мм 3,40 – это и есть настройка калибратора.
ВНИМАНИЕ. Чтобы избежать повреждения калибратора все операции необходимо производить с полностью открытыми кулачками. Калибратор должен быть установлен на ноль.
Убедитесь, что машина включена, и автоматический аварийный выключатель отжат, а индикаторы питания сигнализируют о включенном оборудовании. Нажмите на зеленую кнопку, и станок начнет сжимать кулачки. Операция опрессовки считается законченной, когда индикатор света зажжется. Для того чтобы открыть кулачки необходимо нажать на красную кнопку.
Обжимные кулачки не обязательно должны полностью быть открытыми, чтобы вынуть готовое изделие из станка. В этом случае остановите открытие и выньте готовое изделие, при этом новый процесс опрессовки Вы можете начать с нераскрытых полностью кулачков.
Окончательный опрессовочный диаметр должен быть замерен и сделаны необходимые коррекции. Особенно это актуально, когда Вы опрессовываете рукава больших диаметров. Выключайте машину, когда она не используется, нажимая на кнопку аварийного выключения.
Чтобы активировать кнопку остановки поверните красную кнопку по часовой стрелке и отпустите.
Чтобы немедленно остановить работу машины в случае опасности, нажмите на красную кнопку экстренной остановки — emergency STOP BUTTON. Не включайте машину под нагрузкой. Всегда сбрасывайте рабочее давления если станок не работает. Отключите оборудование от электрической сети, когда Вы ее не используете.
Инструкция по калибровке обжимного станка для РВД
- Завершите операцию опрессовки с соответствующими параметрами.
- Измерьте на готовом изделии диаметр опрессовки и от этого размера вычтите размер кулачков.
- Используя значения нормативных документов проверьте калибратор.
- Если калибратор нуждается в калибровке, ослабьте винт фиксации калибратора.
- Фиксируя неподвижно ручку калибратора, поверните регулировочные кольца с помощью винта, используемого в качестве рычага.
- Когда правильные значения будут достигнуты, затяните винт фиксации калибратора.
- Установите калибратор на новые значения и начинайте опрессовку.
- Проверьте еще раз диаметры опрессовки на готовых изделиях. Если снова получатся неправильные значения, проведите калибровку еще раз.
Подготовка к работе станка РВД
Оборудование транспортируется в картонных или деревянных коробках, на деревянных паллетах. Транспортировочные болты должны быть удалены перед использованием, а оборудование установлено стационарно с помощью крепежа (не входит в комплект).
Чтобы выполнить предварительную проверку станка, установите оборудование на горизонтальную поверхность. В случае необходимости снабдите оборудование стабилизатором напряжения с целью защиты от перепадов напряжения.
Убедитесь, что движущиеся части смазаны в достаточном количестве. Перед запуском станка в работу необходимо проверить электрические выключатели на наличие повреждений. Не допускается запуск в работу оборудования, при наличии повреждении электрических кабелей. Для проверки наличия и необходимого объема используемого масла необходимо окрутить крышку фильтра и убедиться, что уровень масла находится в районе 20-25 мм от крышки бака. В случае необходимости нужно добавить гидравлическое масло, соответствующее стандарту ISO 32.
Далее необходимо подобрать фитинги и обжимные муфты для рукавов высокого давления или переходники и адаптеры для шлангов высокого давления. Необходимо применять фитинги и пресс-втулки, изготовленные одним производителем и соответствующие определенному шлангу. Данные о типоразмерах относительно шлангов и используемой арматуры предоставляются каталогами производителей указанного оборудования. Для определения параметров обжима необходимо пользоваться таблицами обжима рукавов высокого давления, которые предоставляет производитель.
В процессе обжима возможно удлинение пресс-втулок, за счет чего возможно увеличение общей длины изготовленного шланга. Это необходимо учесть при расчете требуемой длины отреза шланга. В среднем рукав высокого давления, включающий одно-оплеточный или двух-оплеточный шланг после обжима удлиняется на величину Dу/2 – 1,5Dу, а в случае, когда используется трех-оплеточный или четырех – оплеточный шланг, в пределах 0,3Dу – 1Dу, где под Dу подразумевается условный диаметр применяемого шланга.
Техническое обслуживание станка для РВД
Конструктивно станок спроектирован таким образом, чтобы обеспечить максимальный срок службы, минимальное количество поломок и минимальный уровень технического обслуживания. При этом некоторые операции по обслуживанию необходимо производить периодически.
ПЕРЕД ВЫПОЛНЕНИЕМ ЛЮБОЙ ИЗ ОПИСАННЫХ НИЖЕ ОПЕРАЦИЙ НЕОБХОДИМО ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ЭЛЕКТРОСНАБЖЕНИЯ!
Ежемесячно проверяйте уровень масла, чаще, если оборудование используется в интенсивном режиме. При режиме работы в две смены или круглосуточно, необходимо проверять уровень масла каждые 300 часов. Он должен находиться в районе верхней риски (20-25 мм от крышки бака).
Через каждые 1000 часов при интенсивном использовании пресса, рекомендуется полная замена масла. Масло необходимо сливать посредством сливного отверстия, которое располагается в нижней части бака. После этого необходимо осмотреть бак, используя ручной фонарь, на наличие загрязнений на его стенках, и пи их отсутствии залить рекомендуемое изготовителем гидравлическое масло (ISO32). Возможно замена масла аналогом, предварительно согласованным с производителем оборудования.
Для осуществления подъема верхней части станка, необходимо пропустить трос в мягкой защитной оплетке или капроновый трос в зажимное устройство и поднять за него станину при помощи тали или другого грузоподъемного усройства.
Каждые пять лет, или по прошествии 300000 рабочих циклов желательно осуществить проверку и замену гибких гидравлических шлангов. Поводом для замены манжет, направляющих колец и грязесъемника может послужить их очевидное повреждение, так как их использование не регламентируется определенным сроком службы.
Все трущиеся части должны всегда быть смазанными. Применяемая ежедневно легкая смазка, может существенно увеличить продолжительность межремонтного периода. Перед обслуживанием зажимного устройства необходимо раскрыть его как можно шире. На предварительно очищенную внутреннюю поверхность конических фланцев кисточкой наносится устойчивая к давлению смазка по типу Molub Alloy OG-H или аналогичная ей.
Необходимо тщательно смазывать как фронтальные, таки задние конические поверхности зажимного устройства. Лучше использовать небольшие количества смазки систематически, чем ее обильное применение нерегулярно. Не смазывайте штоки поршней.
При особенно интенсивной эксплуатации оборудования необходимо применение более вязких смазок.
Ежегодно калибруйте станок в соответствии с описанной в разделе «эксплуатация» инструкцией. Полный сервис станка рекомендовано проводить только у производителя или авторизованного дилера.
Во избежание поражения электрическим током особое внимание необходимо уделять периодическому осмотру электрооборудовании пресса. Необходимо периодически осматривать и проверять на наличие повреждения электрические кабели и кнопки включения — отключения. Также, необходимо проверять место подключение питающего кабеля к распределительной сети. При соединении посредством разъема (вилки), запрещается эксплуатация станка при повреждении разъема или розетки.
Название составных частей и деталей станка РВД
Составные части:
- Панель управления
- Табло настройки режима
- Кнопка старт обжима
- Кнопка возврата
- Устройство отключения
- Блок коммутации
- Педаль/ рычаг привода
- Указатель/верньер усилия обжима
- Табличка с диаметрами обжима
- Сбросной кран
- Кран переключения
- Кран разделения потока
- Насос перекачки масла
- Электродвигатель
- Отверстие масляного фильтра
- Масляный фильтр
- Крышка залива масла
- Манометр
- Зажимное устройство
- Кожух гидроцилиндров
- Маслопроводы
Детали станка с ручным приводом:
- Корпус
- Рукоятка для переноса
- Ручной насос
- Рычаг подкачки
- Поршень
- Наружное кольцо подшипника
- Внутреннее кольцо подшипника
- Зажимной кулачок
- Пружина
- Защелка
- Противопенный бурт
- Фланец корпуса
- Фиксирующая головка пружины
- Направляющая пружины
- Втулка резьбовая направляющая
- Прокладка кольцевая
- Гайка
- Стопор
Детали автоматизированного пресса:
Зажимное устройство:
- Задняя пластина
- Передняя пластина
- Обойма зажимных кулачков
- Фиксирующие штифты
- Фиксирующие втулки
- Роликовые штифты
- Пружина
- Ступенчатый винт
- Скрепляющий штифт
- Зажимные кулачки
- Колпачковый винт
- Установочный штифт
- Штифт фиксации передней пластины
- Штифт фиксации задней пластины
- Пружина кулачков
- Установочный штифт кулачков
Устройство для монтажа матрицы:
- Ручка
- Скрепляющий штифт
- Остов
- Направляющие оси
- Дисковые магниты
- Монтажная пластина
- Пружинный фиксатор (защелка)
- Кольцевая прокладка
- Фиксирующий винт
- Направляющий штифт
- Табличка с предупреждающей надписью
Общая деталировка машины:
- Гидравлические шланги
- Отводы 90о гидравлических шлангов
- Отводы 45о гидравлических шлангов
- Стопорное кольцо
- Вставляемое обжимное кольцо
- Толкатель
- Сдавливающая пластина
- Табличка с предупреждающей надписью
- Предохранитель
- Ступенчатый болт
- Табличка с надписью «Внимание»
- Рабочее освещение
- Резиновая втулка
- Гайка
- Обжимное кольцо
- Переключатель запуска электродвигателя
- Трехпозиционный переключатель
- Клавишная панель
- Кожух вводной электрической панели
- Кабель в защитной оплетке
- Гидравлическое устройство
- Гидравлический цилиндр
- Корпус станка
- Корпус пульта управления
- Зажимное устройство
- Педаль включения
- Задняя панель
- Контргайка
Как правильно опрессовать РВД

Рукава высокого давления используются в спецтехнике и промышленном оборудовании для транспортировки газов и рабочих жидкостей. Для надежного монтажа и обеспечения герметичности соединений, проводится процедура обжимки при помощи опрессовочных станков. Мы подробно расскажем, как правильно опрессовать РВД на этапе ремонта или изготовления шлангов.
Как выбрать фитинги и муфты для обжимки РВД

При выборе присоединительной арматуры нужно учитывать страну происхождения шланга и порты, к которым он подключается. На мировом рынке используется пять стандартов:
- DIN – Германия;
- GAS – Франция;
- SAE – Северная Америка;
- BSP – Великобритания;
- JIS – Япония.
Используйте присоединительные комплекты, изготовленные одним производителем. Каждый бренд предоставляет обжимную таблицу, в которой можно подобрать оптимальные параметры.
Выбор и подготовка шланга для РВД
Длина резинового шланга подбирается с учетом типа используемого фитинга. Измеряйте длину фитинга от точки вычисления длины собранного шланга до упорного буртика на присоединительной арматуре. При определении параметра нужно учитывать, что во время опрессовки происходит удлинение пресс-втулки. Вычислять нужно по следующей формуле:
- 1 и 2-оплеточные рукава – в диапазоне от 0,5 Dy до 1,5 Dy;
- РВД с 3 и 4 оплетками – от 0,3 Dy до 1 Dy.
Dy обозначается условный проход шланга.
Таким образом, чтобы определить длину отрезка шланга, необходимо от длины изделия в сборе (посмотреть ее можно в каталоге) отнять длины плеч обоих фитингов, и удлинение, возникающие в обжимном процессе.
Как отрезать шланг подходящих размеров?

Шланги продаются в бухтах, которые лучше всего разматывать при помощи стоек с вращающимися корзинами. Данные конструкции располагаются в порядке друг над другом, чтобы сэкономить место на рабочей площадке.
Перед тем как правильно опрессовать РВД, необходимо отрезать заготовку шланга на отрезном станке, который оснащен ротационным лезвием. Заготовка должна иметь ровную кромку без дефектов в самом начале бухты. Убедитесь в том, что на металлических оплетках отсутствует коррозия, а внутренние трубки являются целыми.
Учитывайте также ряд следующих требований:
- Отрезайте шланг перпендикулярно его оси;
- Процесс отрезания сопровождается нагревом оплеточного слоя и внутренней трубки, в результате чего на поверхности оседает пыль. Все эти загрязнения необходимо удалить;
- Используйте только острое лезвие;
- Не прибегайте к применению абразивных кругов для отрезания шлангов, чтобы не допустить накопления мелких частиц на поверхности.
Правила зачистки резинового слоя
Потребность в очистительных работах и длина зачистки указываются в опрессовочной таблице производителя. Для выполнения этой процедуры используется окорочный станок. Шланг зачищается до оплеточного слоя без его повреждения.
Ножи исполнительных органов настраивайте таким образом, чтобы не «зажевать» изделие. Особенно если используете РВД азиатского производства, поскольку такая продукция отличается нестабильностью размеров.
Если зачищаемая длина ниже допустимых значений, фитинг просто выскользнет из резиновой трубки в связи с малой площадью контакта. При превышении длины может повредиться оплетка под воздействием окружающей среды.
Правильно устанавливаем обжимные втулки

Если таблицей обжима не предусмотрена зачистка шланга, пресс-втулку нужно монтировать до упорного бортика. При необходимости его зачистки, установка втулки происходит таким образом, чтобы остался небольшой зазор, величина которого равна ширине замка фитинга. При правильном подборе типоразмеров не придется прикладывать больших усилий для обжима.
У некоторых рукавов, изготовленных по стандарту ГОСТ, наружный диаметр превышает диаметр изделий DIN. Чтобы избежать несовместимости, рекомендуется использовать российские РВД вместе с втулками немецкого стандарта. При необходимости можно зачистить внешний слой до диаметра, позволяющего надеть втулку DIN.
Монтаж фитингов на рукава высокого давления
Перед тем как правильно обжимать РВД, нужно установить фитинг согласно всем инструкциям:
- Замок втулки должен быть на одном уровне с пазом замка на присоединительной арматуре;
- Избегайте деформации кольца;
- Фитинг должен максимально плотно примыкать к пресс-втулке и быть прочно зафиксирован в процессе опрессовки;
- Смажьте ниппель мыльным раствором или маслом, чтобы облегчить обжим;
- Если собираетесь обжимать рукава в большом объеме, используйте пневмотолкатель для монтажа – это значительно упростит и ускорит работу;
- Убедитесь в том, что фитинг вставлен в шланг до упора, иначе нарушится герметичность соединения;
- Не допускайте также отклонений в углах фитингов.
Выбор и монтаж обжимных кулачков
Подбирайте детали согласно опрессовочной таблице производителя. Номер и типоразмер изделия всегда отображается на торце. Далее задайте необходимые параметры на обжимном станке. Теперь расскажем, как правильно обжимать РВД на оборудовании:
- Следите за тем, чтобы втулка была полностью охвачена кулаками и располагалась ниже их торцов на несколько миллиметром. Это необходимо для защиты от появления наплыва и неполного закрытия замка.
- Включите устройство и убедитесь в том, что аварийный выключатель находится в отжатом положении. Убедиться в работающем оборудовании можно по сигнализирующим индикаторам.
- Нажмите на зеленую кнопку, после чего аппарат приступит к сжатию кулачков.
- После зажжения индикатора света, процесс обжима является завершенным.
- Нажмите на красную кнопку для открытия кулачков.
- Теперь можно вынуть опрессованный рукав, при этом кулачки не всегда являются полностью открытым. Последующую обжимку можно начинать при нераскрытом положении кулачков.
Способы обжимов рукавов
Опрессовка может проводиться по двум технологиям: продольной и поперечной. Предлагаем вкратце ознакомиться с каждым методом.
Продольным методом обжимают оплеточные РВД. Для создания герметичного соединения используется муфта с кольцевыми зубьями, которые монтируются в оплетку рукава. Если шланг одно- или двухоплеточный, изделие не зачищают от внешнего слоя резины. Высокая герметичность достигается за счет прочного сцепления зубьев с поверхностью. Изделия, опрессованные продольным способом, рассчитаны на работу при высоких нагрузках.
Поперечная опрессовка является традиционным способом для России. Его особенность в том, что для обжима используется трубчатая муфта. Технология предполагает удаление верхнего резинового слоя по всей длине. Муфта прочно прижимается к рукаву, что способствует надежной фиксации. Данный метод подходит для спецтехники и промышленного оборудования, работающего под давлением не более 12 МПа.
Контроль качества работы
Важно знать не только, как опрессовать РВД, но и проверить правильность проведения работы. Сделать это можно двумя способами.
Проверка качества измерениями
Качество работы проверяется по диметру втулок. Измеряйте его таким образом, чтобы губки микрометра или штангенциркуля не контактировали с наплывами, присутствующими на поверхности изделия. Допустима погрешность в диаметрах втулки на разных плоскостях, поэтому в качестве эталона используют значение, измеренное посредине. Максимально допустимый люфт составляет -0,2 мм. Если погрешность выше, выполните обжим повторно, задав более низкий диаметр.
Контроль качества калибрами
Данная технология учитывает, что при проведении опрессовочных работ изменяется внутренний диаметр ниппеля. У каждого производителя свои размеры калибров, хотя сами они практически не отличаются по конструктивному исполнению. Поэтому используйте фирменные изделия.
Для контроля качества работы, установите калибр таким образом, чтобы конец его непроходной стороны впирался примерно посредине длины ниппеля. Это говорит о плотном сжатии и хорошей герметичности соединения. Если непроходимая часть инструмента свободно проходит, лучше обжать рукав повторно с диаметром, на 0,1 мм ниже.
Также проверьте степень уплотнения с помощью проходного калибра. Эта часть должна проходить в ниппель свободно и до конца. Если у Вас тоже так происходит, рукав является гибким и не пережатым, изделие подходит для работы в гидросистеме.
Испытания рукавов высокого давления

После того, как опрессовали рукав, рекомендуется подвергнуть его испытаниям под давлением, которое в два раза превышает рабочее (номинальное) конкретно для данного изделия. Обращайте внимание именно на номинальное значение, поскольку максимальное (разрывное) давление – это справочная величина. При подаче давления, превышающего максимальное, рукав будет непригодным к эксплуатации.
Поскольку процесс обжимки сопровождается использованием смазочных материалов, на внутренних стенках РВД могут скапливаться посторонние частицы в виде жидкости или пыли. Их наличие плохо сказывается на надежности и долговечности не только рукава, но и других компонентов гидравлической системы. Для очистки от загрязнений лучше всего использовать пыжи, которые вставляются в трубку под напором сжатого воздуха, пену и растворители. После очистительной операции закройте концы шланга заглушками.
- Подготовьте нужный рукав высокого давления (РВД), муфту и фитинг (рис. 1.).

Рис. 1. Рукав, муфта и фитинг
- С помощью неабразивного стального ротационного лезвия (см. отрезное оборудование) отрежьте РВД требуемой длины (рис. 2). Дополнительно: как правильно отмерить РВД нужной длины.
Рис. 2. Резка рукава высокого давления
- При необходимости зачистки РВД удалите слой резины на длину зачистки, указанную в таблицах опрессовки (см. таблицы для муфт CAST, TIEFFE), избегая повреждения металлической оплетки рукава высокого давления (рис. 3).
Рис. 3. Зачистка верхнего слоя резины РВД
- Оденьте муфту на рукав высокого давления (рис. 4).
Рис. 4. Муфта на рукаве высокого давления
- Вставьте фитинг внутрь РВД до упора (рис. 5).
Рис. 5. Фитинг в сборе на рукаве высокого давления
- Выберите калибр (см. калибры для фитингов CAST, калибры для фитингов TIEFFE), предназначенный для данного размера фитинга. Убедитесь, что непроходная часть калибра (отмечена «NO GO — Non passa») беспрепятственно входит в отверстие фитинга (рис. 6). Извлеките калибр из фитинга.
Рис. 6. Правильное положение калибра при проверке фитинга в сборе
- Обжимайте муфту до указанного (см. таблицы для фитингов CAST, TIEFFE) в опрессовочной таблице диаметра (рис. 7).
Рис. 7. Обжим собранного фитинга
- Проверьте диаметр опрессовки в местах обжатия муфты кулачками. Все измерения должны производиться по центру муфты. Размеры должны соответствовать заданному диаметру обжатия, с допустимыми отклонениями +0,0/-0,2 мм.
- Вставьте в обжатый фитинг калибр использовавшийся на шаге 6.
- Если непроходная часть калибра проходит так, как показано на рис. 8, значит обжатие фитинга выполнено правильно.
Рис. 8. Правильное положение калибра при проверке обжатого фитинга
- Если непроходная часть калибра проходит полностью, то уменьшите диаметр обжатия муфты на 0,1 мм и повторно обожмите муфту. Повторите п. 9.
- Если проходная часть (отмечена «GO — Passa») не проходит через отверстие, то необходимо увеличить обжимной диаметр на 0,1 мм при опрессовке следующего РВД, чтобы положение калибра при проверке обжатого фитинга соответствовало рис. 8.


Рукав высокого давления (РВД) нашёл широкое применение во многих отраслях промышленности. Он используется для прокачки гидравлической жидкости, моторного масла, газа, жидкого топлива, лакокрасочного материала и других. Однако резина шланга подвержена старению и рассыханию, а также механическим повреждениям. Поэтому рукав со временем нуждается в ремонте или замене. Для этих целей используются промывочные, обрезные, зачистные (окорочные) и обжимные машины. В этой статье пойдёт речь про оборудование для обжима РВД.

Где используются шланги РВД
Армированные шланги РВД являются неотъемлемой частью конструкций различных машин, станков и установок, – где требуется герметичная передача жидких материалов под высоким давлением. В подавляющем большинстве случаев – это гидравлика. Данный тип силовой передачи используется в механизмах и технике таких отраслей промышленности, как:
- Судостроение.
- Станкостроение.
- Лесные машины.
- Коммунальная техника.
- Железнодорожная техника.
- Горнодобывающие машины.
- Аэродромное оборудование.
- Нефтегазодобывающая отрасль.
- Сельскохозяйственные машины
- Инженерное обеспечение войск.
- Металлургическое производство.
- Буровое и геологоразведочное оборудование.
- Техника для ликвидации чрезвычайных ситуаций.
- Строительно-дорожная и подъемно-транспортная техника.
В процессе эксплуатации техники, рукава высоко давления изнашиваются или повреждаются. Чтобы оперативно устранять подобную неисправность, в автопарках многих предприятий установлено оборудование для обжима РВД. Поэтому слесари быстро восстанавливают старые шланги или меняют их новыми. Также эти станки используют владельцы торговых точек и сервисных центров спецтехники для производства новых рукавов. Благодаря этому, в магазинах РТИ и точках обслуживания машин с гидравликой развёрнутый ассортимент РВД.
Конструкция и принцип действия обжимного станка РВД
Технология обжимного станка РВД заключается в запрессовке. Силовой узел обеспечивает надёжное прессовое механическое соединение торца резинового шланга с муфтой фитинга. Операция очень ответственная, требующая от мастера навыков оптимальной степени прижима. Иначе рукав будет негерметичен, как только произойдёт подача жидкости под давлением, – а это грозит серьёзной аварией.
В конструкцию станка входят такие основные детали, как: корпус; рабочий гидроцилиндр; формовочный гидроцилиндр; кулачковые плашки; педаль или кнопка управления; электромотор; электрический контроллер. Есть модели с механическим приводом (ручным). Порядок работы станка РВД следующий:
- Выбрать плашку под диаметр шланга и муфты фитинга.
- Установить плашку в гнездо формовочного цилиндра (круглого).
- Соединить шланг с фитингом и разместить его в центре кулачков плашки.
- Нажать ногой педаль до полного сжатия кулачков гидроцилиндра прессования.
- Отпустить педаль и вынуть из разжатых кулачков готовый рукав.
Некоторые станки оборудованы механическим или электронным микрометром, который позволяет выставить диаметр обжима с точностью до одной сотой миллиметра. Это повышает качество соединения и обеспечивает изделию дополнительную надёжность.

Классификация станков обжима РВД
В начале статьи перечислены отрасли промышленности, где занята техника с рукавами высокого давления. Иногда она работает далеко от гаражных боксов и ремонтируется в полевых условиях. Приходится водителям и мастерам восстанавливать РВД вручную. Вдобавок шланги могут быть с несколькими слоями оплётки от 1 до 6, а также: большими и маленькими; толстыми и тонкими; односекционными и многосекционными. Учитывая сказанное, оборудованию для обжима требуются разные характеристики. Например, для одних важен крупный диаметр кулачковой плашки, а для других сила давления. Поэтому станкостроители выпускают несколько видов обжимных станков РВД:
Мобильные. Небольшие машины, как правило с ручным гидравлическим насосом. Используются для ремонта или выпуска малоразмерных шлангов РВД: 1.1/4 – 2 дюймов (28,96 – 51 мм). Некоторые мобильные станки оснащаются пневматической силовой передачей давления на кулачки, вместо традиционной гидравлической. Подходят для работы в «полевых условиях».
Стационарные. Оборудование локального размещения в автопарках или в сервисных центрах для спецтехники. Используются также для серийного производства РВД. Оснащены электроприводом. Подключаются к электрической сети напряжением 220 – 380 В. Способны производить до 100 рукавов за 1 смену, размером: 1.1/4 – 4 дюймов (28,96 – 101,6 мм).
Промышленные. Автоматизированные установки для массового производства рукавов высокого давления от 1 000 до 2 000 шт. за смену; в т.ч., шестиплёточных, крупных диаметров: 4 – 10 дюймов (101,6 – 254 мм).
Обзор обжимных моделей станков РВД
Обжимные станки РВД становятся всё более востребованными у автотранспортных предприятий. Как правило, мастер парка грузовиков или спецтехники заказывает в отделе снабжения бухты шлангов распространённых размеров и наборы фитингов. При выходе из строя рукава, его оперативно ремонтируют или меняют новым. Благодаря такой концепции, производственный цикл транспортной компании практически не замирает.
Вместе с этим, некоторые владельцы торговых точек по продаже деталей для спецтехники ставят машины РВД у себя на складах. Здесь они производят шланги для выкладки на прилавки торговых точек. А есть бригады, обслуживающие буровые вышки, и им тоже не обойтись без машин РВД. В таблице, для наглядного примера, обзор характеристик 6-и обжимных машин, а ниже их фото.
Характеристики станков обжима РВД.
| Модель | МJ-52 | HHP52-F | MJ-51O | DSG250 | HM51 | HM32 |
| Тип оборудования | Полуавтомат | Полуавтомат | Полуавтомат | Полуавтомат | Ручной | Ручной |
| Мощность (кВт) | 3 | 3 | 3,6 | 4 | — | — |
| Напряжение (В) | 220 | 220 — 380 | 12 — 24 | 220 | — | — |
| Усилие обжима (т) | 560 | 500 | 300 | 640 | 500 | 203 |
| Диапазон внутр. обжима (мм) | 6-51 | 6-51 | 6-51 | 6-51 | 6-51 | 6-51 |
| Диапазон внеш. обжима (мм) | 6-80 | 6-80 | 6-60 | 6-80 | 6-60 | 6-60 |
| Макс. открытие (мм) | 115 | 115 | 114 | 115 | 115 | 100 |
| Габаритные размеры (мм) | 780х550х1100 | 700х900х1400 | 750х700х700 | 700x900x1400 | 650x520x395 | 630x510x410 |
| Вес (кг) | 250 | 350 | 180 | 360 | 150 | 100 |
Станок для обжима РВД МJ-52

Обжимной станок HHP52-F

Станок для обжима РВД MJ-51O
Станок для обжима (опрессовки) РВД DSG250

Ручной станок для обжима (опрессовки) РВД HM51

Ручной станок для обжима (опрессовки) РВД HM32

Все машины комплектуются набором кулачковых плашек, заявленного производителем размера: от и до. Как правило их количество 6-8-10 шт.
Оборудование прессования РВД можно назвать универсальным. Кроме прямого использования для шлангов, аппараты применяются в обжиме других цилиндрических изделий: проводов, трубок, змеевиков и прочих.
Заключение
Рукава высокого давления со временем изнашиваются или повреждаются. Ремонтировать их, или делать новые на замену, помогают машины обжима РВД. Это промышленные и ремонтные станки. Первыми управляют операторы, а со вторыми справятся слесари и водители транспортного предприятия. Вместе с тем, обжимные машины интересны предпринимателям, – они позволяют выложить на прилавки торговых точек РТИ ассортимент шлангов собственного производства.